JP4143763B2 - 研磨装置 - Google Patents
研磨装置 Download PDFInfo
- Publication number
- JP4143763B2 JP4143763B2 JP2003287338A JP2003287338A JP4143763B2 JP 4143763 B2 JP4143763 B2 JP 4143763B2 JP 2003287338 A JP2003287338 A JP 2003287338A JP 2003287338 A JP2003287338 A JP 2003287338A JP 4143763 B2 JP4143763 B2 JP 4143763B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- polishing
- grindstone
- polishing apparatus
- relative movement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Landscapes
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Description
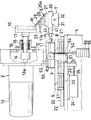
(2) 研磨装置本体
(6) ワーク保持手段
(7) 第1の相対移動手段
(8) 付勢手段
(9) 第2の相対移動手段
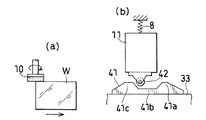
(10) 回転砥石
(11) 砥石ベース(砥石を支持する台)
(20) 第3の相対移動手段
(27) ワーク台(ワークを支持する台)
(34) 支持体
(35) ばね圧力調整用おねじ部材
(36) 円柱状ばねガイド
(37) ばね受け
(38) 定圧用ばね
(39) ストッパ
(41) 線状カム
(41a)(41c) 凸部
(41b) 凹部
(42) ガイドローラ
(50) 付勢手段
(51) プーリサポート
(52) プーリ
(54) ワイヤロープ
(55) ウエイトホルダ
(56) カウンタウエイト
(W) ワーク
Claims (7)
- 弾性体に砥粒を保持させた弾性砥石からなる回転砥石を有する研磨装置本体と、ワークを保持するワーク保持手段と、ワークの被研磨部と砥石との接触位置を研磨済みの位置から未研磨の位置に相対的に移動させる第1の相対移動手段と、第1相対移動手段による移動に伴い砥石位置をワーク接触位置およびワーク非接触位置に移動させる第2の相対移動手段とを備え、方形薄板状ワークの周縁を研磨する研磨装置において、
第2の相対移動手段を支持してこれを退避位置と研磨位置とに移動させる第3の相対移動手段と、第2の相対移動手段に設けられて回転砥石とワークの接触する圧力が略定圧となるように回転砥石またはワークを付勢する付勢手段とをさらに備えており、
第2の相対移動手段は、研磨装置本体およびワーク保持手段のいずれか一方に設けられかつ第1の移動方向に沿って凹凸が形成された線状カムと、同他方に設けられて付勢手段の付勢力によって相対的に線状カムに接近する方向に付勢されているガイドローラとを有し、線状カムの凹凸は、ガイドローラが線状カムの凸部に位置した際にこれと接触することで、回転砥石とワークとの間に付勢方向の間隙が形成され、ガイドローラが線状カムの凹部に位置した際にこれと非接触となることで、回転砥石とワークとの間に付勢手段の付勢力が作用するようになされていることを特徴とする研磨装置。 - 前記ワークは、研磨されない部分にゴミ・水等の付着を嫌う処理済み部を有することを特徴とする請求項1記載の研磨装置。
- 前記回転砥石は、周速度が0.5m/s〜2.0m/sの範囲のいずれかで用いられることを特徴とする請求項1または2記載の研磨装置。
- 付勢手段は、めねじ部が形成されている支持体と、支持体のめねじ部にねじ合わされた円筒状のばね圧力調整用おねじ部材と、両端部がおねじ部材から突出するようにおねじ部材に緩く挿通された円柱状ばねガイドと、ばねガイドの一端部に設けられたばね受けとおねじ部材の端面とに受け止められた定圧用ばねと、ばねガイドの他端部に設けられたストッパとを有していることを特徴とする請求項1,2または3記載の研磨装置。
- 付勢手段は、プーリサポートに回転可能に支持されたプーリと、プーリに掛けられたワイヤロープと、ワイヤロープに吊り下げられたウエイトホルダに載せられたカウンタウエイトとを有していることを特徴とする請求項1,2または3記載の研磨装置。
- ワーク端面の研磨を行う端面研磨用回転砥石と、前記端面に隣接する一方の面側の面取りを行う第1面取り研磨用回転砥石と、前記端面に隣接する他方の面側の面取りを行う第2面取り研磨用回転砥石とが第1の相対移動方向上に配置されていることを特徴とする請求項1から5までのいずれか1項に記載の研磨装置。
- ワークの被研磨部が平行線状の第1の辺と第2の辺とを有し、第1の辺を研磨する第1回転砥石と第2の辺を研磨する第2回転砥石とが対向状に配置されるとともに、前記第2の相対移動手段が第1および第2の辺の近傍にそれぞれ設けられていることを特徴とする請求項1から6までのいずれか1項に記載の研磨装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003287338A JP4143763B2 (ja) | 2003-08-06 | 2003-08-06 | 研磨装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003287338A JP4143763B2 (ja) | 2003-08-06 | 2003-08-06 | 研磨装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005052944A JP2005052944A (ja) | 2005-03-03 |
| JP4143763B2 true JP4143763B2 (ja) | 2008-09-03 |
Family
ID=34366342
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003287338A Expired - Fee Related JP4143763B2 (ja) | 2003-08-06 | 2003-08-06 | 研磨装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4143763B2 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006118145A1 (ja) * | 2005-04-27 | 2006-11-09 | Showa Denko K. K. | 固体電解コンデンサ |
| JP4895172B2 (ja) * | 2005-04-27 | 2012-03-14 | 株式会社村田製作所 | 固体電解コンデンサ及びその製造方法 |
| US7495892B2 (en) | 2005-04-27 | 2009-02-24 | Showa Denko K.K. | Solid electrolytic capacitor |
| JP5305214B2 (ja) * | 2006-10-06 | 2013-10-02 | 日本電気硝子株式会社 | 板ガラスの端面加工方法 |
| CN102985386B (zh) * | 2010-07-08 | 2015-09-02 | 旭硝子株式会社 | 玻璃基板端面的评价方法及玻璃基板端面的加工方法以及玻璃基板 |
| KR101260953B1 (ko) | 2010-07-29 | 2013-05-06 | 주식회사 케이엔제이 | 기판 연마장치 및 방법 |
| CN104831606B (zh) * | 2015-05-22 | 2016-12-07 | 重庆市巴南区前进机械厂 | 运行稳定且能吸尘的用于园林道路上路牙石的修边装置及其使用方法 |
| CN104988841B (zh) * | 2015-05-22 | 2017-01-04 | 邬时伟 | 可调高低的园林道路修边装置及其使用方法 |
| CN104947572B (zh) * | 2015-05-22 | 2016-12-07 | 邬时伟 | 带防尘罩的园林道路修边装置及其使用方法 |
| CN104889850A (zh) * | 2015-05-22 | 2015-09-09 | 楼天涯 | 带有散热片的园林道路上路牙石的修边装置及其使用方法 |
| JP6178369B2 (ja) * | 2015-09-07 | 2017-08-09 | 株式会社チップトン | サイディングボード用研削装置 |
| CN109499984B (zh) * | 2018-10-13 | 2022-03-18 | 广东嗨学云教育科技有限公司 | 一种集成电路通用制造装置 |
| CN110695804B (zh) * | 2019-11-18 | 2020-06-12 | 福州高新区磊莎玻璃有限公司 | 一种多方位玻璃磨边装置 |
-
2003
- 2003-08-06 JP JP2003287338A patent/JP4143763B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005052944A (ja) | 2005-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4143763B2 (ja) | 研磨装置 | |
| KR100315722B1 (ko) | 기판표면을평탄화하기위한연마기 | |
| CN102284910B (zh) | 研磨垫的修整方法和修整装置 | |
| US6685539B1 (en) | Processing tool, method of producing tool, processing method and processing apparatus | |
| US6402588B1 (en) | Polishing apparatus | |
| EP2762272B1 (en) | Wafer polishing apparatus and method | |
| KR100692357B1 (ko) | 평탄화 가공 방법 및 장치 및 반도체 장치의 제조 방법 | |
| JPH0890401A (ja) | ウェーハエッジの加工装置 | |
| CN107791115B (zh) | 加工装置 | |
| CN110270898B (zh) | 一种凸度圆柱滚子外圆的柔性超精研抛加工装置及方法 | |
| JP2011224680A (ja) | 研磨方法及び研磨装置 | |
| KR20100115819A (ko) | 연마 장치, 연마 보조 장치 및 연마 방법 | |
| JP4487353B2 (ja) | 研磨装置および研磨方法 | |
| KR20170108813A (ko) | 연마대상시트 연마장치 및 연마대상시트 연마방법 | |
| JP2009016759A (ja) | 半導体ウェーハ端面研磨装置およびこれに用いる研磨ヘッド | |
| JP2007210074A (ja) | 研削装置および研磨装置、並びに研削方法および研磨方法 | |
| JP2004050345A (ja) | 薄板状ワーク外周部加工装置 | |
| JP2000158306A (ja) | 両面研削装置 | |
| JP2010162637A (ja) | 研磨パッドの処理方法 | |
| JP2009004579A (ja) | 半導体ウェーハノッチ端面の研磨装置及びこれに使用する研磨ヘッド | |
| JP6495117B2 (ja) | Cmp研磨装置及びcmp研磨方法 | |
| KR102078342B1 (ko) | 접촉 영역의 조절이 가능한 다이아몬드 컨디셔너 | |
| US20240017368A1 (en) | Method of and apparatus for grinding wafer | |
| JP3427670B2 (ja) | 研磨装置および研磨方法 | |
| JP4472694B2 (ja) | 直進型研磨方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060223 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070925 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080507 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080602 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4143763 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110627 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110627 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120627 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130627 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |