JP4086701B2 - セラミックヒーターの製造方法 - Google Patents
セラミックヒーターの製造方法 Download PDFInfo
- Publication number
- JP4086701B2 JP4086701B2 JP2003108062A JP2003108062A JP4086701B2 JP 4086701 B2 JP4086701 B2 JP 4086701B2 JP 2003108062 A JP2003108062 A JP 2003108062A JP 2003108062 A JP2003108062 A JP 2003108062A JP 4086701 B2 JP4086701 B2 JP 4086701B2
- Authority
- JP
- Japan
- Prior art keywords
- ceramic heater
- fired product
- ceramic
- recesses
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Landscapes
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Resistance Heating (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
Description
【発明の属する技術分野】
本発明は、セラミックヒーターの製造方法に関し、詳しくはディーゼル機関の始動促進用のグロープラグ、バーナーの着火用ヒーター、或いはガスセンサの加熱用ヒーターなどに使用されるセラミックヒーターの製造方法に関する。
【0002】
【従来の技術】
図13は、グロープラグの主要部品をなすセラミックヒーター(以下、単にヒーターともいう)1の一例を示したものである。このようなヒーター(素子)1は、円柱状をなしかつ先端2が半球面状に形成されている。このものは、電気的絶縁性のあるセラミック基体3の先端寄り部位の内部に、折り返し状(U字形状)をなす形の抵抗発熱体5を埋設状にした構造とされている。そして、抵抗発熱体5の両端のそれぞれに電極用の中継線6、7の一端部が接続され、各中継線の他端部が、それぞれセラミック基体3の後端寄りの外周面に露出されて端子とされている。これにより、中継線6、7を介して通電することによって抵抗発熱体5を発熱するように構成されている。
【0003】
このようなヒーター1は、従来、次のような工程を経て製造されていた(例えば、特許文献1、特許文献2参照)。図14に示したように、まず、ヒーター用の未焼成セラミック成形体(例えば粉末成形体)11をプレス成形する。この未焼成セラミック成形体11は、中心軸線を通る平面で分割された半割体11aを成形し、その平面(合わせ面)内に、導電性セラミック(又は高融点金属)からなる抵抗発熱体(線)、及びこれと高融点金属からなる中継線を一体化した導体(図示せず)を配置し、その上に成形体用の原料粉末を供給してその合わせ面に垂直方向にプレス成形することで他方の半割体11bを形成し、一体化したものとして製造される。そして、この成形体11を仮焼(脱脂処理)して仮焼体とする。次に、図15に示したように、この仮焼体21をホットプレス成形型101、102によりホットプレス法により本焼成する。そして、バレル研磨し、その後、センタレス研磨による外周面の研磨仕上、両端側の端面研磨、さらに先端側の半球面研磨をすることで、 図13に示したヒーター1として仕上られていた。
【0004】
ところで、このようなヒーターの仮焼体をホットプレス法で焼成、製造する工程では、生産効率上、この仮焼体を多数個取りのホットプレス成形型(以下、単に型ともいう)にセットして、ホットプレス法により一度に多数を焼成することが行なわれている。そして、このようなホットプレス法においては、図15、16に示したように、ホットプレス成形型(冶具)101、102にヒーターの仮焼体21を、多数、平行に配置(セット)していた。すなわち、型は、ヒーターの仮焼体21を、多数、並列的に並べ置きできるように、間隔をおいて形成された多数の凹部(キャビティー)103を備えたものとされていた。そして、ホットプレスに当たっては、下型101の各凹部103内に仮焼体21を配置し、その後、対をなす上型102によって下型101、上型102の型面105、105を当接させることで型閉じし、所定の雰囲気、温度下で圧縮しながら焼成をしていた(例えば、特許文献1、特許文献2)。
【0005】
【特許文献1】
特開平4−174991号公報
【特許文献2】
特開平9−190874号公報
【0006】
【発明が解決しようとする課題】
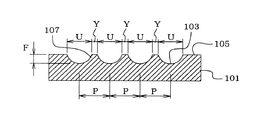
ところが、上記した特許文献1、2に記載のホットプレス法に用いる型で、セラミックヒーターを多数個同時に焼成する場合には次のような問題があった。すなわち、仮焼体21をセットする型面105に形成された凹部103の相互の間隔、つまり平行に並べ置かれる仮焼体21相互の間には一定の間隔を設ける必要があることから、焼成数(1型面による取り数)を多くできないといった問題があった。これは、凹部103相互の間隔(ピッチ)Pを小さくすると、型における凹部103相互間の型閉じ面105をなす山部107が幅狭の突起となり、破損しやすくなるためである。というのは、このようなホットプレスに用いる型は耐熱性のあるグラファイト製とされるが、グラファイトはセラミックより熱膨張係数が大きいため、焼成時の加熱冷却過程で、その山部107には横方向から大きな力がかかることから、破損し、成形型の寿命が短くなるためである。
【0007】
このように、従来の製法では、ホットプレス型における強度上の問題から、凹部相互間の型閉じ面をなす山部の幅を一定以上として、その強度を確保する必要があり、そのために、凹部相互の間隔(ピッチ)を一定の間隔に保持する必要があり、これが取り数の増加を妨げる要因となっていた。
【0008】
本発明は、このような問題点に鑑みてなされたもので、ホットプレス法において、ホットプレス型の強度の低下を招くことなく、1つの型で、多数のセラミックヒーターが製造できる方法を提供することをその目的とする。
【0009】
【課題を解決するための手段】
前記の目的を達成するため、請求項1記載の発明は、棒状をなすセラミックヒーターを製造するための未焼成セラミック成形体を脱脂処理して仮焼体とし、この仮焼体をホットプレス法によって本焼成するのに用いるホットプレス成形型のうち、前記仮焼体を配置するための凹部を、仮焼体の長手方向に平行に複数形成し、該凹部内に仮焼体を配置してホットプレス法によってセラミックヒーター焼成品を製造するにあたり、
ホットプレス時に、前記仮焼体のうちの側面部位が前記凹部から食み出し、隣接する仮焼体同士が、互いの食み出し部位で押付け合うことになるように、前記凹部の溝深さ及び該凹部相互の間隔を設定しておき、
前記凹部に仮焼体を配置してホットプレスすることで、隣接するセラミックヒーター焼成品同士が側面部位において接合してなるセラミックヒーター焼成品集合体を製造し、
その後、該セラミックヒーター焼成品集合体を、セラミックヒーター焼成品同士を接合している側面部位において分離し、複数のセラミックヒーター焼成品単品を得ることを特徴とする、セラミックヒーターの製造方法である。
【0010】
本発明によれば、1つの成形型から、複数のセラミックヒーター焼成体を個々に分離された状態で焼成、製造するのではなく、ヒーター焼成体の側面同士が焼成において接合されてなるセラミックヒーター焼成品集合体を製造するものであるため、凹部相互間の型閉じ面をなす山部の高さを従来よりも低くできる。このため、その分、成形過程における収縮にともなってその山部に横方向からかかる力に対し、強度アップが図られる。すなわち、本発明の製法においては、凹部相互間の山部の高さを低くできる分、その強度が高められるため、凹部相互間の間隔を従来よりも小さくすることができるので、一型における取り数(焼成数)を増やすことができる。したがって、多数のセラミックヒーターを効率的に製造できる。なお、セラミックヒーター焼成品集合体から、単品への分離は、ダイヤモンド砥石による研削(研磨)で個々に切断するか、或いはヒーターの端部側(軸線方向)から見て、接合部を介して曲げ力を付与し、相対的に薄肉部である接合部による切り欠き効果により折り取ることでも分離できる。なお、山部の高さを低くするほど、その強度が高められるため、凹部相互間の間隔を小さくすること、すなわち取り数を増やせるが、接合部が厚くなるために、単品への分離に難がでる。凹部相互間の間隔は、こうした点を考慮して設定すればよい。なお、本明細書において、仮焼体というときは、未焼成成形体を脱脂処理のために仮焼した状態のものと、これをホットプレスして本焼成されるまでの焼成過程にあるものをいう。また、本明細書において「食み出す(はみだす)」というときは、仮焼体の一部がホットプレス法により、ホットプレス成形型の凹部から外部にはみ出すことを言う。
【0011】
1つの凹部は、1本の仮焼体の配置用のものとしてもよいが、複数の仮焼体の配置用のものとしてもよい。請求項2記載の発明は、前記ホットプレス成形型における前記凹部が、前記仮焼体をその長手方向に端部を当接状にして複数配置できるものとされ、かつ、該凹部の端部が、側方に並ぶ凹部の端部と揃っていることを特徴とする、請求項1に記載のセラミックヒーターの製造方法である。請求項2記載の発明によれば、一型における取り数(焼成数)をより増やすことができる。なお、凹部の端部が、側方に並ぶ凹部の端部と揃っていることでダイヤモンド砥石による研削の際、一度に均一の長さで切断することができる。
【0012】
請求項3記載の発明は、請求項1又は2に記載のセラミックヒーターの製造方法において、前記凹部に配置する仮焼体の表面に離形剤を塗布することを特徴とする、セラミックヒーターの製造方法である。
【0013】
請求項3記載の発明によれば、セラミックヒーター焼成品集合体における、ヒーター焼成品同士の接合は、離形剤の層を介して接合されたものとなるから、その離形剤が焼成品同士の間に介在している分、単品に簡易に分離できる。すなわち、離形剤を用いた場合には、焼成品同士の接合力(接着力)が著しく低下するため、セラミック焼成品の側部相互間だけでなく、端部相互間においても、小さな力で折り取るようにするだけで、極めて簡易に分離できる。したがって、凹部相互間の間隔が狭小化して、接合部が厚くなっても、分離の難点がないため、一層の多数個取りを実現できる。
【0014】
請求項4記載の発明は、請求項3に記載のセラミックヒーターの製造方法において、製造されたセラミックヒーター焼成品集合体から、セラミックヒーター焼成品単品を折り取ることによって分離することを特徴とする、セラミックヒーターの製造方法である。
【0015】
そして、請求項5記載の発明は、請求項1又は2に記載のセラミックヒーターの製造方法において、製造されたセラミックヒーター焼成品集合体から、セラミックヒーター焼成品単品を回転するダイヤモンド砥石によって切断することによって分離することを特徴とする、セラミックヒーターの製造方法である。
【0016】
折り取るように切断してヒーター焼成品単品とする場合には、切断面(破断面)にばらつきが発生する。このため、別途、粗研磨をかけることが必要となる場合がある。また、折り取る場合には、切断面が隣接する他方の焼成品の製品領域に入り込む、食われなどの不良が発生することがあり、製造歩留まりの低下の原因となる。しかし、このようにダイヤモンド砥石(以下、単に砥石ともいう)によって切断すれば、こうした問題がなくなる。しかも、離形剤の塗布工程も省略できるため、生産性がアップする。なお、砥石によって切断する場合において、セラミックヒーター焼成品集合体が、ヒーターの端部側においても連なるものであるときは、まず、ヒーターの長さを揃えるように切断してから、ヒーターの長さ方向に沿って、隣接するセラミックヒーター焼成品相互の接合部(境界部)を切断するとよい。これにより、複数のセラミックヒーターの長さを揃えることができ、後の工程である端面研磨を不要とすることができるためである。
【0017】
さらに、請求項6記載の発明は、請求項5に記載のセラミックヒーターの製造方法において、ダイヤモンド砥石の回転方向と、被切断材であるセラミックヒーター焼成品集合体の送り方向が同じである下向き研削で、一定の切込み代を付与して切断長にわたって研削をする下向き研削工程と、回転するダイヤモンド砥石の回転方向と、被切断材であるセラミックヒーター焼成品集合体の送り方向が異なる上向き研削で、一定の切込み代を付与して切断長にわたって研削をする上向き研削工程とを、交互に繰り返すことで、セラミックヒーター焼成品集合体から、セラミックヒーター焼成品単品を切断することによって分離することを特徴とする、セラミックヒーターの製造方法である。
【0018】
セラミックを砥石で切断する場合、従来は、砥石の回転方向と、被切断材の送り方向が同じである、下向き研削(研磨)によって切断長にわたって切り込みをいれ、その後、被切断材を砥石から離して元位置に戻して、さらに切込み代を付与し、そして、再度、下向き研削によって切断長にわたって切り込みをいれること、これを繰返して切断していた。つまり、被切断材の送り方向が砥石の回転方向と同じときのみ切込まれるようにして切断していた。ところが、このような切断法による場合には、砥石に目詰まりが発生しやすく、切れ味の低下が早く、したがって砥石の目立て頻度が多くなるといった問題があった。しかし、本発明では、被切断材の送り方向が順行と、逆行とを共に切込み代を付与しつつ、交互に繰返して切断をするものである。このため、目立てが自動的に行なわれるようになるため、別途、独立に行なう目立て回数を減らすことができる。しかも、被切断材の送り方向である順行と逆行において切断するため、切断時間が低減できる、という効果もある。
【0019】
【発明の実施の形態】
本発明の第1の実施の形態を図1〜図9に基づいて詳細に説明する。ただし、本形態において製造するのは、図13に示したセラミックヒーター1と同様のものとする。すなわち、一定の円形断面をなす丸棒状(円柱状)のもので、先端部2が半球面状に形成されたものである。そして、このものは窒化珪素質セラミックからなる絶縁基体3中の先端寄り部位の内部に、後端に向けて折返す形でU字形をなす抵抗発熱体(例えば導電性セラミック又は高融点金属)5を備えており、その各端部にはタングステンやモリブデンなどの高融点金属からなる中継線(電極線)6、7が接続され、各中継線の他方の端部はヒーター内部を通して後端寄りの側面に引き出されており、それぞれが各端子(電極)をなしている。このセラミックヒーター1は、本形態では、次のようにして製造される。
【0020】
窒化珪素質セラミック粉末(粉体)にバインダー等の添加剤を添加した原料粉末を原料として、所定の太さ(横断面形状)、長さを有する未焼成セラミック成形体11をプレス成形する。未焼成セラミック成形体(未焼成成形体ともいう)の製造においては、図1に示したように、成形型10(10a〜10d)を用いて製造する。すなわち、図1−Aに示したように、長手方向に1平面12で2つに分割した形態をなす一方の半割成形体11aを、同図右に示した成形型(10a〜10c)でプレス成形してつくる。そして、図1−Bに示したように、半割成形体11aの平面部12に形成された凹溝13に、抵抗発熱体及び中継線を一体化した導体14を位置決めして配置する。次ぎに、図1−Cに示したように、この導体14を埋設するように、その平面の上に他方の半割成形体11bをなす原料粉体を供給して、一体的にプレス成形する。こうすることで、未焼成セラミック成形体11を多数製造する。そして、この成形体11を、600〜800℃で仮焼きして脱脂処理し、仮焼体21としておく。
【0021】
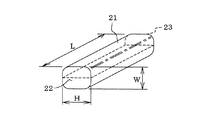
なお、図2は、仮焼体21を示したもので、未焼成成形体と図示において同じであり、本形態では、横断面が、半割の平面部12に沿う方向にやや長い矩形断面であって、その角が丸められた形のもの(又は略長円)とされている。因みに、仮焼体21の寸法は、長さLが45mmで、横断面における長辺長さ(長軸)Hが8mm、短辺長さ(短軸)Wが4mmとされている。そして、角にはR1.5mmの面取りが付与されている。この仮焼体21も従来のものと同じである。
【0022】
次ぎに、グラファイト製のホットプレス成形型(以下、成形型、又は単に型ともいう)を用いて、仮焼体21を本焼成(ホットプレス)するのであるが、ここで、焼成に用いる成形型は図3、4に示したように形成されている。すなわち、この成形型は、一対の型であり、下型101、上型102とも、その基本的構成、寸法は同じため、以下、そのうちの一方(下型101)について説明する。すなわち、このような型101は、平面視、矩形で、仮焼体をホットプレスするのに配置するように形成された凹部(キャビティ)103が、下型101、上型102において対面する位置で、しかも複数平行で、同一ピッチP(例えば4mm)で真横に並ぶように設けられている。本形態では、1つの凹部103に、棒状をなす仮焼体21が例えば4本、相互の長手方向の端部(端面)22、23を当接状にして配置できるように形成されている。ただし、本形態では、凹部103は、仮焼体21における半割の平面部12が型閉じ面(型合せ面)105に垂直になるようにして配置するように形成されており、配置したときの型閉じ面105における凹部103の幅Uは3.6mmとされており、凹部103相互間の山部107の幅Yは0.4mmとされている。なお、従来の型においては、この山部107の幅Yは1〜1.5mmの範囲で設定されていた。
【0023】
そして、凹部103の深さFは、例えば1mmとされており、仮焼体21を配置して型閉じしてプレスした時(焼成終了時)には、図5に示したように、成形型101、102の各型閉じ面(型合わせ面)105が当接することなく、本形態では2mmの間隔(空隙)Sが保持されされるように設定されている。すなわち、凹部103相互間の山部107の高さ(凹部103の深さF)が、従来よりその間隔Sの約半分、低く設定されている。また、ホットプレス時においては、その間隔Sの厚さで仮焼体21の側面部位が型閉じ面105に沿って外側に0.2mm食み出し、隣接する食み出し部位30相互が押付け合うように設定されている。本形態では、このような凹部103及び凹部103相互間の寸法と、仮焼体21の形状、寸法との設定により、凹部103に配置された隣接する仮焼体21同士が、ホットプレスにおいて、互いの側面における食み出し部位30相互で押し付け合うように設定されている。
【0024】
このような成形型101、102を使用してホットプレスするに際しては、まず、成形型の凹部103の内面(表面)及び型閉じ面105に離形剤(例えば窒化ホウ素を混合した液)を塗布する。次ぎに、下型101における凹部103中に仮焼体21をセット(配置)する。このとき、1つの凹部103内には4本の仮焼体21をセットするのであるが、その向き(ヒーターにおける例えば先端)が一定方向となるように揃えて、仮焼体21相互の端部22、23が当接状となるようにする。
【0025】
そして、図5に示したように、型閉じし、非酸化雰囲気中で、最高温度が1700℃〜1850℃となるように、1時間、ホットプレス圧力300kgf/cm2にて加圧しながら焼成する。すると、この焼成過程において、仮焼体21は加圧方向に圧縮されながら焼成される。この焼成によって得られる焼成体は、図5に示したように、ホットプレス前の横断面が加圧方向に圧縮変形し、しかも凹部103の断面形状になじんだ形となる。同時に、各焼成体の側面部位が上下の型101、102の型閉じ面105の間に食み出し、隣接する焼成体同士が互いの食み出し部位30で押付け合うことになる。このため、焼成体は凹部103相互間で互いに焼きついた形で接合した、図6、7に示した形態のセラミックヒーター焼成品集合体(仕掛かり品)31となる。なお、本形態では、1つの凹部103に4本の仮焼体21をセットして焼成したため、この4本は当接し合う端部22、23相互においても押し付け合わされて接合したものとなっている。
【0026】
しかして、このようなホットプレス後において型開きして、取り出したセラミックヒーター焼成品集合体31は、図6、7に示したように、同一凹部103内ではその長手方向で接合され、しかも、隣接する凹部103相互間でも食み出し部位30を介して接合されたものである。したがって、このようなセラミックヒーター焼成品集合体(以下、単に集合体ともいう)31は、上下両面ともに波板形態を呈するものとなる。
【0027】
このような集合体31は、先ず、セラミックヒーター1本分の長さで揃えるように、図7中における2点鎖線に沿って、図示しないダイヤモンド砥石(円板形状の砥石)で切断し、分割(本形態では四分割)する(図8参照)。このとき、ヒーターの長さについて正確な寸法だしができるように、砥石の厚さを設定するとよい。端面研磨を不要にできるためである。その後は、図8に示したように、ヒーター1本分の長さで分割されたセラミックヒーター焼成品集合体32から、ヒーター単位に折り取って多数のセラミックヒーター焼成品(単品)33に分離する。こうすることで、1つの成形型によるホットプレスで多数のセラミックヒーター焼成品(ヒーター仕掛かり品)33を得るこができるのであるが、本形態では、成形型における隣接する凹部103相互間の山部107を上記したように低くしたため、山部107の強度を保持しつつも、その分、凹部103相互間の間隔(山部107の幅)Yを狭くできる。これにより、1つの成形型でより多くのセラミックヒーター焼成品を得るこができる。なお、四分割されたセラミックヒーター焼成品集合体32から折り取る場合には、各セラミックヒーター焼成品を軸線方向から見て(図6参照)、互いの食み出し部位(接合部)30を介するようにして曲げ力を付与すると、接合部が溝をなすことによる切り欠き効果により容易に折り取ることができる。なお、四分割後、焼成品単品33への分離を、砥石によって切断することもできるが、そのような実施の形態については後述する。
【0028】
このように本形態の製法によれば、ホットプレスにおいて、個々に分割された複数のセラミックヒーター焼成品単品(ヒーター仕掛かり品)33を焼成するのでなく、複数のセラミックヒーター焼成品が隣接するもの同士で接合されてなる焼成品集合体31を製造するものである。成形型101、102の凹部103相互間の山部107の高さを低くできる分、その強度アップが図られるため、成形型の凹部103相互の間隔を小さくできる。このため、本製法によれば、ホットプレス型の強度の低下を招くことなく、1つの型で、多数のセラミックヒーター(仕掛かり品)が製造できる。
【0029】
すなわち、本製法によれば、成形型101、102の凹部103相互間の山部107の高さを低くできる分、焼成過程における収縮による、その山部107に横方向から加わる力に対して強度アップが図られるため、成形型の破損を発生しにくくできる。このため、凹部103相互の間隔を小さくして一型における凹部103の数(焼成個数)を増やすことができる。なお、成形型の強度アップの点からは凹部103相互間の山部107の高さを低くした方が良いが、これが低いほど食み出し部位(接合部)30の厚みTが増し、切断し難くなる。山部107の高さ(凹部103の深さF)は、成形型の強度と、この切断性などを考慮して設定すれば良い。
【0030】
なお、図9に示したように、分離された各ヒーター焼成品(素材)33は、その食み出し部位30の間で折り取ったものとなる。しかして、このような各ヒーター焼成品(素材)33はバレル研磨によって粗仕上した後、それぞれセンタレス研磨によって外周面を図9右に示した円断面となるように仕上げ、両端子を後端寄りの側面に露出させる。そして、先の工程でヒーターの長さを調整せずにダイヤモンド砥石で切断した場合には、両端面を研磨して長さ(全長)を正確に揃え、さらにヒーターの先端側を半球面状に仕上ることで、図13に示したヒーターが得られる。
【0031】
さて次ぎに、本発明の第2の実施の形態について、図10及び図11に基づいて説明する。ただし、このものは、前記形態の改良とでもいうべきものであるため、その相違点のみ説明する。すなわち、前記形態の製法中において、ホットプレス成形型101、102にセットする前に、仮焼体21の表面に離形剤(例えば窒化ホウ素(BN))を塗布しておくのである。なお、塗布手段としては、離形剤を含む混合液中に液没するのが効率的で好ましいが、刷毛塗りとすることもできる。
【0032】
このように離形剤を塗布した仮焼体21を、前記と同様の成形型101、102にセットしてホットプレスして焼成する。すると、図10に示したように、製造されたセラミックヒーター焼成品集合体31は、外観は前記形態におけるのと同じであるが、集合体31の表面と、隣接する焼成体部位33同士の食み出し部位30における接合面(突き合せ面)には離形剤の層Rが存在しているため、焼成されて接合しているとしても、その接合強度は極めて低い。したがって、離形剤の層Rを介して、折り取る(曲げ力又はせん断力を付与する)ことで、セラミックヒーター焼成品(単品)33に極めて簡易に分割(分離)できるという効果がある。このものでは、成形型101、102の凹部103相互間の山部107の高さを低くして、食み出し部位30の厚みTが増したとしても、切断上の難点がない。このため、凹部103相互間の間隔Pを小さくできることから、一型における焼成個数を増やすのに効果的である。
【0033】
とくに、前記形態における成形型101、102でホットプレスして得られるセラミックヒーター焼成品集合体31については、セラミックヒーターの長さで揃えるように、まず四分割して、ヒーター1本分の長さで分割された各セラミックヒーター焼成品集合体32とする。本形態では、ヒーターの端部同士で接合している部位についても同様に、その接合強度は極めて低いから、このように分割するのにも砥石によることなく、折り取ることで、簡易に焼成品集合体32を得ることができる。
【0034】
一方、図11に示したように、ベルト装置51を用意しておく。このベルト装置51は、ローラー52間に、ゴム製或いは柔軟な樹脂製の無端ベルト53を掛け渡したベルト装置を2組、互いのベルト53が平行になるようにして近接して配置したものである。これにより、図示の様に互いにベルト53を逆転駆動して、ヒーター1本分の長さで分割されたセラミックヒーター焼成品集合体32を、このベルト装置のベルト間に、順次その焼成品単品部位を噛み込ませるように、その流れ方向に通す。すなわち、このようにすれば、焼成品単品33に容易に分割されて排出されるため、その分離(分割)作業が効率的にできる。本形態では、ホットプレス成形型にセットする前の仮焼体21の表面の全体に離形剤を塗布した場合で説明したが、その目的より、理論上は、隣接する仮焼体21相互において接することになる部位(或いは焼成品集合体において互いに接合している面)にだけ離形剤を塗布することでもよい。
【0035】
なお、前記形態では、成形型における1つの凹部103がその長さ方向に4本の仮焼体21をセットできるものとした。このため、ホットプレスして得られたセラミックヒーター焼成品集合体については、まず、セラミックヒーターの長さで揃えるように四分割し、その後、その四分割されたセラミックヒーター焼成品集合体から、個々のセラミックヒーター焼成品に分割することとした。しかし、ホットプレスして得られるセラミックヒーター焼成品集合体が、セラミックヒーターの1本分の長さで、側方に接合されてなるもの(例えば、図8左の態様のもの32)であれば、もちろん、このような四分割工程は不要である。
【0036】
さて次ぎに、本発明の第3の実施の形態について説明する。ただし、このものも、上記第1の実施の形態における改良とでもいうべきものであるため、その相違点のみ説明する。すなわち、上記第1の実施の形態においては、ホットプレスして得られたセラミックヒーター焼成品集合体31を単品に分離するのに、まず、セラミックヒーターの長さで揃えるように四分割し、その後、その四分割してセラミックヒーターの長さで揃えられた同ヒーター焼成品集合体(図8左の態様のもの32)から、個々の焼成品(単品)33を折り取ることとしたが、本形態では、四分割後も砥石で切断することとしたものである。
【0037】
すなわち、本形態では、ホットプレスして得られたセラミックヒーター焼成品集合体31について、セラミックヒーターの長さで揃えるように、図7中の2点鎖線に沿って砥石で切断することで四分割する。これにより、図8左に示したような、1つの素材の長さで側部に複数連なるセラミックヒーター焼成品集合体32とする。次ぎに、このように分割されたセラミックヒーター焼成品集合体32を、各セラミックヒーター焼成品単品33の部位の相互の中央(食み出し部(接合部)30の中央)で、その長手方向に沿ってダイヤモンド砥石で切断して分離するのである。
【0038】
このように、ヒーター焼成品単品33の側面相互間の食み出し部(接合部)30における切断についても、砥石で切断することとしたことにより、折り取る形で切断した場合におけるような、切断面(破断面)の傷(食われ)やばらつきが生じない。このため、切断における不良の発生を防止できるので、製造歩留まりを向上させることができる。しかも、センタレス研磨に先立つ粗研磨工程も簡略化できるため、研磨工程の短時間化が図られるという効果もある。なお、このように砥石で切断する場合には、仮焼体21の表面に離形剤を塗布することは不要となる。また、砥石の厚みは、食み出し部30のはみだし幅に対応して、切断後における研磨が効率的となるように設定すると良い。
【0039】
なお、砥石による切断で分離する場合には、ヒーターの端部(端面)22、23に相当する部位を切断するときも、セラミックヒーターの側面に相当する部位を切断するときも、1箇所ずつ順次切断することとしてもよいが、複数の砥石により、同時に切断してもよい。
【0040】
さらに、砥石による切断においては、次のようにするのが好ましい。すなわち、図12−A〜Cに示したように、円形のダイヤモンド砥石61を回転させて被切断材であるセラミックヒーター焼成品集合体31(又は32)に送りをかけて一定深さの切込みを行なう。その後、さらに一定深さの切込み代を付けて図12−D〜Fに示したように、逆方向に送りをかけて切り込む。そして、これらを交互に複数回繰り返すことで切断するのが好ましい。すなわち、ダイヤモンド砥石61の回転方向と、被切断材であるセラミックヒーター焼成品集合体31の送り方向が同じである下向き研削で、一定の切込み代を付与して切断長にわたって研削をする(図12−A〜C)。その後、ダイヤモンド砥石61の回転方向と、被切断材であるセラミックヒーター焼成品集合体31の送り方向が異なる上向き研削で、一定の切込み代を付与して切断長にわたって研削をする(図12−D〜F)。そして、これらの下向き研削工程と上向き研削工程とを、交互に繰り返す(往復運動で切断する)ことでセラミックヒーター焼成品集合体31を切断する、というものである。
【0041】
従来の一般的な切断のように、1回の順行で切断する場合には、砥石61の切り込み量が大きいため、送り速度を遅くしても、蛇行を生じ易く、砥石61の破損や摩耗も大きくなる。しかも、目詰まりによる砥石61の切れ味低下もはやくなる。また、順行のみで切断する場合には、砥石61に付着した切断における研磨粉(セラミックの研削くず)を、砥石61を取外して取り除く(目立て)作業を要するために作業効率が悪い。これに対し、上記した順行と逆行による切断を交互に繰り返す切断においては、蛇行が生じ難く、さらに砥石61の目立て(砥粒の自生ないし再生)が自動的に行なわれることになるため、その目立て回数の低減が図られる。因みに、上記のセラミックヒーターでの切断には、10〜20μmの切り込みで、送り速度は、200〜500mm/secが適切である。
【0042】
本発明は、上記した各実施の形態のものに限定されるものではなく、その要旨を逸脱しない範囲において、適宜に変更して具体化できる。成形型における凹部相互間の山部の高さが低いほど、成形型の破損はしにくくなるため、凹部相互間の間隔も小さくでき、その分、取数を増やすこともできる。成形型における凹部相互間の山部の高さは、凹部相互間の間隔に応じ、かつ成形型の材質、強度、セラミックヒーター焼成品集合体から単品への分離の容易性等を勘案して、適宜に設定すればよい。なお、成形体(未焼成成形体)の製造法、さらに、その材質、或いは横断面形状についても適宜に変更して具体化できる。横断面形状については、略矩形又は長円のものとし、完成品であるセラミックヒーターの横断面が円形のものとして具体化した場合で説明したが、本発明の製法はこのようなものに限定されるものではない。例えば、完成品であるセラミックヒーターの横断面が多角形の棒状、矩形の棒状のものにおいても具体化できる。ただし、このように棒の長手方向に垂直な断面(横断面)が円断面(円形)以外のヒーターにおいては、その外周面の研磨はセンタレス研磨ではなく、各形状に適した研磨により仕上ることになることはいうまでもない。また、前記実施例では、4×6(24個取り用)のセラミックヒーター焼結品集合体であったが、これに限られず、ホットプレス成形型の大きさに合わせて適宜に設定すればよい。また、本発明の製法は、グロープラグ以外のセラミックヒーターの製造に広く適用できる。
【0043】
【発明の効果】
以上説明したように本発明に係るセラミックヒーターの製造方法においては、1つのホットプレス成形型から、複数のセラミックヒーター焼成体を個々に分離された状態で焼成、製造するのではなく、成形型内において隣接するヒーター焼成体の側面同士が焼成時に接合されてなるセラミックヒーター焼成品集合体を製造するものである。これにより、成形型における凹部相互間のなす山部を従来よりも低くできる。このため、その山部を低くできる分、ホットプレス成形過程における成形型と焼成体との収縮差に起因してその山部に横向に作用する力に対しても、強度アップが図られる。したがって、成形型における凹部相互間の間隔を従来よりも小さくできるため、1つのホットプレス成形型におけるセラミックヒーター焼成体の取り数を増やせるので、生産性を向上させることができる。
【図面の簡単な説明】
【図1】第1の実施の形態の製法における未焼成セラミック成形体の製造工程を説明する図。
【図2】仮焼体の説明用の斜視図。
【図3】ホットプレス成形型(下型)の平面図。
【図4】図3中のA−A線断面図。
【図5】Aはホットプレス成形型に仮焼体を配置してプレスする前の断面図、Bはプレス後(焼成後)の断面図。
【図6】集合体を軸線方向(端部)から見た説明用断面図。
【図7】集合体の平面図。
【図8】集合体を四分割した集合体の平面図、及び単品に分離した説明図。
【図9】単品の端面から見た図、及び周面研磨後の図。
【図10】第2の実施の形態における集合体を軸線方向(端部)から見た図。
【図11】図10の集合体から単品に分離する方法の説明図。
【図12】砥石で切断するときの砥石の回転方向と被切断材の送り方向との説明図。
【図13】ヒーターを示す正面図。
【図14】未焼成成形体の斜視図。
【図15】従来のホットプレス成形型の説明用断面図。
【図16】図15の型の説明用平面図。
【符号の説明】
1 セラミックヒーター
11 未焼成セラミック成形体
21 仮焼体
30 焼成品の食み出し部位
31 セラミックヒーター焼成品集合体
33 セラミックヒーター焼成品
22、23 仮焼体の端部
61 ダイヤモンド砥石
100 ホットプレス成形型
103 仮焼体を配置するための凹部
F 凹部の溝深さ
P 凹部相互の間隔
R 離形剤の層
Claims (6)
- 棒状をなすセラミックヒーターを製造するための未焼成セラミック成形体を脱脂処理して仮焼体とし、この仮焼体をホットプレス法によって本焼成するのに用いるホットプレス成形型のうち、前記仮焼体を配置するための凹部を、仮焼体の長手方向に平行に複数形成し、該凹部内に仮焼体を配置してホットプレス法によってセラミックヒーター焼成品を製造するにあたり、
ホットプレス時に、前記仮焼体のうちの側面部位が前記凹部から食み出し、隣接する仮焼体同士が、互いの食み出し部位で押付け合うことになるように、前記凹部の溝深さ及び該凹部相互の間隔を設定しておき、
前記凹部に仮焼体を配置してホットプレスすることで、隣接するセラミックヒーター焼成品同士が側面部位において接合してなるセラミックヒーター焼成品集合体を製造し、
その後、該セラミックヒーター焼成品集合体を、セラミックヒーター焼成品同士を接合している側面部位において分離し、複数のセラミックヒーター焼成品単品を得ることを特徴とする、セラミックヒーターの製造方法。 - 前記ホットプレス成形型における前記凹部が、前記仮焼体をその長手方向に端部を当接状にして複数配置できるものとされ、かつ、該凹部の端部が、側方に並ぶ凹部の端部と揃っていることを特徴とする、請求項1に記載のセラミックヒーターの製造方法。
- 請求項1又は2に記載のセラミックヒーターの製造方法において、
前記凹部に配置する仮焼体の表面に離形剤を塗布することを特徴とする、セラミックヒーターの製造方法。 - 請求項3に記載のセラミックヒーターの製造方法において、製造されたセラミックヒーター焼成品集合体から、セラミックヒーター焼成品単品を折り取ることによって分離することを特徴とする、セラミックヒーターの製造方法。
- 請求項1又は2に記載のセラミックヒーターの製造方法において、
製造されたセラミックヒーター焼成品集合体から、セラミックヒーター焼成品単品を回転するダイヤモンド砥石によって切断することによって分離することを特徴とする、セラミックヒーターの製造方法。 - 請求項5に記載のセラミックヒーターの製造方法において、ダイヤモンド砥石の回転方向と、被切断材であるセラミックヒーター焼成品集合体の送り方向が同じである下向き研削で、一定の切込み代を付与して切断長にわたって研削をする下向き研削工程と、回転するダイヤモンド砥石の回転方向と、被切断材であるセラミックヒーター焼成品集合体の送り方向が異なる上向き研削で、一定の切込み代を付与して切断長にわたって研削をする上向き研削工程とを、交互に繰り返すことで、セラミックヒーター焼成品集合体から、セラミックヒーター焼成品単品を切断することによって分離することを特徴とする、セラミックヒーターの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003108062A JP4086701B2 (ja) | 2003-04-11 | 2003-04-11 | セラミックヒーターの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003108062A JP4086701B2 (ja) | 2003-04-11 | 2003-04-11 | セラミックヒーターの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004319127A JP2004319127A (ja) | 2004-11-11 |
| JP4086701B2 true JP4086701B2 (ja) | 2008-05-14 |
Family
ID=33469717
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003108062A Expired - Fee Related JP4086701B2 (ja) | 2003-04-11 | 2003-04-11 | セラミックヒーターの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4086701B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5458463B2 (ja) * | 2006-07-03 | 2014-04-02 | 住友電気工業株式会社 | セラミックス光学部品の製造方法 |
| JP6168982B2 (ja) * | 2013-12-20 | 2017-07-26 | 日本特殊陶業株式会社 | セラミックヒータ素子の製造方法 |
| KR102752202B1 (ko) * | 2019-09-20 | 2025-01-14 | 오씨아이 주식회사 | 질화규소 기판의 제조 방법 |
| KR102512905B1 (ko) * | 2020-11-30 | 2023-03-22 | 주식회사 세라젬 | 온열 치료기 |
-
2003
- 2003-04-11 JP JP2003108062A patent/JP4086701B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004319127A (ja) | 2004-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1844918B1 (en) | Extrusion-molding machine and method for manufacturing honeycomb structured body | |
| WO2002083374A2 (en) | Ceramic blade and production method therefor | |
| JP4086701B2 (ja) | セラミックヒーターの製造方法 | |
| CN101641996A (zh) | 陶瓷加热器及其模具 | |
| CN105798709A (zh) | 端面研磨方法、以及端面研磨装置 | |
| CN105751087B (zh) | 陶瓷金属结合剂磨具及其制造方法 | |
| WO2011064854A1 (ja) | セラミック焼成体の製造方法及びハニカム構造体の製造方法 | |
| JPS6092406A (ja) | ボンドドレツサの製造法 | |
| JP6002209B2 (ja) | 押出成形用金型の製造方法 | |
| JP2003285309A (ja) | ハニカム成形用口金 | |
| JP2008012786A (ja) | ハニカム成形体の製造方法及びその研削装置 | |
| JP3963412B2 (ja) | セラミックヒータ用発熱抵抗体及びセラミックヒータ並びにセラミックヒータの製造方法 | |
| JP5749473B2 (ja) | セラミック焼成体の製造方法及びハニカム構造体の製造方法 | |
| CN116265187B (zh) | 一种用于滚刀加工的金刚石滚轮加工方法 | |
| US9987766B2 (en) | Method and apparatus for preparing ceramic body segments | |
| CN114952638B (zh) | 陶瓷cbn砂轮及其自定芯粘接法 | |
| JP5643611B2 (ja) | セラミックヒータの製造方法、及び、グロープラグ | |
| JP7524413B2 (ja) | 焼結装置 | |
| US10350786B2 (en) | Cutting method of honeycomb formed body, and manufacturing method of honeycomb structure | |
| JP3601953B2 (ja) | シーマ付コアドリル | |
| JPS58217307A (ja) | セラミツク製ロツカア−ムチツプの製造方法 | |
| KR0165834B1 (ko) | 석재 절단용 샌드위치형 커터 | |
| KR101024108B1 (ko) | 다이아몬드-레진 프로파일러 제조를 위한 통전 소결방법 및장치 | |
| JP3608124B2 (ja) | 摺動接触子およびその製造方法 | |
| CN109483752A (zh) | 一种疏松态陶瓷零件的成型加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060404 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080219 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110228 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4086701 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110228 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110228 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120229 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120229 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120229 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130228 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130228 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140228 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |