JP4131478B2 - 回転電機の巻線端部成形装置および成形方法 - Google Patents
回転電機の巻線端部成形装置および成形方法 Download PDFInfo
- Publication number
- JP4131478B2 JP4131478B2 JP2006144290A JP2006144290A JP4131478B2 JP 4131478 B2 JP4131478 B2 JP 4131478B2 JP 2006144290 A JP2006144290 A JP 2006144290A JP 2006144290 A JP2006144290 A JP 2006144290A JP 4131478 B2 JP4131478 B2 JP 4131478B2
- Authority
- JP
- Japan
- Prior art keywords
- conductor
- conductor end
- jig
- winding
- holding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/50—Fastening of winding heads, equalising connectors, or connections thereto
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/20—Shaping or compacting conductors or winding heads after the installation of the winding in the cores or machines; Applying fastening means on winding heads
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49073—Electromagnet, transformer or inductor by assembling coil and core
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49174—Assembling terminal to elongated conductor
- Y10T29/49181—Assembling terminal to elongated conductor by deforming
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53143—Motor or generator
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53143—Motor or generator
- Y10T29/53157—Means to stake wire to commutator or armature
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
この従来装置では、円筒状の複数の層別リングベルトが、コイルセグメントの開放端部の先端部を周方向に挟持する多数の保持溝を形成する突出部を、軸長方向の一方の縁部に持ち、径方向に所定の隙間をあけて、同軸的に配設されている。
実施の形態1.
図1はこの発明の実施の形態1に係る巻線端部成形装置により成形された巻線を備えた回転電機の固定子を示す斜視図、図2は図1に示される固定子の端部成形前の状態を説明する要部断面図、図3は図1に示される固定子に組み込まれる巻線組立体を説明する側面図である。
この時、巻線組立体10の両端両側に延出する連続導体線11の端部11aは、積層鉄心の突き合わせ部9の両端に互いに隣接した状態に延出される。また、導体端部14が、図2に示されるように、径方向に隣接してコイルエンド5から軸方向に突出している。
なお、図3では、導体端部14が巻線組立体10の一側に、1箇所につき2本が隣接して突出している場合を示したが、巻線組立体10は、回転電機に求められる回路構成により異なる形状をとる。また、図1乃至図3における巻線および巻線端部の構成は単なる一例を示している。ここでは、説明の便宜上、2本の導体端部14が径方向に隣接してコイルエンド5から軸方向外方に突出している場合について述べる。
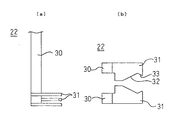
ついで、クランプ治具駆動部24が一対の支柱30を近接させる方向に移動させる。この時、一対の把持部31が近接する方向に移動する際に、図6の(b)に示されるように、相対する第1傾斜面32が導体端部14の外周面に当接し、導体端部14を先端側に移動させるように作用する。これにより、外側の導体端部14が一対の把持部31内から押し出される。
この選択工程は、隣接する導体端部14の一方を他方の導体端部14に干渉することなく選択する工程である。ここで、「選択」とは2本の導体端部14の離間状態を確保することを意味する。
まず、保持治具昇降部23が駆動されて、保持治具21が最上位置まで移動される。また、クランプ治具昇降部25が駆動されて、クランプ治具22の把持部31が選択対象の導体端部14のコイルエンド5からの突出根元部近傍の高さ位置まで移動される。さらに、クランプ治具駆動部24が駆動されて、一対の支柱30が所定距離離反するまで移動される。
選択対象の導体端部14がクランプ治具22に独立して選択された状態では、図8の(a)に示されるように、保持治具21がクランプ治具22に選択された導体端部14の軸方向外方に位置するように構成されている。そこで、保持治具昇降部23が駆動され、保持治具21が所定量下降され、導体端部14の先端が保持治具21の導体挿入孔21a内に挿入される。ついで、クランプ治具駆動部24が駆動されて、一対の支柱30が最大距離離反するまで移動される。さらに、クランプ治具昇降部25が駆動されて、クランプ治具22が保持治具21と干渉することなく、最上位置まで移動される。
ついで、主駆動部27が駆動され、図9の(b)に示されるように、保持治具21が最上位置まで移動され、選択対象の導体端部14の曲げ工程が終了する。
なお、3本以上の導体端部14が隣接している場合、2本目の選択対象の導体端部14は残る導体端部14に隣接している。そこで、上述の選択工程および曲げ工程を繰り返し行うことになる。
コイルエンド5から突出する導体端部14はこのようにして曲げ成形された後、他の部品に接合されることになる。
また、保持治具21は、導体端部14の突出根元側まで挿入されないので、コイルエンド5および隣接する2本の導体端部14の突出根元側は保持治具21に接触しない。そこで、保持治具21の作動に起因するコイルエンド5や導体端部14の根元側の損傷はなく、信頼性が向上される。
また、保持治具21が導体端部14のコイルエンド5から軸方向に所定距離L離れた部位の外周を囲むように保持しているので、曲げ成形時に、導体端部14が保持治具21から外れるようなことがない。
また、保持治具21が円筒体に作製されているので、保持治具21が作動時に非選択対象の導体端部14と干渉しても、非選択対象の導体端部14の損傷発生が抑えられる。
また、導体挿入孔21aが断面円形であるので、保持治具21で導体端部14を保持した後に曲げ方向変更の要求があっても、保持治具21自体を導体端部14の軸周りに回転させる必要はなく、単に主駆動部27による保持治具21の移動方向を変更すればよい。
また、クランプ治具22が、軸方向の外方に移動しつつ、非選択対象の導体端部14から離反する方向に移動するので、選択対象の導体端部14に過大な変形を加えることなく、選択対象の導体端部14の先端が非選択対象の導体端部14の先端から離反される。そこで、導体端部14を導体挿入孔21a内に挿入する保持治具21の保持動作時に、非選択対象の導体端部14と干渉して損傷させることも防止できる。
また、上記実施の形態1では、保持治具21とクランプ治具22とを別部品で構成するものとしているが、両治具を一体に構成するようにしてもよい。
また、上記実施の形態1では、隣接する2本の導体端部14を1本ずつ曲げ成形するものとしているが、これらの導体端部14の引き回し形状が同じであれば、2つの保持治具21を装備し、2つの導体端部14を各保持治具21に保持させて同時に曲げ成形するようにしてもよい。さらに、保持治具21の個数を増やして、多数本の導体端部14を一括して曲げ成形するようにしてもよい。
図10はこの発明の実施の形態2に係る巻線端部成形装置を用いた導体端部の選択工程を説明する工程図であり、図10の(a)はクランプ治具による導体端部の根元部把持状態を示し、図10の(b)は曲げ治具による導体端部の曲げ状態を示し、図10の(c)はクランプ治具による導体端部の選択状態を示している。
まず、主駆動部27が駆動されて、クランプ治具22が選択対象の導体端部14に近接する位置まで移動される。さらに、主駆動部27が駆動されて、クランプ治具22が移動され、選択対象の導体端部14の突出根元部近傍が一対の把持部31内に挿入される。ついで、クランプ治具駆動部24が駆動され、選択動作が行われる。これにより、選択対象の導体端部14の突出根元部がクランプ治具22に独立して確保される。
なお、曲げ工程は、上記実施の形態1と同様に行われる。
また、クランプ治具22による導体端部14の選択動作時に、クランプ治具22を導体端部14の根元側から軸方向の外方に移動させるだけでよい。つまり、クランプ治具22を非選択対象の導体端部14から離反する方向に移動させる必要がない。そこで、クランプ治具22の移動機構の簡素化が可能となる。
なお、実施の形態2では、曲げ治具29を新たに設けるものとして説明しているが、保持治具21を曲げ治具の機能を持たすようにしてもよい。
図11はこの発明の実施の形態3に係る巻線端部成形装置を用いた導体端部の曲げ工程を説明する工程図である。
図11において、2本の導体端部14a,14bがコイルエンド5から軸方向外方に隣接して突出している。この時、非選択対象の導体端部14bに対して選択対象の導体端部14aのコイルエンド5からの突出量を大きくしている。
なお、他の構成は上記実施の形態1と同様に構成されている。
ついで、残る導体端部14bの曲げ成形が同様に行われる。
また、保持治具21の先端外周縁部がアール処理を施されているので、導体端部14aを導体挿入孔21a内に挿入させつつ保持治具21を下降させる際に、保持治具21の先端外周縁部のアール形状が導体端部14bを離反させ、導体端部14bの損傷発生を抑制できる。この時、保持治具21を下降させつつ、導体端部14bから離反する方向に移動させれば、保持治具21と導体端部14bとの干渉がなく、導体端部14bの損傷発生が防止される。
Claims (8)
- 固定子鉄心に巻装された固定子巻線のコイルエンドから隣接して該固定子鉄心の軸方向外方に突出する複数の導体端部を選択して曲げ成形する回転電機の巻線端部成形装置において、
選択対象の上記導体端部に対してその軸方向に移動可能に、かつ、該選択対象の導体端部の軸方向と直交する方向の移動を拘束するように該選択対象の導体端部を独立して保持する保持治具と、
上記保持治具を移動させて、該保持治具に上記コイルエンドから上記固定子鉄心の軸方向に所定距離離れた上記選択対象の導体端部の部位を保持させる保持治具昇降部と、
上記選択対象の導体端部の上記部位を保持する上記保持治具を、該選択された導体端部の上記コイルエンド近傍を中心として上記所定距離を半径とする円弧上を該コイルエンド近傍まで移動させる主駆動部と、
を備えたことを特徴とする回転電機の巻線端部成形装置。 - 上記保持治具は、上記選択対象の導体端部の上記部位の外周を覆って該部位を保持することを特徴とする請求項1記載の回転電機の巻線端部成形装置。
- 上記保持治具は、上記導体端部の外形より大形の内形形状とする導体挿入孔を有し、上記選択された導体端部の先端側から上記部位までを上記導体挿入孔内に挿入して上記部位を保持することを特徴とする請求項2記載の回転電機の巻線端部成形装置。
- 上記選択対象の導体端部に対してその軸方向に移動可能に、かつ、該選択対象の導体端部の軸方向と直交する方向の移動を拘束するように該選択対象の導体端部を選択して確保するクランプ治具と、
上記選択対象の導体端部を確保又は確保解除させるように上記クランプ治具を駆動するクランプ治具駆動部と、をさらに備えていることを特徴とする請求項1乃至請求項3のいずれか1項に記載の回転電機の巻線端部成形装置。 - 固定子鉄心に巻装された固定子巻線のコイルエンドから隣接して該固定子鉄心の軸方向外方に突出する複数の導体端部を選択して曲げ成形する回転電機の巻線端部成形方法において、
保持治具の導体挿入孔内に、選択対象の上記導体端部をその先端側から、上記コイルエンドから上記固定子鉄心の軸方向に所定距離離れた部位までを遊嵌状態に挿入して、上記保持治具に上記選択対象の導体端部を保持させる導体保持工程と、
上記選択対象の導体端部を保持する上記保持治具を、該選択対象の導体端部の上記コイルエンド近傍を中心として上記所定距離を半径とする円弧上を該コイルエンド近傍まで移動させる導体曲げ工程と、
を備えたことを特徴とする回転電機の巻線端部成形方法。 - 上記導体保持工程に先立って、
クランプ治具に上記選択対象の導体端部の上記コイルエンド近傍を遊嵌状態に確保させる工程と、
上記クランプ治具を、上記選択対象の導体端部の上記コイルエンド近傍から先端側まで、上記軸方向外方に移動させつつ、隣接する非選択対象の上記導体端部から離反する方向に移動させて、上記選択対象の導体端部の先端と上記非選択対象の導体端部の先端との間に所定の隙間を形成する工程と、を備えていることを特徴とする請求項5記載の回転電機の巻線端部成形方法。 - 上記導体保持工程に先立って、
上記選択対象の導体端部を隣接する非選択対象の上記導体端部とともに一括して押圧した後、その押圧を解除して、その時のスプリングバックにより上記選択対象の導体端部の先端と上記非選択対象の導体端部の先端との間に所定の隙間を形成する工程を備えていることを特徴とする請求項5記載の回転電機の巻線端部成形方法。 - 上記複数の導体端部は、上記コイルエンドからの突出量が互いに異なり、
上記導体保持工程および上記導体曲げ工程が、上記複数の導体端部に対して、上記突出量の大きい順に実施されることを特徴とする請求項5記載の回転電機の巻線端部成形方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006144290A JP4131478B2 (ja) | 2006-05-24 | 2006-05-24 | 回転電機の巻線端部成形装置および成形方法 |
| US11/595,870 US7644492B2 (en) | 2006-05-24 | 2006-11-13 | Dynamoelectric winding end portion forming apparatus |
| DE102006054833A DE102006054833A1 (de) | 2006-05-24 | 2006-11-21 | Bildungsvorrichtung für dynamoelektrische Windungsendteile und Bildungsverfahren |
| FR0655551A FR2901645B1 (fr) | 2006-05-24 | 2006-12-15 | Procede de formation et dispositif de formation de partie d'extremite d'enroulement dynamo-electrique |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006144290A JP4131478B2 (ja) | 2006-05-24 | 2006-05-24 | 回転電機の巻線端部成形装置および成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007318874A JP2007318874A (ja) | 2007-12-06 |
| JP4131478B2 true JP4131478B2 (ja) | 2008-08-13 |
Family
ID=38622358
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006144290A Expired - Fee Related JP4131478B2 (ja) | 2006-05-24 | 2006-05-24 | 回転電機の巻線端部成形装置および成形方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7644492B2 (ja) |
| JP (1) | JP4131478B2 (ja) |
| DE (1) | DE102006054833A1 (ja) |
| FR (1) | FR2901645B1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5034854B2 (ja) * | 2007-10-10 | 2012-09-26 | 株式会社デンソー | セグメント型固定子、回転電機および駆動装置、ならびにセグメント型コイルの成形方法 |
| USD616818S1 (en) * | 2008-05-28 | 2010-06-01 | Denso Corporation | Stator for a vehicle rotary electric machine |
| USD624497S1 (en) | 2008-05-29 | 2010-09-28 | Denso Corporation | Stator for a vehicle rotary electric machine |
| JP5450193B2 (ja) * | 2010-03-24 | 2014-03-26 | アスモ株式会社 | 電機子の製造方法、モータの製造方法及び電機子の製造装置 |
| JP5436397B2 (ja) * | 2010-12-01 | 2014-03-05 | 本田技研工業株式会社 | 巻線端部成形装置及び方法 |
| JP5848156B2 (ja) * | 2012-02-21 | 2016-01-27 | トヨタ自動車株式会社 | ステータ製造方法及びステータ製造装置 |
| JP2013192303A (ja) * | 2012-03-13 | 2013-09-26 | Nissan Motor Co Ltd | ステータコイル整形方法およびステータコイル整形装置 |
| JP6102755B2 (ja) * | 2013-01-18 | 2017-03-29 | 株式会社デンソー | 巻線端末成形装置および端末線の成形方法 |
| JP6269514B2 (ja) * | 2015-01-13 | 2018-01-31 | トヨタ自動車株式会社 | 動力線の曲げ加工方法 |
| CN104993664B (zh) * | 2015-07-24 | 2017-08-11 | 湘潭电机股份有限公司 | 一种转子线圈自动成型装置 |
| WO2017110360A1 (ja) * | 2015-12-25 | 2017-06-29 | 日立オートモティブシステムズ株式会社 | 固定子、回転電機および固定子の製造方法 |
| DE102017213967A1 (de) * | 2017-08-10 | 2019-02-14 | Bayerische Motoren Werke Aktiengesellschaft | Vorrichtung zum Bearbeiten von Wicklungen |
| FR3101736B1 (fr) * | 2019-10-04 | 2021-10-15 | Valeo Equip Electr Moteur | Bobinage électrique pour une machine électrique tournante |
| CN110707877B (zh) * | 2019-11-09 | 2020-11-20 | 湖南珑宝电机有限公司 | 一种电动机定子绕组制作辅助机械 |
| DE102019130535A1 (de) * | 2019-11-12 | 2021-05-12 | Gehring E-Tech Gmbh | Verfahren zum Umformen eines in einem Statorkern angeordneten Leiterstücks sowie entsprechende Vorrichtung und deren Verwendung |
| DE112022001441A5 (de) * | 2021-03-11 | 2024-01-25 | Miba Automation Systems Ges.M.B.H. | Vorrichtung und verfahren zum verformen von freien stabendabschnitten eines leiterpaketes |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55171420U (ja) | 1979-05-21 | 1980-12-09 | ||
| US6073336A (en) * | 1998-07-27 | 2000-06-13 | Reliance Electric Technologies, Llc | Method for stator coil lacing |
| JP3734166B2 (ja) * | 2002-06-25 | 2006-01-11 | 株式会社デンソー | 回転電機のセグメント順次接合ステータコイルおよびその製造方法 |
| JP4000516B2 (ja) | 2002-10-10 | 2007-10-31 | トヨタ自動車株式会社 | コイルセグメント端部の並行曲げ装置および並行曲げ方法 |
| JP2006033964A (ja) | 2004-07-14 | 2006-02-02 | Denso Corp | 回転電機および回転電機の製造方法 |
-
2006
- 2006-05-24 JP JP2006144290A patent/JP4131478B2/ja not_active Expired - Fee Related
- 2006-11-13 US US11/595,870 patent/US7644492B2/en active Active
- 2006-11-21 DE DE102006054833A patent/DE102006054833A1/de not_active Withdrawn
- 2006-12-15 FR FR0655551A patent/FR2901645B1/fr not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US7644492B2 (en) | 2010-01-12 |
| FR2901645A1 (fr) | 2007-11-30 |
| JP2007318874A (ja) | 2007-12-06 |
| US20070271773A1 (en) | 2007-11-29 |
| FR2901645B1 (fr) | 2019-06-07 |
| DE102006054833A1 (de) | 2007-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4131478B2 (ja) | 回転電機の巻線端部成形装置および成形方法 | |
| CN104426304B (zh) | 旋转电机的制造方法 | |
| WO2011111682A1 (ja) | 回転電機のステータ、ステータの製造方法、及びステータにおけるコイル製造方法 | |
| JP2013247709A (ja) | エッジワイズコイル巻線方法及び巻線装置 | |
| JP5716289B2 (ja) | 回転電機のステータの製造方法及び回転電機のステータ | |
| US20180331605A1 (en) | Coil forming device and coil forming method | |
| JP2013165540A (ja) | コイルセグメント円環整列装置、及びステータ製造方法 | |
| JP6913420B1 (ja) | コイルセグメントのツイスト方法、ツイスト治具及びツイスト装置 | |
| WO2011155430A1 (ja) | 回転電機とその製造方法 | |
| JP4006637B2 (ja) | 回転電機の電機子及びその製造方法 | |
| JP2022035822A (ja) | 捻り加工装置および捻り加工方法 | |
| JP5941015B2 (ja) | 回転電機用のステータの製造方法 | |
| CN120858513A (zh) | 电枢的制造装置 | |
| JP7068012B2 (ja) | 回転電機ステータの製造方法及び製造装置 | |
| JP7503353B2 (ja) | セグメントコイルの溶接装置及び回転電機のステータの製造方法 | |
| JP5975934B2 (ja) | 回転電機用のステータの製造方法 | |
| JP7693084B2 (ja) | ステータの製造装置、ステータの製造方法及びステータ | |
| JP6890622B2 (ja) | 接合装置及び接合方法 | |
| EP4716074A1 (en) | Method and device for manufacturing stator | |
| CN110323866A (zh) | 绕组线圈、旋转电机用的线圈、旋转电机、绕组线圈的制造方法及装置 | |
| JP2005117885A (ja) | 回転電機の固定子巻線の製造方法および回転電機の固定子巻線 | |
| JP5628095B2 (ja) | コイル導線の巻取方法及び巻取装置 | |
| JP5951278B2 (ja) | ワイヤの挿入方法及び挿入装置 | |
| JP2013021858A (ja) | モータ製造方法 | |
| WO2024237209A1 (ja) | ステーターの製造方法、ひねり加工装置、及びひねり治具アッセンブリー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080304 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080410 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080513 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080520 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4131478 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120606 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130606 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |