JP4150247B2 - セラミック積層体の製法 - Google Patents
セラミック積層体の製法 Download PDFInfo
- Publication number
- JP4150247B2 JP4150247B2 JP2002346093A JP2002346093A JP4150247B2 JP 4150247 B2 JP4150247 B2 JP 4150247B2 JP 2002346093 A JP2002346093 A JP 2002346093A JP 2002346093 A JP2002346093 A JP 2002346093A JP 4150247 B2 JP4150247 B2 JP 4150247B2
- Authority
- JP
- Japan
- Prior art keywords
- ceramic
- pattern
- conductor pattern
- laminate
- margin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Ceramic Capacitors (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
Description
【発明の属する技術分野】
本発明は、セラミック積層体の製法に関し、特に、多層配線基板、積層型圧電アクチュエータ、積層型圧電トランス、積層セラミックコンデンサのようにセラミックグリーンシート及び機能導体パターンが薄層多層化して形成されたセラミック積層体の製法に関するものである。
【0002】
【従来技術】
近年、電子機器の小型化および高密度化に伴い、セラミック積層体中に導体パターンを形成した積層セラミックコンデンサは、小型薄型化および高寸法精度が求められている。
【0003】
従来、図8に示すように、容量形成用電極パターン53の一方のエンドマージン側辺53aは、コンデンサ本体55の端面に露出し外部電極57と接続されており、容量形成用導体パターン53の他方のエンドマージン側辺53aは、外部電極57とは接続されておらず、他方のエンドマージン側辺53aと所定間隔をおいて、かつコンデンサ本体55の端面に露出しないダミー電極59が形成された積層セラミックコンデンサが知られている(例えば、特許文献1参照。)。
【0004】
従来、セラミックグリーンシートや容量形成用導体パターンを薄層、多層化して形成された積層セラミックコンデンサでは、容量形成用導体パターンが形成されている部分と形成されていない部分との間で容量形成用導体パターンの厚みによる段差が累積し、容量形成用導体パターンの無い周囲のセラミックグリーンシート同士の密着が弱くなり、デラミネーションやクラックが発生しやすいという問題があったが、上記特許文献1によれば、容量形成用導体パターンの形成されていない部分(エンドマージン側辺と外部電極が形成されるコンデンサ本体の端面間)に、ダミー電極が形成されているため、容量形成用導体パターンによる段差をある程度無くすことができ、デラミネーションやクラックの発生を抑制できると考えられる。
【0005】
【特許文献1】
特開2002−260949号公報
【0006】
【発明が解決しようとする課題】
しかしながら、上記特許文献1に開示された積層セラミックコンデンサでは、サイドマージン部において容量形成用導体パターン53の厚みによる段差が累積し、容量形成用導体パターン53のサイドマージン側辺とコンデンサ本体55の側面との間におけるセラミックグリーンシート同士の密着が弱くなり、コンデンサ本体55のサイドマージン側の側面においてデラミネーションやクラックが発生しやすいという問題があった。特に、セラミックグリーンシートの積層数が多くなるほど段差が累積し、デラミネーションやクラックが発生しやすいという問題があった。
【0007】
本発明は、サイドマージン側の側面におけるデラミネーションやクラックの発生を大幅に抑制できるセラミック積層体の製法を提供することを目的とする。
【0008】
【課題を解決するための手段】
本発明のセラミック積層体の製法は、積層された複数のセラミックグリーンシート間に、対向する一対のエンドマージン側辺及び対向する一対のサイドマージン側辺を有する矩形状の機能導体パターンを複数所定間隔をおいて整列してなる母体積層体を作製する工程と、該母体積層体を所定位置で所定の切断幅で積層方向に切断して、異なる端面に前記機能導体パターンの前記エンドマージン側辺が交互に露出する積層成形体を作製する工程とを具備するセラミック積層体の製法であって、前記母体積層体の前記セラミックグリーンシート間における隣接する前記機能導体パターンの対向する前記エンドマージン側辺間に、該エンドマージン側辺と所定間隔をおいて前記切断幅よりも広い間隔を有するほぼ平行の2条のエンド側形状保持導体パターンを形成するとともに、前記セラミックグリーンシート間における隣接する前記機能導体パターンの対向する前記サイドマージン側辺間に、該サイドマージン側辺および前記エンド側形状保持導体パターンと間隔をあけてサイド側形状保持セラミックパターンを形成し、前記母体積層体を収容した室の真空度を上げて前記母体積層体を脱気処理した後に、前記母体積層体を、前記2条のエンド側形状保持導体パターン間で、該エンド側形状保持導体パターン端が前記積層成形体の端面に露出しないように切断することを特徴とする。
【0009】
このようなセラミック積層体の製法では、隣接する機能導体パターンのエンドマージン側辺間に2条のエンド側形状保持導体パターンを形成するのみならず、隣接する機能導体パターンの対向するサイドマージン側辺間にもサイド側形状保持セラミックパターンが形成されているため、サイドマージン側辺の厚みによる段差の累積を抑制でき、焼成されたセラミック積層体(例えばコンデンサ本体)のサイドマージン側の側面におけるデラミネーションやクラックの発生を大幅に抑制できる。
【0010】
また、この製法では、母体積層体が、2条のエンド側形状保持導体パターン間で切断されるため、エンド側形状保持導体パターン端は積層成形体の端面に露出しておらず、絶縁性の高いエンドマージン部を形成でき、セラミック積層体の信頼性を高めることができる。
【0011】
さらに、本発明のセラミック積層体の製法によれば、隣接する機能導体パターンのサイドマージン側辺間に、サイド側形状保持セラミックパターンが形成されているため、機能導体パターンを挟持するセラミックグリーンシート間の接合強度を向上できるとともに、絶縁性の高いサイドマージン部を形成でき、セラミック積層体の信頼性を高めることができる。
またさらに、本発明のセラミック積層体の製法では、機能導体パターンのサイドマージン側辺およびエンド側形状保持導体パターンと間隔をあけてサイド側形状保持セラミックパターンを形成する。サイド側形状保持セラミックパターンを、隣接する機能導体パターンの対向するサイドマージン側辺間にセラミックペーストを充填して形成する場合には、機能導体パターンとサイド側形状保持セラミックパターンとの位置ずれにより、機能導体パターン上へサイド側形状保持セラミックパターンが乗り上げて形成される危険性があったが、本発明のセラミック積層体の製法では、サイド側形状保持セラミックパターンを、サイドマージン側辺間に、サイドマージン側辺と間隔をあけて形成することから、機能導体パターン上へのサイド側形状保持セラミックパターンの乗り上げを防止できるので、母体積層体における機能導体パターンとサイド側形状保持セラミックパターンとの厚みの累積を抑えることができる。そして、機能導体パターンのサイドマージン側辺およびエンド側形状保持導体パターンと間隔をあけてサイド側形状保持セラミックパターンを形成することから、エンド側形状保持導体パターンとサイド側形状保持セラミックパターンとが離間しているため、セラミックグリーンシート間であって、エンド側形状保持導体パターンまたはサイド側形状保持セラミックパターンと機能導体パターンとの間に形成される空間が、エンド側形状保持導体パターンとサイド側形状保持セラミックパターンとの離間部分を介して外部と連通するため、母体積層体を収容した室の真空度を上げて母体積層体を脱気処理することによって母体積層体中の空気を十分に除去することができるので、焼成後におけるクラックやデラミネーションをさらに抑制することができる。
【0012】
尚、本発明のセラミックパターンとは、ガラスセラミックパターンも含む概念である。また、本発明においては、エンドマージン側辺とは、外部電極が形成される積層基体の端面側に形成される機能導体パターンの辺、サイドマージン側辺とは、外部電極が形成されない積層基体の側面側に形成される機能導体パターンの辺をいう。
【0015】
さらに、本発明のセラミック積層体の製法は、前記母体積層体を作製する工程が、前記セラミックグリーンシートの主面上に導体ペーストを印刷して、前記機能導体パターン、前記2条のエンド側形状保持導体パターンを同時に形成する工程と、隣接する前記機能導体パターンの対向する前記サイドマージン側辺間に、前記サイド側形状保持セラミックパターンを形成する工程と、前記機能導体パターン、前記エンド側形状保持導体パターン及び前記サイド側形状保持セラミックパターンが形成された前記セラミックグリーンシートを複数積層する工程とを具備することを特徴とする。
【0016】
このようなセラミック積層体の製法では、機能導体パターンの形成と同時に、導体ペーストによりエンド側形状保持導体パターンを形成できるため、製造が容易となる。
【0017】
また、一般に、機能導体パターンが形成されたセラミックグリーンシートを複数層積層して母体積層体を形成した後に、セラミックグリーンシートの密着性を向上するため母体積層体の加圧が行われるが、その際に、上下のセラミックグリーンシートが機能導体パターンとサイド側形状保持セラミックパターン、エンド側形状保持導体パターンとの間に入り込み絶縁層が形成されることから、セラミック積層体の周囲に容易に絶縁性の高いマージン部を形成でき、ショートを抑制できる。
【0018】
さらに、本発明のセラミック積層体の製法は、前記エンド側形状保持導体パターン及び/又は前記サイド側形状保持セラミックパターンの厚みは、前記機能導体パターンの厚みよりも厚いことを特徴とする。
【0019】
本発明では、エンド側形状保持導体パターン及び/又はサイド側形状保持セラミックパターン(以下、エンド側形状保持導体パターン、サイド側形状保持セラミックパターンを総称して形状保持パターンということもある)の厚みを機能導体パターンよりも厚く形成することにより、積層時に用いる吸着ヘッドの吸着面を形状保持パターンにのみ接触させることができることから、加圧の初期段階すなわち低圧のときから機能導体パターンが形状保持パターンと同時に加圧されることがなく、形状保持パターンのみ、もしくは形状保持パターンが先に加圧された後に機能導体パターンが加圧されることから、機能導体パターンの吸着ヘッドによる型跡の形成や変形が抑制され、吸着ヘッドの吸引孔部分の機能導体パターンが突出し、本来絶縁されるべき領域にまで機能導体パターンが延出したりすることがなくなり、セラミック積層体の絶縁不良やショートを抑えることができる。
【0020】
また、本発明のセラミック積層体の製法は、前記エンド側形状保持導体パターン及び/又は前記サイド側形状保持セラミックパターンの厚みをt1、前記機能導体パターンの厚みをt2としたときに、1<t1/t2≦2を満足することを特徴とする。
【0021】
t1/t2比をこのような範囲とすることにより、形状保持パターンの過剰厚みによるセラミック積層体の厚みばらつきを低減し、デラミネーションをさらに抑制できる。
【0022】
本発明のセラミック積層体の製法は、前記機能導体パターンと前記エンド側形状保持導体パターンとの間隔、及び前記2条のエンド側形状保持導体パターンの間隔が、60μm以上であることを特徴とする。このように機能導体パターンとエンド側形状保持導体パターンとの間隔、2条のエンド側形状保持導体パターンの間隔が60μm以上であれば、セラミックグリーンシートの積層ずれおよび切断ずれが生じたとしたとしても、機能導体パターンとエンド側形状保持導体パターンとの電気絶縁性を維持できるとともに、形状保持パターンに選択的に圧力が加わっても、機能導体パターンと形状保持パターンとの間にセラミックグリーンシート材料を確実に充填することができる。
【0025】
【発明の実施の形態】
本発明のセラミック積層体の製法は、例えば、電子部品の一つである積層セラミックコンデンサに適用される。
【0026】
積層セラミックコンデンサを構成するセラミックグリーンシート1は、図1(a)に示すように、まず、キャリアフィルム2上にセラミックスラリを塗布して形成される。
【0027】
次に、図1(b)に示すように、このセラミックグリーンシート1の一方主面上に導体ペーストを印刷して、図2に示すように、平面視で矩形状の容量形成用導体パターン(機能導体パターン)3を所定間隔をおいて複数整列して形成するとともに、これらの容量形成用導体パターン3間に、これらの容量形成用導体パターン3と離間してエンド側形状保持導体パターン5が導体ペーストにより同時に形成され、この後、図1(c)に示すように、セラミックペーストを用いて、容量形成用導体パターン3間にサイド側形状保持セラミックパターン7が形成される。
【0028】
即ち、図2に示したように、セラミックグリーンシート1の一方主面側に、導体ペーストを印刷して形成された矩形状の容量形成用導体パターン3が所定間隔L1をおいて複数整列して形成されており、これらの容量形成用導体パターン3は、対向する一対のエンドマージン側辺3a及び対向する一対のサイドマージン側辺3bを有している。尚、図2では、隣接する容量形成用導体パターン3の対向するエンドマージン側辺3a間の間隔と、隣接する容量形成用導体パターン3の対向するサイドマージン側辺3b間の間隔とを同一間隔L1としたが、必ずしも同一間隔とする必要はない。
【0029】
そして、隣接する容量形成用導体パターン3の対向するエンドマージン側辺3a間に、該エンドマージン側辺3aと所定間隔L2をおいて2条のエンド側形状保持導体パターン5が形成され、隣接する容量形成用導体パターン3の対向するサイドマージン側辺3b間に、該サイドマージン側辺3bと所定間隔L3をおいてサイド側形状保持セラミックパターン7が形成されている。2条のエンド側形状保持導体パターン5はほぼ平行に形成されており、エンドマージン側辺3aともほぼ平行に形成されている。
【0030】
2条のエンド側形状保持導体パターン5の間隔L4は、後述する母体積層体を切断する際の切断幅よりも広く形成されており、また、サイド側形状保持セラミックパターン7の幅は、母体積層体の切断幅よりも広く、切断して両側に残存するように2分割できる幅とされている。
【0031】
一方、エンド側形状保持導体パターン5の長さは、容量形成用導体パターンのエンドマージン側辺3aの長さと同一とされ、サイド側形状保持セラミックパターン7の長さは、容量形成用導体パターンのサイドマージン側辺3bの長さと同一とされている。尚、エンド側形状保持導体パターン5の長さは、容量形成用導体パターンのエンドマージン側辺3aの長さと同一とせず、サイド側形状保持セラミックパターン7の長さは、容量形成用導体パターンのサイドマージン側辺3bの長さと同一としなくても良い。
【0032】
エンドマージン側辺3aとエンド側形状保持導体パターン5とは間隔L 2 をおいて形成し、サイドマージン側辺3bとサイド側形状保持セラミックパターン7とは間隔L 3 をおいて形成し、間隔L2は60μm以上であることが望ましい。これにより容量形成用導体パターン3やエンド側形状保持導体パターン5の印刷ずれ、積層ずれ、および切断時のずれが生じたとしても、容量形成用導体パターン3とエンド側形状保持導体パターン5との電気絶縁性を維持できるとともに、エンド側形状保持導体パターン5に選択的に圧力が加わっても、容量形成用導体パターン3とエンド側形状保持導体パターン5との間にセラミックグリーンシート1の材料を確実に充填することができ、セラミック積層体の周囲に電気絶縁されたマージン部を確保することができる。このため、L2は70〜200μm、特に、80〜150μmが望ましい。
【0033】
一方、サイド側形状保持セラミックパターン5と容量形成用導体パターン3との間隔L3は、サイド側形状保持セラミックパターン5の容量形成用導体パターン3上面への乗り上げを防止できれば小さい程良い。
【0034】
また、上記したように、2条のエンド側形状保持導体パターン5間の間隔L4は切断幅よりも広く形成されているが、2条のエンド側形状保持導体パターン5間の間隔L4においても、セラミックグリーンシート1材料の充填を確実にでき、セラミック積層体の周囲に電気絶縁されたマージン部を確保するという点から、60μm以上、特に70〜200μm、さらには80〜150μmが望ましい。
【0035】
このように容量形成用導体パターン3と形状保持パターン5、7との間に僅かな間隔L2、L3、L4を有するものの、エンド側形状保持導体パターン5とサイド側形状保持セラミックパターン7とが離間して形成されているため、容量形成用導体パターン3間に、この容量形成用導体パターン3の厚みに起因した段差を解消するための金属成分やセラミック成分から成る形状保持パターン5、7を形成したとしても、容量形成用導体パターン3と形状保持パターン5、7とを形成したセラミックグリーンシート1を多層化してセラミック積層体を形成する場合に、セラミックグリーンシート1間に貯まっている空気を、離間部分から加圧時に効果的に脱気できる。
【0037】
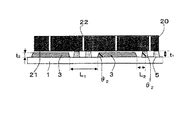
また、図3に示すように、上記のように形成された容量形成用導体パターン3および形状保持パターン5、7の端部は、セラミックグリーンシート1の主面に対して傾斜面8を有していることが望ましく、その傾斜の角度θ2は0.5°〜40°の範囲であることが望ましい。特に、積層加圧した場合に、パターン3、5、7間へのセラミックグリーンシート1の急激な埋没を抑制し、セラミック積層体の急激な変形を抑えるという理由から、角度θ2は1°〜20°、さらには、2°〜10°がより望ましい。
【0038】
この角度θ2は、セラミックグリーンシート1上に形成した容量形成用導体パターン3や形状保持パターン5、7を、簡易的には触針式表面粗さ計を用いて測定できる。また、詳細には走査型電子顕微鏡を用いて断面観察を行い測定できる。
【0039】
また、本発明のセラミック積層体の製法により形成される形状保持パターン5、7の厚みは、容量形成用導体パターン3の厚みよりも大なることが望ましい。つまり、形状保持パターン5、7の厚みをt1、容量形成用導体パターン3の厚みをt2としたときに、t1>t2の関係を満足するものであるが、さらには、1<t1/t2≦2であることが望ましく、特に、セラミック積層体のデラミネーションや導体のショートを防止できるという点から1.05〜1.2であることがより望ましい。
【0040】
積層セラミックコンデンサでは、一般に、図4に示すように、セラミックグリーンシート1上の形状保持パターン5、7の高さを容量形成用導体パターン3の高さよりも高く形成することにより、セラミックグリーンシート1を積層する際に用いられる吸着ヘッド20に形状保持パターン5、7のみを接触させて吸着することができ、このため吸着ヘッド20による容量形成用導体パターン3の変形を防止できる。
【0041】
つまり、容量形成用導体パターン3は吸着ヘッド20の吸着面21に接触しないように積層されるために、この工程での吸着や加圧による容量形成用導体パターン3の型跡の形成や変形が防止される。
【0042】
尚、本発明では、1.05<t1/t2<1.2とすることが望ましく、形状保持パターン5、7と容量形成用導体パターン3との間の厚み差が僅かとなり、積層工程における吸着力の低下の影響を無視できる。さらには、形状保持パターン5、7と容量形成用導体パターン3との間の厚み差が僅かであることから積層工程における吸着力の低下も無くすことができる。
【0043】
ここで、図5に示すように、本製法で用いる印刷用スクリーン31としては、形状保持導体パターン部33のオープニングを容量形成用導体パターン部35のオープニングよりも大きくしたものが用いられる。つまり、メッキなどにより容量形成用導体パターン部35のオープニングを形状保持導体パターン部33のオープニングよりも小さくした印刷用スクリーン31が好適に用いられる。尚、図5は、エンド側形状保持導体パターン5と容量形成用導体パターン3を形成する印刷用スクリーン31について説明した。サイド側形状保持セラミックパターン7を形成するための印刷用スクリーンは別個準備する必要がある。
【0044】
すなわち、上記のように、該当するパターンによって印刷用スクリーン31のオープニングを異ならせたものを用いることにより、エンド側形状保持導体パターン5と容量形成用導体パターン3とを同時に印刷しても、厚みの異なるパターンを容易に形成できる。
【0045】
このような印刷用スクリーン31において同一スクリーン中にオープニングの異なる部位を形成するには、形状保持導体パターン部33にマスクを施した状態で容量形成用導体パターン部35にメッキを行うことで形成できる。なお、容量形成用導体パターン部35と形状保持導体パターン部33との間には、印刷時に導体ペーストが透過しないレジスト部36が形成されている。
【0046】
また、エンド側形状保持導体パターン5及びサイド側形状保持セラミックパターン7の厚みを、容量形成用導体パターン3よりも厚くしたが、エンド側形状保持導体パターン5又はサイド側形状保持セラミックパターン7のいずれか一方を厚くしてもよい。特に、エンド側形状保持導体パターン5は幅が小さくなりがちであるため、サイド側形状保持セラミックパターン7を厚くすることが望ましい。
【0047】
次に、図1(d)に示すように、容量形成用導体パターン3及び形状保持パターン5、7が形成されたセラミックグリーンシート1を複数積層して母体積層体9が形成される。この母体積層体9では、セラミックグリーンシート1を介して対向して形成される容量形成用導体パターン3のエンドマージン側辺3aは、ずれて形成されている。
【0048】
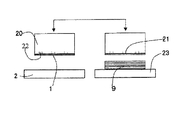
母体積層体9は、具体的には、図6に示すように、キャリアフィルム2上に形成されたパターン3、5、7が形成されたセラミックグリーンシート1を、真空ポンプ(図示せず)の作動により空気を吸引することで吸着ヘッド20の吸引孔22から吸引され、セラミックグリーンシート1の形状保持パターン5、7を吸着ヘッド20の吸着面21に吸着させ、吸着ヘッド20を上方へ移動させることにより、キャリアフィルム2からセラミックグリーンシート1を剥離する。
【0049】
次に、吸着ヘッド20により吸着したセラミックグリーンシート1を支持台23上面に載置し、且つ吸着ヘッド20の吸着面21と支持台23上面とで加圧する。そして、これらの工程を繰り返し実施することによって、複数のセラミックグリーンシート1を積層し、母体積層体9が形成される。
【0050】
すなわち、このような積層工程では、容量形成用導体パターン3や形状保持導体パターン5、7が形成されたセラミックグリーンシート1を積層する場合、セラミックグリーンシート1からそれを支持しているキャリアフィルム2を剥離するために、容量形成用導体パターン3及び形状保持パターン5、7側を吸着ヘッド20に吸着させるものである。
【0051】
この後、母体積層体9を加圧加熱しながら脱気が行われる。母体積層体9の脱気は、母体積層体9がある程度軟化する温度まで加熱された状態で、母体積層体9を加圧しながら、母体積層体9が収容された室の真空度を上げて、母体積層体9内に存在している空気を除去することにより行われる。
【0052】
なお、本発明では、上記のように、予めキャリアフィルム2から剥離したセラミックグリーンシート1を用いる以外に、容量形成用導体パターン3および形状保持パターン5、7を形成したセラミックグリーンシート1がキャリアフィルムに付いた状態で、キャリアフィルム2面が上側になるようにして積層し、積層後、このキャリアフィルム2を剥離して積層を行い母体積層体9を形成しても良い。
【0053】
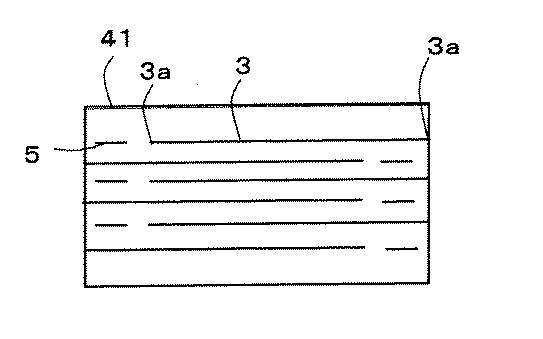
次に、図1(e)、(e´)に示すように、この母体積層体9を、2条のエンド側形状保持導体パターン5間を、かつ、サイド側形状保持セラミックパターン7を2分割するように積層方向に所定幅で切断して、セラミック積層成形体41を形成する。このセラミック積層成形体41には、内部に形成された容量形成用導体パターン3の周辺には、セラミックグリーンシート1が充填されることにより形成されたサイドマージン10aおよびエンドマージン10bが形成されている。
【0054】
また、セラミック積層成形体41には、図7に示すように、対向する端面に容量形成用導体パターン3のエンドマージン側辺3aが交互に露出するとともに、容量形成用導体パターン3の延長線上に、エンド側形状保持導体パターン5端が端面に露出することなく、埋設されている。
【0055】
この後、このセラミック積層成形体を所定の雰囲気下、温度条件で焼成してセラミック積層体本体(積層基体)が形成され、さらに、このセラミック積層体本体の端部に外部電極を形成することによりセラミック積層体の一例である積層セラミックコンデンサが形成される。
【0056】
本発明のセラミック積層体の製法では、セラミックグリーンシート1はキャリアフィルム2を用いてシート成形法を用いて行われる。このセラミックグリーンシート1の厚みは、小型、大容量化という理由から、5μm以下、特に、1〜4μmであることが望ましい。
【0057】
また、セラミックスラリは、例えば、セラミック粉末とバインダと、このバインダを溶解する溶媒とを混合したものが好適に用いられる。
【0058】
セラミック材料としては、具体的には、BaTiO3を主成分とするセラミック粉末が高誘電率という理由から好適に用いられる。また、ガラス粉末を加えてもよい。
【0059】
次に、作製されたこのセラミックグリーンシート1上には、導体ペーストをスクリーン印刷、グラビア印刷等の方法により印刷して容量形成用導体パターン3およびエンド側形状保持導体パターン5が同時に形成される。この導体ペーストは、金属粒子と、脂肪族炭化水素と高級アルコールとの混合物からなる有機溶剤と、この有機溶剤に対して可溶性のエチルセルロースからなる有機粘結剤と、該有機溶剤に難溶解性のエポキシ樹脂からなる有機粘結剤とを含有するものである。
【0060】
また、この導体ペーストの粘度は、この導体ペースト中の金属粉末、粘結剤、溶媒および分散剤を適正化して制御でき、このことにより導体ペーストにチクソトロピック性を付与することができる。つまり、本発明の容量形成用導体パターン3およびエンド側形状保持導体パターン5を形成するための、導体ペーストの粘度としては、せん断速度0.01s-1における導体ペーストの粘度をη1、せん断速度が100s-1における前記導体ペーストの粘度をη2としたとき、η1/η2>5であることが望ましく、特に、導体パターン3、5が滲むことなく保形性を向上させることができ、容量形成用導体パターン3間に所定間隔L2をおいて高精度にエンド側形状保持導体パターン5を形成できるという理由から、導体ペーストの粘度特性として、上記せん断速度の範囲において、η1/η2は10〜50の範囲にあることが望ましい。
【0061】
また、導電性ペースト中に含まれる金属粒子としては、平均粒径0.05〜0.5μmの卑金属粒子が用いられる。卑金属としては、Ni、Co、Cuがあり、金属の焼成温度が一般の絶縁体の焼成温度と一致する点、およびコストが安いという点からNiが望ましい。耐酸化性に有利なこれらの金属からなる合金を用いることもできる。
【0062】
また、導体ペーストには、固形分として、金属粉末以外に、導体パターン3、5の焼結性を抑えるために微細なセラミック粉末を混合して用いることが好ましく、容量形成用導体パターン3の均一な粒子径の形成と、平滑性を向上させるために、セラミック粉末の粒径は0.15〜0.3μmが望ましい。
【0063】
そして、このような導体ペーストを用いて形成される容量形成用導体パターン3の厚みは、コンデンサの小型、高信頼性化という点から2μm以下、特には1μm以下であることが望ましい。
【0064】
また、容量形成用導体パターン3およびエンド側形状保持導体パターン5の形成後には、セラミックグリーンシート1上に、セラミックペーストをスクリーン印刷、グラビア印刷等の方法により印刷してサイド側形状保持セラミックパターン7が形成される。このセラミックペーストは、セラミックスラリと同じセラミック材料を用い、導体ペーストと同じ有機溶剤、有機粘結剤を含有するものである。また、セラミックペーストの粘度は、サイド側形状保持セラミックパターン7がにじむことが無く、保形性を向上させるために、導体ペーストの粘度特性と同一としている。
【0067】
尚、セラミックグリーンシートの主面上に容量形成用導体パターン及び形状保持パターンを形成し、この上にセラミックグリーンシートを積層し、このグリーンシート上に容量形成用導体パターン及び形状保持パターンを形成する工程を繰り返すセラミック積層体の製法においても、本発明は有効に用いることができることは勿論である。
【0068】
また、上記形態では、積層セラミックコンデンサについて説明したが、本発明は、セラミックグリーンシート間に機能導体を介在する多層配線基板、積層型圧電アクチュエータ、積層型圧電トランス等においても好適に用いることができる。
【0069】
【実施例】
セラミック積層体の一つである積層セラミックコンデンサを以下のように作製した。
【0070】
セラミックグリーンシートは、BaTiO3粉末に焼結助剤を混合したセラミック成分とバインダと溶剤とを所定の割合で混合してセラミックスラリを調製した後に、スラリキャスト法を用いてキャリアフィルム上に平均厚み2μmになるように形成した。
【0071】
導体ペーストは、平均粒径0.2μmのNi粉末と粘結剤と溶媒とを所定の割合になるように混合して調製した。なお、導体ペーストの粘度としては、せん断速度0.01s-1における導体ペーストの粘度をη1、せん断速度が100s-1における導体ペーストの粘度をη2としたときの、η1/η2を10〜50とした。
【0072】
次に、得られたセラミックグリーンシートの主面上に、本発明のオープニングの異なる150mm角の印刷用スクリーンを用いて、上記した導体ペーストを印刷し、図2に示すような、矩形状の容量形成用導体パターンとエンド側形状保持導体パターンを同時に形成し、乾燥させた。このとき、容量形成用導体パターンの厚みおよび形状保持パターンの厚みは、表1の厚みになるように調整した。
【0073】
この後、印刷用スクリーンを用いて、セラミックペーストを印刷し、図2に示すような、サイド側形状保持セラミックパターンを形成し、乾燥させた。尚、エンド側形状保持導体パターンと、サイド側形状保持セラミックパターンの厚みt1は同一厚みとした。
【0074】
また、形状保持パターンおよび容量形成用導体パターンの端部の傾斜面のなす角度θ2は、ペーストの粘度調整によって所望の角度θ2になるように形成した。さらに、2条のサイド側形状保持導体パターンの間隔L4を400μmとした。尚、隣接する容量形成用導体パターン3のエンドマージン側辺間の間隔及びサイドマージン側辺間の間隔は同一間隔L1とし、L1を800μmとした。
【0075】
その際、容量形成用導体パターンの厚みt2及び形状保持パターンの厚みt1、容量形成用導体パターンと形状保持パターンとの間隔L2、L3は設計上表1に示す同一値とした。尚、容量形成用導体パターンの厚みt2、並びに形状保持パターンの厚みt1は非接触式表面粗さ計(レーザー変位計)を用いて評価した。t1、t2は各パターンの最大厚みのところとした。
【0076】
次に、容量形成用導体パターンおよび形状保持パターンが形成されたセラミックグリーンシートを、外部電極と接続される対向する容量形成用導体パターンの端面方向に積層位置を交互にずらして、300層積層し、さらにその上下に、容量形成用導体パターンおよび形状保持パターンが形成されていないセラミックグリーンシートを各10枚積層し、第1回目の加圧プレスを行い、母体積層体を形成した。
【0077】
この条件で作製した母体積層体は、セラミックグリーンシートが完全に密着されていない状態であり、容量形成用導体パターン、形状保持パターンおよびグリーンシートで囲まれる部分に、僅かな空間が形成されていた。
【0078】
次に、この母体積層体を温度100℃、圧力40MPaで第2回目の積層プレスを行いながら、母体積層体が収容されている室の真空度を上げることにより、母体積層体内の空気を脱気するとともに、容量形成用導体パターンを塗布したセラミックグリーンシートを密着させた。
【0079】
次に、この母体積層体の2条のエンド側形状保持導体パターン間、及びサイド側形状保持セラミックパターンを2分割するようにダイシングし、格子状に切断し、図7に示すようなセラミック積層体成形体を得た。このセラミック積層体成形体の両端面には、容量形成用導体パターンの一端が交互に露出していた。
【0080】
次に、このセラミック積層体成形体を脱バイ処理後、水素/窒素雰囲気中、1250℃で2時間焼成し、さらに、所定の窒素雰囲気中にて900℃で4時間の再酸化処理を行いセラミック積層体を得た。焼成後、セラミック焼結体の端面にCuペーストを900℃で焼き付け、さらにNi/Snメッキを施し、内部導体と接続する外部電極を形成した。
【0081】
評価については、まず、印刷直後の容量形成用導体パターンおよび形状保持パターンの厚み、並びに、これらパターン端部のセラミックグリーンシートの主面に対する傾斜の角度θ2をレーザー変位計により測定した。
【0082】
また、印刷直後と積層後の容量形成用導体パターンのサイドマージン側辺間の寸法変化を調べて変形率を測定した。この場合、印刷直後の寸法は、印刷後に測定顕微鏡を用いて、積層後は積層体を切断した断面に露出した容量形成用導体パターンについて、これも測定顕微鏡を用いて測定した。容量形成用導体パターンの変形率は、印刷直後と積層後のサイドマージン側辺間の距離変化を、印刷直後のサイドマージン側辺間の距離で除して求めた。
【0083】
次に、焼成後の積層セラミックコンデンサ300個について、その端面及び側面からそれぞれ研磨し、内部導体周縁部のデラミネーションの発生率を評価した。
また、同数の試料について、300℃の半田槽に1秒間浸漬して耐熱衝撃試験を施したものについてもデラミネーションの発生率をデラミ率として評価した。
【0084】
また、焼成後の積層セラミックコンデンサ各300個について、ショート率(絶縁抵抗>105Ωが目安)を評価した。ショート率については、高温負荷試験(150℃、定格電圧の2倍の電圧を印加、1000時間放置)後についても評価を行った。これらの結果を表1に記載した。
【0085】
【表1】
この表1の結果から、サイド側形状保持セラミックパターンが形成されていない比較例の試料No.15の場合には、サイドマージン部におけるグリーンシートの密着性が低く、耐熱衝撃試験、高温負荷試験における不良が多くなった。
【0087】
一方、本発明では、サイド側形状保持セラミックパターンが形成されているため、焼成後も、耐熱衝撃試験、高温負荷試験後も不良が殆どないことが判る。
【0088】
また、セラミックグリーンシート上に形成した形状保持パターンの厚みt1を容量形成用導体パターンの厚みt2よりも厚くした試料No.2〜14では、積層後の容量形成用導体パターンの変形を無くし、焼成後および耐熱衝撃試験後のデラミネーションを抑えることができるとともに、焼成後および高温負荷試験後のショート率を低減できた。また、t1/t2比を1.01〜2とした試料No.2〜6、8〜14では、耐熱衝撃試験後のデラミネーションを2%以下にできた。
【0089】
また、t1/t2比を1.05〜1.2とし、容量形成用導体パターンとエンド側形状保持導体パターンの間隔L2を60μm以上とした試料No.3〜5、9〜14では、焼成後のショート率を0%にできた。
【0090】
【発明の効果】
以上詳述したとおり、本発明によれば、隣接する機能導体パターンのエンドマージン側辺間に2条のエンド側形状保持導体パターンを形成するのみならず、隣接する機能導体パターンの対向するサイドマージン側辺間にもサイド側形状保持セラミックパターンを形成するため、サイドマージン側辺による段差を抑制でき、焼成されたセラミック積層体(例えばコンデンサ本体)のサイドマージン側の側面におけるデラミネーションやクラックの発生を大幅に抑制できる。
また、本発明のセラミック積層体の製法によれば、サイドマージン側辺およびエンド側形状保持導体パターンと間隔をあけてサイド側形状保持セラミックパターンを形成することから、機能導体パターン上へのサイド側形状保持セラミックパターンの乗り上げを防止して母体積層体における機能導体パターンとサイド側形状保持セラミックパターンとの厚みの累積を抑えることができるとともに、母体積層体のセラミックグリーンシート間のエンド側形状保持導体パターンまたはサイド側形状保持セラミックパターンと機能導体パターンとの間に形成される空間がエンド側形状保持導体パターンとサイド側形状保持セラミックパターンとの離間部分を介して外部と連通するため、母体積層体を収容した室の真空度を上げて母体積層体を脱気処理することによって母体積層体中の空気を十分に除去することができるので、焼成後におけるクラックやデラミネーションをさらに抑制することができる。
【0091】
また、この製法では、母体積層体が、2条のエンド側形状保持導体パターン間で切断されるため、エンド側形状保持導体パターン端は積層成形体の端面に露出しておらず、絶縁性の高いエンドマージン部を形成でき、セラミック積層体の信頼性を高めることができる。
【0092】
さらに、この製法では、隣接する容量形成用導体パターンのサイドマージン側辺間に、サイド側形状保持セラミックパターンが形成されているため、容量形成用導体パターンを挟持するセラミックグリーンシート間の接合強度を向上できるとともに、絶縁性の高いサイドマージン部を形成でき、セラミック積層体の信頼性を高めることができる。
【図面の簡単な説明】
【図1】本発明のセラミック積層体を製造するための工程図を示す。
【図2】セラミックグリーンシート上に容量形成用導体パターン、形状保持パターンを形成した状態を示す概略斜視図である。
【図3】図2の概略断面図である。
【図4】容量形成用導体パターンおよび形状保持パターンが形成されたセラミックグリーンシートを吸着ヘッドで吸着した状態を示す概略断面図である。
【図5】本発明の製法に用いる印刷用スクリーンの平面図である。
【図6】セラミックグリーンシートを吸着ヘッドを用いて積層する工程の模式図である。
【図7】セラミック積層成形体の断面図である。
【図8】従来の積層セラミックコンデンサを示す断面図である。
【符号の説明】
1・・・セラミックグリーンシート
3・・・容量形成用導体パターン
3a・・・エンドマージン側辺
3b・・・サイドマージン側辺
5・・・エンド側形状保持導体パターン
7・・・サイド側形状保持セラミックパターン
9・・・母体積層体
41・・・積層成形体
Claims (5)
- 積層された複数のセラミックグリーンシート間に、対向する一対のエンドマージン側辺及び対向する一対のサイドマージン側辺を有する矩形状の機能導体パターンを複数所定間隔をおいて整列してなる母体積層体を作製する工程と、該母体積層体を所定位置で所定の切断幅で積層方向に切断して、異なる端面に前記機能導体パターンの前記エンドマージン側辺が交互に露出する積層成形体を作製する工程とを具備するセラミック積層体の製法であって、
前記母体積層体の前記セラミックグリーンシート間における隣接する前記機能導体パターンの対向する前記エンドマージン側辺間に、該エンドマージン側辺と所定間隔をおいて前記切断幅よりも広い間隔を有するほぼ平行の2条のエンド側形状保持導体パターンを形成するとともに、前記セラミックグリーンシート間における隣接する前記機能導体パターンの対向する前記サイドマージン側辺間に、該サイドマージン側辺および前記エンド側形状保持導体パターンと間隔をあけてサイド側形状保持セラミックパターンを形成し、前記母体積層体を収容した室の真空度を上げて前記母体積層体を脱気処理した後に、前記母体積層体を、前記2条のエンド側形状保持導体パターン間で、該エンド側形状保持導体パターン端が前記積層成形体の端面に露出しないように切断することを特徴とするセラミック積層体の製法。 - 前記母体積層体を作製する工程は、前記セラミックグリーンシートの主面上に導体ペーストを印刷して、前記機能導体パターン、前記2条のエンド側形状保持導体パターンを同時に形成する工程と、隣接する前記機能導体パターンの対向する前記サイドマージン側辺間に、前記サイド側形状保持セラミックパターンを形成する工程と、前記機能導体パターン、前記エンド側形状保持導体パターン及び前記サイド側形状保持セラミックパターンが形成された前記セラミックグリーンシートを複数積層する工程とを具備することを特徴とする請求項1に記載のセラミック積層体の製法。
- 前記エンド側形状保持導体パターン及び/又は前記サイド側形状保持セラミックパターンの厚みは、前記機能導体パターンの厚みよりも厚いことを特徴とする請求項1または2に記載のセラミック積層体の製法。
- 前記エンド側形状保持導体パターン及び/又は前記サイド側形状保持セラミックパターンの厚みをt1、前記機能導体パターンの厚みをt2としたときに、1<t1/t2≦2を満足することを特徴とする請求項1乃至3のうちいずれかに記載のセラミック積層体の製法。
- 前記機能導体パターンと前記エンド側形状保持導体パターンとの間隔、及び前記2条のエンド側形状保持導体パターンの間隔が、60μm以上であることを特徴とする請求項1乃至4のうちいずれかに記載のセラミック積層体の製法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002346093A JP4150247B2 (ja) | 2002-11-28 | 2002-11-28 | セラミック積層体の製法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002346093A JP4150247B2 (ja) | 2002-11-28 | 2002-11-28 | セラミック積層体の製法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004179529A JP2004179529A (ja) | 2004-06-24 |
| JP4150247B2 true JP4150247B2 (ja) | 2008-09-17 |
Family
ID=32707103
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002346093A Expired - Fee Related JP4150247B2 (ja) | 2002-11-28 | 2002-11-28 | セラミック積層体の製法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4150247B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4623305B2 (ja) * | 2006-03-29 | 2011-02-02 | Tdk株式会社 | 積層電子部品の製造方法 |
-
2002
- 2002-11-28 JP JP2002346093A patent/JP4150247B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004179529A (ja) | 2004-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101771724B1 (ko) | 적층 세라믹 전자부품 및 이의 제조방법 | |
| JP2014130999A (ja) | 積層セラミックキャパシタ及びその製造方法 | |
| JP4586831B2 (ja) | セラミックグリーンシート構造、及び、積層セラミック電子部品の製造方法 | |
| TWI488202B (zh) | 多層陶瓷電容器及製造該多層陶瓷電容器的方法 | |
| JP3726035B2 (ja) | セラミック積層体の製法 | |
| JP2011211033A (ja) | 積層セラミック電子部品の製造方法 | |
| JP4809173B2 (ja) | 積層セラミックコンデンサ | |
| JP4150246B2 (ja) | セラミック積層体の製法 | |
| JP2006128282A (ja) | 積層型電子部品およびその製法 | |
| JP3784293B2 (ja) | セラミック積層体の製法 | |
| JP2003045740A (ja) | 積層型電子部品 | |
| JP2005101301A (ja) | 積層型電子部品およびその製法 | |
| JP2006128283A (ja) | 積層セラミックコンデンサ | |
| JP2004186342A (ja) | セラミック積層体及びその製法 | |
| JP2004179348A (ja) | セラミック積層体の製法 | |
| JP4150247B2 (ja) | セラミック積層体の製法 | |
| JP2004165375A (ja) | セラミック積層体の製法 | |
| JP2004186343A (ja) | セラミック積層体及びその製法 | |
| JP2004179527A (ja) | セラミック積層体の製法 | |
| JP2003347146A (ja) | 積層セラミックコンデンサおよびその製造方法 | |
| JP2003115416A (ja) | 導電性ペースト、積層セラミック電子部品の製造方法および積層セラミック電子部品 | |
| JP2004186344A (ja) | セラミック積層体及びその製法 | |
| JP4702972B2 (ja) | 積層型電子部品およびその製法 | |
| JP2003017362A (ja) | セラミック積層体の製法 | |
| JP2004186345A (ja) | セラミック積層体の製法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050413 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071023 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080603 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080627 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110704 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |