JP4155478B2 - 無端状樹脂ベルトの製造方法及びその製造用ジグ - Google Patents
無端状樹脂ベルトの製造方法及びその製造用ジグ Download PDFInfo
- Publication number
- JP4155478B2 JP4155478B2 JP02088099A JP2088099A JP4155478B2 JP 4155478 B2 JP4155478 B2 JP 4155478B2 JP 02088099 A JP02088099 A JP 02088099A JP 2088099 A JP2088099 A JP 2088099A JP 4155478 B2 JP4155478 B2 JP 4155478B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- mold
- endless
- belt
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Electrostatic Charge, Transfer And Separation In Electrography (AREA)
- Moulding By Coating Moulds (AREA)
Description
【発明の属する技術分野】
本発明は、無端状のシート状樹脂ベルトの製造方法に関し、さらに詳しくは、例えば、写真画像形成装置等に用いられている中間転写ベルトのような無端状でシート状の樹脂ベルトを製造する円筒状成形型を用いる遠心成型法の生産性を向上させる製造方法及びその製造に用いる各種の部材用ジグに関する。
【0002】
【従来の技術】
従来から、各種の装置には、物を搬送させる無端状のシート状樹脂ベルトが使用されている。例えば、複写機、プリンター、ファクシミリ、画像表示装置等の画像形成装置において、その現像方式が湿式及び乾式を問わず、感光体上のトナー層をコロナ帯電により普通紙に転写させるに無端状の中間転写ベルトが用いられている。通常、このベルトの材質及び形体は、耐熱性、強靱性に優れた有機高分子製のシート状樹脂フイルムであって、通常、上記する装置において、その運転時には両端に位置する回転ローラを挟んで回転・支持されている。
【0003】
そこで、このような画像装置の画像形成における、帯電、現像、転写、定着、クリーニング等のプロセスとのマッチング性及び運転の高速性に係わってこのベルト表面の特性は重要であり、特に、その表面は、あくまで平滑で、帯電し難く、また、紙の支持性・搬送性が良好で、しかも、運転時には経時的にも熱歪みを起こしたり、物理的な捩れ・撓み等の発生の起こし難いものでなければならない。
【0004】
【発明が解決しようとする課題】
このような状況下で、前記する無端状の樹脂ベルトは、従来から遠心成型法によって製造されている。即ち、高速回転する円筒状の成形型内側面に樹脂液をその遠心力で均一に拡げながら無端状の膜状(シート状)に成形する方法で行われている。ところが、この方法によれば、その樹脂膜の両端はより薄くなり、しかも、不規則に樹脂だれを起こす傾向から、乾燥・固化後の剥離取り出しが困難であった。
【0005】
そこで、樹脂液の回転軸方向への所定以上の延伸流動を防止するために、成形型両端部に、通常、粘着テープで堰止めをして上記の問題を解消させる方法が知られている。しかしながら、この場合においては、テープと樹脂膜の境界部においてテープの粘着剤が樹脂液の溶剤に溶けて、この境界部の両者の剥がしを困難になったり、テープ自体がこの溶剤に親和又は溶解する場合には、膜両端部が盛り上がり、乾燥・固化時に収縮ストレス差によると思われる部分的に膜が歪んだり変形して、良好な塗布膜(無端状ベルト)が得にくい傾向があった。
【0006】
さらに、上記するような遠心成型法において、無端状のシート状樹脂ベルトを製造する上で解決しなければならない課題として、従来から、この方法の生産性を向上させることであった。
従って、本発明の目的は、円筒状の遠心成形型を用いた遠心成型法において、その成形型内の両端部からの樹脂だれを防止し、一度に複数個のシート状樹脂ベルトを形成させて、しかも、良好な縁を有する無端状樹脂ベルトの生産性を著しく向上させる遠心成型法の製造方法を提供することである。
【0007】
【課題を解決するための手段】
本発明者らは、上記課題に鑑み鋭意検討した結果、遠心成形型内の両端部に嵌め込み式のリング状の堰止め部材を装着させ、更に、その内側面を同様の堰止め部材で複数の区分域に区分けすることにより、各区分での樹脂だれを効果的に防止される、形成される樹脂膜(塗布膜)の形状を乱すことなく、一度に複数個のシート状樹脂ベルトを成形させられることを見出して、本発明を完成だせるに至った。
【0008】
すなわち、本発明は、水平軸方向に回転する円筒状の遠心成形型内に樹脂液を入れて前記成形型内側面に薄膜無端状のシート状樹脂ベルトを形成させるに際して、前記成形型内の両側周縁部位と更にその内側に複数個のリング状堰止め部材を所定間隔に装着させて、前記堰止め部材で区分けされた各面のそれぞれに樹脂液を入れ、遠心塗布させて複数個の前記樹脂ベルトを形成させることを特徴とする無端状樹脂ベルトの製造方法を提供する。
【0009】
また、本発明において、上記する複数個の堰止め部材を遠心成形型内にスムーズに挿入させる部材として、本発明は、水平軸方向に回転する円筒状の遠心成形型内の両側周縁部位と更にその内側に複数個のリング状堰止め部材を所定間隔に設けて、前記堰き止め部材で区分けされた各面のそれぞれに樹脂液を入れ、遠心塗布させて複数個の薄膜無端状のシート状樹脂ベルトを形成させるに際して、前記遠心成形型内に前記複数個のリング状堰止め部材を前記成形型内周面を滑らせながら挿入させるジグを用いることを特徴とする無端状樹脂ベルトの製造用ジグを提供する。
【0010】
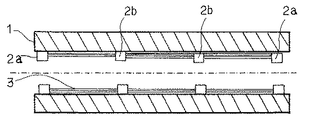
本発明によれば、図1に示すように、円筒状の遠心成形型1の内側両周縁の近傍には堰止め部材2aが装着されている。これにより両端部からの樹脂だれが防止される。また、両堰止め部材2aの内側には、同様の堰止め部材2bが所定の間隔で装着させているので、図1から明らかなように、各区分域に樹脂液3を入れた状態で、この遠心成形型をゆっくり回転させてこの成形型内面に一様に樹脂液が塗布された後、高速回転させることにより樹脂液がこの内側全面に拡がって塗布膜厚が一定になったところで、この高速回転状態で樹脂を乾燥固化させることにより、成形型内面上には複数個のほぼ膜厚の均一な無端状の樹脂ベルトが形成される。次いで、回転を止めて両側の堰止め部材2aを取り外すと、無端状(環状)で、ほぼ厚さが均一の薄膜状の樹脂ベルトが得られ、更にその内側の堰止め部材2bを取り外すこにより、残りの同様の樹脂ベルトが容易に剥ぎ取り出せる。また、得られる樹脂ベルトの何れもの両縁は、従来のような樹脂だれに係る不揃い面や撓みがなく、しかも、その縁は厚さの不均一さも見られない良好なものであり、特に従来のような樹脂だれが防止されて、乾燥固化後のへばり付きがないことか成形型からの剥離が容易である。
【0011】
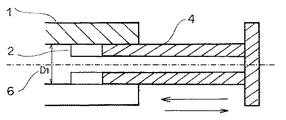
また、本発明において、図3に示す如く、複数個のリング状の堰止め部材(図3の2a、2b)を予め成形型1内に、挿入ジグ4を用いてスライスさせながらそれぞれの堰止め部材を所定の部位に挿入・装着させることができる。また、この部材を挿入させるに際しては、図4に示す如く、予め、挿入ジグにL1 L2 、L3 等の目印を設けておくことにより、挿入の位置きめがなれるものである。
【0012】
【発明の実施の形態】
既に述べているように、本発明による無端状樹脂ベルトの製造方法は、従来から用いられている遠心成型法において、樹脂だれ防止用の粘着テープに代えて、複数個の装着式の堰止め部材を装着させたとによって、その生産性を著しく向上させたことが大きな特徴である。
【0013】
以下に、図1〜図6を参照しながら、本発明の実施の形態をさらに詳細に説明する。
【0014】
そこで、図1に示す本発明に用いる堰止め部材2a、2bの形状は、リング状及びテープ状の何れであっても特に限定されないが、好ましくはリング状で、少なくとも樹脂に接触する側面は垂直面であることが好適である。また、遠心成形型内への装着性(挿入性)及び脱着性(取り出し性)等の作業性からすると、可撓性なテープ状であるよりは、好ましくは、屈曲性又は非屈曲性の弾性体のリング状であれば適宜好適に使用することができる。
また、この部材は、膜形成時にはその側面が樹脂液と接触していることから、この樹脂液の溶剤に侵されないこと、また、高速回転の遠心成形中に成形型面から剥がれたり、位置ずれ・脱落しないこと、さらに、乾燥固化時の100〜200℃程度の温度範囲で軟化して撓む等の熱歪みを起こさないものであることが重要である。
【0015】
従って、本発明に用いる堰止め部材としては、上記する形状、特性を有するものであれば、その材質はプラスチック、ゴム及び金属(真鍮、ステンレス、アルミニウム、チタン)等の何れであっても好適に使用される。そこで、これらの材質のうちでも、耐熱性、耐溶剤性及び成形型又は樹脂との離型性等の観点から、本発明において、好ましくは、フッ素樹脂が好適に使用され、例えば、ポリテトラフルオロエチレン(PTFE)、ポリヘキサフルオロプロピレン(PHFP)、ポリクロロトリフロロエチレン(PCTFE)、ポリフルオロビニリデン(PVdF)、ポリフルオロビニル(PVF)及びポリフルオロエチレンプロピレン(PFEP)等を挙げることができる。そのうち、本発明では、特に、耐溶剤性、耐熱性、非粘着性、離型性等に優れているPTFEを使用することができる。
【0016】
また、本発明において、図2に示す如く、複数個のシート状樹脂ベルトを形成させる際に、好ましくは、堰止め部材2の内側に隣接させて、更に寄り止め部材5を予め堰止め部材を挿入させた同様の方法(挿入ジグ4で挿入させる)で挿入・装着させておくことが好適である。
すなわち、従来から、画像形成装置の中間転写体ベルトの部品として、この無端状ベルトには寄り止めを施して使用されている。従って、上記するように予めこの寄り止め部材を装着しておくことにより、ベルトの両縁に寄り止め部材5が付着された一体型の無端状樹脂ベルトを得ることができるからである。
また、上記する寄り止め部材としては、従来から、一般的に公知である、例えば、ステンレス製の網状ベルトをその部材として適宜使用することができる。
【0017】
また、本発明において、これらの堰止め部材には、乾燥固化によって膜状ベルトを形成させた後、成形型からこの部材が容易に取り出されることが重要である。従って、その作業性の観点から、好ましくは、成形時に樹脂と接触しないこの部材の部位に、図5及び図6に示す如く、例えば、指先又は引き出し具の引っ掛け用の孔7又は突起8を少なくとも一ヶ所、より好ましくは二ヶ所以上設けておくことが好適である。また、前者の孔の場合には、その部位の途中迄の孔又は貫通孔の何れであってもよく、さらに、その加工性の観点からすると、より好ましくは、後者の突起よりは前者の孔を設ける方が好適である。
【0018】
これにより、堰止め部材の取り出しが容易になるばかりでなく、薄膜状のベルトに触れることなく取り出せて、しかも樹脂と堰止め部材の接触界面との剥がしが均斉に行われ、従来のように部分的に引っ張られることなく取り出せて、ベルト縁に残留撓みや損傷を生じさせることがない。
【0019】
また、このような高速回転下に遠心塗布・乾燥固化工程を主とする製造方法において、前記した堰止め部材を装着して成膜させる製造方法に適する材料樹脂としては、好ましく、熱硬化性樹脂で可撓性のシート状になる樹脂であれば、特に限定することなく適応する製造方法である。例えば、本発明の実施例に使用したポリイミド系樹脂等の素材には、好適にこの製造方法を使用することができる。また、必要によっては、熱硬化性樹脂及び熱可塑性樹脂の単独種または組み合わせ積層させてなるラミネートシートの製造にも適宜使用することができる。
【0020】
なお、上述するように、この製造方法においては、乾燥・固化処理を要すことから、その処理方法として、本発明においては、従来から公知の方法、例えば、成形型内に熱風を吹き込むとか、成形型全体を所定の温度の乾燥機内に保持する等の処理を行えばよい。
【0021】
【実施例】
以下に、本発明の製造方法について、実施例でさらに説明する。
(実施例1)
内径180mm、長さ2000mmの遠心成形型(金型)の内側両端部に2mm厚で、20mm幅の外径が180mmのリング状堰止め部材[材質:ポリテトラフルオロエチレン(PTFE)]4個を図2に示す挿入用のジグ4を用いて、且つその間隔幅が620mmになるように挿入・装着させた。
次いで、上記金型を水平軸方向でゆっくり回転させた状態で、装着した上記堰止め部材で3ブロックに区分けされた区分け面に導電剤含有のポリイミド樹脂液[ポリイミド前駆体100部、溶剤(DMAC)30部]を注入させてこの樹脂液を一様に塗布させた。次いで、この金型を1000rpmに高速回転させて樹脂液を均一に拡がらせてこの樹脂の遠心塗布膜を形成させ、この回転状態で100℃に維持させて、樹脂を乾燥固化させた後、回転を止めてこのリング状の堰止めを、その径方向に設けた二個の円形の窪み(孔)に針金の引っ掛け具をかけて取り外した。その結果、樹脂と堰止めとの接着界面は均斉に剥がされ、部分的な接着引き合いもなく容易に取り外せ、樹脂膜の端部には樹脂だれの形跡もなく良好な縁を形成していた。さらに、加熱させて樹脂膜を十分に固化させてから、この金型から成膜された3個の無端状のシートを取り出したが、容易に金型から剥離することができ、しかもシートの両縁にま全く残留撓みや残留捩れがなく良好な無端状のシート状ベルトであった。
【0022】
(実施例2)
実施例1おいて、図2に示すように、更に寄り止め部材5(ステンレス製の10mm幅の網状ベルト)を予め挿入・装着させた以外は、実施例1と同様にして3個の無端状のシート状樹脂ベルトを作製した。
得られた寄り止め部材一体の各ベルトはその両縁の寄り止めに樹脂が一様にいきわたり、且つ十分に付着されており、しかも、堰止めには樹脂が延伸流動していないことから、各ベルトの剥離は極めて容易に行うことができた。また、得られたベルトは実施例1と同様に良好であった。
【0023】
(応用例1)
実施例1で得られた無端状樹脂ベルトをユニット寸法に切断して、且つ両縁に寄り止めのテープを張りつけ、また、実施例2で得られたステンレス製金網の寄り止め部材の付いたベルトはそのまま用いて、それぞれリコー製のフルカラー複写機(商品名:プリテール)の転写ベルトユニットに取り付けて、画出しを行って形成された画像の品質を評価したが、何れも極めて良好であった。
【0024】
【発明の効果】
本発明によれば、円筒状の遠心成形型を用いて無端状でシート状樹脂ベルトを製造するに際して、この遠心成形型内に、専用の挿入用ジグを用いて、複数個のリング状で、しかも、樹脂と接触する側面が垂直面である堰止め部材を、スムーズに挿入・装着することができる。これにより、同時に複数個の無端状樹脂ベルトを良好な形状で得られ、しかも、従来から問題にされていた樹脂だれを効果的に防止することができ、得られるベルトの両縁には、厚さの不均一さや、円周方向の不揃いさが見られない良好な縁を有している。
【0025】
また、この堰止め部材の両側に寄り止め部材を予め装着しておくことにより、得られる樹脂ベルトの両縁に寄り止めを一体成形させられると共に、この寄り止めによる相乗効果として撓み、収縮等がより起こり難くなり、乾燥・固化後においてもベルトの縁には残留捩れや残留撓みが全く見られなく、しかも、一体成形された寄り止め部材により、ベルトの成形型からの剥離取り出しが極めて容易に、スピーディーに行える。
以上から、本発明による遠心成型法においては、従来からの課題が解消されて、無端状樹脂ベルトの生産性を著しく向上させることができた。
【図面の簡単な説明】
【図1】本発明の実施例に使用した複数個の無端状樹脂ベルトを作製する複数個の堰止め部材を装着させた遠心成形型(金型)の概略断面図を示す。
【図2】本発明に使用した複数個の寄り止め部材を設けた無端状樹脂ベルトを作製する遠心成形型(金型)の概略断面図を示す。
【図3】本発明で使用する堰止め部材及び寄り止め部材を挿入させる挿入ジグの使用工程を表す概念断面図である。
【図4】挿入ジグに挿入位置ぎめ印を付した概略拡大断面図である。
【図5】堰止め部材に設けた引っ掛け孔の一例を表す図であり、(a)はその拡大断面図であり、(b)はその拡大平面図を示す。
【図6】堰止め部材に設けた突起の一例を表す図であり、(c)はその拡大断面図であり、(d)はその拡大平面図を示す。
【符号の説明】
1 遠心成形型(金型)
2 堰止め部材
3 樹脂液(又は樹脂成膜)
4 挿入ジグ
5 寄り止め部材
6 遠心成形型の内径(D1)
7 孔
8 突起
Claims (5)
- 水平軸方向に回転する円筒状の遠心成形型内に樹脂液を入れて前記成形型内側面に薄膜無端状のシート状樹脂ベルトを形成させるに際して、前記成形型内の両側周縁部位と更にその内側に複数個のリング状堰止め部材を所定間隔に装着させて、前記堰止め部材で区分けされた各内面のそれぞれに樹脂液を入れ、遠心塗布させて複数個の前記樹脂ベルトを形成させることを特徴とする無端状樹脂ベルトの製造方法。
- 前記堰止め部材の内側に隣接させて、更に寄り止め部材を挿入する請求項1に記載する無端状樹脂ベルトの製造方法。
- 前記堰止め部材の材質が、フッ素系樹脂である請求項1に記載する無端状樹脂ベルトの製造方法。
- 水平軸方向に回転する円筒状の遠心成形型内の両側周縁部位と更にその内側に複数個のリング状堰止め部材を所定間隔に設けて、前記堰き止め部材で区分けされた各面のそれぞれに樹脂液を入れ、遠心塗布させて複数個の薄膜無端状のシート状樹脂ベルトを形成させるに際して、前記遠心成形型内に前記複数個のリング状堰止め部材を前記成形型内周面を滑らせながら挿入させるジグを用いることを特徴とする無端状樹脂ベルトの製造用ジグ。
- 前記ジグは、前記堰止め部材の内側に隣接させて、更に寄り止め部材を挿入させる請求項4に記載する無端状樹脂ベルトの製造用ジグ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP02088099A JP4155478B2 (ja) | 1999-01-29 | 1999-01-29 | 無端状樹脂ベルトの製造方法及びその製造用ジグ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP02088099A JP4155478B2 (ja) | 1999-01-29 | 1999-01-29 | 無端状樹脂ベルトの製造方法及びその製造用ジグ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000218637A JP2000218637A (ja) | 2000-08-08 |
| JP4155478B2 true JP4155478B2 (ja) | 2008-09-24 |
Family
ID=12039517
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP02088099A Expired - Fee Related JP4155478B2 (ja) | 1999-01-29 | 1999-01-29 | 無端状樹脂ベルトの製造方法及びその製造用ジグ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4155478B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4126149B2 (ja) * | 1999-09-28 | 2008-07-30 | 株式会社リコー | 中間転写ベルトの製造方法及び中間転写ベルト並びに該中間転写ベルトを用いた画像形成装置 |
-
1999
- 1999-01-29 JP JP02088099A patent/JP4155478B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000218637A (ja) | 2000-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ATE345064T1 (de) | Verfaren zur herstellung von haftverschlüssen mit teilen die unterschiedliche eigenschaften aufweisen | |
| US4634484A (en) | Method for the production of an embossing roller for the continuous embossing of the surface of a thermoplastic film | |
| JP4155478B2 (ja) | 無端状樹脂ベルトの製造方法及びその製造用ジグ | |
| JPH01185688A (ja) | 加熱定着方法 | |
| JP2002018971A (ja) | 無端状ベルト、無端状ベルトの製造方法、成形装置及び無端状ベルトを備えた画像形成装置 | |
| JP2000210958A (ja) | 無端状樹脂ベルトの製造方法 | |
| JP4057708B2 (ja) | 塗布型および無端状ベルトの製造方法 | |
| JP3741552B2 (ja) | 無端ベルトの成形装置及び無端ベルトの製造方法 | |
| JP4051160B2 (ja) | 無端ベルトの製造方法 | |
| WO2017047801A1 (ja) | 剥離部材の製造方法および製造装置 | |
| JP2001158023A (ja) | 遠心成形用塗布型、遠心成形方法及び無端状ベルトの製造方法 | |
| JP2001289282A (ja) | 無端ベルト及び無端ベルトの製造方法 | |
| JP3856629B2 (ja) | 無端状ベルトの製造方法 | |
| JP3519963B2 (ja) | 無端状ベルトの形成装置 | |
| JP3552293B2 (ja) | 画像形成装置 | |
| JP2006256098A (ja) | シームレスベルト成形方法,シームレスベルト成形装置およびシームレスベルトならびに画像形成装置に用いられるシームレスベルト | |
| JP3810613B2 (ja) | 無端ベルト成形用の塗布型及び無端ベルトの成形方法 | |
| JP3814080B2 (ja) | 遠心成形用型 | |
| JP3863687B2 (ja) | ポリイミド円筒膜の形成方法 | |
| JP2000127256A (ja) | 無端ベルトの製造方法 | |
| JP4757394B2 (ja) | シリコーンゴムベルトの製造方法 | |
| JPS61169863A (ja) | 定着ロ−ルの製造方法 | |
| JP2000334877A (ja) | 粘着物に対する離型性を有するローラ及びローラ用離型フィルム | |
| JP3763959B2 (ja) | 無端ベルトの製造方法 | |
| JP3994572B2 (ja) | 中間転写媒体の製造方法および中間転写媒体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060125 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080701 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080704 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110718 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120718 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120718 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130718 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |