JP4042576B2 - 表皮一体成形品の製造方法及び成形用型 - Google Patents
表皮一体成形品の製造方法及び成形用型 Download PDFInfo
- Publication number
- JP4042576B2 JP4042576B2 JP2003014676A JP2003014676A JP4042576B2 JP 4042576 B2 JP4042576 B2 JP 4042576B2 JP 2003014676 A JP2003014676 A JP 2003014676A JP 2003014676 A JP2003014676 A JP 2003014676A JP 4042576 B2 JP4042576 B2 JP 4042576B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- molding
- skin
- skin material
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000465 moulding Methods 0.000 title claims description 54
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 239000000463 material Substances 0.000 claims description 87
- 238000000034 method Methods 0.000 claims description 15
- 239000000758 substrate Substances 0.000 claims description 8
- 238000007666 vacuum forming Methods 0.000 claims description 8
- 238000003780 insertion Methods 0.000 claims description 7
- 230000037431 insertion Effects 0.000 claims description 7
- 239000011162 core material Substances 0.000 description 35
- 229920005989 resin Polymers 0.000 description 11
- 239000011347 resin Substances 0.000 description 11
- 238000000748 compression moulding Methods 0.000 description 8
- 230000002093 peripheral effect Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 2
- 238000010107 reaction injection moulding Methods 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000003795 desorption Methods 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images







Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、自動車の内装等に使用する表皮一体成形品の製造方法及び成形用型に関するものである。
【0002】
【従来の技術】
【特許文献1】
特開平3−138114号公報
【特許文献2】
特開平5−301243号公報
【0003】
例えば、ドアトリム、インストルメントパネル等のような自動車用内装材としては、表皮材の裏面に基材を一体に成形した表皮一体合成樹脂成形品が使用されている。このような表皮一体合成樹脂成形品の成形方法としては、特開平3−138114号公報に示されるような、表皮材を真空成形型により真空吸引して成形した後この表皮を真空成形型から取り外して圧縮成形機の上型にセットし、次いで圧縮成形機の下型の上に溶融樹脂を供給したうえ両型を型締めして溶融樹脂を圧縮することによりキャビティに押し広げ、基材を成形すると同時に表皮と基材とを一体にする方法が知られている。
【0004】
ところが、このような方法では、表皮材を真空成形型から取り外して圧縮成形機の上型にセットし直すという面倒な脱着工程が必要であり、圧縮成形機の上型と表皮材との間に空気が入って成形品の形状精度が低下するという問題があった。さらに、真空成形型と圧縮成形用の上型の両方を用意する必要があり、しかも、真空成形後圧縮成形用の型にセットするまでの間に成形された表皮材が収縮するため真空成形用の型はそれを考慮して製作する必要があった。これらの問題を解決するものとして、表皮材の真空成形と基材の圧縮成形とを共通の型で連続的に行い、表皮材の型から型への脱着を無くすことができる特開平5−301243号公報に示されるような方法が提案されている。
【0005】
特開平5−301243号公報に開示されているのは、通気性と耐圧性とを有する第一型の凹凸模様付き成形面に樹脂シートを真空吸引して表皮を成形したうえそのまま吸引し、第一型と対峙する第二型との間に溶融樹脂を供給して圧縮することにより溶融樹脂を両型間のキャビティに押し広げ、基材を成形すると同時に基材と表皮とを張り合わせて表皮付き樹脂成形品を一体成形する方法である。表皮材の型から型への脱着を必要とする場合には、表皮材に脱着に際して変形しないだけの強度が求められ、完成した成形品からすれば不必要な肉厚、強度を有するものとしなければならないという問題があるが、この方法のように表皮材の型から型への脱着を必要としない場合には大きな強度のものとする必要がないものである。
【0006】
ところが、表皮材は真空成形が終わると外周のクランパーが外されるので表皮の外周が浮き上がり易くなり、ここから空気が浸入して真空漏れが発生することとなる。外周から真空漏れが発生すると表皮材の強度が充分でない場合には表皮材の浮き上がりが中心部分にまで及び、特に意匠面で浮き上がった場合には細かい凹凸の意匠の乱れとなって外観不良を発生するという問題がある。この表皮外周の浮き上がりを防止するため、従来は図10に示すような成形品において丸孔、溝等の形状となる表皮保持用の凹凸部を設けることが試みられていたが、表皮外周の浮き上がりを完全に防止することはできないという問題があった。
【0007】
【発明が解決しようとする課題】
本発明は上記の問題点を解決し、表皮材成形用型と基材成形用のキャビティ型を共用することができ、表皮材成形工程から基材成形工程へ移行する間に成形された表皮材がキャビティ型の型面から浮き上がることがなく外観不良を生じることがない表皮一体成形品の製造方法及び成形用型を提供するためになされたものである。
【0008】
【課題を解決するための手段】
上記の課題を解決するためになされた本発明の表皮一体成形品の製造方法は、キャビティ型と表皮材成形用及び基材成形用の2個のコア型とからなる成形用型を使用し、キャビティ型に表皮材をセットして表皮材を真空成形により成形したのち基材を成形する表皮一体成形品の製造方法であって、真空成形後の表皮材の端末部を表皮材成形用のコア型側からキャビティ型外周に押し込んでキャビティ型の外周にクランプさせ、表皮材の端末部をキャビティ型の外周に保持させたのちキャビティ型と基材成形用のコア型とを型締めし、表皮材と一体に基材を成形することを特徴とするものである。
【0009】
また、同一の目的でなされた本発明の表皮一体成形品の成形用型は、キャビティ型と表皮材成形用のコア型と基材成形用のコア型とからなる表皮一体成形品の成形用型であって、表皮材成形用のコア型の外周には表皮材の端末部をキャビティ型側に押し込む表皮差し込み手段を、キャビティ型の外周には表皮差し込み手段により押し込まれた表皮材の端末を保持するクランプ手段をそれぞれ設け、真空成形後の表皮材の端末部を表皮材成形用のコア型側からキャビティ型外周に押し込んでキャビティ型の外周に保持させ、基材成形用のコア型とキャビティ型との間で基材を成形することを特徴とするものである。
【0010】
【発明の実施の形態】
以下に図面を参照しつつ、本発明の実施形態を説明する。
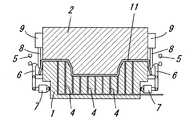
図1は本発明の成形用型の例を示すもので、下型であるキャビティ型1と上型である第1のコア型2及び第2のコア型3からなるものである。キャビティ型1を上型とし、第1のコア型2及び第2のコア型3を下型とすることも可能であるが、表皮材の取り扱いのうえではこのようにキャビティ型1を下型とするのが好ましい。
【0011】
キャビティ型1は表皮材の意匠面を真空成形するものであり、第1のコア型2は表皮材成形用、第2のコア型3は基材の裏面成形用のものである。キャビティ型1、第1のコア型2及び第2のコア型3はそれぞれ図示しない成形機にセットされ、キャビティ型1は第1のコア型2に対向する位置から第2のコア型3に対向する位置へ移動可能としてある。また、第1のコア型2及び第2のコア型3にはそれぞれ第1のコア型2及び第2のコア型3を上下させて成形用型を開いたり閉じて型締めしたりする図示しない上下機構が設けてある。
【0012】
キャビティ型1には真空引きのための多数の空気通路4、4が設けてあり、該多数の空気通路4、4はまとめて図示しない真空吸引装置に接続してある。図示しない成形機には第1のコア型2と対向した状態のキャビティ型1周辺となる位置に真空成形前及び真空成形中の表皮材をクランプするクランパー5が従来と同様に設けてあり、キャビティ型1の外周には真空成形後の表皮材をキャビティ型1に保持するクランプ手段であるクランプ6、6が開閉動自在に設けてある。図中7、7はクランプ6、6を開閉動させるためのシリンダである。
【0013】
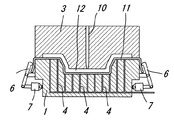
第1のコア型2の外周には表皮材をキャビティ型1側に押し込む表皮差し込み手段である表皮差し込みプラグ8、8が上下動自在に設けてあり、該表皮差し込みプラグ8、8はシリンダ9、9により上下動させるようにしてある。第2のコア型3は型締めした状態で真空成形された表皮材との間にキャビティを形成し、該キャビティに樹脂を注入して基材を成形するもので、キャビティに樹脂を供給するためのゲート10が設けてある。
【0014】
このように構成した成形用型を成形機に装着してキャビティ型1を第1のコア型2に対向した位置において第1のコア型2を上昇させた状態とし、キャビティ型1上に表皮材11を置き、クランパー5、5によりクランプして図2に示すように表皮材11をセットする。空気通路4、4を通して真空吸引するとともに表皮差し込みプラグ8、8が上限位置にある状態で第1のコア型2を図3に示すように下降させ、型締めすることにより表皮成形を行う。その結果、表皮材11はキャビティ型1に吸引されて型面に沿うこととなり、図3に示すように成形されて表皮材11の表面には意匠が形成される。この真空吸引に先立ち、表皮材11を真空成形可能な所定の温度まで加熱して軟化させておくことは従来と同様である。
【0015】
真空吸引後、クランパー5、5による表皮材11のクランプを解くと同時に表皮差し込みプラグ8、8を下降させれば、図4に示すように表皮材11の外周部がキャビティ型1の外周に折り込まれることになる。この状態で表皮差し込みプラグ8、8を上昇させて復帰させ、クランプ6、6を閉じたうえ第1のコア型2を上昇させれば、図5に示すように表皮材11の外周部はクランプ6、6によりキャビティ型1に保持され、キャビティ型1は第1のコア型2から離脱して移動可能な状態となる。
【0016】
図6に示すようにキャビティ型1を第2のコア型3に対向する位置まで移動させ、第2のコア型3を下降させて型締めをすると、図7に示すように基材を成形するためのキャビティ12が形成されるので、ゲート10から溶融樹脂を注入すると図8に示すように基材13が成形されると同時に表皮材11が一体化された成形品が完成することになる。この基材13の成形は、第2のコア型3を完全に下降させる前に溶融樹脂をキャビティ12に供給したうえ型締めにより圧縮してキャビティ12に押し広げる圧縮成形法、型締め後ポリウレタン等の樹脂を注入して型内で発泡、反応、固化させる反応射出成形法等によることができ、反応射出成形法による場合にはガラス繊維等の強化材を混入して強化することが好ましい。
【0017】
【発明の効果】
本発明は前記説明から明らかなように、表皮材成形用と基材成形用のキャビティ型を共用するので表皮材の成形工程と基材の成形工程の間で表皮材を脱着する必要がなく、真空成形した表皮材の外周部が順次クランプされつづけ、最終的にはキャビティ型の外周に保持されるので、表皮材の強度が充分でない場合でも表皮の外周部が浮き上がることがない。したがって、ここから空気が浸入して真空漏れが発生することにより表皮材が浮き上がることがなく、成形品の外観品質を低下させることがないものである。したがって、従来の問題を全て解決した表皮一体成形品の製造方法及び成形用型を提供するものとして業界に寄与するところ極めて大である。
なお、キャビティ型を下型とした場合には、表皮材の真空成形後にクランパーよる表皮材のクランプを解いて表皮差し込みプラグにより表皮材の周辺部をキャビティ型の外周に折り込む際に、重力により表皮材の周辺部がキャビティ型の外周に折り込み易くなる効果があるものである。
【図面の簡単な説明】
【図1】本発明の成形用型の例を示す断面図である。
【図2】キャビティ型に表皮材をセットした状態を示す断面図である。
【図3】表皮材を成形した状態を示す断面図である。
【図4】表皮材外周を折り込んだ状態を示す断面図である。
【図5】表皮材外周をキャビティ型にクランプした状態を示す断面図である。
【図6】キャビティ型を移動した状態を示す断面図である。
【図7】第2のコア型を型締めをした状態を示す断面図である。
【図8】基材を成形した状態を示す断面図である。
【図9】従来の表皮材外周の浮き上がり防止方法の例を示す断面図である。
【符号の説明】
1 キャビティ型
2 第1のコア型
3 第2のコア型
4 空気通路
5 クランパー
6 クランプ
7 シリンダ
8 表皮差し込みプラグ
9 シリンダ
10 ゲート
11 表皮材
12 キャビティ
13 基材
Claims (2)
- キャビティ型と表皮材成形用及び基材成形用の2個のコア型とからなる成形用型を使用し、キャビティ型に表皮材をセットして表皮材を真空成形により成形したのち基材を成形する表皮一体成形品の製造方法であって、真空成形後の表皮材の端末部を表皮材成形用のコア型側からキャビティ型外周に押し込んでキャビティ型の外周にクランプさせ、表皮材の端末部をキャビティ型の外周に保持させたのちキャビティ型と基材成形用のコア型とを型締めし、表皮材と一体に基材を成形することを特徴とする表皮一体成形品の製造方法。
- キャビティ型と表皮材成形用のコア型と基材成形用のコア型とからなる表皮一体成形品の成形用型であって、表皮材成形用のコア型の外周には表皮材の端末部をキャビティ型側に押し込む表皮差し込み手段を、キャビティ型の外周には表皮差し込み手段により押し込まれた表皮材の端末を保持するクランプ手段をそれぞれ設け、真空成形後の表皮材の端末部を表皮材成形用のコア型側からキャビティ型外周に押し込んでキャビティ型の外周に保持させ、基材成形用のコア型とキャビティ型との間で基材を成形することを特徴とする表皮一体成形品の成形用型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003014676A JP4042576B2 (ja) | 2003-01-23 | 2003-01-23 | 表皮一体成形品の製造方法及び成形用型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003014676A JP4042576B2 (ja) | 2003-01-23 | 2003-01-23 | 表皮一体成形品の製造方法及び成形用型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004223896A JP2004223896A (ja) | 2004-08-12 |
| JP4042576B2 true JP4042576B2 (ja) | 2008-02-06 |
Family
ID=32902647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003014676A Expired - Fee Related JP4042576B2 (ja) | 2003-01-23 | 2003-01-23 | 表皮一体成形品の製造方法及び成形用型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4042576B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101439229B1 (ko) | 2013-03-28 | 2014-10-30 | 주식회사 동원테크 | 자동차 내장재 일체 진공사출 성형장치 및 성형방법 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5001467B2 (ja) * | 2009-12-25 | 2012-08-15 | 日本写真印刷株式会社 | ロータリークランプ装置及びフィルムクランプ方法 |
| JP5617745B2 (ja) * | 2011-04-06 | 2014-11-05 | トヨタ紡織株式会社 | 車両用内装材の製造方法 |
| KR102395959B1 (ko) * | 2021-11-01 | 2022-05-12 | 덕양산업 주식회사 | 진공압력을 이용한 내장재 제조 장치 |
| KR102395954B1 (ko) * | 2021-11-01 | 2022-05-12 | 덕양산업 주식회사 | 진공압력을 이용한 내장재 제조 장치 |
-
2003
- 2003-01-23 JP JP2003014676A patent/JP4042576B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101439229B1 (ko) | 2013-03-28 | 2014-10-30 | 주식회사 동원테크 | 자동차 내장재 일체 진공사출 성형장치 및 성형방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004223896A (ja) | 2004-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2565008B1 (en) | Apparatus and method for the horizontal molding of vehicle interior components | |
| KR19990063953A (ko) | 성형 방법, 성형 장치 및 이에 의해 제조된 물품 | |
| JPH04284212A (ja) | 積層成形体の成形方法および成形型装置 | |
| US6739856B2 (en) | Equipment for hot moulding of articles made of thermoplastic material | |
| EP0655304B1 (en) | Method for producing a skin-integrated laminate and mold device used thereof | |
| JP4042576B2 (ja) | 表皮一体成形品の製造方法及び成形用型 | |
| KR100451029B1 (ko) | 천이 인서트 되는 다중 사출성형방법 및 그 장치 | |
| JP3691621B2 (ja) | 樹脂成形品の製造方法及び製造装置 | |
| CN218366097U (zh) | 注塑模具及箱壳成型模具 | |
| JP2003326576A (ja) | シート貼り射出圧縮成形方法及びその成形装置 | |
| JP3731811B2 (ja) | 合成樹脂成形品の製造方法 | |
| JPH0745135B2 (ja) | インモールド成形方法 | |
| JP3731857B2 (ja) | シート材料の成形方法並びに成形装置 | |
| JP3406731B2 (ja) | 加飾表皮材により部分的に加飾されたシート状樹脂成形体の製造方法 | |
| JPH07299841A (ja) | 複層成形体の成形方法 | |
| JP3745940B2 (ja) | 樹脂成形体並びにその成形金型 | |
| JP3719660B2 (ja) | フィルム付成形品用射出成形金型及びフィルム付成形品の製造方法 | |
| JP2748320B2 (ja) | 成形基板の製造方法 | |
| JP3874929B2 (ja) | 表皮材の部分加飾一体成形品および表皮材の部分加飾成形方法 | |
| JPH06238695A (ja) | 積層成形体の成形装置 | |
| JPH07223227A (ja) | 複合成形体の製造方法及び製造装置 | |
| JPH06226757A (ja) | 発泡成形品のコア材およびそれを用いた発泡成形品の製造方法 | |
| JPH07256698A (ja) | 射出成形により複合成形体を製造するための金型装置及びその使用方法 | |
| JP2766255B2 (ja) | 熱可塑性樹脂成形品の製造方法 | |
| JP3674852B2 (ja) | 合成樹脂シートの成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20041021 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070830 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071023 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071105 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101122 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101122 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101122 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111122 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111122 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121122 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121122 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121122 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131122 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |