JP4132749B2 - 動圧軸受モータのシャフト部の製造方法 - Google Patents
動圧軸受モータのシャフト部の製造方法 Download PDFInfo
- Publication number
- JP4132749B2 JP4132749B2 JP2001246616A JP2001246616A JP4132749B2 JP 4132749 B2 JP4132749 B2 JP 4132749B2 JP 2001246616 A JP2001246616 A JP 2001246616A JP 2001246616 A JP2001246616 A JP 2001246616A JP 4132749 B2 JP4132749 B2 JP 4132749B2
- Authority
- JP
- Japan
- Prior art keywords
- shaft
- plate
- melt
- joining
- diameter side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/10—Sliding-contact bearings for exclusively rotary movement for both radial and axial load
- F16C17/102—Sliding-contact bearings for exclusively rotary movement for both radial and axial load with grooves in the bearing surface to generate hydrodynamic pressure
- F16C17/107—Sliding-contact bearings for exclusively rotary movement for both radial and axial load with grooves in the bearing surface to generate hydrodynamic pressure with at least one surface for radial load and at least one surface for axial load
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/10—Construction relative to lubrication
- F16C33/1025—Construction relative to lubrication with liquid, e.g. oil, as lubricant
- F16C33/106—Details of distribution or circulation inside the bearings, e.g. details of the bearing surfaces to affect flow or pressure of the liquid
- F16C33/107—Grooves for generating pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/02—Assembling sliding-contact bearings
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Manufacture Of Motors, Generators (AREA)
- Sliding-Contact Bearings (AREA)
- Connection Of Motors, Electrical Generators, Mechanical Devices, And The Like (AREA)
Description
【発明の属する技術分野】
本発明は、スラスト動圧軸受部が形成される金属製のプレートとラジアル動圧軸受部が形成される金属製のシャフトとを抵抗溶接法により接合して動圧軸受モータのシャフト部を製造する方法に関する。
【0002】
【従来の技術】
動圧軸受モータは、回転体を回転自在に支持するために動圧軸受を備えている。動圧軸受は、例えば、ラジアル動圧軸受部とスラスト動圧軸受部とからなり、円柱状のシャフトとこれに垂直に設けられるプレートとからシャフト部を構成し、シャフトの外周面にラジアル動圧軸受部を、プレートの平面にスラスト動圧軸受部をそれぞれ構成してなるものが知られている。シャフトとプレートとの接合方法は、圧入、螺着、レーザ溶接、抵抗溶接(又は電気溶接)等が知られているが、特に、抵抗溶接は接合後のシャフトとプレートとの直角度を高精度にできることから注目されている。
【0003】
上記抵抗溶接を行うものとして、例えば、特開2001−41246号公報には、動圧軸受モータの動圧軸受を構成するシャフト又はフランジ(プレートに相当)の接合方法において、接合面となる一端面が凸状曲面であるシャフトを治具スリーブとベースとバネ材で形成されるシャフト組立て治具の円柱空間に挿入し、接合面となる一端面が平面であるフランジをベースに対しバネ材を介してスラスト方向に可動する治具スリーブの上端面に載置し、スタンパによりフランジをスラスト方向に押圧して、両接合面に当接した状態で通電して溶接する接合方法が記載されている。
【0004】
【発明が解決しようとする課題】
ところが、特開2001−41246号公報の接合方法は、シャフト組立て治具の円柱空間にシャフトを挿入する構造で、その治具スリーブの内径がシャフトの外径よりも幾分大きく設定されるため、両者の間には微小な間隙が形成される。これにより、シャフト組立て治具にシャフトを設置してフランジを治具スリーブの上端面に載置してスタンパにて加圧すると、シャフトはその微小間隙分だけ傾倒したままフランジと当接する状態になる虞がある。しかも、シャフト組立て治具は、治具スリーブがベースに対して可動する構造であるため、治具スリーブをベースに対して傾倒しないように高精度に可動させることは困難で、このためフランジを水平に保ったままシャフトに当接させることが困難である。
【0005】
したがって、特開2001−41246号公報に記載のシャフト組立て治具を用いてシャフトとフランジとを接合しても、シャフトとフランジとの直角度を高精度にすること(換言すると、接合面となるシャフトの凸状曲面とフランジの平面との平行度を高精度にして当接させること)は困難である。
【0006】
本発明は、上記に鑑みてなされたもので、動圧軸受を構成するシャフトとプレートとを簡単な方法で高精度に接合して動圧軸受モータのシャフト部を製造する方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
本発明は、面一形状を有する一方面の外径側にスラスト動圧軸受部が形成される金属製のプレートの該一方面の中央と、円柱形状を有する外周面にラジアル動圧軸受部が形成される金属製のシャフトの一端側の端面とを抵抗溶接法により接合して動圧軸受モータのシャフト部を製造する方法において、前記プレートの一方面及びシャフトの端面のうち一方の面に形成された環状の溶融物受け溝の内径側、又は他方の面における前記内径側に対応する部位に金属材からなる1又は複数の小体を位置させ、該小体を挟んで接合面に所要の圧力を付勢しつつ前記プレートとシャフト間に電流を流して前記小体を溶融し、前記プレートの一方面と前記シャフトの端面とが前記溶融物受け溝の外径側で当接するようにしたことを特徴とするものである(請求項1)。
【0008】
この発明によれば、プレートの一方面及びシャフトの端面のうち一方の面に形成された環状の溶融物受け溝の内径側、又は他方の面における前記内径側に対応する部位に金属材からなる1又は複数の小体を位置させ、該小体を挟んで接合面に所要の圧力を付勢しつつ前記プレートとシャフト間に電流を流して前記小体を溶融するようにしたので、通電時には前記小体及びこの小体に接触する部位を通してのみ電流が流れることによってこの部位が溶融する。また、溶融が進行するにつれて溶融物は外径側に拡散するとともにプレートとシャフトはその金属結合により互いに引き寄せられ溶融物受け溝の外径側においてシャフトとプレートとが当接する。そして、通電を終了して溶融部分が固化するとシャフトとプレートとが接合する。
【0009】
特に本発明は、シャフト及びプレートの各接合面間に小体を介在して接合するようにし、接合前の接合面には高精度の加工を施すために障害となるような突出部を形成しないため、動圧溝形成のための加工や接合面の平面度向上のための研削加工の困難性はなく、接合面を極めて高精度に仕上げることができる。また、前記溶融物受け溝の存在により、溝の内径側の溶融物が溝の外径側まで達することはないので、溝の外径側の各接合面は溶融物が介在することなく当接することになる。このことから、プレートとシャフトとの直角度が高精度で確保される。このとき、プレートとシャフトとの直角度は、両部材の接合面に起因するものであり、特別な治具を用いるものではないので、寸法管理を簡略化することができる。
【0010】
その際、前記小体を粒状球体とすれば(請求項2)、接触部位を流れる電流密度が高くなり、溶融が効率的となる。
【0011】
また、前記小体を、絶縁性を有する流動ペーストに混合し、この混合物を前記溶融物受け溝の内径側、又は他方の面における前記内径側に対応する部位に塗布する(請求項3)ことにより、溶融前において小体がシャフトの端面上で安定して保持される。
【0012】
また、前記溶融物受け溝の内径側に、該溶融物受け溝が形成された部材の面から一部突出した状態で前記小体を位置固定する凹部を設ける(請求項4)ことにより、溶融前において小体がシャフトの端面上で安定して保持される。
【0013】
また、前記小体を、少なくとも前記プレート及び前記シャフトの一方と同一の材質にする(請求項5)ことにより、溶融がより効率的に進行し、かつ各部材が溶融することで接合力が増大する。
【0014】
本発明は、円柱形状を有する外周面にラジアル動圧軸受部が形成される金属製のシャフトの一端側の端面と、一方面の中央部に前記シャフトより大径の外径寸法を有して形成された環状溝の外径側にスラスト動圧軸受部が形成される金属製のプレートの該中央部とを当接させた状態で抵抗溶接法により接合して動圧軸受モータのシャフト部を製造する方法において、前記シャフトの端面であって軸周りに形成され、かつ前記プレートの環状溝の内径より大径を有する溶融物受け用凹部の該凹部を含む中心領域部と前記プレートの一方面の中央部との当接面に所要の圧力を付勢しつつ前記プレートと前記シャフト間に電流を流して前記当接面の材料を溶融し、プレートの環状溝とシャフトの端面とが前記溶融物受け用凹部の外径側で当接するようにしたことを特徴とするものである(請求項6)。
【0015】
この発明によれば、シャフトの端面に、プレートの環状溝の内径より大径を有する溶融物受け用凹部を軸周りに形成し、この凹部を含む中心領域部とプレートの一方面の中央部との当接面に所要の圧力を付勢しつつプレートとシャフト間に電流を流して前記接合面の材料を溶融するようにしたので、通電時には上記当接面を通してのみ電流が流れることによってこの部位が溶融する。また、溶融が進行するにつれて溶融物は外径側に拡散するとともにプレートとシャフトはその金属結合により互いに引き寄せられ溶融物受け溝の外径側においてシャフトとプレートとが当接する。そして、通電を終了して溶融部分が固化するとシャフトとプレートとが接合する。
【0016】
その場合に、特に本発明は、シャフトの端面に、プレートの環状溝の内径より大径を有する溶融物受け用凹部の該凹部を含む中心領域部を形成し、この中心領域部とプレートの一方面の中央部とを接合するようにし、接合前の接合面には高精度の加工を施すために障害となるような突出部を形成しないため、動圧溝形成のための加工や接合面の平面度向上のための研削加工の困難性はなく、接合面を極めて高精度に仕上げることができる。また、前記溶融物受け用凹部の存在により、凹部の内径側の溶融物が凹部の外径側まで達することはないので、凹部の外径側の各接合面は溶融物が介在することなく当接することになる。このことから、プレートとシャフトとの直角度が高精度で確保される。このとき、プレートとシャフトとの直角度は、両部材の接合面に起因するものであり、特別な治具を用いるものではないので、寸法管理を簡略化することができる。
【0017】
【発明の実施の形態】
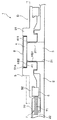
図1は、動圧軸受モータの一例としての磁気ディスク駆動用モータの全体断面図である。
【0018】
図1に示すように、動圧軸受モータ1は、固定側部材であるブラケット2及びシャフト3及びスラストプレート4と、回転側部材であるロータ5と、ロータ5を回転駆動する磁気駆動手段としてのロータマグネット6及びステータ7と、シャフト3とロータ5との間、及びスラストプレート4とロータ5との間に潤滑油が介在されてなる動圧軸受HB1,HB2とを備えてなる。
【0019】
ブラケット2は、動圧軸受モータ1のベースを構成する円環状の部材である。中央部分には貫通孔21が形成されているとともに、外周部分に鍔部22が形成されている。
【0020】
シャフト3は、金属製、例えばステンレス鋼からなり、上端側がブラケット2から突出した状態でブラケット2の貫通孔21に内嵌支持された円柱状の部材であって、上端側外周面31に、ロータ5との間で動圧を発生する動圧発生用の溝32が形成されている。
【0021】
スラストプレート4は、金属製、例えばステンレス鋼からなり、シャフト3の上端面に接合され(詳細は後述する)、これによりスラストプレート4とシャフト3とによってシャフト部を構成するとともに、ロータ5の凹部51aに嵌入されるものであって、下側の一方面41外周側には、ロータ5との間で動圧を発生する動圧発生用の溝411が形成されている。
【0022】
ロータ5は、中央部分にシャフト3の上端側に外嵌固定される円形の嵌合孔を備えた円筒状部51と、円筒状部51から径方向外方に延設されたフランジ52とを有する。シャフト3の外周面とロータ5の内周面と間にラジアル流体動圧軸受部HB1が、スラストプレート4の下面とロータ5の凹部51a底面との間にスラスト流体動圧軸受部HB2が構成されており、ラジアル流体動圧軸受部HB1及びスラスト流体動圧軸受部HB2を介してロータ5がシャフト3及びスラストプレート4に対して相対回転可能に支持されている。
【0023】
円筒状部51は、磁気ディスクDの中央孔の径に略等しい径寸法を有し、磁気ディスクDをフランジ52上に載置した状態で嵌合する。フランジ52には、周方向に所定のピッチで磁極が反転されてなる円筒状のロータマグネット6が取付けられている。ステータ7は、コアプレートを積層して構成されるステータコア71と、このステータコア71の周方向の複数箇所で巻回されたコイル72とを備え、ステータコア71がブラケット2の鍔部22に固定される。カバー8は、ロータの凹部51aを覆い、凹部51aからの潤滑油の漏出を防止するものである。
【0024】
次に、図2、図3を用いてラジアル流体動圧軸受部HB1及びスラスト流体動圧軸受部HB2について説明する。図2は、シャフト3に形成された動圧発生溝を説明するための外周面31の展開図であり、図3は、スラストプレート4に形成された動圧発生溝を説明するための平面図である。
【0025】
図2に示すように、ラジアル流体動圧軸受部HB1は、シャフト3の外周面31に形成された「く」の字状で深さが数μmのへリングボーン状溝311と、シャフト3とロータ5間の間隙(数μmの幅)に充填された潤滑油とを備えて構成される。ラジアル流体動圧軸受部HB1は、シャフト3の回転時に、へリングボーン状溝311の屈曲部311aで流体圧力が最も高くなり、この部位でラジアル方向での動圧が発生し、軸受として機能する。なお、へリングボーン状溝311をシャフト3の外周面31に形成する代わりに、ロータ5の内周面に形成するようにしてもよいし、また両面に形成するようにしてもよく、同様の効果が得られる。
【0026】
図3に示すように、スラスト流体動圧軸受部HB2は、スラストプレート4の一方面41外周側に形成された「く」の字状で深さが数μmのへリングボーン状溝411と、スラストプレート4の一方面41とロータ5の凹部51a底面間の間隙(数μmの幅)に充填された潤滑油とを備えて構成される。スラスト流体動圧軸受部HB2は、シャフト3の回転時に、へリングボーン状溝411の屈曲部411aで流体圧力が最も高くなり、この部位でスラスト方向に動圧が発生し、軸受として機能する。なお、へリングボーン状溝411をスラストプレート4の一方面41に形成する代わりに、ロータ5の凹部51a底面に形成するようにしてもよいし、また両面に形成するようにしてもよく、同様の効果が得られる。
【0027】
これら両動圧軸受部HB1,HB2に関連するシャフト3、スラストプレート4及びロータ5の部品寸法は数十mmであり、それらの部材3〜5に対し、深さが数μmのへリングボーン状溝311,411や軸受部の数μmの幅の間隙を設定するには、それらの部材の加工精度のみならず組付け時の応力等も考慮しなければならず、所望の精度を確保するには高い製造技術が要求される。
【0028】
シャフト3とスラストプレート4との接合は、図4に示す接合装置10を用いて抵抗溶接法により行う。接合装置10は、図4に示すように、電源11と、電源11に接続された上下一対の電極12,13と、電源11に対して通電制御を行う電流制御部14と、上側電極12を下側電極13側に付勢する付勢機構15とを具備する。抵抗溶接法は、溶接しようとする部分に電流を流し、そのジュール熱によって加熱しつつ圧力を加えて行う方法である。
【0029】
図5は、シャフト3及びスラストプレート4の各接合面近傍の拡大図である。なお、スラストプレート4の上記一方面41を、以下の説明では接合面41という。
【0030】
図5に示すように、シャフト3には、その接合面32における径方向所定位置、例えば軸心位置と外周縁との略中央よりやや外周側の位置に環状凹溝33が形成されている。また、その外周面31には、へリングボーン状溝311が形成され、曲面度を上げるために研削加工が施されている。一方、スラストプレート5には、その一方面(接合面441と同一の面)にへリングボーン状溝411が形成され平面度を上げるために研削加工が施されている。なお、シャフト3の外周面31またはスラストプレート5の一方面41にへリングボーン状溝311,411が形成されない場合も表面は高精度な加工が必要である。
【0031】
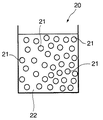
図6は、金属製、例えばステンレス鋼からなる同一径の小体としての微小金属球21を例えばグリース等の絶縁性材料からなるペースト22に多数混入させた混合物20を示す。なお、溶融前において、微小金属球21をシャフト3の接合面32上に安定して保持するべく、微小金属球21をペースト22に混入したが、このペースト22は必須のものではない。また、微小金属球21の材質をシャフト3及びスラストプレート4と同じ材質(本実施形態ではステンレス鋼)にしているのは、溶融をより効率的に進行させるとともに、シャフト3、スラストプレート4及び微小金属球21を溶融させることで、シャフト3とスラストプレート4との接合力を増大させるためである。シャフト3とスラストプレート4との材質が異なる場合には、微小金属球21の材質を、いずれか一方の部材の材質と同一にするとよい。
【0032】
次に、シャフト3の接合面32のうち環状凹溝33の内周側の接合面(以下、内周側接合面32aという)に混合物20を塗布し、電極12,13間にスラストプレート4及びシャフト3を直列に並べてセットする。このとき、スラストプレート4及びシャフト3との中心が合致するように、且つそれらの接合面41,32が略平行となるように図示しない治具を用いてセットされている。
【0033】
図7は、通電時における微小金属球21及びそれに接触する部位の溶融状態の推移を示す図である。
【0034】
図7(a)に示すように、シャフト3及びスラストプレート4の各接合面32,41を対向させ、付勢機構15により接合面32,41に圧力を付勢しつつ電極12,13間へのパルス電流の通電を開始する。これにより、(b)に示すように、微小金属球21と、スラストプレート4及びシャフト3のうち微小金属球21に接触する部位とが溶融するとともに、(c)に示すように、微小金属球21の溶融による接合面32,41の接近に伴って溶融物及びペースト22が外周側(矢印Aの方向)に拡散し、環状凹溝33に流れ込む(流入物を斜線で示している)。溶融が進行するにつれて、スラストプレート4とシャフト3とは、付勢機構15の付勢力に加えて溶融物の金属結合により互いに引き寄せられる。
【0035】
その際、微小金属球21の溶融に伴って、微小金属球21と該微小金属球21に接触する部位との接触面積が増大することによりこの部分の電気抵抗が小さくなるが、電流制御部14により通電量及び通電時間を調節することで適切な溶接を行うことができる。
【0036】
そして、通電を終了すると溶融物は間もなく固化するが、(d)に示すように、溶融物が固化する前にシャフト3の外周側接合面32bとスラストプレート4の接合面41とが当接(密着)する。以上で、シャフト3とスラストプレート4との接合が完了する。なお、ペースト22は溶接終了後に洗い流して除去するとよく、ペースト22の材料として熱により気化するものを使用した場合には、その気体を吸収手段や吸引手段によって除去するようにしてもよい。
【0037】
このように、接合前の接合面32,41には高精度の加工を施すのに障害となる突出部を形成せず、接合面32,41間に微小金属球21を介在させて溶接するようにしたので、動圧溝形成のための加工や接合面の平面度向上のための研削加工の困難性はなく、それらの面を極めて高精度にすることができるとともに、スラストプレート4に形成される動圧溝も極めて高精度にすることができる。また、一連の溶接工程において、シャフト3及びスラストプレート4の動圧溝311,411を損傷するような工程はないので、接合前の部品状態のままで両部材3,4を接合することができる。さらに、シャフト3に環状凹溝33を設け、この凹溝33の内周側に溶接部を形成して、拡散した溶融物をこの凹溝33に流れ込むようにし、シャフト3の外周側接合面32bとスラストプレート4の接合面41間には溶融物が流れ出さないように構成したので、外周側接合面32bと接合面41との当接が溶融物によって阻害されることがない。以上により、特別な治具を用いることなくシャフト3とスラストプレート4との直角度を高精度で確保しつつシャフト3とスラストプレート4とを接合することができる。
【0038】
また、上述のように、溶接部を接合面32,41の略中央に位置付けることにより、各接合面32,41の酸化膜の溶融物であるスラッジが真っ先に拡散して環状凹溝33に流れ込み、スラッジが溶接部に残存することがないので、接合が確実となる。
【0039】
また、接合面32b,41間に微小金属球21を介在させたので、接触部位を流れる電流密度が高くなり、効率的に溶融させることができる。
【0040】
また、前記小体を、前記スラストプレート4及びシャフト3と同一の材質(第1の実施形態ではステンレス鋼)にしたので、溶融がより効率的に進行し、かつ各部材が溶融することで接合力を増大することができる。
【0041】
なお、第1の実施形態では、小体を球体に形成したが、小体は球体に限定されず、例えば立方体等、他の形状でも本発明の主たる目的は達成可能である。
【0042】
また、第1の実施形態においては、シャフト3側に混合物20を塗布するようにしたが、スラストプレート4側もしくは両側に混合物20を塗布するようにしてもよい。
【0043】
また、金属球をシャフト3の接合面32上に保持する技術の第2の実施形態として、図8に示すように、シャフト3の接合面32に、上記環状凹溝33と、金属球21’を該接合面32から少なくとも一部が、好ましくは大部分が突出した状態で保持する、例えば円錐状の凹部34を例えば切削加工により形成し、この凹部34に金属球21’を保持させた状態でシャフト3とスラストプレート4とを接合するようにしてもよい。これによっても、溶融前において、金属球21’をシャフト3の接合面32上に安定して保持することができるとともに、接合前のそれぞれの接合面32,41を、高精度の加工を施すのに障害となるような突出部を形成することなく接合することができるので、第1の実施形態と同様の効果が得られる。
【0044】
また、凹部に保持させる小体は、球体のものに限らず、立方体形状等、他の形状を有するものであってもよい。
【0045】
第1、第2の実施形態では、スラストプレート4を可動電極12に、シャフト3を固定電極13にセットしたが、第3の実施形態として、それとは逆に(スラストプレート4を固定電極13に、シャフト3を可動電極12にセット)して接合するようにしてもよい。
【0046】
すなわち、第1実施形態では、シャフト3の接合面32に環状凹溝33を設け、その内周側接合面32a等に混合物20を塗布して両部材3,4を抵抗溶接により接合するようにしたが、図9に示すように、スラストプレート4の接合面41に、シャフト3の外径より小径の溶融物受け溝としての環状凹溝412を形成するとともに、その内周側接合面41a等に混合物20を塗布し、スラストプレート4を固定電極13に、シャフト3を可動電極12にセットして両部材3,4を抵抗溶接により接合するようにしてもよい。
【0047】
また、第2実施形態では、シャフト3の接合面32に、環状凹溝33と、金属球21を保持する凹部34とを設け、その凹部34に金属球21を保持させた状態でシャフト3とスラストプレート4とを抵抗溶接により接合するようにしたが、第4の実施形態として、図10に示すように、スラストプレート4の接合面41に、シャフト3の外径より小径の溶融物受け溝としての環状凹溝413と、金属球21を保持する凹部414とを形成するとともに、その内周側接合面41a’等に混合物20を塗布し、スラストプレート4を固定電極13に、シャフト3を可動電極12にセットして両部材3,4を抵抗溶接により接合するようにしてもよい。
【0048】
また、上記各実施形態において、溶融物受け溝としての溝33,412,413を溶接時に下側に配置される部材の接合面に設けているが、上側に配置される部材の接合面に設けるようにしてもよい。
【0049】
次に、本発明の第5の実施形態に係る接合方法について説明する。
【0050】
本実施形態に係る接合方法は、金属球を使用しないで、シャフト3及びスラストプレート4の各接合面32,41を凹形状に形成することで直角度を確保する点が第1〜第4実施形態と相違するものであって、接合装置10を用いて抵抗溶接法により溶接する点については略同様であるので、上記の相違点について主に説明し、それ以外の点については説明を省略する。なお、第1〜第4の実施形態と同一の部材については、同一の番号を付している。
【0051】
図11に示すように、シャフト3の接合面32に、軸心を囲むように溶融物受け用凹部としての円環状の凹部35を形成し、内周側接合面32cを形成する(環状凹部35及び内周側接合面32cが中心領域部に相当)。同時にシャフト3の外周面31にへリングボーン状溝311を形成する。
【0052】
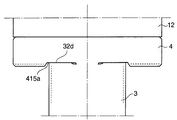
一方、スラストプレート4の接合面41において、シャフト4の凹部35より外周側の接合面(以下、外周側接合面32dという)に、シャフト3より大径の外径寸法を有する環状溝415を切削加工により形成する。その場合に、凹部35及び環状溝415の内周縁部及び外周縁部には、それぞれテーパを形成するとともに、凹部35は、スラストプレート4の環状溝415の内径より大径の外径寸法を有してなる。さらに、接合面41の外周側にへリングボーン状溝411を形成する。
【0053】
そして、電極12,13間にスラストプレート4及びシャフト3を直列に並べてセットし、図12に示すように、シャフト3及びスラストプレート4の内周側接合面32c,41a”を当接させ、付勢機構15により接合面32,41に圧力を付勢しつつ電極12,13間へのパルス電流の通電を開始する。このとき、スラストプレート4及びシャフト3との中心が合致するように、且つ接合面32,41が略平行となるように図示しない治具を用いてセットされている。
【0054】
これにより、スラストプレート4及びシャフト3の接触する部位が溶融するとともに、この溶融物の金属結合により両部材は互いに引き寄せられ接合面32,41の接近に伴って溶融物がシャフト3の外周側テーパ面35aに向かって拡散し、凹部35に流れ込む。
【0055】
そして、図13に示すように、通電を終了すると溶融物は間もなく固化するが、溶融物が固化する前に、シャフト3の外周側接合面32dとスラストプレート4の環状溝43の底面415aとが当接(密着)する。以上で、シャフト3とスラストプレート4との接合が完了する。このとき、溶融物は、シャフト3の外周側テーパ面35a上に溜まった状態で固化する。
【0056】
このように、接合前の接合面32,41には高精度の加工を施すのに障害となる突出部がなく、また、外周側接合面32dと接合面41との当接が溶融物によって阻害されることがないので、本実施形態においても、第1〜第4実施形態と同様の効果が得られる。
【0057】
なお、シャフト3の接合面32に形成する溶融物受け用の溝形状は、環状であれば円環状に限られない。
【0058】
また、溶融物受け用の環状溝を形成する代わりに、図14に示すように、外周縁部にテーパ面36aを有し、スラストプレート4の環状溝415より浅い凹部36を切削加工により形成するようにしてもよい。この場合、図15に示すように、電極12,13間にスラストプレート4及びシャフト3を直列に並べてセットし、凹部36の底面36aとスラストプレート4の接合面41a”とを当接させ、付勢機構15により接合面32,41に圧力を付勢しつつ電極12,13間へのパルス電流を通電し、スラストプレート4及びシャフト3の接触する部位を溶融させる。このとき、この溶融による接合面32,41の接近に伴って溶融物がシャフト3のテーパ面36aに向かって拡散し、溶融物は、シャフト3のテーパ面36a上に溜まる。
【0059】
そして、図16に示すように、通電を終了し、溶融物が固化する前に、スラストプレート4の環状溝415の底面415aとシャフト3の外周側接合面32dとを当接(密着)させる。
【0060】
これによっても、上記の実施形態と同様の効果が得られる。
【0061】
なお、上記各実施形態の動圧軸受モータにあっては、シャフト部が固定された構成を有するものであるが、シャフト部が回転体の一部として構成された動圧軸受モータについても本発明を同様に適用することができる。また、動圧軸受モータは、上記の潤滑油以外に空気を潤滑剤として使用されるものであってもよい。
【0062】
【発明の効果】
本発明によれば、接合前の接合面には高精度の加工を施すために障害となるような突出部を形成せず、接合面間に小体を介在させて溶接するようにするか、あるいは、接合前の接合面には高精度の加工を施すために障害となるような突出部を形成せず、シャフトの端面に、プレートの環状溝の内径より大径を有する溶融物受け用凹部の該凹部を含む中心領域部を形成し、この中心領域部とプレートの一方面の中央部とを接合するようにしたので、動圧溝形成のための加工や接合面の平面度向上のための研削加工の困難性はなく、接合面を極めて高精度に仕上げることができるとともに、溶融物受け溝の存在により、溝の内径側の溶融物が溝の外径側まで達することがなく、溝の外径側の各接合面は溶融物が介在することなく当接することになり、且つ、一連の溶接工程において、シャフト及びプレートによって構成される動圧軸受部の直角度を阻害するような応力は作用しないので、高精度な動圧軸受部を備え、直角度が良好なシャフト部を得ることができる。
【0063】
また、前記小体を粒状球体としたので、接触部位を流れる電流密度が高くなり、効率的に溶融させることができる。
【0064】
また、前記小体を、絶縁性を有する流動ペーストに混合し、この混合物を前記溶融物受け溝の内径側、又は他方の面における前記内径側に対応する部位に塗布するようにしたので、小体をシャフトの端面上で安定して保持することができる。
【0065】
また、前記溶融物受け溝の内径側に、該溶融物受け溝が形成された部材の面から一部突出した状態で前記小体を位置固定する凹部を設けたので、小体をシャフトの端面上で安定して保持することができる。
【0066】
また、前記小体を、少なくとも前記プレート及び前記シャフトの一方と同一の材質にしたので、溶融をより効率的に進行させることができるとともに、各部材が溶融することで接合力を増大することができる。
【図面の簡単な説明】
【図1】 本発明に係るスラストプレートとシャフトの溶接方法が適用される動圧軸受モータの一例の全体断面図である。
【図2】 シャフトに形成された動圧発生溝を説明するための外周面の展開図である。
【図3】 スラストプレートに形成された動圧発生溝を説明するための平面図である。
【図4】 シャフトとスラストプレートとの接合に用いる装置の概略構成図である。
【図5】 第1の実施形態に係る接合方法におけるスラストプレート及びシャフトの接合面近傍の拡大図である。
【図6】 混合物を示す説明図である。
【図7】 通電時における微小金属球及びそれに接触する部位の溶融状態の推移を示す図である。
【図8】 第2の実施形態に係る接合方法におけるスラストプレート及びシャフトの接合面近傍の拡大図である。
【図9】 第3の実施形態に係る接合方法におけるスラストプレート及びシャフトの接合面近傍の拡大図である。
【図10】 第4の実施形態に係る接合方法におけるスラストプレート及びシャフトの接合面近傍の拡大図である。
【図11】 第5の実施形態に係る接合方法におけるスラストプレート及びシャフトの接合面近傍の拡大図である。
【図12】 通電開始前の接合面近傍の拡大図である。
【図13】 通電終了時の接合面近傍の拡大図である。
【図14】 第5の実施形態におけるシャフト端面の他の形状を示す拡大図である。
【図15】 通電開始前の接合面近傍の拡大図である。
【図16】 通電終了時の接合面近傍の拡大図である。
【符号の説明】
3 シャフト
32 接合面
32a,32c 内周側接合面
32b,32d 外周側接合面
33 環状凹溝
34,35 凹部
36 凹部
36a 底面
4 スラストプレート
41 接合面
41a,41a’,41a” 内周側接合面
412,413 環状凹溝
414 凹部
415 環状溝
415a 底面
5 ロータ
10 接合装置
12,13 電極
15 付勢機構
21,21’ (微小)金属球
20 混合物
Claims (6)
- 面一形状を有する一方面の外径側にスラスト動圧軸受部が形成される金属製のプレートの該一方面の中央と、円柱形状を有する外周面にラジアル動圧軸受部が形成される金属製のシャフトの一端側の端面とを抵抗溶接法により接合して動圧軸受モータのシャフト部を製造する方法において、前記プレートの一方面及びシャフトの端面のうち一方の面に形成された環状の溶融物受け溝の内径側、又は他方の面における前記内径側に対応する部位に金属材からなる1又は複数の小体を位置させ、該小体を挟んで接合面に所要の圧力を付勢しつつ前記プレートとシャフト間に電流を流して前記小体を溶融し、前記プレートの一方面と前記シャフトの端面とが前記溶融物受け溝の外径側で当接するようにしたことを特徴とする動圧軸受モータのシャフト部の製造方法。
- 前記小体は、球状粒体であることを特徴とする請求項1に記載の動圧軸受モータのシャフト部の製造方法。
- 前記小体は、絶縁性を有する流動ペーストに混合され、この混合物を前記溶融物受け溝の内径側、又は他方の面における前記内径側に対応する部位に塗布することを特徴とする請求項1又は2に記載の動圧軸受モータのシャフト部の製造方法。
- 前記溶融物受け溝の内径側に、該溶融物受け溝が形成された部材の面から一部突出した状態で前記小体を位置固定する凹部を設けたことを特徴とする請求項1に記載の動圧軸受モータのシャフト部の製造方法。
- 前記小体は、少なくとも前記プレート及び前記シャフトの一方と同一の材質からなることを特徴とする請求項1ないし4のいずれかに記載の動圧軸受モータのシャフト部の製造方法。
- 円柱形状を有する外周面にラジアル動圧軸受部が形成される金属製のシャフトの一端側の端面と、一方面の中央部に前記シャフトより大径の外径寸法を有して形成された環状溝の外径側にスラスト動圧軸受部が形成される金属製のプレートの該中央部とを当接させた状態で抵抗溶接法により接合して動圧軸受モータのシャフト部を製造する方法において、前記シャフトの端面であって軸周りに形成され、かつ前記プレートの環状溝の内径より大径を有する溶融物受け用凹部の該凹部を含む中心領域部と前記プレートの一方面の中央部との当接面に所要の圧力を付勢しつつ前記プレートと前記シャフト間に電流を流して前記当接面の材料を溶融し、プレートの環状溝とシャフトの端面とが前記溶融物受け用凹部の外径側で当接するようにしたことを特徴とする動圧軸受モータのシャフト部の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001246616A JP4132749B2 (ja) | 2001-08-15 | 2001-08-15 | 動圧軸受モータのシャフト部の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001246616A JP4132749B2 (ja) | 2001-08-15 | 2001-08-15 | 動圧軸受モータのシャフト部の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003056567A JP2003056567A (ja) | 2003-02-26 |
| JP4132749B2 true JP4132749B2 (ja) | 2008-08-13 |
Family
ID=19076124
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001246616A Expired - Fee Related JP4132749B2 (ja) | 2001-08-15 | 2001-08-15 | 動圧軸受モータのシャフト部の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4132749B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004340368A (ja) | 2003-04-22 | 2004-12-02 | Nippon Densan Corp | 動圧軸受及びその製造方法、動圧軸受用軸部材の製造装置、スピンドルモータ並びに記録ディスク駆動装置 |
| JP2005121066A (ja) | 2003-10-15 | 2005-05-12 | Nippon Densan Corp | 流体動圧軸受装置の製造方法及びそれを備えたディスク駆動用スピンドルモータ |
| US8297844B2 (en) | 2007-08-20 | 2012-10-30 | Ntn Corporation | Fluid dynamic bearing device |
| WO2009025202A1 (ja) * | 2007-08-20 | 2009-02-26 | Ntn Corporation | 流体軸受装置 |
| JP5274902B2 (ja) * | 2007-08-20 | 2013-08-28 | Ntn株式会社 | 流体軸受装置 |
-
2001
- 2001-08-15 JP JP2001246616A patent/JP4132749B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003056567A (ja) | 2003-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20100226601A1 (en) | Fluid dynamic bearing device | |
| WO2006028119A1 (ja) | 流体軸受装置用軸部材およびその製造方法 | |
| KR100998195B1 (ko) | 동압 베어링 장치 | |
| JP2002369438A (ja) | スピンドルモータ及びその組立方法 | |
| JP2008101772A (ja) | スリーブユニットの製造方法、スリーブユニットおよびモータ | |
| JP3981564B2 (ja) | 動圧軸受装置及びその製造方法 | |
| JP5312895B2 (ja) | 流体軸受装置 | |
| JP4132749B2 (ja) | 動圧軸受モータのシャフト部の製造方法 | |
| US7128468B2 (en) | Hydrodynamic bearing, method of manufacturing the same, method of manufacturing shaft member for hydrodynamic bearing, spindle motor, and recording disk driving apparatus | |
| CN101779047B (zh) | 流体轴承装置 | |
| JP5179048B2 (ja) | ポリゴンミラースキャナモータとその製造方法 | |
| JP2006105390A (ja) | 流体軸受装置用軸部材およびその製造方法 | |
| JP2004340368A5 (ja) | ||
| JP5570308B2 (ja) | 転がり軸受装置の製造方法 | |
| JP2003314538A (ja) | 動圧軸受装置の製造方法 | |
| JP2001280338A (ja) | 軸受部材、並びに軸受部材の製造装置、製造方法及び製造用加工工具 | |
| JP2006090390A (ja) | スピンドルモータの軸受構造とその組立方法 | |
| JP2004190786A (ja) | 動圧軸受装置及びその製造方法 | |
| JP4265207B2 (ja) | 動圧軸受け装置とその製造方法 | |
| JP5274902B2 (ja) | 流体軸受装置 | |
| JP2004058179A (ja) | 電解加工用電極工具 | |
| JP2013053692A (ja) | 流体動圧軸受装置及びその製造方法 | |
| JP4554324B2 (ja) | 動圧軸受装置 | |
| JP2008164110A (ja) | 流体軸受装置用軸部材、およびその製造方法 | |
| US20150340057A1 (en) | Disk drive unit and method of manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080421 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080501 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080602 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140606 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140606 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |