JP4139924B2 - 脱酸素性フィルム及びその製造方法 - Google Patents
脱酸素性フィルム及びその製造方法 Download PDFInfo
- Publication number
- JP4139924B2 JP4139924B2 JP21084898A JP21084898A JP4139924B2 JP 4139924 B2 JP4139924 B2 JP 4139924B2 JP 21084898 A JP21084898 A JP 21084898A JP 21084898 A JP21084898 A JP 21084898A JP 4139924 B2 JP4139924 B2 JP 4139924B2
- Authority
- JP
- Japan
- Prior art keywords
- oxygen
- film
- oxygen scavenger
- thermoplastic resin
- multilayer body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Food Preservation Except Freezing, Refrigeration, And Drying (AREA)
- Laminated Bodies (AREA)
- Packages (AREA)
Description
【発明の属する技術分野】
本発明は脱酸素性多層体、その製造方法及びそれよりなる包装容器に関する。詳しくは、脱酸素剤(C-1)を熱可塑性樹脂フィルム(A)と脱酸素剤(C-2)を熱可塑性樹脂中に分散してなる酸素吸収性樹脂フィルム(B)に挟み込んでなるものであり、層間に散布された脱酸素剤(C-1)分布が密になることで優れた酸素吸収速度を発揮でき、さらに脱酸素剤(C-2)を含有する酸素吸収性樹脂層が積層されることで、多層体単位面積当たりの脱酸素剤含有量を多く、高い酸素吸収容量を有する脱酸素性多層体、その製造方法及びそれよりなる包装容器に関する。
【0002】
【従来の技術】
近年、脱酸素包装技術の一つとして、熱可塑性樹脂に脱酸素剤組成物を配合した酸素吸収性樹脂組成物からなる酸素吸収性樹脂層を配した多層材料で容器を構成し、容器のガスバリア性の向上を図ると共に容器自体に脱酸素機能を付与した包装容器の開発が行われている。脱酸素機能を備えた多層体は、通常、脱酸素剤組成物を配合した酸素吸収性樹脂層を中間層とし、外面側にガスバリア性を有する外層と、内面側に酸素透過性の内層とを備えた脱酸素性多層体で構成され、袋、蓋等の容器用フィルムとして、又は、カップ、トレイ、ボトル等の容器に成形加工の容易な多層シートとして開発されている。
【0003】
脱酸素性多層体としては、例えば、特開平2−72851号公報、特開平4−90848号公報のように鉄系脱酸素剤組成物を樹脂中に分散させた脱酸素性多層体及び酸素吸収フィルムが知られている。また、特開平8−72941号公報には脱酸素性多層体の脱酸素性能の向上を図る技術が提案されている。さらに、脱酸素剤配合樹脂層とガスバリア層の間にポリオレフィン層を介在させる構成の脱酸素性多層体及び多層フィルムとして、特開平8−132573号公報、特開平9−40024号公報がある。
【0004】
脱酸素剤を含有する酸素吸収性樹脂層を積層する工程としては、一般に鉄系主剤とこれを活性化させる助剤からなる脱酸素剤組成物がポリオレフィン等の熱可塑性樹脂に練り混まれたコンパウンドを予め製作し、これを押し出し機等で再溶融して、各種ラミネート、共押し出し等の積層方法により積層する方法が公知である。
【0005】
【発明が解決しようとする課題】
脱酸素性多層体及びそれよりなる包装容器の酸素吸収性能は、脱酸素性多層体における単位面積当たりでの酸素を吸収する速度、いわゆる酸素吸収速度と、脱酸素性多層体における単位面積当たりでの吸収可能な酸素の量、いわゆる酸素吸収容量により評価される。
酸素吸収速度は主に酸素吸収性樹脂層中の脱酸素剤含有量及び容器表面から酸素吸収性樹脂層中の脱酸素剤迄の酸素移動速度に依存し、酸素吸収容量は主に脱酸素性多層体中の脱酸素剤含有量に依存する。
【0006】
優れた酸素吸収性能すなわち酸素吸収速度及び酸素吸収容量の大きな脱酸素性多層体を得るためには、予め脱酸素剤含有量の高いコンパウンドを作製、これを使用して脱酸素剤含有量の高い酸素吸収性樹脂層を積層する必要がある。しかしながら、コンパウンド中の脱酸素剤含有量が高くなると、コンパウンドの流動性が大きく低下するため、コンパウンド自体を作製することや、Tダイを備えた押し出し機からコンパウンドを押し出して均一な厚みのフィルムを形成することは困難になるので、コンパウンド中に多量の脱酸素剤を添加するには限界がある。
【0007】
また、酸素吸収性樹脂層中の脱酸素剤含有量を抑えても酸素吸収性樹脂層の膜厚を厚く設定することで、酸素吸収容量の改善は可能ではあるが、単に酸素吸収性樹脂層の膜厚を厚くするだけでは酸素吸収速度の向上は十分でなく、実質的な酸素吸収性能の向上を果たすのは困難である。また、酸素吸収性樹脂層の膜厚が厚い脱酸素性多層体は、多層体の総厚みが必要以上に厚くなって包装材料としての物性に問題が生じたり、熱成形、製袋等の二次加工性が悪化したり、さらに原料コストが高くなる欠点があった。
【0008】
本発明の解決課題は、優れた酸素吸収性能すなわち酸素吸収速度及び酸素吸収容量の大きな脱酸素性多層体及びそれよりなる包装容器を得ることである。本発明のもう一つの解決課題は、従来製造が困難であった、脱酸素剤を多量に含有する脱酸素性フィルム及びその製造方法を提供することである。
【0009】
【課題を解決するための手段】
本発明者らは、上記の従来技術の問題点に鑑み、脱酸素性多層体中に多量の脱酸素剤を添加し、優れた酸素吸収性能を発揮する脱酸素性多層体、その製造方法に関して鋭意研究を重ねた結果、脱酸素剤を、熱可塑性樹脂フィルム(A)と脱酸素剤を熱可塑性樹脂中に分散してなる酸素吸収性樹脂フィルム(B)との間に挟み込んで接合することにより、酸素吸収性樹脂層の膜厚を必要以上に厚くしなくても脱酸素性多層体中に多量の脱酸素剤を含有させることができることを見い出し、本発明に至った。
【0010】
すなわち本発明は、脱酸素剤(C-1)を熱可塑性樹脂フィルム(A)と脱酸素剤(C-2)を熱可塑性樹脂中に分散してなる酸素吸収性樹脂フィルム(B)の間に挟み込んでなる脱酸素性多層体に関する。
また本発明は、挟み込まれた脱酸素剤(C-1)が、熱可塑性樹脂フィルム(A)と酸素吸収性樹脂フィルム(B)のいずれか一方又は両方のフィルム表面に埋め込まれていることを特徴とする脱酸素性フィルムに関する。
また本発明は、脱酸素剤(C)の平均粒径が1〜100μmの鉄粉を主剤とする脱酸素剤組成物であることを特徴上記脱酸素性多層体に関する。
また本発明は、挟み込まれた脱酸素剤(C-1)の重量が、多層体1m2当たり10〜100gであることを特徴とする上記脱酸素性多層体に関する。
また本発明は、酸素吸収性樹脂フィルム(B)中の脱酸素剤(C-2)含有量が10〜60重量%であることを特徴とする上記脱酸素性多層体に関する。
また本発明は、上記脱酸素性多層体に少なくともガスバリア層が積層されてなる脱酸素性多層体に関する。
また本発明は、熱可塑性樹脂フィルム(A)表面に脱酸素剤(C-1)を均一に散布し、該散布面に酸素吸収性樹脂フィルム(B)を熱圧着することを特徴とする脱酸素性多層体の製造方法に関する。
また本発明は、包装容器の少なくとも一部に上記の脱酸素性多層体を使用してなる包装容器に関する。
【0011】
【発明の実施の形態】
本発明に用いられる脱酸素剤(C)、すなわち(C-1)及び(C-2)としては、酸素吸収反応を生起することができるものであれば制限することなく使用できる。熱可塑性樹脂フィルム(A)と酸素吸収性樹脂フィルム(B)の間に挟み込む脱酸素剤(C-1)と、熱可塑性樹脂中に分散させる脱酸素剤(C-2)とは、同種であっても異なっていても良い。脱酸素剤(C-1)及び(C-2)として、好ましくは、被酸化性の主剤と助剤の組み合わせからなる脱酸素剤組成物が用いられる。主剤には、金属粉、亜硫酸塩、亜二チオン酸塩、アスコルビン酸又はその塩、アスコルビン酸エステル等が使用されるが、中でも金属粉が好ましく、鉄粉が特に好ましく用いられる。また、助剤には、主剤の酸素吸収反応を促進する化学物質が用いられる。
【0012】
鉄粉を主剤とする場合、酸素吸収反応を起こしうるものであれば純度等に特に制限することなく使用でき、例えば、表面の一部が既に酸化していても良く、他の金属を含有するものであっても良い。また、鉄粉は粒状のものが好ましく、例えば、還元鉄粉、噴霧鉄粉、電解鉄粉等の鉄粉、鋳鉄、鋼材等の各種鉄の粉砕物や研削品等が用いられる。鉄粉は、酸素吸収性樹脂フィルム(B)の膜厚を薄くして強度を得るために細かい方が良く、平均粒径1〜200μmが好ましく、1〜100μmが特に好ましい。
【0013】
鉄粉を主剤とした脱酸素剤組成物の場合、助剤にはハロゲン化金属が使用される。ハロゲン化金属は主剤の酸素吸収反応に触媒的に作用するものである。ハロゲン化金属としては、例えば、アルカリ金属又はアルカリ土類金属の塩化物、臭化物、ヨウ化物が用いられ、リチウム、ナトリウム、カリウム、マグネシウム、カルシウム、又はバリウムの塩化物、ヨウ化物が好ましく用いられる。ハロゲン化金属の配合量は、鉄粉100重量部当たり好ましくは0.1〜20重量部、より好ましくは0.1〜5重量部である。
【0014】
ハロゲン化金属を、鉄粉を主剤とした脱酸素剤の助剤として使用する場合、予め混合して添加することが好ましい。例えば、ボールミル、スピードミル等を用いてハロゲン化金属と鉄粉を混合する方法、鉄粉表面の凹凸部にハロゲン化金属を埋め込む方法、バインダーを用いてハロゲン化金属を鉄粉表面に付着させる方法、ハロゲン化金属水溶液と鉄粉を混合した後乾燥して鉄粉表面にハロゲン化金属を付着させる方法等をとることができる。これにより、鉄粉に付着して容易に分離しないようにできる。好ましい脱酸素剤組成物は、鉄粉とハロゲン化金属を含む鉄粉系組成物であり、特に好ましくは、鉄粉にハロゲン化金属を付着させたハロゲン化金属被覆鉄粉組成物である。
【0015】
本発明で用いられる脱酸素剤組成物には、必要に応じて、アルカリ土類金属酸化物、シラン系やチタネート系の分散剤、クレー、マイカ、シリカ、炭酸カルシウム等の充填剤、活性炭、ゼオライト等の吸着剤を添加することができる。
【0016】
本発明における熱可塑性樹脂フィルム(A)は、溶着性と酸素透過性に優れたポリオレフィン類が好ましく用いられる。ポリオレフィン類としては、例えば、低密度ポリエチレン、中密度ポリエチレン、直鎖状低密度ポリエチレン及び高密度ポリエチレンに例示される各種ポリエチレン、ポリプロピレンホモポリマー、プロピレン−エチレンブロック共重合体及びプロピレン−エチレンランダム共重合体に例示される各種ポリプロピレン、メタロセンポリエチレンやメタロセンポリプロピレン等のメタロセン触媒によるポリオレフィン、ポリメチルペンテン、エチレン−酢酸ビニル共重合体、エチレン−αオレフィン共重合体等、並びに、これらの混合物が挙げられる。
【0017】
この中では、プロピレン−エチレンランダム共重合体、プロピレン−エチレンブロック共重合体、低密度ポリエチレン、直鎖状低密度ポリエチレン及びメタロセンポリエチレンが特に好ましい。
また、この熱可塑性樹脂には必要に応じて、エラストマー等の熱可塑性樹脂、酸化防止剤、酸化チタンなどの顔料、シリカなどの無機フィラー、カーボンブラックなどの着色剤、活性炭などの吸着剤、充填剤等を添加しても良い。
特に、酸化チタンなどの無機物を添加すると、熱可塑性樹脂フィルム(A)をそのまま包装容器の隔離層とした際に、脱酸素剤(C)が隠蔽され、外観上、隔離層の表面に露出することがないので、好ましい。
【0018】
熱可塑性樹脂フィルム(A)の厚みは、10〜200μmの範囲であることが好ましく、30〜150μmの範囲であればより好ましい。10μmより薄いと、加工性に問題が生じたり、脱酸素剤(C-1)が表面に露出する可能性がある。また、200μmより厚いとコスト的に問題がある。
【0019】
本発明における酸素吸収性樹脂フィルム(B)は、脱酸素剤(C-2)と熱可塑性樹脂を溶融混練して予め作製したコンパウンドから形成される。脱酸素剤(C-2)としては、前述の脱酸素剤(C)を使用することができる。
熱可塑性樹脂には、溶着性と酸素透過性に優れたポリオレフィン類が好ましく用いられる。ポリオレフィン類としては、例えば、低密度ポリエチレン、中密度ポリエチレン、直鎖状低密度ポリエチレン及び高密度ポリエチレンに例示される各種ポリエチレン、ポリプロピレンホモポリマー、プロピレン−エチレンブロック共重合体及びプロピレン−エチレンランダム共重合体に例示される各種ポリプロピレン、メタロセンポリエチレンやメタロセンポリプロピレン等のメタロセン触媒によるポリオレフィン、ポリメチルペンテン、エチレン−酢酸ビニル共重合体、エチレン−αオレフィン共重合体等、並びに、これらの混合物が挙げられる。
この中では、プロピレン−エチレンランダム共重合体、プロピレン−エチレンブロック共重合体、低密度ポリエチレン、直鎖状低密度ポリエチレン又はメタロセンポリエチレンが特に好ましい。
【0020】
また、この熱可塑性樹脂には必要に応じて、エラストマー等の熱可塑性樹脂、酸化防止剤、酸化チタンなどの顔料、シリカなどの無機フィラー、カーボンブラックなどの着色剤、活性炭などの吸着剤、充填剤等を添加しても良い。
酸素吸収性樹脂フィルム(B)に使用する熱可塑性樹脂としては前述の熱可塑性樹脂フィルム(A)と同種のポリオレフィン類を使用することが、両フィルムを溶着した場合の強度が高くなるので、好ましい。酸素吸収性樹脂フィルム(B)を形成するコンパウンドは、従来公知の方法、例えば、押し出し機による溶融混練後、ストランドダイから押し出し、冷却工程を経てペレット化する等の方法を用いて作製することができる。
【0021】
本発明における酸素吸収性樹脂フィルム(B)中の脱酸素剤組成物の含有量は、好ましくは10〜60重量%であり、より好ましくは20〜60重量%である。これより低いと、本発明が目的とする大きな酸素吸収容量が得られない場合がある。また、これより高いと酸素吸収性樹脂フィルム(B)の製膜性が悪化し、製造工程上問題となる。
【0022】
酸素吸収性樹脂フィルム(B)の厚みは、10〜250μmの範囲にすることが好ましく、20〜200μmの範囲にすることがより好ましい。10μmより薄いと加工性に問題が生じる場合が多く、また250μmより厚いと、脱酸素性多層体の総厚みが大きくなって容器への加工性が低下したり、コストが大きくなる。
【0023】
本発明の酸素吸収性樹脂フィルム(B)には、必要に応じて、酸化チタンやカーボンブラックなどの着色剤、アルカリ土類金属酸化物、シラン系やチタネート系の分散剤、クレー、マイカ、シリカ、炭酸カルシウム等の充填剤、酸化防止剤、活性炭、ゼオライト等の吸着剤を添加することができる。
【0024】
本発明では、熱可塑性樹脂フィルム(A)と、脱酸素剤(C-2)を熱可塑性樹脂中に分散してなる酸素吸収性樹脂フィルム(B)との間に、脱酸素剤(C-1)を挟み込み、フィルム(A)とフィルム(B)を接合することにより、脱酸素性フィルムを製造する。脱酸素剤(C-1)としては、前述の脱酸素剤(C)を使用することができる。
【0025】
フィルム(A)とフィルム(B)の接合は、種々の方法で可能である。たとえば、フィルム(A)又はフィルム(B)の表面に接着剤を塗布又はコーティングし、脱酸素剤組成物を均一に散布し、次いでフィルム(B)又はフィルム(A)を接着する。また、フィルム(A)又はフィルム(B)の表面に脱酸素剤組成物を均一に散布し、次いで接着剤を塗布又はコーティングした、フィルム(B)又はフィルム(A)を接着してもよい。
【0026】
特に、熱圧着による方法が、コストが低いので好ましい。即ち、熱可塑性樹脂フィルム(A)表面に脱酸素剤(C-1)を均一に散布し、該散布面に、脱酸素剤(C-2)を熱可塑性樹脂中に分散してなる酸素吸収性樹脂フィルム(B)を熱圧着することにより、工業的的に製造できる。また、脱酸素剤(C-2)を熱可塑性樹脂中に分散してなる酸素吸収性樹脂フィルム(B)表面に脱酸素剤(C-1)を均一に散布し、該散布面に、熱可塑性樹脂フィルム(A)を熱圧着することもまた、好ましい。熱圧着するには、押出し積層法が好ましい。
【0027】
フィルム(A)とフィルム(B)を接合する際、脱酸素剤(C-1)を挟み混んだ部分においては空隙無く熱可塑性樹脂フィルム(A)と酸素吸収性樹脂フィルム(B)が接着されなければならない。空隙が生じ、脱酸素剤(C-1)が固定されない状態となった場合、脱酸素剤(C-1)が脱落して周囲を汚染する可能性がある。そのためには、脱酸素剤(C-1)が両方のフィルム、又は何れか一方のフィルム表面に埋め込まれた状態が好ましい。
【0028】
好ましくは、散布された脱酸素剤(C-1)は酸素吸収性樹脂フィルム(B)側に埋め込まれる割合が高くなるようにする。即ち、熱可塑性樹脂フィルム(A)表面に脱酸素剤(C-1)を均一に散布し、該散布面に、脱酸素剤(C-2)を熱可塑性樹脂中に分散してなる酸素吸収性樹脂フィルム(B)を圧着することが好ましい。圧着方法は押出し積層が好ましい。このようにして得た脱酸素性フィルムは、熱可塑性樹脂フィルム(A)を隔離層とすることで、隔離層を透過してきた酸素は脱酸素剤密度が高くなっているフィルム(B)表面において効率良く脱酸素剤と反応し、結果として高い酸素吸収速度が得られる。
【0029】
熱可塑性樹脂フィルム(A)と酸素吸収性樹脂フィルム(B)に挟み込まれる脱酸素剤(C-1)の重量は、脱酸素性フィルム1m2当たり150g以下、好ましくは10〜100gであり、より好ましくは20〜100gである。脱酸素剤(C-1)の重量が、この範囲より低いと本発明が目的とする優れた酸素吸収性能が得られず、またこの範囲より高いと熱可塑性樹脂フィルム(A)と酸素吸収性樹脂フィルム(B)の接着強度が不十分になり多層体の機械的強度や、成形性、また包装容器としたときの性能に悪影響を及ぼす場合がある。
【0030】
本発明の脱酸素性フィルムは、熱可塑性樹脂フィルム(A)、脱酸素剤(C-2)が分散した熱可塑性樹脂からなる酸素吸収性樹脂フィルム(B)及び脱酸素剤(C-1)からなり、フィルム(A)とフィルム(B)が脱酸素剤(C-1)を挟み込み、接合されてなる。
より詳しくは、本発明の脱酸素性フィルムは、熱可塑性樹脂フィルム(A)、脱酸素剤(C-2)が分散した熱可塑性樹脂からなる酸素吸収性樹脂フィルム(B)及び脱酸素剤(C-1)からなり、脱酸素剤(C-1)が、接合された熱可塑性樹脂フィルム(A)及び酸素吸収性樹脂フィルム(B)の少なくとも一方のフィルムの接合面に埋め込まれてなる。
【0031】
脱酸素性フィルムの単位面積当たり脱酸素剤含有量すなわち脱酸素剤(C-1)と脱酸素剤(C-2)の量比及び合計含有量は、使用用途及び目的に応じて任意に決めることができるが、通常10〜450g/m2、好ましくは、50〜450g/m2である。特に、脱酸素剤含有量が高い脱酸素性フィルムを製造することは、脱酸素剤(C-2)を熱可塑性樹脂中に分散してなる酸素吸収性樹脂フィルム(B)のみでは、脱酸素性フィルムを厚くしない限り工業的な実施が困難であるが、本発明では、酸素吸収性樹脂フィルム(B)に分散される脱酸素剤(C-2)含有量を酸素吸収性樹脂の成形加工性の良い範囲に抑えることができるので、工業的な実施が容易である。
【0032】
散布については、脱酸素剤(C-1)がフィルムにむら無く散布される方法であれば、粉体を散布するための公知の装置が利用できる。脱酸素剤の添加の制御は、散布量の制御により容易かつ安定的に行なうことができる。
また熱圧着については、押出し積層などの樹脂フィルム積層用の公知の装置が利用できる。押出し積層方法によれば、シンプルな装置で大量製造ができるため、優位な製造コストの達成が可能である。
【0033】
本発明の脱酸素性フィルムの製造方法の具体例を図1に示して説明する。
熱可塑性樹脂フィルム(A)面上に粒状の脱酸素剤組成物を散布し、これにTダイから溶融状態で供給される酸素吸収性樹脂層を積層し、ロールで熱圧着後冷却して、脱酸素剤組成物が挟み込まれた状態で脱酸素性多層体が形成される。また、脱酸素剤(C)を散布した後にフィルム表面から脱落しないよう、表面に接着剤をコーティングした熱可塑性樹脂フィルム(A)の接着剤面上に脱酸素剤組成物を散布し、これにTダイから溶融状態で供給される酸素吸収性樹脂層を積層し、ロールで熱圧着後冷却して一体化しても良い。
【0034】
熱圧着することにより、粒状の脱酸素剤組成物が挟み込まれた熱可塑性樹脂層と酸素吸収性樹脂層との密着性が高まり、両層間及び粒状の脱酸素剤組成物周辺の空隙を無くすことができる。また、熱圧着することにより、脱酸素剤組成物がフィルム表面に埋め込まれるため、脱酸素剤組成物の脱落が防止され、更には両層の層間剥離を防止する強固な積層が可能になり、両フィルムが一体化した脱酸素性多層体が得られる。
【0035】
本発明の脱酸素性多層体は鮮度保持剤として、そのまま又は通気性を有する包材で包装して食品等の保存用途に使用される。しかし、脱酸素機能を有する包装容器の部材として用いる際には、片面にガスバリア層を積層した脱酸素性多層体が使い易い。即ち、本発明は、脱酸素性フィルムの片側表面、好ましくは、酸素吸収性樹脂フィルム(B)表面にガスバリア層が積層されてなる脱酸素性多層体である。
【0036】
ガスバリア層は、包装容器とした場合に容器外部から侵入する酸素を遮断する層であり、例えば、アルミ箔等の金属箔、ポリ塩化ビニリデン、エチレン−酢酸ビニル共重合体ケン化物、ナイロン6、ナイロン66、MXナイロン、非晶性ナイロン、ポリエチレンテレフタレート等のガスバリア性樹脂、アルミ蒸着フィルムやシリカ蒸着フィルム等の蒸着フィルム等を単独又は組み合わせて用いることができる。その酸素透過度は、加工性及びコストが許す限りできるだけ小さくすることが望ましく、その膜厚に関係なく100cc/m2・atm・day(23℃、100%RH)以下であることが必要であり、より好ましくは50cc/m2・atm・day(23℃、100%RH)以下である。このようにすることで、本発明にかかる脱酸素性多層体を用いて包装容器を製造した際に、包装容器の外部から侵入する酸素量を少なくすることができ、収納物品の保存性をより優れたものにすることができる。
【0037】
ガスバリア層の形成は、熱可塑性樹脂フィルム(A)と酸素吸収性樹脂フィルム(B)の接合前に、予めフィルム(A)又はフィルム(B)の接合面の反対側に積層しておいても良い。また、脱酸素剤(C-1)を挟み込む工程において、同時に熱可塑性樹脂フィルム(A)又は酸素吸収性樹脂フィルム(B)の接合面の反対側に同時に積層しても良い。あるいは、接合された脱酸素性フィルムの熱可塑性樹脂フィルム(A)側又は酸素吸収性樹脂フィルム(B)側に積層しても良い。ガスバリア層の積層方法は共押し出し、押し出しラミネート法、ドライラミネート法、ホットメルトラミネート法等の公知の積層方法を用いることができる。
【0038】
本発明では、脱酸素性多層フィルムのガスバリア材料を積層する面に、予め熱可塑性樹脂層を設けた後、ガスバリア材料を積層することもできる。特に、ガスバリア層を本発明の脱酸素性多層体における熱可塑性樹脂フィルム(B)側に積層した場合、この熱可塑性樹脂層を積層することにより、脱酸素性多層フィルムとガスバリア材料ガスバリア層とを積層した場合の両層の接着力が強化されるので、好ましい。熱可塑性樹脂層としては前述の熱可塑性樹脂フィルム(A)と同種のものを使用することができるが、特に、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂が好ましい。
【0039】
また、ガスバリア層の破損やピンホールを防ぐために、ガスバリア層の外側に熱可塑性樹脂からなる保護層を積層することができる。保護層に用いる熱可塑性樹脂としては、例えば、各種ポリエチレン、各種ポリプロピレン等の各種ポリオレフィン、ナイロン6、ナイロン66等の各種ポリアミド、ポリエチレンテレフタレート等の各種ポリエステルが挙げられ、これらを単独で、又は組み合わせて用いることができる。
【0040】
また本発明では、ガスバリア層を積層した面の反対側に強度向上などの目的で、さらに熱可塑性樹脂層(A')を設けることができる。特に、ガスバリア層を本発明の脱酸素性多層体における熱可塑性樹脂フィルム(A)側に積層した場合、酸素吸収性樹脂フィルム(B)表面上、又は、脱酸素性多層体容器内側表面上に、さらに熱可塑性樹脂層(A')を積層することが好ましい。脱酸素性フィルムの収納物側に位置する熱可塑性樹脂層(A')により、酸素吸収性樹脂フィルム(B)から脱酸素剤(C-2)が脱落して収納物が汚染されることが防止される。熱可塑性樹脂層(A')の積層方法は、従来公知の積層方法を利用することができる。
【0041】
熱可塑性樹脂層(A')としては前述の熱可塑性樹脂フィルム(A)と同種のものを使用することができるが、特に、ヒートシール性を有するポリエチレン、ポリプロピレンが好ましい。また、この熱可塑性樹脂には必要に応じて、エラストマー等の熱可塑性樹脂、酸化防止剤、酸化チタンなどの顔料、シリカなどの無機フィラー、カーボンブラックなどの着色剤、活性炭などの吸着剤、充填剤等を添加しても良い。
【0042】
本発明の脱酸素性多層体は、フィルム状又はシート状の包装材料として各種の用途に用いられる。これを袋やトレイ等の包装容器に加工することによって、外観や香味保持性等の物性に優れ、かつ包装加工性に優れた脱酸素性包装容器が得られる。本発明の脱酸素性多層体を容器の少なくとも一部に使用してなる包装容器は、容器外から僅かに侵入する酸素の他、容器内の酸素を吸収して、容器内保存物の酸素による変質を防止して長期の保存を可能にする。即ち、脱酸素性多層体を、袋、トレイ、チューブ等の包装容器に加工して使用することにより、また容器の蓋材、トップシールフィルムなどの部材として使用することにより、包装容器に脱酸素機能が付与される。例えば、フィルム状の脱酸素性多層体を側面用フィルム2枚と底面用フィルム1枚よりなる自立性を有する袋(スタンディングパウチ)の部材として使用することにより、機能的な包装袋とすることができる。
【0043】
本発明の脱酸素機能を有する包装容器は、酸素による品質劣化の防止に優れた効果を発揮するため、各種物品の保存用途に用いられる。また、小袋入り脱酸素剤(C)等の従来の脱酸素剤(C)では適用が困難な、液状の食品や医薬品、高水分の食品や医薬品等の水分を多量に含んだ物品の保存用途にも使用することができる。例えば、液体系食品としては、ジュース、酒、コーヒー、茶、ゼリー飲料、健康飲料等の液体飲料、調味液、ソース、醤油、ドレッシング、液体だし、マヨネーズ、味噌、すり下ろし香辛料等の調味料、クリーム、チョコレートペースト等のペースト状菓子、液体スープ、煮物、漬け物、シチュー等の液状加工食品、高水分食品としては、そば、うどん、ラーメン等の生麺及びゆで麺、精米、調湿米、無洗米等の調理前の米類や調理された炊飯米、五目飯等の加工米製品類、粉末スープ、だしの素等の粉末調味料、その他高水分及び液体系物品としては、工業材料、農薬や殺虫剤等の固体状や溶液状の化学薬品並びに乳液、液体及びペースト状の医薬品、化粧水、化粧クリーム、化粧乳液、整髪料、染毛剤、シャンプー等が挙げられる。
【0044】
【実施例】
本発明を実施例に沿ってさらに詳しく説明する。なお本発明は実施例に必ずしも限定されない。
【0045】
製造例1
平均粒径30μmの還元鉄粉100部(重量部、以下同じ)を加熱ジャケット付き真空混合乾燥機中に投入し、10mmHgの減圧下140℃で加熱しつつ、塩化カルシウム50重量%水溶液5部を噴霧し、乾燥した後、篩い分けして粗粒を除き、粒状の脱酸素剤組成物(真比重8g/cm3)を得た。
【0046】
実施例1
製造例1で作製した脱酸素剤組成物60部と、直鎖状低密度ポリエチレン(三井化学(株)製、商品名:ウルトゼックス15100C、真比重0.92g/cm3、以下LLDPEと略す)40部をドライブレンドし、二軸押し出し機を用いて樹脂温度230℃にて押し出しを行い、ブロワ付きネットベルトで冷却後ペレタイザーを経て、脱酸素剤組成物配合コンパウンド1を得た(真比重1.96g/cm3)。
【0047】
次いで、単軸押し出し機、Tダイ、冷却ロール、引き取り機からなる押出ラミネーターを用い、繰り出されるLLDPE(東京セロファン紙(株)製、商品名:TUX−TC#50)からなる厚さ50μmのフィルム表面に、製造例1で作製した脱酸素剤組成物を50g/m2となるように散布し、その上に、脱酸素剤組成物配合コンパウンド1からなる酸素吸収性樹脂を厚さ50μmの層となるように押し出し、両フィルムが重なった状態で冷却ロールに導入して押出ラミネートし、LLDPEフィルムと酸素吸収性樹脂層とで脱酸素剤組成物が挟み込まれた脱酸素性フィルムを得た。
【0048】
得られた脱酸素性フィルムにおける単位面積当たりの全脱酸素剤含有量は、109g/m2である。脱酸素性フィルムの含有する全脱酸素剤を厚さ50μmの酸素吸収性樹脂層に分散すると仮定した場合、脱酸素剤組成物含有量は77重量%に相当する。この脱酸素性フィルムの断面を顕微鏡にて観察したところ、熱可塑性樹脂層と酸素吸収性樹脂層とは空隙無く接合され、散布した脱酸素剤組成物の大部分は酸素吸収性樹脂層側接合面に、一部熱可塑性樹脂層側接合面に埋め込まれており、また熱可塑性樹脂層表面への脱酸素剤の露出はないことを確認した。
【0049】
脱酸素性フィルムの酸素吸収性樹脂層側にガスバリア層として厚さ9μmのアルミ箔を、厚さ20μmの低密度ポリエチレン(日本ユニカー(株)製、商品名:NUC8003、以下LDPEと略す)を接着剤樹脂として介して押し出しラミネートし、さらにアルミ箔側に保護層として厚さ12μmのポリエチレンテレフタレートフィルム(ユニチカ(株)製、商品名:エンブレットPTJ-12、以下PETと略す)をドライラミネートし、ガスバリア層を有する5層からなる脱酸素性多層体1を得た。
【0050】
2枚の脱酸素性多層体1を、LLDPEを内側にしてヒートシールし、内寸20cm×10cmの脱酸素性袋1を作製した。2つの脱酸素性袋1に水10ccを含ませた綿と空気200cc又は300ccを充填、ヒートシールにて密封した試験サンプルをそれぞれ作製した。この試験サンプルを25℃で保存して袋内部の酸素濃度経時変化を測定し、袋内酸素濃度が0.1%に到達するまでの所要時間を脱酸素所用時間として求めた。この結果を表1に示す。
【0051】
比較例1
脱酸素剤組成物をLLDPEフィルム表面に散布しないこと以外は実施例1と同様にして、脱酸素性多層体4を得た。脱酸素性多層体4の構成は、内面となる側から、LLDPEフィルム;50μm/酸素吸収性樹脂層(脱酸素剤含有量60重量%);50μm/LDPE;20μm/アルミ箔;9μm/PET;12μmである。この脱酸素性フィルムにおける単位面積当たりの全脱酸素剤含有量は、59g/m2である。この脱酸素性多層体2を用いて、実施例1と同様に脱酸素性袋4を作製し、袋内部酸素濃度の経時変化測定を行った。結果を表1に示す。
【0052】
比較例2
製造例1で得られた脱酸素剤組成物77部とLLDPE23部を用いて、脱酸素剤組成物配合コンパウンド3を、実施例1と同様の方法にて得た(真比重2.89g/cm3)。コンパウンド3は、厚さ50μmの層とした場合の単位面積当たりの全脱酸素剤含有量が109g/m2に相当する量の脱酸素剤組成物を含有する。なお、脱酸素剤組成物配合コンパウンド3は製造の際にストランド化することが困難で、安定した生産ができなかった。
続いて、脱酸素剤組成物をLLDPEフィルム表面に散布しないこと以外は実施例1と同様にして脱酸素性多層体を作製しようと試みたが、酸素吸収性樹脂層を厚さ50μmに連続的に製膜することが不可能であり、脱酸素性多層体を作製することができなかった。
【0053】
実施例2
製造例1で作製した脱酸素剤組成物及びLLDPEの配合量をそれぞれ30部と70部に変えた他は実施例1と同様にして、脱酸素剤組成物配合コンパウンド2を得た(真比重1.25g/cm3)。続いて、繰り出されるLLDPEからなる厚さ50μmのフィルム表面に、製造例1で作製した脱酸素剤組成物を80g/m2となるように散布し、その上に、脱酸素剤組成物配合コンパウンド2からなる酸素吸収性樹脂を厚さ30μmの層となるように押し出し、両フィルムが重なった状態で冷却ロールに導入して押出ラミネートし、LLDPEフィルムと酸素吸収性樹脂層とで脱酸素剤組成物が挟み込まれた脱酸素性フィルムを得た。
この脱酸素性フィルムにおける単位面積当たりの全脱酸素剤含有量は、91g/m2である。この脱酸素性フィルムの断面を顕微鏡にて観察したところ、熱可塑性樹脂層と酸素吸収性樹脂層とは空隙無く接合され、散布した脱酸素剤組成物の大部分は酸素吸収性樹脂層側接合面に、一部熱可塑性樹脂層側接合面に埋め込まれており、また熱可塑性樹脂層表面への脱酸素剤の露出はないことを確認した。
【0054】
次に、実施例1と同様にして、脱酸素性フィルムの酸素吸収性樹脂層側にアルミ箔及びPETを積層し、脱酸素性多層体2を得た。さらに、この脱酸素性多層体2を用いて、実施例1と同様に脱酸素性袋2を作製し、袋内部酸素の脱酸素所要時間の測定を行った。結果を表1に示す。
【0055】
実施例3
実施例2で得られた脱酸素性フィルムの酸素吸収性樹脂層側にLLDPEを厚さ50μmとなるように押し出しラミネートした後、脱酸素性フィルムのLLDPEフィルムからなる熱可塑性樹脂層側にガスバリア層として厚さ9μmのアルミ箔を、厚さ20μmの低密度ポリエチレンを接着剤樹脂として介して押し出しラミネートし、さらにアルミ箔側に保護層として厚さ12μmのPETをドライラミネートし、ガスバリア層を有する6層からなる脱酸素性多層体3を得た。さらに、この脱酸素性多層体3を用いて、実施例1と同様に脱酸素性袋3を作製し、袋内部酸素の脱酸素所要時間の測定を行った。結果を表1に示す。
【0056】
【表1】

表1の結果から明らかなように、脱酸素剤組成物を散布して脱酸素性多層体中の脱酸素剤組成物含有量を向上させた実施例1乃至実施例3では、脱酸素剤組成物を散布しない従来例である比較例1と比較して、袋内の酸素濃度を速やかに吸収し、特に袋内の空気量が多い範囲にて脱酸素するまでの所要時間が大きく短縮されることが確認された。
脱酸素性フィルムの製造については、比較例2に示したように、脱酸素剤が高含有量に添加されたコンパウンドを作製して、これを酸素吸収性樹脂フィルム(層)を工業的に製造することはきわめて困難である。これに対し、本発明では、脱酸素剤が高含有量に添加された脱酸素性フィルムが、工業的に製造され、脱酸素剤の添加の制御も容易かつ安定的に行なうことができる。
【0058】
実施例4
実施例1にて作製した脱酸素性多層体1とKON積層フィルム(KON;ダイセル化学(株)製、商品名:セネシKON#6000、15μm/ポリエチレン;60μm)から脱酸素性袋5(内寸;縦18×横15cm)を作製した。この脱酸素性袋5にラーメン用の生麺100gを充填、袋内部の空気量が約80ccとなるようにヒートシールして密封した。続いてこの包装袋を25℃で保存して袋内部の酸素濃度経時変化を測定し、袋内酸素濃度が0.1%になるまでの脱酸素所要時間を調査した。また、生麺の保存を開始してから2ヶ月後に生麺の外観及び香りを調査した。これらの結果を表2に示す。
【0059】
比較例3
脱酸素性多層体1の代わりに比較例1にて作製した脱酸素性多層体4を使用したこと以外は実施例4と同様にして、脱酸素性袋6を作製し、生麺を充填、密封し、25℃で保存して袋内酸素濃度が0.1%になるまでの脱酸素所要時間、並びに、2ヶ月後の生麺の外観及び香りの調査を行った。これらの結果を表2に示す。
【0060】
比較例4
脱酸素性多層体1の代わりにアルミ箔積層フィルム(PET;12μm/アルミ箔;9μm/ポリエチレン;40μm)を使用したこと以外は実施例4と同様にして、脱酸素性袋7を作製し、生麺を充填、密封し、25℃で保存して袋内酸素濃度が0.1%になるまでの脱酸素所要時間、及び2ヶ月後の生麺の外観、及び香りの調査を行った。これらの結果を表2に示す。
【0061】
【表2】
表2の結果から明らかなように、脱酸素剤組成物を散布し、脱酸素性多層体中の脱酸素剤添加量を多くした実施例4では、速やかに袋内の酸素を吸収し、内容物の保存性に優れていた。それに対して、脱酸素剤組成物の添加量が約半分の比較例3では、酸素吸収機能を持たない比較例4と比べて内容物保存性に優れるものの、実施例4と比べて酸素吸収速度がやや遅く、生麺に若干の黄変が見られ、内容物保存性に問題があることが確認された。
【0063】
実施例5
製造例1にて作製した脱酸素剤組成物40部と、プロピレン−エチレンランダム共重合体(日本ポリケム(株)製、商品名:ノバテックPPFL25R、真比重0.9g/cm3、以下ランダムPPと略す)60部をドライブレンドし、二軸押し出し機を用いて樹脂温度260℃にて押し出しを行い、ブロワ付きネットベルトで冷却後ペレタイザーを経て、脱酸素剤組成物配合コンパウンド4(真比重1.40g/cm3)を得た。
【0064】
次いで、単軸押し出し機、Tダイ、冷却ロール、引き取り機からなる押出ラミネーターを用い、繰り出される厚さ50μmの白色CPPフィルム表面に、製造例1にて作製した脱酸素剤組成物を80g/m2となるように散布し、一方押し出し機より脱酸素剤組成物配合コンパウンド4を厚さ50μmとなるように押し出し、両フィルムを重ねて冷却ロールに導入して押出ラミネートし、白色CPPフィルムと脱酸素剤組成物配合コンパウンド4から形成された酸素吸収樹脂層とで脱酸素剤組成物が挟み込まれた脱酸素性フィルムを得た。
【0065】
この脱酸素性多層体における全脱酸素剤含有量は、108g/m2である。脱酸素性フィルムの含有する全脱酸素剤を厚さ50μmの酸素吸収性樹脂層に分散すると仮定した場合、脱酸素剤組成物含有量は76重量%に相当する。この脱酸素性多層体の一部をサンプリングして断面を顕微鏡にて観察したところ、白色CPPフィルムと酸素吸収性樹脂層は空隙無く接着され、粒状の脱酸素剤(C)は酸素吸収性樹脂層側、或いは両方の層に埋め込まれていることを確認した。
【0066】
次に、共押し出し装置を用いてプロピレン−エチレンブロック共重合体(日本ポリケム(株)製、商品名:ノバテックPPEC9、以下ブロックPPと略す);100μm/無水マレイン酸変成ポリプロピレン(三井化学(株)製、商品名:アドマーQF305);20μm/ポリアミド(三菱瓦斯化学(株)製、商品名:MXナイロン6007);40μm/無水マレイン酸変性ポリプロピレン;20μm/白色ブロックPP;200μmからなるガスバリア性多層シートを作製した。次いで、無水マレイン酸変性ポリプロピレンを介して、ガスバリア性多層シートのブロックPP;100μm側と、脱酸素性多層体の酸素吸収性樹脂層側を接着し、脱酸素性多層体5を得た。
【0067】
次いで、脱酸素性多層体5からシート温度180℃にてプラグアシスト成形し、角形のトレイ状脱酸素性容器(容量300cc、内寸;縦15cm×横10cm×高さ2cm)を得た。この脱酸素性容器にお粥200gを充填し、CPP;50μm/アルミ箔;9μm/PET;12μmの構成を有するフィルムをトップフィルムとして、ヒートシールにより容器を密封した。その際の袋内部の空気量は約100ccであった。続いてこの包装容器を25℃で保存して容器内部の酸素濃度経時変化を測定し、容器内酸素濃度が0.1%に到達するまでの脱酸素所要時間を測定した。さらにこの包装容器を25℃で3ヶ月間保存した後、容器を開封し、お粥の外観及び香りを調査した。これらの結果を表3に示す。
【0068】
比較例3
脱酸素剤組成物をCPPフィルム上に散布しないこと以外は実施例4と同様にして、脱酸素性多層体6を得た。脱酸素性多層体の構成は、内面となる側から、白色CPPフィルム;50μm/酸素吸収性樹脂層(脱酸素剤含有量40重量%、単位面積当たり脱酸素剤含有量28g/m2);50μm/無水マレイン酸変性ポリプロピレン;30μm/ブロックPP;100μm/無水マレイン酸変成ポリプロピレン;30μm/MXナイロン;50μm/無水マレイン酸変性ポリプロピレン;30μm/ブロックPP;200μmである。
次いで、実施例5と同様に脱酸素性多層体6からなる脱酸素性容器を作製し、お粥を充填、容器内酸素濃度が0.1%に到達するまでの脱酸素所要時間、3ヶ月間保存後のお粥の外観及び香りの調査を行った。これらの結果を表3に示す。
【0069】
【表3】
この結果から明らかなように、脱酸素性多層体中の脱酸素剤組成物添加量が多い実施例5では、速やかに容器内部の酸素を吸収し、内容物の保存性に優れていた。一方、脱酸素剤組成物添加量の少ない比較例5では、酸素吸収速度が遅く、内容物の保存性が劣っていた。
【0071】
【発明の効果】
本発明によれば、脱酸素剤が高含有量に添加された脱酸素性フィルムが、工業的に製造され、脱酸素剤の添加の制御も容易かつ安定的に行なうことができる。本発明の脱酸素性フィルムは、脱酸素剤含有量が大きく、優れた酸素吸収速度及び酸素吸収容量を有する。
【0072】
本発明の脱酸素性フィルム及びこれを用いて得られる脱酸素性多層体は、それ自体の厚み及びこれを用いて得られる脱酸素性多層体の総厚みが必要以上に厚くなることがないので、熱成形、製袋等の二次加工性が良く、樹脂の使用量も増えないので、原料コストの点でも優れた包装材料である。
本発明の脱酸素性多層体及びこれを用いて得られる包装容器は、酸素吸収性能が高く、収納物品の長期保存を可能とする極めて有用な包装材料及び容器である。
【図面の簡単な説明】
【図1】本発明の脱酸素性多層フィルムの製造工程の一例を示す模式図
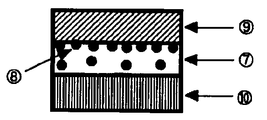
【図2】本発明の脱酸素性多層体の一例を示す断面図
【符号の説明】
丸囲み番号は、以下を表す。
1:脱酸素剤(C-1)散布装置
2:Tダイ
3:圧着用ロール
4:熱可塑性樹脂フィルム(A)
5:脱酸素剤(C-1)
6:酸素吸収性樹脂フィルム(B)
7:酸素吸収性樹脂層
8:散布され圧着された脱酸素剤(C-1)
9:熱可塑性樹脂層
10:ガスバリア層
Claims (5)
- 直鎖状低密度ポリエチレンからなるフィルム(A)、脱酸素剤(C−2)が分散した直鎖状低密度ポリエチレンからなる酸素吸収性樹脂フィルム(B)及び脱酸素剤(C−1)からなり、フィルム(A)とフィルム(B)が脱酸素剤(C−1)を挟み込んで接合されてなる脱酸素性フィルムのフィルム(B)側外部表面に、さらに熱可塑性樹脂層(D)とガスバリア層(E)がこの順で積層されてなる多層体を、少なくとも一部に使用してなる包装容器。
- 直鎖状低密度ポリエチレンからなるフィルム(A)、脱酸素剤(C−2)が分散した直鎖状低密度ポリエチレンからなる酸素吸収性樹脂フィルム(B)及び脱酸素剤(C−1)からなり、脱酸素剤(C−1)が、接合されたフィルム(A)及びフィルム(B)の少なくとも一方のフィルムの接合面に埋め込まれてなる脱酸素性フィルムのフィルム(B)側外部表面に、さらに熱可塑性樹脂層(D)とガスバリア層(E)がこの順で積層されてなる多層体を、少なくとも一部に使用してなる包装容器。
- 直鎖状低密度ポリエチレンからなるフィルム(A)と、脱酸素剤(C−2)を直鎖状低密度ポリエチレン中に分散してなる酸素吸収性樹脂フィルム(B)との間に、脱酸素剤(C−1)を挟み込んで、フィルム(A)とフィルム(B)を接合することを特徴とする脱酸素性フィルムのフィルム(B)側外部表面に、さらに熱可塑性樹脂層(D)とガスバリア層(E)がこの順で積層されてなる多層体を、少なくとも一部に使用してなる包装容器。
- 直鎖状低密度ポリエチレンからなるフィルム(A)表面に脱酸素剤(C−1)を均一に散布し、該散布面に、脱酸素剤(C−2)を直鎖状低密度ポリエチレン中に分散してなる酸素吸収性樹脂フィルム(B)を熱圧着することを特徴とする脱酸素性フィルムのフィルム(B)側外部表面に、さらに熱可塑性樹脂層(D)とガスバリア層(E)がこの順で積層されてなる多層体を、少なくとも一部に使用してなる包装容器の製造方法。
- 脱酸素剤(C−2)を直鎖状低密度ポリエチレン樹脂中に分散してなる酸素吸収性樹脂フィルム(B)表面に脱酸素剤(C−1)を均一に散布し、該散布面に、直鎖状低密度ポリエチレンからなるフィルム(A)を熱圧着することを特徴とする脱酸素性フィルムのフィルム(B)側外部表面に、さらに熱可塑性樹脂層(D)とガスバリア層(E)がこの順で積層されてなる多層体を、少なくとも一部に使用してなる包装容器の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP21084898A JP4139924B2 (ja) | 1998-07-27 | 1998-07-27 | 脱酸素性フィルム及びその製造方法 |
| EP99104726A EP0941836B1 (en) | 1998-03-12 | 1999-03-10 | Oxygen-absorbing multi-layer laminate, production method thereof and packaging container |
| DE1999625658 DE69925658T2 (de) | 1998-03-12 | 1999-03-10 | Sauerstoffabsorbierende Mehrschichtfolie, deren Herstellungsverfahren und Verpackungsbehälter |
| US09/266,040 US6503587B2 (en) | 1998-03-12 | 1999-03-11 | Oxygen-absorbing multi-layer laminate, production method thereof and packaging container |
| TW88103743A TW419433B (en) | 1998-03-12 | 1999-03-11 | Oxygen-absorbing multi-layer laminate production method thereof and packaging container |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP21084898A JP4139924B2 (ja) | 1998-07-27 | 1998-07-27 | 脱酸素性フィルム及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000037820A JP2000037820A (ja) | 2000-02-08 |
| JP4139924B2 true JP4139924B2 (ja) | 2008-08-27 |
Family
ID=16596120
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP21084898A Expired - Fee Related JP4139924B2 (ja) | 1998-03-12 | 1998-07-27 | 脱酸素性フィルム及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4139924B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007004508A1 (ja) * | 2005-07-06 | 2007-01-11 | Nihon Yamamura Glass Co., Ltd. | 酸素吸収性パウチ容器 |
| JP4652156B2 (ja) * | 2005-07-06 | 2011-03-16 | 日本山村硝子株式会社 | 酸素吸収性パウチ容器 |
| JP2007015708A (ja) * | 2005-07-06 | 2007-01-25 | Nihon Yamamura Glass Co Ltd | 酸素吸収性パウチ容器 |
| CN117461184A (zh) | 2021-06-11 | 2024-01-26 | 日本碍子株式会社 | 镍锌二次电池 |
-
1998
- 1998-07-27 JP JP21084898A patent/JP4139924B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000037820A (ja) | 2000-02-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6503587B2 (en) | Oxygen-absorbing multi-layer laminate, production method thereof and packaging container | |
| US6391407B1 (en) | Oxygen absorbing multi-layer film and oxygen absorbing packaging container | |
| JP4441195B2 (ja) | 脱酸素性蓋材及び脱酸素性密封容器 | |
| JP3687720B2 (ja) | 酸素吸収多層フィルム及び酸素吸収包装容器 | |
| JP3460789B2 (ja) | 脱酸素性多層フィルム | |
| JP4139924B2 (ja) | 脱酸素性フィルム及びその製造方法 | |
| JP2001354817A (ja) | 酸素吸収性樹脂組成物 | |
| JP4196142B2 (ja) | 酸素吸収性多層フィルム及び包装容器 | |
| JP2001121652A (ja) | 酸素吸収性多層フィルム及び脱酸素性容器 | |
| JP4120735B2 (ja) | 酸素吸収性多層体、製造方法及び包装容器 | |
| JP2003335367A (ja) | 脱酸素性密封容器 | |
| JPH0872941A (ja) | 脱酸素性多層構造体及びこれよりなる包装体 | |
| JP2002052655A (ja) | 酸素吸収性多層体及びこれを用いた低水分含有物品の保存方法 | |
| JP2008006635A (ja) | 引裂き性に優れる酸素吸収性多層フィルム及び酸素吸収包装容器。 | |
| JP3376915B2 (ja) | 脱酸素性多層体、これを用いた包装容器、及び食品又は医薬品の保存方法 | |
| JP4178340B2 (ja) | 脱酸素性多層フィルム及び包装容器 | |
| JPH09278024A (ja) | 液体または半液体物質の充填方法 | |
| JP3322304B2 (ja) | 脱酸素性多層フィルム及び包装袋 | |
| JP2000255008A (ja) | 酸素吸収性多層体 | |
| JP4186035B2 (ja) | 脱酸素性密封容器 | |
| JP4120723B2 (ja) | 脱酸素性多層フィルム及びその製造方法 | |
| JP2007039079A (ja) | 脱酸素性密封容器 | |
| JP4492762B2 (ja) | 酸素吸収性多層フィルム及び包装容器 | |
| JP2000062102A (ja) | 紙基材脱酸素性多層体及び紙容器 | |
| JP4200342B2 (ja) | 酸素吸収多層体及び製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071114 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080402 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080415 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080514 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080527 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110620 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110620 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130620 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130620 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140620 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |