JP4060997B2 - 曲げ性と深絞り性に優れた高強度冷延鋼板と高強度亜鉛めっき冷延鋼板およびその製造方法 - Google Patents
曲げ性と深絞り性に優れた高強度冷延鋼板と高強度亜鉛めっき冷延鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP4060997B2 JP4060997B2 JP24157699A JP24157699A JP4060997B2 JP 4060997 B2 JP4060997 B2 JP 4060997B2 JP 24157699 A JP24157699 A JP 24157699A JP 24157699 A JP24157699 A JP 24157699A JP 4060997 B2 JP4060997 B2 JP 4060997B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- cold
- steel sheet
- temperature
- rolled steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Coating With Molten Metal (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Description
【発明の属する技術分野】
本発明は、曲げ成形性と深絞り成形性とを兼ね備えた冷延鋼板およびその製造方法に関するものである。
本発明の冷延鋼板は、自動車、家庭電気製品、建物などに使用されるものであって、表面処理をしない狭義の冷延鋼板と、防錆のために溶融亜鉛めっき、電気めっきなどの表面処理を施した広義の冷延鋼板を含むものである。
【0002】
なお、ここで、亜鉛めっきとは、純亜鉛のほか、主成分が亜鉛である合金のめっきも含むものである。
【0003】
【従来の技術】
地球環境問題が深刻化する中、自動車の軽量化への要望は高まる一方である。自動車の軽量化を推進するためには、現状用いられている自動車用部材をさらに機械的強度の高い鋼板で置換して板厚を減少することが、有効な方法の一つである。また、搭乗者の安全確保のためにも、高強度鋼板の需要は増加してきている。
【0004】
しかしながら、高強度鋼板には、良好な形状凍結性をいかに確保するかという課題がある。すなわち、高強度鋼板を、加工治具を用いて自動車部品などの所定の形状に成形すると、加工時具から離れて加工前の形状に戻ろうとするスプリングバックと呼ばれる現象が起こる。当然のことながら、スプリングバックが大きいほど形状凍結性は劣悪となり、加工後の形状において適正な形状を得ることができない。
【0005】
従来より、形状凍結性を改善するための技術は、いくつか提示されている。特開平2-118029号公報には、鋼板の化学成分を高純度化することによって鋼板強度を低下せしめ、形状凍結性を向上させる技術が開示されている。しかしながら、このような鋼板は軟質であるため、現状の板厚に対して、板厚をさらに低減せしめるものではない。
【0006】
特開昭55-28375号公報には、表面粗さを規定し、さらに、鋼板の組織をフェライトとマルテンサイトの混合組織とすることでスプリングバックの小さい鋼板を提供する技術が開示されている。このような混合組織を有する鋼板は、降伏強度が小さいのでスプリングバック量も小さいと考えられがちであるが、加工度の大きな成形や曲げ成形時のスプリングバック量は、必ずしも小さくなっていない。
【0007】
特開平10-237581 号公報には、複合組織熱延鋼板において、鋼板表面におけるフェライト体積率とフェライト粒径を増加させることによって、鋼板板厚の表面層を中心層に比べて軟質として、形状凍結性を向上させ得ることが開示されている。しかしながら、このように表面だけが軟質な熱延鋼板を製造するためには、製造条件がかなりの程度限定されてしまい、所望の鋼板を安定的に製造することは困難である。また、このような製造方法には、板厚精度の問題もある。
【0008】
一方で、特開平7-178460号公報に開示されている技術に代表されるように、部材を作るときの成形方法を工夫することによって形状凍結性を改善しようという試みも多数なされている。
特開平10-72644号公報には、鋼板の集合組織を制御することによってスプリングバック量を低減する技術が開示されている。しかし、これはオーステナイト系ステンレス冷延鋼板に係る技術である。オーステナイト(面心立方構造金属)は、加工を受けた際の金属物理学的性質(たとえばすべり系)がフェライト(体心立方構造金属)とは全く異なるものであるから、オーステナイトにおける形状凍結性改善技術を、直ちに、フェライトに適用することはできない。
【0009】
また、特開平10-72644号公報開示の技術の適用対象は、自動車部材ではなく、浴槽、鍋、食器、流しなどである。さらに、同公報には、フェライト系鋼板におけるスプリングバックを低減する方法については、何ら記載されていないし、また、示唆するところもない。
一方、本発明者らは、特願平10-225176 号出願において、曲げ成形時の形状凍結性を抜本的に改善する技術を提示した。この技術は、鋼板板面と平行な{100 }面の集積度を高め、かつ、{111 }面の集積度を低減するもので、鋼板の曲げ成形性を高める点において優れているものであるが、深絞り成形性には言及していないものである。しかしながら、鋼板を自動車用部品に加工する際には、実際に、曲げ成形と絞り成形が同時に行われている場合が多いから、自動車用の鋼板においては、良好な曲げ成形性と絞り加工性がともに必要となる。
【0010】
【発明が解決しようとする課題】
上述のとおり、従来の高強度鋼板は、曲げ加工や、加工度の大きな深絞り成形や張り出し成形を行った場合には、形状凍結性が不十分なものであるという問題点や、曲げ成形時の形状凍結性には優れるものの深絞り成形性は考慮されていないという問題点を有していた。さらに、従来の高強度鋼板の製造方法においては、製造条件の制約から生産性に係る問題点もあった。
【0011】
本発明は、これらの問題点を抜本的に解消し、曲げ成形性と深絞り成形性に優れたフェライト系冷延鋼板およびその製造方法を提供するものである。
【0012】
【課題を解決するための手段】
本発明者らは、形状凍結性に及ぼす鋼板の結晶方位の影響について鋭意検討を行った。その結果、鋼板の板面と平行な{100 }面の存在比率が高いほど、形状凍結性が向上することを見いだした。しかしながら、極低炭素鋼をベースとした冷延鋼板において、板面と平行に{100 }面が集積した集合組織(以下「ND//<100> 集合組織」ともいう。なお、{111 }面に係るものについては同様に、「ND//<111> 集合組織」ともいう。)を得ることは不可能と考えられていた。これは、極低炭素鋼を冷間圧延した後、これに再結晶焼鈍を施すと、先鋭なND//<111> 集合組織が形成されてしまい、ND//<100> 集合組織は得られないからである。
【0013】
このND//<111> 集合組織を弱くすることは、ある程度可能である。例えば、鉄と鋼第66年(1980)第1 号102-111 頁には、TiやNbを含有しない極低炭素鋼を冷延後にα→γ→α変態させると、集合組織がランダム化されることが記載されている。さらに、α→γ→α変態させるときの加熱速度および冷却速度を極端に低下させると、鋼板の表面に、弱いND//<100> 集合組織が形成されることも同論文に示されている。しかしながら、このような極端な徐加熱・徐冷却は、生産性や設備能力の観点から、連続焼鈍プロセスや連続溶融亜鉛めっきプロセスへの適用が不可能であるばかりでなく、このようにして得られるND//<100> のX線ランダム強度比は最高でも3.0 程度であり、スプリングバックの低減には十分ではない。
【0014】
本発明においては、特定の化学成分を有する鋼であれば、連続焼鈍および連続溶融亜鉛めっきラインにおける加熱速度と冷却速度を速くしても、α→γ→α変態によって、鋼板表面のND//<100> 集合組織を著しく発達せしめることが可能であることを新たに見いだした。
曲げ成形においては、鋼板表面に対する加工度が最も大きいので、鋼板表面の集合組織をND//<100> に集積せしめれば、曲げ成形性および曲げ成形時の形状凍結性を改善することができる。また、本発明では、鋼板の板厚中心層における集合組織は、ND//<111> に集積するため、深絞り成形性にも優れている。
【0015】
本発明の提供する鋼板は、鋼板表層近傍の加工度が高い成形、例えば、曲げ加工時の形状凍結性に優れるのはもちろんのこと、深絞り成形性および深絞り成形時の形状凍結性にも優れているものである。
本発明は、このような思想と新知見に基づいて構築された従来にはない全く新しい鋼板およびその製造方法であり、その要旨とするところは以下のとおりである。
【0016】
(1)重量%で、C:0.0025% 以下、Si:1.5% 以下、Mn:0.7〜2.5%、P:0.15% 以下、S:0.015%以下、Al:0.005〜0.2%、および、N:0.005%以下を含有し、かつ、Si、MnおよびP を、
X=7×Si(%) +6 ×Mn(%) +110 ×P(%)
において、15≦X≦30を満たす関係の下で含有し、残部はFeおよび不可避的不純物からなる高強度冷延鋼板であって、該鋼板の板厚最表面における板面と平行な{100 }面のX線ランダム強度比が3.0 以上であるとともに、同鋼板の板厚中心層における板面と平行な{111 }面のX線ランダム強度比が4.5 以上であり、かつ、板厚が0.5mm 以上2.0mm 以下であることを特徴とする曲げ性と深絞り性に優れた高強度冷延鋼板。
【0017】
(2)重量%で、C:0.0050% 以下、Si:1.5% 以下、Mn:0.7〜2.5%、P:0.15% 以下、S:0.015%以下、Al:0.005〜0.2%、および、N:0.005%以下、さらに、Ti:0.005〜0.15% 、Nb:0.005〜0.15% 、もしくは、Ti+Nb (TiとNbの合計):0.01〜0.15% を含有し、かつ、Si、MnおよびP を、
X=7×Si(%) +6 ×Mn(%) +110 ×P(%)
において、9 ≦X≦25を満たす関係の下で含有し、残部はFeおよび不可避的不純物からなる高強度冷延鋼板であって、該鋼板の板厚最表面における板面と平行な{100 }面のX線ランダム強度比が5.0 以上であるとともに、同鋼板の板厚中心層における板面と平行な{111 }面のX線ランダム強度比が6.0 以上であり、かつ、板厚が0.5mm 以上2.0mm 以下であることを特徴とする曲げ性と深絞り性に優れた高強度冷延鋼板。
【0018】
(3)前記高強度冷延鋼板の化学成分において、さらに、重量%で、B:0.0002〜0.004%、V:0.002 〜0.1%、W:0.002 〜0.1%、Mo:0.003〜0.4%、Sn:0.002〜0.3%、Cu:0.005〜0.3%未満、Cr:0.005〜0.4%、Ni:0.005〜0.3%のうち1種または2種以上を含有することを特徴とする前記(1)または(2)に記載の曲げ性と深絞り性に優れた高強度冷延鋼板。
【0019】
(4)前記(1)、(2)または(3)に記載の高強度冷延鋼板に亜鉛めっきを施したことを特徴とする曲げ性と深絞り性に優れた高強度亜鉛めっき冷延鋼板。
(5)重量%で、C:0.0025% 以下、Si:1.5% 以下、Mn:0.7〜2.5%、P:0.15% 以下、S:0.015%以下、Al:0.005〜0.2%、および、N:0.005%以下を含有し、かつ、Si、MnおよびP を、
X=7×Si(%) +6 ×Mn(%) +110 ×P(%)
において、15≦X≦30を満たす関係の下で含有し、残部はFeおよび不可避的不純物からなる鋼スラブを熱間圧延し、圧下率50〜90% の冷間圧延を施し、連続焼鈍ラインにて((Ac1+Ac3)/2)℃以上の温度で焼鈍し、焼鈍温度がAc3 変態点以上の場合には、少なくともAr3 変態点から(Ar3変態点-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却し、また、焼鈍温度が((Ac1+Ac3)/2)℃以上Ac3 変態点未満の場合には、少なくとも焼鈍温度から(焼鈍温度-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却することを特徴とする曲げ性と深絞り性に優れた高強度冷延鋼板の製造方法。
【0020】
(6)重量%で、C:0.0050% 以下、Si:1.5% 以下、Mn:0.7〜2.5%、P:0.15% 以下、S:0.015%以下、Al:0.005〜0.2%、および、N:0.005%以下、さらに、Ti:0.005〜0.15% 、Nb:0.005〜0.15% 、もしくは、Ti+Nb (TiとNbの合計):0.01〜0.15% を含有し、かつ、Si、MnおよびP を、
X=7×Si(%) +6 ×Mn(%) +110 ×P(%)
において、9 ≦X≦25を満たす関係の下で含有し、残部はFeおよび不可避的不純物からなる鋼スラブを熱間圧延し、圧下率50〜90% の冷間圧延を施し、連続焼鈍ラインにて((Ac1+Ac3)/2)℃以上の温度で焼鈍し、焼鈍温度がAc3 変態点以上の場合には、少なくともAr3 変態点から(Ar3変態点-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却し、また、焼鈍温度が((Ac1+Ac3)/2)℃以上Ac3 変態点未満の場合には、少なくとも焼鈍温度から(焼鈍温度-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却することを特徴とする曲げ性と深絞り性に優れた高強度冷延鋼板の製造方法。
【0021】
(7)重量%で、C:0.0025% 以下、Si:1.5% 以下、Mn:0.7〜2.5%、P:0.15% 以下、S:0.015%以下、Al:0.005〜0.2%、および、N:0.005%以下を含有し、かつ、Si、MnおよびP を、
X=7×Si(%) +6 ×Mn(%) +110 ×P(%)
において、15≦X≦30を満たす関係の下で含有し、残部はFeおよび不可避的不純物からなる鋼スラブを熱間圧延し、圧下率50〜90% の冷間圧延を施し、連続溶融亜鉛めっきラインにて((Ac1+Ac3)/2)℃以上の温度まで加熱し、加熱温度がAc3 変態点以上の場合には、少なくともAr3 変態点から(Ar3変態点-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却し、また、加熱温度が((Ac1+Ac3)/2)℃以上Ac3 変態点未満の場合には、少なくとも加熱温度から(加熱温度-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却し、その後、亜鉛めっき浴中に浸漬することを特徴とする曲げ性と深絞り性に優れた高強度亜鉛めっき冷延鋼板の製造方法。
【0022】
(8)重量%で、C:0.0050% 以下、Si:1.5% 以下、Mn:0.7〜2.5%、P:0.15% 以下、S:0.015%以下、Al:0.005〜0.2%、および、N:0.0050% 以下、さらにTi:0.005〜0.15% 、Nb:0.005〜0.15% 、もしくは、Ti+Nb (TiとNbの合計):0.01〜0.15% を含有し、かつ、Si、MnおよびP を、
X=7×Si(%) +6 ×Mn(%) +110 ×P(%)
において、9 ≦X≦25を満たす関係の下で含有し、残部はFeおよび不可避的不純物からなる鋼スラブを熱間圧延し、圧下率50〜90% の冷間圧延を施し、連続溶融亜鉛めっきラインにて((Ac1+Ac3)/2)℃以上の温度まで加熱し、加熱温度がAc3 変態点以上の場合には、少なくともAr3 変態点から(Ar3変態点-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却し、また、加熱温度が((Ac1+Ac3)/2)℃以上Ac3 変態点未満の場合には、少なくとも加熱温度から(加熱温度-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却し、その後、亜鉛めっき浴中に浸漬することを特徴とする曲げ性と深絞り性に優れた高強度亜鉛めっき冷延鋼板の製造方法。
【0023】
(9)前記亜鉛めっき浴中への浸漬後、460 〜600 ℃までの温度範囲で、1s以上の熱処理を行うことを特徴とする前記(7)または(8)に記載の曲げ性と深絞り性に優れた高強度亜鉛めっき冷延鋼板の製造方法。
(10)前記鋼スラブの化学組成において、さらに、重量%で、B:0.0002〜0.004%、V:0.002 〜0.1%、W:0.002 〜0.1%、Mo:0.003〜0.4%、Sn:0.002〜0.3%、Cu:0.005〜0.3%未満、Cr:0.005〜0.4%、Ni:0.005〜0.3%のうち1 種または2 種以上を含有することを特徴とする前記(5)、(6)、(7)、(8)または(9)に記載の曲げ性と深絞り性に優れた高強度冷延鋼板または高強度亜鉛めっき冷延鋼板の製造方法。
【0024】
【発明の実施の形態】
以下、本発明について詳細に説明する
Cは、鋼板の板厚中心層における{111 }面のX線強度を決定する重要な元素である。炭化物形成元素であるTiやNbを含有しない場合、Cが0.0025% 超となると、冷間圧延前に残存する固溶Cの影響または固溶CとMnとの複合体に起因する効果によって、板厚中心層における{111 }面強度が極端に低下し、深絞り性を確保することが困難になる。この観点から、TiやNbを含まない場合には、C量を0.0025% 以下とし、さらに、0.0020% 以下とすることが望ましい。
【0025】
TiやNbを含有する場合には、C量がある程度まで多くなっても、板厚中央層の{111 }面強度を確保できるので、その上限を0.0050% とする。Ti、Nbを含有する場合には、0.0030% 以下が好ましい範囲である。
Siは、安価に強度を増加させる元素として知られており、その添加量は狙いとする強度レベルに応じて変化するが、添加量が1.5 %超となると、Ac1 およびAc3 変態温度が高くなりすぎて、冷間圧延後の加熱温度を非常に高くせねばならず製造が困難となる。また、化成処理性の低下を招くこともある。合金化溶融亜鉛めっきを施す場合には、めっき密着性の低下、合金化反応の遅延による生産性の低下などの問題が生じるので、0.6%以下とすることが好ましい。
【0026】
Mnは、強度を増加させるのに有効な固溶体強化元素である他、鋼板中心層の{111 }面および表面の{100 }面におけるX線強度を高くするために有効な元素である。また、Mnは、MnS を形成し熱延時のSによる耳割れを抑制したり、熱延板組織を微細にするので、0.7%以上を添加する。一方、2.5%を超えて添加すると強度が高くなりすぎたり、亜鉛めっきの密着性が阻害されたりするので、上限を2.5%とする。1.0%以上2.0%以下が好ましい範囲である。
【0027】
Pは、Siと同様に安価に強度を増加させる元素として知られており、狙いとする鋼板の強度レベルに応じて添加する。また、Pは、熱延組織を微細にし、加工性を向上する効果も有する。ただし、添加量が0.15% を超えると、熱間圧延や冷間圧延時に割れが生ずる場合がある。さらに、連続溶融亜鉛めっき時に合金化反応が極めて遅くなり、生産性が低下する。また、2次加工性も劣化する。したがって、その上限を0.15% とする。
【0028】
さらに、本発明においては、Si、MnおよびP を、X=7×Si(%) +6 ×Mn(%) +110 ×P(%)で表されるXが、Ti、Nbを含有しない場合には15≦X≦30、Ti、Nbを含有する場合には9 ≦X≦25となるように添加する。
Xに関する前記の限定は、Ti、Nbを含有しない鋼板、ならびに、Ti、Nbを含有する鋼板において、Si、MnおよびP の添加量を系統的に変化させて、化学成分と鋼板表面のND//<100> X線強度、さらには、曲げ成形時のスプリングバック量との関係について調査した結果に基づくものである。すなわち、Xを所定の範囲内に制御することによって、初めて、鋼板の表層におけるND//<100> 集合組織の形成が顕著に促進される。
【0029】
Xに適正範囲が存在することの理由は必ずしも明らかではないが、Si、MnおよびP が、表面エネルギーの結晶方位依存性に対して何らかの影響を及ぼすものと推察される。
Xの好ましい範囲は、Ti、Nbを含有しない場合には18≦X≦27、Ti、Nbを含有する場合には14≦X≦23である。
【0030】
Sは、0.015%超では、熱間割れの原因となったり、加工性を劣化させるので、上限を0.015%とする。
Alは、脱酸調製に、および、Tiを添加しない場合にはNの固定に使用する元素であるが、0.005%未満の添加ではその効果が不十分である。一方、0.2%超の添加になると、コストアップを招いたり、表面性状の劣化を招くので、上限を0.2%とする。
【0031】
Nは、多すぎると、Nを固定するために多量のTi、Nb、Alが必要になったり、加工性が劣化したりするので、上限を0.005%とする。
TiおよびNbは、本発明において重要な元素である。TiおよびNbの1種以上を適量添加すると、板厚中心層のND//<111> 集合組織が発達するだけなく、板厚表層部におけるND//<100> 集合組織も顕著に発達することが明らかとなった。この効果を発現せしめるために、Tiを0.005%〜0.15% 、Nbを0.005%〜0.15% 、もしくは、Ti+Nb(TiとNbの合計):0.01〜0.15% を添加する。Tiおよび/もしくはNbの添加量が少なすぎると、集合組織に対する効果が十分でなく、一方、Tiおよび/もしくはNbの添加量が多すぎても、目的とする集合組織の発達をむしろ妨げてしまうばかりでなく、再結晶温度が著しく上昇したり、亜鉛めっきの密着性も阻害される。Tiおよび/もしくはNbの好ましい範囲は、Ti:0.015〜0.10% 、Nb:0.005〜0.04% 、また、Ti+Nb:0.02〜0.10% である。
【0032】
Bは、2次加工脆化の防止に有効であるほか、鋼板中心層のND//<111> 集合組織を得るのに有効な元素であるので、必要に応じて0.0002% 以上添加する。しかし、0.004%を超えて添加しても格段の効果がないばかりか、鋼板の延性が劣悪となるので、上限を0.004%とする。
これらを主成分とする鋼に、V 、W 、Mo、Sn、Cu、Cr、Niのうち1種または2種以上を、V:0.002 〜0.1%、W:0.002 〜0.1%、Mo:0.003〜0.4%、Sn:0.002〜0.3%、Cu:0.005〜0.3%未満、Cr:0.005〜0.4%、Ni:0.005〜0.3%の範囲で含有しても構わない。
【0033】
本発明の冷延鋼板においては、Ti、Nbを含有しない場合、良好な曲げ性を確保するために、鋼板最表面の板面と平行な{100 }面のX線ランダム強度比を3.0 以上とし、また、優れた深絞り性を得るために、鋼板中心層の板面と平行な{111 }面のX線ランダム強度比を4.5 以上に限定する。
また、本発明の冷延鋼板においては、Ti、Nbを含有する場合、同様の理由により、鋼板最表面の板面と平行な{100 }面のX線ランダム強度比を5.0 以上とし、また、鋼板中心層の板面と平行な{111 }面のX線ランダム強度比を6.0 以上に限定する。
【0034】
そして、本発明の冷延鋼板の板厚は、0.5 〜2.0mm である。板厚が0.5mm 未満では、表面に発達したND//<100> 集合組織の影響が大きすぎて、深絞り性を確保することが困難となる。一方、板厚が2.0mm を超えると、表面の寄与が小さくなりすぎて、曲げ性の確保が困難となる。
X線による面強度の測定は、例えば、新版カリティX線回折要論(1986年発行、松村源太郎訳、株式会社アグネ)290-292 頁に記載の方法に従って行えばよい。X線測定用の試料調整は以下のようにして行う。
【0035】
鋼板最表面における{100 }面のX線強度を測定する場合は、本発明によって得られる冷延鋼板の表面に、スケールや錆のないことが前提となるので、試料に特段の処理を行わないが、油等の汚れがある場合には脱脂を行う。鋼板に亜鉛めっきを施してある場合には、適当な方法によって亜鉛めっき層を剥離してから測定する。亜鉛めっき層の剥離には、例えば、鉄インヒビターを添加した5%塩酸水溶液などを用いればよい。
【0036】
鋼板中心層における{111 }面のX線強度を測定する場合には、機械研磨や化学研磨などによって板厚中心付近まで研削し、バフ研磨によって鏡面に仕上げた後、電解研磨や化学研磨によって歪みを除去すると同時に、板厚中心層が測定面となるように調整する。なお、鋼板の板厚中心層に偏析帯が認められる場合には、板厚の3/8から5/8の範囲で偏析帯のない場所について測定すればよい。
【0037】
次に、製造条件の限定理由について述べる。
熱間圧延に供するスラブは特に限定されるものではない。すなわち、連続鋳造スラブや薄スラブキャスターなどで製造したものであればよい。また、鋳造後に直ちに熱間圧延を行う連続鋳造−直接圧延(CC−DR)のようなプロセスも採用し得る。熱間圧延における粗圧延後は、シートバーを接合して連続的に熱間仕上げ圧延を行ってもよい。
【0038】
熱間圧延の際の加熱温度は特に限定されるものではないが、熱間圧延時の変形抵抗を小さくするために、900 ℃以上とし、一方、表面スケールの過度の生成を抑制するために、1350℃以下とすることが好ましい。
熱間圧延における仕上げ温度は特に限定されるものではない。すなわち、通常のAr3 変態温度以上のγ相単相域で行ってもよいし、Ar3 点未満のα+γ2相域またはα単相域で行ってもよい。いずれの場合にも、潤滑を施しても構わない。
【0039】
熱間圧延後の冷却は、冷却条件が限定されるものではないが、熱間圧延の仕上げをAr3 点以上で行った場合には、圧延後1.5 秒以内に冷却を開始し、巻取温度までの平均冷却速度を30℃/s以上とすることが、冷延焼鈍板の板厚中心層におけるND//<111> 集合組織を発達しやすくするという点で好適である。
巻取り温度は特に限定されないが、TiやNbを添加しないときには、650 〜800 ℃とすることが望ましい。これによって、AlN の形成、成長が促され、良好な成形性が確保される。TiやNbを添加する際には、Nは巻取前に固定されるので、巻取温度は室温から800 ℃とすればよい。巻取り温度の上限が800 ℃であることは、コイル両端部での材質劣化に起因する歩留低下を防止すること、また、熱延組織の粗大化を防止する観点から決定される。
【0040】
冷間圧延は、通常の条件で行ってよいが、焼鈍後の深絞り性を確保する目的から、その圧下率を、50% 以上とする。一方、圧下率が90% を超えると、深絞り性が劣化するので、上限を90% とする。
連続焼鈍あるいはライン内焼鈍方式の連続溶融亜鉛めっき設備における焼鈍温度は、本発明において特に重要である。すなわち、本発明で目的とする板厚最表面および板厚中心層の集合組織は、焼鈍時の加熱中に起こるα→γ変態、および、焼鈍後の冷却中に起こるγ→α変態を介して形成するものであるから、焼鈍温度を((Ac1+Ac3 )/2)℃以上としなければならない。
【0041】
((Ac1+Ac3)/2)℃未満の温度では、α→γ変態率が十分でなく、鋼板表面のND//<100> 集合組織の発達が不十分となる。鋼板表面のND//<100> 集合組織をさらに発達させるためには、焼鈍温度をAc3 変態温度以上とすることが好ましい。
焼鈍温度の上限は、特に限定されるものではないが、焼鈍温度が高すぎると連続焼鈍ラインや連続溶融亜鉛めっきライン内で板破断などが発生したり、製品の表面性状が劣悪となるので、1100℃以下とすることが好ましい。
【0042】
焼鈍後の冷却条件も重要である。すなわち、この条件を適切にすることによって、特に、鋼板表面におけるND//<100> 集合組織を高めることができる。
焼鈍温度がAc3 変態点以上の場合には、少なくとも、Ar3 変態点から(Ar3-20)℃の温度範囲を、また、焼鈍温度が((Ac1+Ac3)/2) ℃以上Ac3 変態温度未満の場合には、少なくとも、焼鈍温度から( 焼鈍温度-20)℃の温度範囲を、2 ℃/s〜10℃/sの平均冷却速度で冷却する。すなわち、少なくとも、変態の初期段階における冷却速度を制御する必要がある。
【0043】
冷却速度が10℃/sを超えると、鋼板表面のND//<100> 集合組織が弱まり、ND//<100> 以外の結晶方位が増加してしまう。
一方、冷却速度が2℃/s未満では、鋼板の板厚中心層のND//<111> 集合組織および同表面のND//<100> 集合組織が発達しないので、下限を2℃/sとする。
このように冷却速度が鋼板表面における集合組織形成に影響を及ぼす理由については、必ずしも明らかではないが、以下のように推察できる。
【0044】
すなわち、冷却速度が10℃/sを超えるとγ→α変態の駆動力が大きくなる結果、γ→α変態中に、鋼板表面にND//<100> 以外の方位を持つα粒が多数核生成し、ND//<100> の集積度が低下する。一方で、冷却速度が2℃/s未満となると、鋼板の内部(最表面以外の場所)で形成したND//<100> 以外の結晶方位を有する結晶粒が成長する結果、その一部が表面まで達し、ND//<100> の集積度が弱くなる。
【0045】
冷却後の過時効処理は集合組織の形成には影響しないので、必要に応じて行えばよい。
連続溶融亜鉛めっきを施す場合には、冷却後めっき浴に浸漬し、さらに、亜鉛めっきをFeと合金化する必要があれば、460 〜600 ℃の温度で1s 以上熱処理を行う。加熱温度が460 ℃未満では、合金化が十分に進行せず、一方、600 ℃超では、合金化が進行し過ぎて、プレス加工により自動車用部材とする際にパウダダリングなどの問題が発生する。それ故、合金化温度を460 〜600 ℃の範囲とする。合金化時間は特に限定する必要がないが、生産効率の観点から、60s 以内とすることが好ましい。
【0046】
焼鈍時の雰囲気は、特に限定されるものではないが、鋼板表面を酸化させない雰囲気にしなくてはならない。すなわち、10% 以下の水素と窒素との混合気体などが好適である。これは、焼鈍過程におけるα→γおよびγ→α変態あるいは変態中に鋼板表面に酸化物が形成されると、鋼板表面のND//<100> 集合組織の形成が妨げられるからである。
【0047】
焼鈍後は形状矯正や耐時効性の確保のためにスキンパス圧延を施してもよい。本発明によって得られる冷延鋼板は曲げ性と深絞り性とを兼備し、成形後の形状凍結性に優れる高強度鋼板である。
次に本発明を実施例にて説明する。
【0048】
【実施例】
<実施例1>
表1に示す組成を有する鋼(表1中、A-1 〜A-10およびC-1 〜C-10は、本発明の化学成分に合致するものであり、B-1 〜B-7 およびD-1 〜D-8 は、同化学成分に合致せず、それぞれ、A-1 〜A-10およびC-1 〜C-10に対する比較成分となるものである。)を溶製し、スラブ加熱温度1250℃、仕上げ温度930 ℃、巻取り温度700 ℃で熱間圧延し、4.0mm 厚の鋼帯とした。酸洗後、80% の圧下率の冷間圧延を施し0.8mm 厚の冷延板とし、次いで、連続焼鈍設備にて10℃/sで加熱し、γ単相域で40s の焼鈍後、焼鈍温度から(Ar3-40)℃の温度範囲を5℃/sで冷却し、(Ar3-40)℃未満の温度を15℃/sで冷却した。得られた冷延鋼板からJIS5号引張試験片を採取しr値(10%引張) を測定することにより深絞り性の評価を行った。また、引張強度、降伏強度、全伸びもJIS5号引張試験片を用いて評価した。さらに、曲げ加工試験を中川威雄監修の「プレス成形難易ハンドブック第2版」(日刊工業新聞社発行、1997)の482 〜483 頁に記載されているハット曲げ試験方法に準拠して行った。なお、パンチ肩Rおよびダイ肩Rは5mmとした。曲げ成形後の形状凍結性の指標としては、90°曲げ後の開口角度から90°を差し引いた値を用いた。さらに、鋼板表面における{100 }面のX線ランダム強度比および鋼板中心層における{111 }面のX線ランダム強度比を測定した。
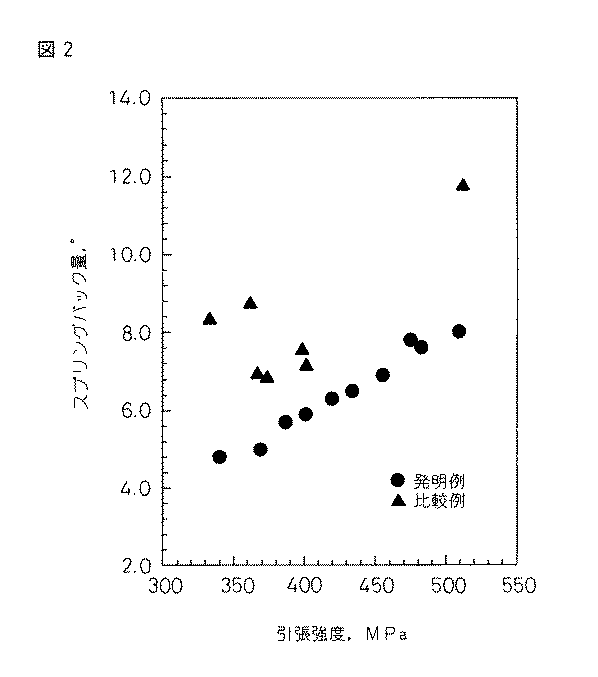
【0049】
結果を表2、図1および図2に示す。ここで、図1は、Ti、Nbを添加していない場合の引張強度とスプリングバック量との関係を、また、図2は、Ti、Nbを添加した場合の引張強度とスプリングバック量との関係を表す。これらから明らかなように、Mnの添加量を0.7%以上、さらには、X=7×Si(%)+6 ×Mn(%)+110 ×P(%)で表すXを、Ti、Nbを添加しない場合には15≦X≦30とし、Ti、Nbを添加する場合には9 ≦X≦25とすることによって、同一引張強度レベルの比較材に比べて、曲げ成形時の形状凍結性と深絞り性に優れた冷延鋼板を得ることができる。また、Xの値は適正であるが、Ti、Nbの添加量が十分でない比較例D-1 〜D-4 は、Ti、Nb無添加の本発明例と同程度のスプリングバック量となっている。
【0050】
【表1】
【表2】
表1に示す鋼A-1 、C-1 およびC-2 を用いて、スラブ加熱温度1200℃、仕上げ温度900 ℃、巻取り温度550 ℃で熱間圧延し、3.5mm 厚の鋼帯とした。酸洗後、80% の圧下率の冷間圧延を施し0.7mm 厚の冷延板とし、次いで、連続焼鈍設備にて10℃/sで加熱し、α単相からγ単相まで焼鈍温度を変化させた。その後、700 ℃まで3.5 ℃/sの平均冷却速度で冷却し、さらに、700 ℃より400 ℃まで平均冷却速度を50℃/sとし、次いで、400 ℃にて150sの過時効処理を行った。さらに、1.0%の圧下率の調質圧延をし、実施例1と同様の方法で、引張試験、X線による面強度の測定、および、曲げ試験を行った。
【0052】
結果を表3に示す。これより明らかなように、焼鈍温度が適正な範囲にない場合には、鋼板表面の{100 }面強度が低くなるため、曲げ成形時のスプリングバック量が大きくなっている。これに対して、焼鈍を適正な温度範囲で行った場合には、曲げ成形時の形状凍結性と深絞り性に優れた冷延鋼板を得ることができる。
【0053】
【表3】
実施例2と同様にして、鋼A-1 、C-1 およびC-2 を、スラブ加熱温度1200℃、仕上げ温度900 ℃、巻取り温度550 ℃で熱間圧延し、3.5mm 厚の鋼帯とした。酸洗後、80% の圧下率の冷間圧延を施し0.7mm 厚の冷延板とし、次いで、連続焼鈍設備にて10℃/sで加熱し、910 ℃で40s の焼鈍を行った。その後、700 ℃まで種々の冷却速度で冷却し、さらに、700 ℃より室温まで平均冷却速度を80℃/sで冷却した。このようにして得られた冷延鋼板について、実施例1および2と同様にして、引張試験、X線による面強度の測定、および、曲げ試験を行った。
【0054】
結果を表4に示す。これより明らかなように、冷却速度を適正な範囲とした場合には、曲げ成形時の形状凍結性と深絞り性に優れた冷延鋼板を得ることができるが、冷却速度を本発明の範囲外とすると、鋼板表面の{100 }面強度が低くなるため、曲げ成形時のスプリングバック量が大きくなっている。
【0055】
【表4】
表1の試料C-1 、C-8 、D-1 およびD-8 を、実施例1と同じ条件で熱間圧延、冷間圧延を行った。次いで、連続溶融亜鉛めっきラインにて加熱速度15℃/s、最高到達温度をγ単相域、最高到達温度から(Ar3-30)℃までを4 ℃/sで冷却し、さらに、500 ℃まで10℃/sで冷却し、460 ℃のめっき浴に浸漬し、再加熱して、520 ℃で20s の合金化熱処理を行った。これらの結果を表5に示す。これより、化学成分と製造条件を適正な範囲に制御することで、曲げ性と深絞り性に優れた溶融亜鉛めっき冷延鋼板を得ることができることがわかる。
【0056】
【表5】
【発明の効果】
本発明により、鋼板表層近傍の加工度が高い成形、例えば、曲げ加工時の形状凍結性に優れるのはもちろんのこと、深絞り成形性および深絞り成形時の形状凍結性にも優れた冷延鋼板と溶融亜鉛めっき冷延鋼板を得ることができる。
このように、本発明の冷延鋼板は、強度と加工性を兼ね備えた鋼板であるので、使用に当たっては今までの冷延鋼板より板厚を減少でき、例えば、自動車の車体の軽量化を可能とするものである。したがって、本発明は、地球環境保全にも寄与できるものである。
【図面の簡単な説明】
【図1】 Ti、Nbを添加していない場合の引張強度と曲げ成形時のスプリングバック量との関係を表す図である。
【図2】 Ti、Nbを添加した場合の引張強度と曲げ成形時のスプリングバック量との関係を表す図である。
Claims (10)
- 重量%で、C:0.0025% 以下、Si:1.5% 以下、Mn:0.7〜2.5%、P:0.15% 以下、S:0.015%以下、Al:0.005〜0.2%、および、N:0.005%以下を含有し、かつ、Si、MnおよびP を、
X=7×Si(%) +6 ×Mn(%) +110 ×P(%)
において、15≦X≦30を満たす関係の下で含有し、残部はFeおよび不可避的不純物からなる高強度冷延鋼板であって、該鋼板の板厚最表面における板面と平行な{100 }面のX線ランダム強度比が3.0 以上であるとともに、同鋼板の板厚中心層における板面と平行な{111 }面のX線ランダム強度比が4.5 以上であり、かつ、板厚が0.5mm 以上2.0mm 以下であることを特徴とする曲げ性と深絞り性に優れた高強度冷延鋼板。 - 重量%で、C:0.0050% 以下、Si:1.5% 以下、Mn:0.7〜2.5%、P:0.15% 以下、S:0.015%以下、Al:0.005〜0.2%、および、N:0.005%以下、さらに、Ti:0.005〜0.15% 、Nb:0.005〜0.15% 、もしくは、Ti+Nb(TiとNbの合計):0.01〜0.15% を含有し、かつ、Si、MnおよびP を、
X=7×Si(%) +6 ×Mn(%) +110 ×P(%)
において、9 ≦X≦25を満たす関係の下で含有し、残部はFeおよび不可避的不純物からなる高強度冷延鋼板であって、該鋼板の板厚最表面における板面と平行な{100 }面のX線ランダム強度比が5.0 以上であるとともに、同鋼板の板厚中心層における板面と平行な{111 }面のX線ランダム強度比が6.0 以上であり、かつ、板厚が0.5mm 以上2.0mm 以下であることを特徴とする曲げ性と深絞り性に優れた高強度冷延鋼板。 - 前記高強度冷延鋼板の化学成分において、さらに、重量%で、B:0.0002〜0.004%、V:0.002 〜0.1%、W:0.002 〜0.1%、Mo:0.003〜0.4%、Sn:0.002〜0.3%、Cu:0.005〜0.3%未満、Cr:0.005〜0.4%、Ni:0.005〜0.3%のうち1種または2種以上を含有することを特徴とする請求項1または2に記載の曲げ性と深絞り性に優れた高強度冷延鋼板。
- 請求項1、2または3に記載の高強度冷延鋼板に亜鉛めっきを施したことを特徴とする曲げ性と深絞り性に優れた高強度亜鉛めっき冷延鋼板。
- 重量%で、C:0.0025% 以下、Si:1.5% 以下、Mn:0.7〜2.5%、P:0.15% 以下、S:0.015%以下、Al:0.005〜0.2%、および、N:0.005%以下を含有し、かつ、Si、MnおよびP を、
X=7×Si(%) +6 ×Mn(%) +110 ×P(%)
において、15≦X≦30を満たす関係の下で含有し、残部はFeおよび不可避的不純物からなる鋼スラブを熱間圧延し、圧下率50〜90% の冷間圧延を施し、連続焼鈍ラインにて((Ac1+Ac3)/2)℃以上の温度で焼鈍し、焼鈍温度がAc3 変態点以上の場合には、少なくともAr3 変態点から(Ar3変態点-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却し、また、焼鈍温度が((Ac1+Ac3)/2)℃以上Ac3 変態点未満の場合には、少なくとも焼鈍温度から(焼鈍温度-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却することを特徴とする曲げ性と深絞り性に優れた高強度冷延鋼板の製造方法。 - 重量%で、C:0.0050% 以下、Si:1.5% 以下、Mn:0.7〜2.5%、P:0.15% 以下、S:0.015%以下、Al:0.005〜0.2%、および、N:0.005%以下、さらに、Ti:0.005〜0.15% 、Nb:0.005〜0.15% 、もしくは、Ti+Nb (TiとNbの合計):0.01〜0.15% を含有し、かつ、Si、MnおよびP を、
X=7×Si(%) +6 ×Mn(%) +110 ×P(%)
において、9 ≦X≦25を満たす関係の下で含有し、残部はFeおよび不可避的不純物からなる鋼スラブを熱間圧延し、圧下率50〜90% の冷間圧延を施し、連続焼鈍ラインにて((Ac1+Ac3)/2)℃以上の温度で焼鈍し、焼鈍温度がAc3 変態点以上の場合には、少なくともAr3 変態点から(Ar3変態点-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却し、また、焼鈍温度が((Ac1+Ac3)/2)℃以上Ac3 変態点未満の場合には、少なくとも焼鈍温度から(焼鈍温度-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却することを特徴とする曲げ性と深絞り性に優れた高強度冷延鋼板の製造方法。 - 重量%で、C:0.0025% 以下、Si:1.5% 以下、Mn:0.7〜2.5%、P:0.15% 以下、S:0.015%以下、Al:0.005〜0.2%、および、N:0.005%以下を含有し、かつ、Si、MnおよびP を、
X=7×Si(%) +6 ×Mn(%) +110 ×P(%)
において、15≦X≦30を満たす関係の下で含有し、残部はFeおよび不可避的不純物からなる鋼スラブを熱間圧延し、圧下率50〜90% の冷間圧延を施し、連続溶融亜鉛めっきラインにて((Ac1+Ac3)/2)℃以上の温度まで加熱し、加熱温度がAc3 変態点以上の場合には、少なくともAr3 変態点から(Ar3変態点-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却し、また、加熱温度が((Ac1+Ac3)/2)℃以上Ac3 変態点未満の場合には、少なくとも加熱温度から(加熱温度-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却し、その後、亜鉛めっき浴中に浸漬することを特徴とする曲げ性と深絞り性に優れた高強度亜鉛めっき冷延鋼板の製造方法。 - 重量%で、C:0.0050% 以下、Si:1.5% 以下、Mn:0.7〜2.5%、P:0.15% 以下、S:0.015%以下、Al:0.005〜0.2%、および、N:0.005%以下、さらに、Ti:0.005〜0.15% 、Nb:0.005〜0.15% 、もしくは、Ti+Nb (TiとNbの合計):0.01〜0.15% を含有し、かつ、Si、MnおよびP を、
X=7×Si(%) +6 ×Mn(%) +110 ×P(%)
において、9 ≦X≦25を満たす関係の下で含有し、残部はFeおよび不可避的不純物からなる鋼スラブを熱間圧延し、圧下率50〜90% の冷間圧延を施し、連続溶融亜鉛めっきラインにて((Ac1+Ac3)/2)℃以上の温度まで加熱し、加熱温度がAc3 変態点以上の場合には、少なくともAr3 変態点から(Ar3変態点-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却し、また、加熱温度が((Ac1+Ac3)/2)℃以上Ac3 変態点未満の場合には、少なくとも加熱温度から(加熱温度-20)℃までの温度範囲を平均冷却速度2 ℃/s以上10℃/s以下で冷却し、その後、亜鉛めっき浴中に浸漬することを特徴とする曲げ性と深絞り性に優れた高強度亜鉛めっき冷延鋼板の製造方法。 - 前記亜鉛めっき浴中への浸漬後、460 〜600 ℃までの温度範囲で、1s以上の熱処理を行うことを特徴とする請求項7 または8 に記載の曲げ性と深絞り性に優れた高強度亜鉛めっき冷延鋼板の製造方法。
- 前記鋼スラブの化学組成において、さらに、重量%で、B:0.0002〜0.004%、V:0.002 〜0.1%、W:0.002 〜0.1%、Mo:0.003〜0.4%、Sn:0.002〜0.3%、Cu:0.005〜0.3%未満、Cr:0.005〜0.4%、Ni:0.005〜0.3%のうち1 種または2 種以上を含有することを特徴とする請求項5 、6 、7 、8 または9 に記載の曲げ性と深絞り性に優れた高強度冷延鋼板または高強度亜鉛めっき冷延鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP24157699A JP4060997B2 (ja) | 1999-08-27 | 1999-08-27 | 曲げ性と深絞り性に優れた高強度冷延鋼板と高強度亜鉛めっき冷延鋼板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP24157699A JP4060997B2 (ja) | 1999-08-27 | 1999-08-27 | 曲げ性と深絞り性に優れた高強度冷延鋼板と高強度亜鉛めっき冷延鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001064750A JP2001064750A (ja) | 2001-03-13 |
| JP4060997B2 true JP4060997B2 (ja) | 2008-03-12 |
Family
ID=17076384
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP24157699A Expired - Fee Related JP4060997B2 (ja) | 1999-08-27 | 1999-08-27 | 曲げ性と深絞り性に優れた高強度冷延鋼板と高強度亜鉛めっき冷延鋼板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4060997B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3927384B2 (ja) * | 2001-02-23 | 2007-06-06 | 新日本製鐵株式会社 | 切り欠き疲労強度に優れる自動車用薄鋼板およびその製造方法 |
| JP4276482B2 (ja) * | 2003-06-26 | 2009-06-10 | 新日本製鐵株式会社 | 極限変形能と形状凍結性に優れた高強度熱延鋼板とその製造方法 |
| TWI248977B (en) | 2003-06-26 | 2006-02-11 | Nippon Steel Corp | High-strength hot-rolled steel sheet excellent in shape fixability and method of producing the same |
| KR100711356B1 (ko) | 2005-08-25 | 2007-04-27 | 주식회사 포스코 | 가공성이 우수한 아연도금용 강판 및 그 제조방법 |
| KR101008117B1 (ko) | 2008-05-19 | 2011-01-13 | 주식회사 포스코 | 표면특성이 우수한 고가공용 고강도 박강판 및용융아연도금강판과 그 제조방법 |
| KR101027250B1 (ko) | 2008-05-20 | 2011-04-06 | 주식회사 포스코 | 고연성 및 내지연파괴 특성이 우수한 고강도 냉연강판,용융아연 도금강판 및 그 제조방법 |
| JP6187028B2 (ja) * | 2012-08-22 | 2017-08-30 | 新日鐵住金株式会社 | 生産性とプレス成形性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 |
| CN105886960B (zh) * | 2016-04-28 | 2018-04-20 | 武汉钢铁有限公司 | 低回弹高成形性的高强钢及其制造方法 |
-
1999
- 1999-08-27 JP JP24157699A patent/JP4060997B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001064750A (ja) | 2001-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7196997B2 (ja) | 鋼板 | |
| CN111511945B (zh) | 高强度冷轧钢板及其制造方法 | |
| EP2371979B1 (en) | High-strength cold-rolled steel sheet having excellent workability, molten galvanized high-strength steel sheet, and method for producing the same | |
| EP2757169B1 (en) | High-strength steel sheet having excellent workability and method for producing same | |
| KR101949627B1 (ko) | 고강도 강판 및 그 제조 방법 | |
| KR101671595B1 (ko) | 고강도 강판 및 그 제조 방법 | |
| JP6813136B1 (ja) | 高強度亜鉛めっき鋼板およびその製造方法 | |
| WO2018151331A1 (ja) | 高強度鋼板 | |
| JPWO2018151322A1 (ja) | 高強度鋼板 | |
| JP7164024B2 (ja) | 高強度鋼板およびその製造方法 | |
| JP4555693B2 (ja) | 深絞り性に優れた高強度冷延鋼板およびその製造方法 | |
| CN108699647B (zh) | 高强度冷轧钢板 | |
| EP3705592A1 (en) | High-strength cold-rolled steel sheet, high-strength plated steel sheet, and production methods therefor | |
| JP7168073B2 (ja) | 高強度鋼板およびその製造方法 | |
| KR20190073469A (ko) | 고강도 강판 및 그 제조 방법 | |
| KR20180120722A (ko) | 박강판 및 도금 강판, 그리고, 열연 강판의 제조 방법, 냉연 풀 하드 강판의 제조 방법, 열처리판의 제조 방법, 박강판의 제조 방법 및 도금 강판의 제조 방법 | |
| KR20200123473A (ko) | 고강도 강판 및 그 제조 방법 | |
| KR102865992B1 (ko) | 고강도 강판 및 그의 제조 방법 | |
| JPWO2020174805A1 (ja) | 高強度鋼板およびその製造方法 | |
| JPH11236621A (ja) | 高張力高延性亜鉛めっき鋼板の製造方法 | |
| JP4060997B2 (ja) | 曲げ性と深絞り性に優れた高強度冷延鋼板と高強度亜鉛めっき冷延鋼板およびその製造方法 | |
| JP7791460B2 (ja) | ホットスタンプ用鋼板、ホットスタンプ用鋼板の製造方法、及びホットスタンプ成形体 | |
| KR20250164343A (ko) | 고강도 강판 및 그 제조 방법 | |
| JP2011080126A (ja) | 合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP5012636B2 (ja) | 亜鉛系溶融めっき鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071211 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071221 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101228 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |