JP4046202B2 - 多面付けスタンパーの作製方法 - Google Patents
多面付けスタンパーの作製方法 Download PDFInfo
- Publication number
- JP4046202B2 JP4046202B2 JP18115897A JP18115897A JP4046202B2 JP 4046202 B2 JP4046202 B2 JP 4046202B2 JP 18115897 A JP18115897 A JP 18115897A JP 18115897 A JP18115897 A JP 18115897A JP 4046202 B2 JP4046202 B2 JP 4046202B2
- Authority
- JP
- Japan
- Prior art keywords
- stamper
- sided
- mother
- mother stamper
- silicone resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Landscapes
- Credit Cards Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Manufacturing Optical Record Carriers (AREA)
Description
【発明の属する技術分野】
本発明は、凹凸状情報トラックを有する光カード等の光情報記録媒体を複製するための原版として使用されるスタンパーに関するものである。
【0002】
【従来の技術】
一般に、光カード等の光情報記録媒体は高密度記録を達成するために、光記録情報媒体用の基材の上に微細な凹凸状光学的情報パターンを形成する必要がある。このため従来から幾つかの成型法が提案されているが、現在では微細パターンの複製精度が極めて高く設備投資も少なくて済むいわゆる2P法が主に採用されている。この2P法は表面に凹凸を有するスタンパーと光情報記録媒体用基材との間に液状の紫外線硬化型樹脂を充填し、該樹脂に紫外線を照射して硬化させた後、スタンパーを剥がすことによって光情報記録媒体を作製するものである。
【0003】
上記した2P法で使用するスタンパーは、フォトマスク描画可能面積の関係から光カードの場合でもせいぜい2〜3面程度しか入らないものであり、大量生産には向いていない。このため、複数枚のスタンパーを繋いでパターンを多くした多面付けスタンパーを使用して一度に大量複製をすることが考えられ、この多面付けスタンパーの作製方法として次の2つが提案されている。
【0004】
第1の方法は特開平7−153123号公報に記載のもので、樹脂でできた複数の単面マザースタンパーを繋ぎ合わせた多面マザースタンパーを形成し、この多面マザースタンパーを複製して多面付けスタンパーを作製するに際して、単面マザースタンパーの継目に窪みを備えた中間体を一旦形成することにより、この中間体から複製したカバーシートにおけるパターンの継目となる部位に紫外線硬化型樹脂の未硬化部分を残した状態にし、この未硬化部分を均した状態で継目の平坦な多面マザースタンパーを複製するようにしたものである。
【0005】
また、第2の方法は特開平7−153124号公報に記載のもので、紫外線硬化型樹脂を用いて基材シート上にマザースタンパーのパターンを連続的に複製するに際し、次のパターンを複製する部分を遮光して露光することによってパターンの継目となる部分の紫外線硬化型樹脂を未硬化状態とし、この未硬化部分にマザースタンパーを移動して基材シートに次のパターンを複製するようにしたものである。
【0006】
【発明が解決しようとする課題】
上記した第1及び第2の方法は、いずれも継目が目立たずしかもパターンの間隔を短くした多面付けスタンパーを作製できることを目指したものであるが、第1の方法では、硬化時の樹脂の収縮により継目に段差が生じることがあり、また第2の方法では、基材シートの剥離時に発生する静電気により、継目から樹脂片及び未硬化樹脂が飛び、パターン内に付着することがあり、このため良い品質が得られないと言った問題点がある。
【0007】
本発明は、上記のような問題点に鑑みてなされたものであり、その目的とするところは、面付け数を増やした場合に、面付け間の段差を小さくして継目を目立たなくし、しかも品質の良いものが得られる多面付けスタンパーの作製方法を提供することにある。
【0008】
【課題を解決するための手段】
上記の目的を達成するため、本発明は、樹脂でできた複数の単面マザースタンパーを繋ぎ合わせた多面マザースタンパーを作製し、この多面マザースタンパーを複製して多面付けスタンパーを作製する方法において、前記多面マザースタンパーを作製するに際し、充填材を流し込むための専用治具を用いて、各単面マザースタンパー間の高さが面一となるように前記単面マザースタンパーを矯正した状態で多数配列し、その状態で充填材を流し込んで硬化させることにより、各単面マザースタンパー間の隙間に充填材をスタンパー表面と面一に埋めるようにしたものである。そして、単面マザースタンパーを多数配列するに際し、必要な面付け数分だけ一度に配列するのが好ましい。このようにすることで、面付け数を増やした場合に、マザー作製における手間をかけずに済むことになる。
【0009】
上記の充填材としては、2液常温硬化型のシリコーン樹脂を使用することができる。充填材の使用条件として、まず、充填する際の粘度が低いこと(流動性がよいため、一度に多面を繋ぐことが可能である。)、硬化収縮率が小さく且つ硬化後の硬度が高いことが挙げられる。前記の2液常温硬化型シリコーン樹脂がこの条件を満たしており好ましい。例えば、信越化学製「KE−112」は、硬化前粘度:8(Pa,s)、硬化後硬度:60度(JIS−A)、硬化収縮率:0.5%である。
【0010】
そして、このようなシリコーン樹脂を使用し、硬化後のシリコーン樹脂表面がスタンパー表面と面一になるように、シリコーン樹脂の硬化時の収縮が進行する前に複製するのが望ましい。
【0011】
【発明の実施の形態】
本発明を実施する第1の方法の具体的な手順について説明する。
【0012】
まず、2〜3面のマザースタンパーから打抜加工又は切断加工により単面マザースタンパーを作製する。この場合、精度良く且つバリが発生しないようにする。そして、次の工程(1)〜(9)により、この単面マザースタンパーから専用治具を用いて1列の多面マザースタンパーを作製する。
【0013】
(1)前記単面マザースタンパーを位置決め用のブロックに精度良く貼り込む工程。
(2)単面マザースタンパーの貼り込まれた前記ブロックを精度良く所定のピッチで配列する工程。具体的には、配列する大判のベース板に位置決め用のピンを設けておき、位置決め用の穴を設けた前記ブロックをこのベース板のピンにセットして配列する。
(3)単面マザースタンパーの貼り込まれたブロックが配列された大判のベース板を使用して、充填材を流し込む治具を組み立てる工程。
▲1▼単面マザースタンパーの外のベース板上にクッション材を敷く。
▲2▼上記クッション材を介して枠板をベース板にセットする。
▲3▼単面マザースタンパー及び枠板表面に平面出し用粘着フィルムを気泡、異物等が入らないようにして貼り込む。粘着フィルムが薄い場合は貼り込み時にシワが出やすいため、ベース基材を両面テープで貼り付けて腰を持たせる。
(4)上記治具を粘着フィルム面が下になるように定盤上に置く工程。
(5)ベース板上に重りを載せる工程。(充填材注入時の単面マザースタンパーのパターン面への当該充填材の回り込み防止のため)
(6)枠板の端面に設けられた充填材注入口に充填材を流し込む工程。
(7)充填材を硬化させるためにエージングする工程。
(8)充填材の硬化後に平面出し用粘着フィルムを剥がす工程。
(9)充填材の最表面を硬化させるためにエージングする工程。
【0014】
上記工程(1)〜(9)により1列の多面マザースタンパーが完成する。次いで、この1列の多面マザースタンパーを用いて2P法により数回複製し、樹脂でできた1列の多面マザースタンパーを数枚作製する。続いて、数枚作製した1列の多面マザースタンパーから打抜加工又は切断加工により所定寸法の1列の多面マザースタンパーを作製する。この場合、精度良く且つバリが発生しないようにする。そして、次の工程(1)〜(9)により、この1列の多面マザースタンパーから多列の多面マザースタンパーを作製する。
【0015】
(1)前記1列の多面マザースタンパーを位置決め用のブロックに精度良く貼り込む工程。
(2)1列の多面マザースタンパーの貼り込まれた前記ブロックを精度良く所定のピッチで配列する工程。具体的には、配列する大判のベース板の位置決め用のピンを設けておき、位置決め用の穴を設けた前記ブロックをこのベース板のピンにセットする。
(3)1列の多面マザースタンパーの貼り込まれたブロックが配列された大判のベース板を使用して、充填材を流し込む治具を組み立てる工程。
▲1▼1列の多面マザースタンパーの外のベース板上にクッション材を敷く。
▲2▼上記クッション材を介して枠板をベース板にセットする。
▲3▼1列の多面マザースタンパー及び枠板表面に平面出し用粘着フィルムを気泡、異物等が入らないようにして貼り込む。粘着フィルムが薄い場合は貼り込み時にシワが出やすいため、ベース基材を両面テープで貼り付けて腰を持たせる。
(4)上記治具を粘着フィルム面が下になるように定盤上に置く工程。
(5)ベース板上に重りを載せる工程。(充填材注入時に1列の多面マザースタンパーのパターン面への当該充填材の回り込み防止のため)
(6)枠板の端面に設けられた充填材注入口に充填材を流し込む工程。
(7)充填材を硬化させるためにエージングする工程。
(8)充填材の硬化後に平面出し用粘着フィルムを剥がす工程。
(9)充填材の最表面を硬化させるためにエージングする工程。
【0016】
上記工程(1)〜(9)により多列の多面マザースタンパーが完成する。次いで、この多列の多面マザースタンパーを用いて2P法により数回複製し、樹脂でできた多列の多面マザースタンパーを数枚作製する。通常はこの多列の多面マザースタンパーをマスター版として使用する。
【0017】
次に、本発明を実施する第2の方法の具体的な手順について説明する。
【0018】
まず、2〜3面のマザースタンパーから打抜加工又は切断加工により単面マザースタンパーを作製する。ここまでは第1の方法と同じであるが、この第2の方法では、次の工程(1)〜(9)により、この単面マザースタンパーから専用治具を用いて一度に多面マザースタンパーを作製する。
【0019】
(1)前記単面マザースタンパーを位置決め用のブロックに精度良く貼り込む工程。
(2)単面マザースタンパーの貼り込まれた前記ブロックを精度良く所定のピッチで配列する工程。具体的には、配列する大判のベース板に位置決め用のピンを設けておき、位置決め用の穴を設けた前記ブロックをこのベース板のピンにセットして配列する。
(3)単面マザースタンパーの貼り込まれたブロックが配列された大判のベース板を使用して、充填材を流し込む治具を組み立てる工程。
▲1▼単面マザースタンパーの貼り込まれたブロックとベース板間にクッション材を挟みながら前記ブロックをベース板にセットする。
▲2▼ベース板に枠板をセットする。
▲3▼単面マザースタンパー及び枠板表面に平面出し用粘着フィルムを気泡、異物等が入らないようにして貼り込む。粘着フィルムが薄い場合は貼り込み時にシワが出やすいため、ベース基材を両面テープで貼り付けて腰を持たせる。
(4)上記治具を粘着フィルム面が下になるように定盤上に置く工程。
(5)ベース板上に重りを載せる工程。(充填材注入時の単面マザースタンパーのパターン面への当該充填材の回り込み防止のため)
(6)枠板の端面に設けられた充填材注入口に充填材を流し込む工程。
(7)充填材を硬化させるためにエージングする工程。
(8)充填材の硬化後に平面出し用粘着フィルムを剥がす工程。
(9)充填材の最表面を硬化させるためにエージングする工程。
【0020】
上記工程(1)〜(9)により多面マザースタンパーが完成する。次いで、この多面マザースタンパーを用いて2P法により数回複製し、樹脂でできた多面付けマザースタンパーを数枚作製する。通常はこの多面付けスタンパーをマスター版として使用する。
【0021】
【実施例】
以下、図面を参照して本発明の実施例を説明する。
【0022】
(第1実施例)
まず、マスター版から2P法により、図1に示す如き2〜3面付けのマザースタンパー1を複製する。次いで、図2に示すように、マザースタンパー1の複製面に保護フィルム2を反対面に両面テープ3をラミネートする。ラミネートする際には異物が混入しないように静電除去をしながら、また気泡が混入しないようにラミネートする。このように保護フィルム2と両面テープ3を貼り付けたマザースタンパー1から打抜加工又は断裁加工により図3に示す如き単面マザースタンパー1aを作製する。この際、単面マザースタンパー1aにおける記録パターンの長辺と基材の長辺が平行であること、また単面マザースタンパー1aの記録パターンの短辺が基材の左右に対して均等に打抜加工又は断裁加工されていることが望ましい。なお、上記マザースタンパー1はNi電鋳したものを使用してもよい。
【0023】
図4に上記単面マザースタンパー1aを貼り込むためのブロック4と貼込作業に使用するガイド5を示す。また図5はブロック4の裏側を示した図であり、単面マザースタンパー1aを精度良く配列するための位置決め用の穴4aとブロック固定用の雌ネジ4bが設けられている。穴4aは2ヶ所に設けてあり、一方を丸穴とし他方を長丸穴としている。図6はブロック4への単面マザースタンパー1aの貼込み方を示した説明図であり、同図に示すように、ガイド5にブロック4を嵌め込み、ブロック4の3辺がガイド5の3辺と接触する状態とし、次いで単面マザースタンパー1aに貼られている両面テープ3の離型紙を剥がした後、長辺の片側をガイド5の一辺に接触させて貼り、ローラー6によりニップして単面マザースタンパー1aをブロック4に貼り込む。
【0024】
図7は単面マザースタンパーから1列の多面マザースタンパーを作製するための治具の分解図である。これの組立手順を説明すると、まずベース板13上に設けられた位置決め用のピン13aに単面マザースタンパー1aが貼られたブロック4をセットする。すなわち、ブロック4をベース板13に固定するためにベース板13に設けられたブロック固定用の穴13bにネジを通してブロック4に設けられた雌ネジ4bに締め付ける。次に、ベース板13上にブロック4と接触しないように窓の開いたクッション材12を敷き、さらにクッション材12上にブロック4と接触しないように窓の開いた枠板11をセットする。これらを固定するには、ベース板13に設けられた固定用の穴13c(4ヶ所)及びクッション材12に設けられた固定用の穴12a(4ヶ所)にネジを通して枠板11に設けられた雌ネジ11a(4ヶ所)に締め付ける。続いて、単面マザースタンパー1a上の保護フィルム2を剥がし、枠板11及び単面マザースタンパー1a上に粘着フィルム10を異物及び気泡が混入しないようにしてラミネートする。この際、粘着フィルム10が薄く腰がない場合には、図示の如く両面テープ9により予めベース基材8に貼り合わせて腰を持たせた粘着フィルム10を使用する。そして最後に、粘着フィルム10及びベース基材8上に平面出し用の定盤7を載せる。この粘着フィルム10の条件として、剥離時に被着体に粘着剤が残らないことが挙げられる。したがって、接着時に強い接着力があり、剥離時に紫外線を照射して接着力の劣るようなタイプのフィルム、具体的には日東電工(株)製のUV硬化性粘着シート「UE−10」又は「UE−1081G」を使用した。
【0025】
図8は図7に示す治具の組立を終え、充填材であるシリコーン樹脂を流し込む時の状態を示している。上記のようにして組み立てた治具は図8のように表裏を逆にして設置する。治具を表裏逆にする理由は、シリコーン樹脂が流れやすくすることと気泡が表面に出ないようにするためである。そして、流し込んだシリコーン樹脂が記録パターン部に回り込まないようにベース板13上に重り14を載せて荷重をかける。荷重は50〜100g/cm2 とする。シリコーン樹脂は、信越化学工業(株)製のシリコーン樹脂「KE−17」(主剤)に対し硬化剤を0.5〜1%混ぜてよく攪拌させたものを使用した。シリコーン樹脂をシリンジ等に入れて枠板11に設けられたシリコーン樹脂注入口11bから注入する。シリコーン樹脂の注入方法として、向かい合う2辺に設けられた注入口11bの端から順番に少量ずつ注入していく。注入の目安として、シリコーン樹脂注入箇所以外の注入口11bからシリコーン樹脂が溢れた時点で終了とする。
【0026】
シリコーン樹脂の注入を終えると、その状態のままで4〜8時間放置しシリコーン樹脂を常温硬化させる。4〜8時間経過した後、重り14を解除してから平面出し用の定盤7以外の一体になった治具を表裏逆にする。粘着フィルム10がUV硬化性粘着シートの場合、460〜1000mmJ/cm2 の紫外線を照射する。そして、粘着フィルム10を剥がす。剥がす際には除電しながら剥がすようにする。
【0027】
図9は1列の多面マザースタンパーから2P法により樹脂でできた1列の多面マザースタンパーを複製する手順を示す工程図である。まず、前記した手順により図9(a)に示す1列の多面マザースタンパーが得られる。図中15はシリコーン樹脂である。そして、図9(b)に示すように、この1列の多面マザースタンパーに液状紫外線硬化型樹脂16を滴下した後、基材17の短辺の片側を多面マザースタンパーに接触させ、ローラー18でニップして液状紫外線硬化型樹脂16を広げる。次に、図9(c)に示すようにUVランプ19により紫外線を照射量100〜500mJ/cm2 で照射して液状紫外線硬化型樹脂16を硬化させる。次いで、図9(d)に示すように、基材17を1列の多面マザースタンパーから剥離し、該基材17上に情報記録パターン16aを形成する。基材17の剥離は除電しながら行う。
【0028】
上記のようにして基材17に情報記録パターン16aを複製した後、図10に示すように、基材17の複製面に保護フィルム2を反対面に両面テープ3をラミネートする。ラミネートする際には異物が混入しないように静電除去をしながら、また気泡が混入しないようにラミネートする。このように保護フィルム2と両面テープ3を貼り付けた基材17から打抜加工又は断裁加工により図11に示す如き1列の多面樹脂マザースタンパー17aを作製する。この際、1列の多面樹脂マザースタンパー17aにおける記録パターンの長辺と基材の長辺が平行であること、また1列の多面樹脂マザースタンパー17aの記録パターンの短辺が基材の左右に対して均等に打抜加工又は断裁加工されていることが望ましい。さらに、基材に加工時のバリがないことが望ましい。
【0029】
図12に上記1列の多面樹脂マザースタンパー17aを貼り込むためのブロック20と貼込作業に使用するガイド21を示す。また、図13はブロック20への1列の多面樹脂マザースタンパー17aの貼込み方を示した説明図であり、同図に示すように、ガイド21にブロック20を嵌め込み、ブロック20の3辺がガイド21の3辺と接触する状態とし、次いで1列の多面樹脂マザースタンパー17aに貼られている両面テープ3の離型紙を剥がした後、長辺の片側をガイド21の一辺に接触させて貼り、ローラー22によりニップして1列の多面樹脂マザースタンパー17aをブロック20に貼り込む。
【0030】
図14は1列の多面樹脂マザースタンパーから多面樹脂マザースタンパーを作製するための治具の分解図である。これの組立手順を説明すると、まずベース板29上に設けられた位置決め用のピン29aに1列の多面樹脂マザースタンパー17aが貼られたブロック20をセットする。すなわち、ブロック20をベース板29に固定するためにベース板29に設けられたブロック固定用の穴29bにネジを通してブロック20に設けられた固定用雌ネジに締め付ける。次に、ベース板29上にブロック20と接触しないように窓の開いたクッション材28を敷き、さらにクッション材29上にブロック20と接触しないように窓の開いた枠板27をセットする。ベース板29に設けられた固定用の穴29c(4ヶ所)及びクッション材28に設けられた固定用の穴28a(4ヶ所)にネジを通して枠板27に設けられた雌ネジ27a(4箇所)に締め付ける。続いて、1列の多面樹脂マザースタンパー17a上の保護フィルム2を剥がし、枠板27及び1列の多面樹脂マザー17a上に粘着フィルム26を異物及び気泡が混入しないようにラミネートする。この際、粘着フィルム26が薄く腰がない場合には、図示の如く両面テープ25により予めベース基材24に貼り合わせて腰を持たせた粘着フィルム26を使用する。そして最後に、粘着フィルム26及びベース基材24上に平面出し用の定盤23を載せる。この粘着フィルム26の条件として、前記粘着フィルム10と同様、剥離時に被着体の粘着剤が残らないことが挙げられる。したがってここでも、接着時に強い粘着力があり、剥離時に紫外線を照射して接着力の劣るようなタイプのフィルム、具体的には日東電工(株)製のUV硬化性粘着シート「UE−10」又は「UE−1081G」を使用した。
【0031】
図14に示す治具の組立を終えた後、図8と同様に当該治具を表裏を逆にして設置する。治具を表裏逆にする理由は、前記したのと同様で、シリコーン樹脂が流れやすくすることと気泡が表面に出ないようにするためである。そして、流し込んだシリコーン樹脂が記録パターン部に回り込まないようにベース板29上に重りを載せて荷重をかける。この場合も荷重は50〜100g/cm2 とする。シリコーン樹脂は、前記したのと同じく、信越化学工業(株)製シリコーン樹脂「KE−17」(主剤)に対し硬化剤を0.5〜1%混ぜてよく攪拌させたものを使用した。シリコーン樹脂をシリンジ等に入れて枠板27に設けられたシリコーン樹脂注入口27bから注入する。シリコーン樹脂の注入方法として、向かい合う2辺に設けられた注入口27bの端から順番に少量ずつ注入していく。注入の目安として、シリコーン樹脂注入箇所以外の注入口27bからシリコーン樹脂が溢れた時点で終了とする。
【0032】
シリコーン樹脂の注入を終えると、その状態のままで4〜8時間放置しシリコーン樹脂を常温硬化させる。4〜8時間経過後、重りを解除してから平面出し用の定盤23以外の一体になった治具を表裏逆にする。粘着フィルム26がUV硬化性粘着シートの場合、460〜1000mmJ/cm2 の紫外線を照射する。そして、粘着フィルム26を剥がす。剥がす時に除電しながら行う。
【0033】
(実施例2)
この実施例では、実施例1と同様にして単面マザースタンパーの作製とこの単面マザースタンパーのブロックへの貼込みまでを行った後、単面マザースタンパーから多面マザースタンパーを作製する。
【0034】
図15は単面マザースタンパーから多面マザースタンパーを作製するための治具の分解図である。これの組立手順を説明すると、まずベース板30上に設けられた位置決め用のピン30aに単面マザースタンパー1aが貼られたブロック4をセットする。すなわち、ブロック4をベース板30に固定するためにベース板30に設けられたブロック固定用の穴30bにネジを通してブロック4に設けられた雌ネジ4bに締め付ける。この際に、ブロック4とベース板30の間にクッション材31を窓の開いた枠板32と接触しないように挟む。次に、枠板32をベース板30上にセットする。このとき、固定はベース板30に設けられた固定用の穴30c(4ヶ所)にネジを通して枠板32に設けられた雌ネジ32a(4ヶ所)に締め付ける。続いて、単面マザースタンパー1a上の保護フィルム2を剥がし、枠板32及び単面マザースタンパー1a上に粘着フィルム33を異物及び気泡が混入しないようにしてラミネートする。この際、粘着フィルム33が薄く腰がない場合には、図示の如く両面テープ34により予めベース基材35上に平面出し用の定盤36を載せる。この粘着フィルム33の条件として、剥離時に被着体に粘着剤が残らないことが挙げられる。したがって、接着時に強い接着力があり、剥離時に紫外線を照射して接着力の劣るようなタイプのフィルム、具体的には日東電工(株)製のUV硬化性粘着シート「UE−10」又は「UE−1081G」を使用した。
【0035】
図16は図15に示す治具の組立を終え、充填材であるシリコーン樹脂を流し込む時の状態を示している。上記のようにして組み立てた治具は図16のように表裏を逆にして設置する。治具を表裏逆にする理由は、シリコーン樹脂が流れやすくすることと気泡が表面に出ないようにするためである。そして、流し込んだシリコーン樹脂が記録パターン部に回り込まないようにベース板30上に重り37を載せて荷重をかける。荷重は30〜60g/cm2 とする。荷重は重りを載せるか治具自体を重くしておけば自重で必要な荷重をカバーできる。シリコーン樹脂は、信越化学工業(株)製のシリコーン樹脂「KE−112」(主剤)に対して硬化剤▲1▼CAT−RM(0.875%)及び▲2▼CAT−112(2.75%)の2種類を混ぜてよく攪拌させたものを使用した。シリコーン樹脂をシリンジ等に入れて枠板32に設けられたシリコーン樹脂注入口32bから注入する。シリコーン樹脂の注入方法として、向かい合う2辺に設けられた注入口32bの端から順番に少量ずつ注入していく。注入の目安として、シリコーン樹脂注入箇所以外の注入口32bからシリコーン樹脂が溢れた時点で終了とする。
【0036】
シリコーン樹脂の注入を終えると、その状態のままで5時間放置しシリコーン樹脂を常温硬化させる。5時間経過した後、重り37を解除してから平面出し用の定盤36以外の一体になった治具を表裏逆にする。ここで、シリコーン樹脂の硬化時間はメーカ仕様では8時間とされているが、シリコーン樹脂の硬化収縮があるためシリコーン樹脂の硬化収縮が進行する前で且つ2P複製可能な硬化状態の条件として5時間という値を得ることができた。この値はシリコーン樹脂の種類により変わる。粘着フィルム33がUV硬化性粘着シートの場合、460〜1000mJ/cm2 の紫外線を照射する。そして、粘着フィルム33を剥がす。剥がす際には除電しながら剥がすようにする。
【0037】
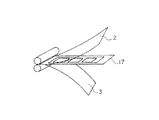
図17及び図18はシリコーン樹脂を充填した多面マザースタンパーから2P法により樹脂でできた多面付けマザースタンパーを複製する手順を示す工程図である。まず、前記した手順により図17(a)に示す多面マザースタンパーが得られる。図中38はシリコーン樹脂である。そして、図17(b)に示すように、この多面マザースタンパーに液状紫外線硬化型樹脂39を滴下した後、基材40の短辺の片側を多面マザースタンパーに接触させ、ローラー41でニップして液状紫外線硬化型樹脂39を広げる。次に、図17(c)に示すようにUVランプ42により紫外線を照射量100〜500mJ/cm2 で照射して液状紫外線硬化型樹脂39を硬化させる。次いで、図18に示すように、基材40を多面マザースタンパーから剥離し、該基材40上に情報記録パターン39aを形成する。基材40の剥離は除電しながら行う。
【0038】
このように基材40に情報記録パターン39aを形成したものが多面付けスタンパーとなる。なお、この多面付けスタンパーは樹脂単体で使用してもよく、またNi電鋳してもよい。
【0039】
【発明の効果】
以上説明したように、本発明によれば、配列された各マザースタンパー間の高さが面一になるように矯正された状態で充填材を流し込み、硬化させるため、段差を小さくして継目を目立たなくすることができる。また、従来のように紫外線硬化型樹脂を未硬化の状態で使用することもないので静電気による樹脂飛びの発生することがなく、品質の良いものを得ることができ、さらに情報記録パターン間のピッチを狭くすることも可能である。
【図面の簡単な説明】
【図1】マスター版から複製されたマザースタンパーの一例を示す斜視図である。
【図2】図1のマザースタンパーに保護フィルムと両面テープをラミネートする様子を示す説明図である。
【図3】単面マザースタンパーを示す斜視図である。
【図4】単面マザースタンパーを貼り込むためのブロックと貼込作業に使用するガイドを示す斜視図である。
【図5】ブロックの裏側を示す斜視図である。
【図6】ブロックへの単面マザースタンパーの貼込み方を示した説明図である。
【図7】単面マザースタンパーから1列の多面マザースタンパーを作製するための治具の分解図である。
【図8】図7に示す治具を組み立てて充填材を流し込む状態を示す斜視図である。
【図9】1列の多面マザースタンパーから2P法により樹脂でできた1列の多面マザースタンパーを複製する手順を示す工程図である。
【図10】情報記録パターンを複製した基材に保護フィルムと両面テープをラミネートする様子を示す説明図である。
【図11】1列の多面樹脂マザースタンパーを示す斜視図である。
【図12】1列の多面樹脂マザースタンパーを貼り込むためのブロックと貼込作業に使用するガイドを示す斜視図である。
【図13】ブロックへの1列の多面樹脂マザースタンパーの貼込み方を示した説明図である。
【図14】1列の多面樹脂マザースタンパーから多面樹脂マザースタンパーを作製するための治具の分解図である。
【図15】単面マザースタンパーから多面マザースタンパーを作製するための治具の分解図である。
【図16】図15に示す治具を組み立てて充填材を流し込む状態を示す斜視図である。
【図17】多面マザースタンパーから2P法により樹脂でできた多面付けマザースタンパーを複製する手順を示す工程図である。
【図18】図17に続く工程を示す図である。
【符号の説明】
1 マザースタンパー
1a 単面マザースタンパー
2 保護フィルム
3 両面テープ
4 ブロック
4a 穴
4b 雌ネジ
5 ガイド
6 ローラー
7 定盤
8 ベース基材
9 両面テープ
10 粘着フィルム
11 枠板
11a 雌ネジ
11b 注入口
12 クッション材
12a 穴
13ベース板
13a ピン
13b 穴
13c 穴
14 重り
15 シリコーン樹脂
16 液状紫外線硬化型樹脂
17 基材
17a 多面マザースタンパー
18 ローラー
19 UVランプ
20 ブロック
21 ガイド
22 ローラー
23 定盤
24 ベース基材
25 両面テープ
26 粘着フィルム
27 枠板
27a 雌ネジ
27b 注入口
28 クッション材
28a 穴
29 ベース板
29a ピン
29b 穴
29c 穴
30 ベース板
30a ピン
30b 穴
31 クッション材
32 枠板
32b 注入口
33 粘着フィルム
34 両面テープ
35 ベース基材
36 定盤
37 重り
38 シリコーン樹脂
39 液状紫外線硬化型樹脂
39a 情報記録パターン
40 基材
Claims (5)
- 樹脂でできた複数の単面マザースタンパーを繋ぎ合わせた多面マザースタンパーを作製し、この多面マザースタンパーを複製して多面付けスタンパーを作製する方法において、前記多面マザースタンパーを作製するに際し、充填材を流し込むための専用治具を用いて、各単面マザースタンパー間の高さが面一となるように前記単面マザースタンパーを矯正した状態で多数配列し、その状態で充填材を流し込んで硬化させることにより、各単面マザースタンパー間の隙間に充填材をスタンパー表面と面一に埋めるようにしたことを特徴とする多面付けスタンパーの作製方法。
- 単面マザースタンパーを多数配列するに際し、必要な面付け数分だけ一度に配列するようにした請求項1記載の多面付けスタンパーの作製方法。
- 充填材がシリコーン系樹脂である請求項1又は2記載の多面付けスタンパーの作製方法。
- シリコーン系樹脂として、未硬化時の粘度が低く且つ硬化後の硬度が高いシリコーン樹脂を使用した請求項3記載の多面付けスタンパーの作製方法。
- 硬化後のシリコーン樹脂表面がスタンパー表面と面一になるように、シリコーン樹脂の硬化時の収縮が進行する前に複製するようにした請求項3記載の多面付けスタンパーの作製方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP18115897A JP4046202B2 (ja) | 1996-10-14 | 1997-07-07 | 多面付けスタンパーの作製方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP8-270442 | 1996-10-14 | ||
| JP27044296 | 1996-10-14 | ||
| JP18115897A JP4046202B2 (ja) | 1996-10-14 | 1997-07-07 | 多面付けスタンパーの作製方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10177745A JPH10177745A (ja) | 1998-06-30 |
| JP4046202B2 true JP4046202B2 (ja) | 2008-02-13 |
Family
ID=26500442
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP18115897A Expired - Fee Related JP4046202B2 (ja) | 1996-10-14 | 1997-07-07 | 多面付けスタンパーの作製方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4046202B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5574496B2 (ja) * | 2011-09-28 | 2014-08-20 | 株式会社日本製鋼所 | 転写成形用金型及び微細構造体製造方法 |
| KR102077614B1 (ko) * | 2017-08-18 | 2020-02-17 | 주식회사 엘지화학 | 복수 패턴 영역을 가지는 모듈의 제조방법, 그 제조방법에 따른 복수 패턴 영역을 가지는 모듈, 및 회절격자모듈 또는 회절격자모듈용 몰드의 제조방법 |
-
1997
- 1997-07-07 JP JP18115897A patent/JP4046202B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10177745A (ja) | 1998-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101004551B (zh) | 压模、凹凸图案形成方法和信息记录介质制造方法 | |
| DE69933072T2 (de) | Verfahren und Vorrichtung zum Laminieren plattenförmiger Substrate | |
| JP4046202B2 (ja) | 多面付けスタンパーの作製方法 | |
| JPH05297225A (ja) | 両面レリーフパターン複製方法及び装置 | |
| CN202373292U (zh) | 一种具纹路图案的拼接压印母版 | |
| JP2789599B2 (ja) | ホログラム面付型の作製方法 | |
| JP6395301B2 (ja) | テスト用フレキソ印刷版とその製造方法、および液晶表示素子の製造方法 | |
| JPH03219441A (ja) | 長尺スタンパー及びその作製方法 | |
| TWI249658B (en) | Deep-notch impressed master plate and its manufacturing method | |
| JP4509299B2 (ja) | ロール成形型 | |
| JPH03225646A (ja) | スタンパの製造方法 | |
| JPH07153123A (ja) | 多面付けスタンパーの作成方法 | |
| JP2667877B2 (ja) | パターン複製方法 | |
| JPS5842436A (ja) | 信号記録担体の製造法 | |
| US20040201138A1 (en) | Mother plate for deep lines pattern impression and manufacturing thereof | |
| JPS62186267A (ja) | 光架橋可能の記録層を装着することにより印刷ドラムを成層する方法 | |
| JPS5749530A (en) | Manufacture of replica | |
| JPH03141052A (ja) | 光学的記録担体の複製方法および複製装置 | |
| JPH08180473A (ja) | 光記録媒体用スタンパー原盤の製造方法 | |
| JPH0138610Y2 (ja) | ||
| JP3367985B2 (ja) | レリーフパターンの複製方法 | |
| JP2002251798A (ja) | 多面付けスタンパーの作製方法 | |
| JPH11120630A (ja) | 光ディスクの製造方法 | |
| JPH04329503A (ja) | 光学素子及びその製造方法 | |
| JPS6218635A (ja) | 光記録媒体の複製方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060322 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060419 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071115 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101130 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101130 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111130 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121130 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131130 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |