JP4155509B2 - 鋳造用アルミニウム合金とアルミニウム合金製鋳物およびその製造方法 - Google Patents
鋳造用アルミニウム合金とアルミニウム合金製鋳物およびその製造方法 Download PDFInfo
- Publication number
- JP4155509B2 JP4155509B2 JP2003063074A JP2003063074A JP4155509B2 JP 4155509 B2 JP4155509 B2 JP 4155509B2 JP 2003063074 A JP2003063074 A JP 2003063074A JP 2003063074 A JP2003063074 A JP 2003063074A JP 4155509 B2 JP4155509 B2 JP 4155509B2
- Authority
- JP
- Japan
- Prior art keywords
- casting
- aluminum alloy
- total
- liquid phase
- alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Continuous Casting (AREA)
Description
【発明の属する技術分野】
本発明は、ダイカスト鋳造等に適した鋳造用アルミニウム合金とアルミニウム合金製鋳物およびその製造方法に関するものである。
【0002】
【従来の技術】
近年、各種製品の軽量化の要請から、従来の鋳鉄製品から軽量なアルミニウム合金製品に急速に移行しつつある。この軽量化によって、各種装置等の性能向上が図られ、特に自動車等の場合、軽量化による燃費向上等によって、環境改善も図られる。
ところでアルミニウム合金製品は、鋳造、鍛造、切削加工等の種々の方法や工程を経て製造されるが、低コスト化が要求される量産の場合、ダイカスト鋳造法によって製造されることが多い。ダイカスト鋳造法によれば、切削加工等の大幅な削減ができ、精度が高くて鋳肌の美麗な製品が短いサイクルタイムで得られる。このダイカスト鋳造を行う際に問題となるのが鋳造性である。すなわち、鋳造割れ等の鋳造欠陥を無くしつつ、安定した品質のアルミニウム合金製鋳物を如何に大量生産できるかが重要となる。この観点から、これまでは鋳造性に優れるAl−Si系のアルミニウムダイカスト用合金(例えば、JIS ADC12)等が使用されてきた。
【0003】
ところが、Al−Si系合金からなるアルミニウム合金製鋳物の場合、強度はともかく、延性が非常に小さい。このため、その鋳物を高強度かつ高延性が要求される部材へ適用することは困難である。従って、Al−Si系合金では、適用範囲が限定されて、最近のニーズに十分応えることが難しい。
そこで、Al−Si系合金に替えてAl−Mg系合金の使用が考えられるが、これまでのAl−Mg系合金は鋳造性が悪く、一般的にいって、鋳物表面に鋳造割れ等の鋳造欠陥を生じ易いものであった。特に、形状が複雑か、薄肉部分があるか、断面変化が大きい鋳物等の場合、表面に鋳造割れを発生し易かった。このような鋳造割れは、切欠き効果によって部材の強度を大きく低減させると共に部材の外観を損ねるため、好ましくない。
そこで、下記特許文献1には、高強度、高靱性で安定した品質の鋳物が得られるAl−Mg系の鋳造用アルミニウム合金が提案されている。具体的には、Al−Mn−Mg−Ti−Sb合金がそこに開示されている。
【0004】
【特許文献1】
特開平6−330202号公報
【0005】
【発明が解決しようとする課題】
しかし、上記特許文献1の場合、Sb等を添加することによって、鋳造時の冷却速度が遅い部位にも、初晶であるAl6Mnの晶出を抑制してMnを強制的に固溶させた鋳造組織を形成し、全体的に安定した品質の鋳物を得ることを目的としている。
ところが、上記特許文献1では、鋳造割れ等について何ら触れられていない。そこで本発明者が実際にこの合金を使用して断面変化の大きな鋳物をダイカスト鋳造したところ、得られた鋳物の表面には多数の鋳造割れが発生していた。
【0006】
本発明は、このような事情に鑑みて為されたものである。すなわち、高強度、高延性なAl−Mg系合金であって、ダイカスト鋳造等を行ったときにも、鋳造割れの発生を大幅に抑制できる鋳造用アルミニウム合金を提供することを目的とする。また、この鋳造用アルミニウム合金を用いたアルミニウム合金製鋳物およびその製造方法を提供することを目的とする。
【0007】
【課題を解決するための手段および発明の効果】
本発明者はこの課題を解決すべく鋭意研究し、各種系統的実験を重ねた結果、鋳造性に優れると共に鋳放し状態でも高強度で高延性の鋳物が得られるAl−Mg−Mn−Fe−Ti合金を見出し、その合金にSbを適量添加することによって鋳造割れを一層抑制できることを新たに発見した。そして、これをさらに発展させて本発明を完成させるに至った。
(鋳造用アルミニウム合金)
すなわち、本発明の鋳造用アルミニウム合金は、全体を100質量%(以下、単に「%」と表記する。)としたときに、Mg:2〜6%、Mn:0.3〜1.2%、Fe、NiまたはCoのいずれか1種以上の合計:0.5〜1.1%、Ti、Zr、V、CrまたはBのいずれか1種以上の合計:0.01〜0.5%、
Sb:0.01〜0.5%を含み、残部がAlと不可避不純物とからなり、鋳造時の残留液相の補給性に優れることを特徴とする。
【0008】
本発明者が開発した上記範囲のAl−Mg−Mn−Fe(Ni、Co)−Ti(Zr、V、Cr、B)合金は、それ自体、高強度および高延性であり鋳造性に優れるものである。そして、それを使用してダイカスト鋳造した際にも大きな鋳造割れ等を生じない。しかし、この合金であっても、断面形状が大きく変化する鋳物等の場合には、細かな鋳造割れを表面に生じ得ることが解った。具体的には、リブの背面や付け根などである。このため、上記合金のままでは、適用できる鋳物部材の形状が制約されてその設計自由度が小さくなったり、鋳造方法が限定されてダイカスト鋳造が行えなかったり、歩留りが悪化したりし得る。
そこで、鋳物の設計自由度を大きくとりつつ、鋳造可能な製造条件を拡大し既存設備等で鋳造し易くして製造コストの削減を図ると共に、大量生産時でも安定した品質の鋳物が供給できる鋳造用アルミニウム合金が望まれるところ、本発明は、上記合金にSbを適量添加することにより、この課題を解決することに成功した。この理由は必ずしも明らかではないが、現状、次のように考えられる。なお以下では、主に、高い鋳造性が求められるダイカスト鋳造の場合を一例として取上げて説明する。
【0009】
先ず、従来のAl−Mg−Mn系合金をダイカスト鋳造した場合、鋳物表面に鋳造割れを発生する要因は、かゆ状凝固すること、残留液相を形成する晶出化合物量が少ないこと、およびそれらの結果として半凝固状態での脆性温度範囲が広いことがあげられる。
これを改良するために本発明の鋳造用アルミニウム合金では、Fe、NiまたはCoの1種以上(以下、単に、適宜「Fe等」という。)を適量添加することによって晶出化合物量を増加させている。また、Ti、Zr、V、CrまたはBの1種以上(以下、単に、適宜「Ti等」という。)を適量添加することによって初晶形態を球状化し脆性温度範囲を狭くしている。もっとも、これにより大きな鋳造割れは防止できるとしても、細かな鋳造割れの抑制、防止には十分ではなかった。
【0010】
次に、この細かな鋳造割れを観察したところ、本来なら凝固収縮によって発生した割れ部分に流れ込み、その割れを埋めるべき残留液相が、鋳物表面にまで十分に到達できていないことが明らかとなった。これを改善する方策として、残留液相量を増加させるか、残留液相の流動性を高めることが有効と考えられた。しかし、残留液相量を増加させるということは、初晶(α相:α−Al)が晶出した後に晶出する晶出化合物(Al6Mn、Al6(Mn、Fe)、Al3Fe等)の増加を意味する。この晶出化合物の増加は靱性の低下を招き、高延性な鋳造用アルミニウム合金という本発明の目的に沿わなくなる。従って、本発明の上記範囲以上にFe等やMnの含有量を増加させて、初晶晶出後の残留液相の増加を図ることは好ましくない。
【0011】
そこで、残留液相の流動性を高めることが有効と考え、本発明者が流動性向上に効果のある元素を種々試したところ、ようやくSbにその効果があることを知見するに至った。このSbの適量添加により、残留液相の流動性が向上して、割れ発生部へ残留液相が滑らかに補給され、その割れが埋められて、鋳造割れの発生が著しく抑制されるようになったと考えられる。
【0012】
(アルミニウム合金製鋳物)
本発明は、上記鋳造用アルミニウム合金以外に、それを使用して鋳造した所望の形状のアルミニウム合金製鋳物としても把握できる。
すなわち、本発明は、全体を100%としたときに、Mg:2〜6%、Mn:0.3〜1.2%、Fe、NiまたはCoのいずれか1種以上の合計:0.5〜1.1%、Ti、Zr、V、CrまたはBのいずれか1種以上の合計:0.01〜0.5%、Sb:0.01〜0.5%とを含み、残部がAlと不可避不純物とからなり、鋳造時に残留液相が補給されて表面割れがほとんどないことを特徴とする鋳造用アルミニウム合金製鋳物であっても良い。
【0013】
(アルミニウム合金製鋳物の製造方法)
さらに本発明は、そのアルミニウム合金製鋳物の製造方法としても把握できる。
すなわち、本発明は、全体を100%としたときに、Mg:2〜6%、Mn:0.3〜1.2%、Fe、NiまたはCoのいずれか1種以上の合計:0.5〜1.1%、Ti、Zr、V、CrまたはBのいずれか1種以上の合計:0.01〜0.5%、Sb:0.01〜0.5%とを含み残部がAlと不可避不純物とからなるアルミニウム合金の溶湯を鋳型に高速で注入する注入工程と、該鋳型に注入された溶湯を急冷凝固させる凝固工程とを備え、鋳造時に残留液相が補給されて表面割れがほとんどないアルミニウム合金製鋳物が得られることを特徴とするアルミニウム合金製鋳物の製造方法であっても良い。
【0014】
ところで、本発明でいう「高強度」とは、例えば、0.2%耐力が120MPa以上であることを意味し、「高延性」とは、例えば、破断伸びが13%以上であることを意味する。また、「鋳造性」とは、溶湯の湯回り性や離型性等に限らず、鋳造割れや引け巣(ポロシティ)の発生率等をも含む概念であるが、主に、鋳物表面に発生する鋳造割れの程度を意味する。但し、この鋳造割れの程度を一概に規定することは難しい。鋳物形状や鋳造条件等によって、鋳造割れが発生するか否かが大きく異なるからである。このため、本発明の鋳造用アルミニウム合金を使用することで鋳造割れが実用上問題ないレベルになるとしても、必ずしも細かな鋳造割れまでもが皆無になるとは限らないことを断っておく。
【0015】
本発明でいう「鋳造」は、ダイカスト鋳造に限定されるものではない。通常の金型鋳造、高圧鋳造等をも含み得る。もっとも、前述した鋳造割れの抑制機構からも解るように、本発明の鋳造用アルミニウム合金は、鋳型のキャビティ内へプランジャ等で合金溶湯が高速で注入され、合金溶湯が加圧された状態で、急冷凝固されるダイカスト鋳造に特に好適である。
【0016】
【発明の実施の形態】
次に、実施形態を挙げ、本発明をより詳しく説明する。なお、以下では主に鋳造用アルミニウム合金について説明するが、その内容は本発明のアルミニウム合金製鋳物およびその製造方法にも適宜該当するものであることを断っておく。
(1)合金組成
▲1▼Mg
Mgは、Alのマトリックス中に固溶して、アルミニウム合金の機械的強度(例えば、引張強さや耐力)を向上させると共に延性にも影響する元素である。
Mgが少な過ぎると、十分な機械的強度が得られない。一方、Mgが多過ぎると、粗大晶出物が多量に晶出し始め、延性の悪化を招くため好ましくない。そこで、Mgの下限は2%さらには4%が好ましく、その上限は6%さらには5%が好ましい。特にMgが2〜6%であると好適である。
【0017】
▲2▼Mn
Mnは、Mgと同様にAlのマトリックス中に固溶したり、AlやFeと化合物を生成してマトリックス中に微細に析出してアルミニウム合金の機械的強度を向上させたりする元素である。
Mnが少な過ぎると、十分な機械的強度の向上が得られず、一方、Mnが多過ぎると、粗大晶出物が晶出して延性の抵下を招くため好ましくない。そこで、Mnの下限は0.3%さらには0.4%が好ましく、その上限はMn≦−0.1Mg+1.2で好適である。
【0018】
▲3▼Fe等
Fe、NiまたはCoは、凝固時に化合物を晶出して、初晶の凝固収縮、熱収縮に伴う鋳造割れを抑制する元素である。
Fe等が少な過ぎると、表面に発生した鋳造割れを埋めるのに十分な残留液相が得られず、鋳造割れを十分に抑制できない。一方、Fe等が多過ぎると、晶出化合物量の増加や粗大晶出物の晶出により靱延性の低下を招き好ましくない。そこで、Fe等のいずれか1種以上の合計の下限は0.5%さらには0.6%が好ましく、その上限は1.1%さらには1%が好ましい。特にFe等が0.6〜1%であると好適である。
なお、前述した本発明の鋳造割れ抑止機構にはMnも関連しており、初晶等の晶出後の残留液相の確保にはFe等とMnとの共存が必要である。Mn量およびFe量等に加えて、両者の合計が1%以上で好適である。
【0019】
▲4▼Ti等
Ti、Zr、V、CrまたはBは、初晶であるα相の核生成サイトとなり、その初晶を球状化させて鋳造割れの抑制に有効な元素である。すなわち、Tiの添加によって、初晶Alの各結晶粒径は小さくなり、高固相率側まで固液流動状態が維持される(つまり、残留液相の流動性が確保される)。そして、脆性温度範囲が狭くなり、凝固収縮による割れ応力の発生時期が低温側にずれ込んで、耐鋳造割れ性が向上すると考えられる。また、Ti等が鋳造組織を微細化することによって、延性や強度の改善にも効果を発揮する。
【0020】
Ti等が少な過ぎると、これらの効果が十分には得られず、Ti等が多過ぎると、粗大晶出物(Al3Ti等)が晶出し始めて延性の低下を招くため好ましくない。そこで、Ti等のいずれか1種以上の合計の下限は0.01%さらには0.1%が好ましく、その上限は0.5%さらには0.25%が好ましい。特にTi等が0.1〜0.25%であると好適である。
【0021】
特にBは、Tiとの共存下で、結晶粒の微細化に大きな効果を発揮する。Bが少な過ぎると、その効果が十分に発揮されず、逆に、Bを多くしても、あまり効果の向上が望めず不経済である。そこで、Bの下限は0.01%さらには0.02%が好ましく、その上限は0.05%さらには0.04%が好ましい。特にBが0.01〜0.05%であると好適である。なお、Bは、単体で添加する場合の他、TiB2等のホウ化チタンとして添加すると経済的である。
【0022】
また、CrはMgやMnと同様に、アルミニウムのマトリックスに固溶して、機械的強度を向上させる元素である。Crが少な過ぎると、その効果が十分に発揮されず、逆に、Crが多過ぎると、粗大晶出物が晶出して延性の低下を招くため好ましくない。そこで、Crの下限は0.1%さらには0.2%が好ましく、その上限は0.7%さらには0.5%が好ましい。特にCrが0.2〜0.5%であると好適である。
【0023】
▲5▼Sb
Sbは、前述したように、晶出している固相と最終的に凝固する液相との濡れ性を改善して、その残留液相の流動性を高めるのに有効な元素である。
Sbが少な過ぎると、このような効果が十分に得られず、Sbが多過ぎると、逆に、残留液相の流動性を低下させて割れ部分へ溶湯が十分に補給されなくなり、鋳造割れが発生し易くなり得る。また、Sbが過剰となると、晶出化合物量が増加して靱性の低下を招き好ましくない。
そこで、Sbの下限は0.01%さらには0.02%が好ましく、その上限は0.5%さらには0.3%が好ましい。特にSbが0.02〜0.3%であると好適である。
【0024】
▲6▼Be
Beは、単独でもTi等との共存下でも、溶湯の酸化抑制に効果を発揮し、溶解時にMgの酸化消耗を抑える。Beが少な過ぎると、その効果が十分に発揮されず、逆に、Beを多くしても、あまり効果の向上が望めず不経済である。そこで、Bの下限は0.001%さらには0.005%が好ましく、その上限は0.01%さらには0.008%が好ましい。特にBeが0.001〜0.01%であると好適である。
【0025】
▲7▼不可避不純物
不可避不純物は、アルミニウム合金の特性に悪影響を与えない限り、その種類や含有量は限定されない。もっとも、本発明者は、不可避不純物であるSi、Cuの含有量を管理することにより、アルミニウム合金の鋳造性、強度または延性が向上することを見出している。すなわち、全体100%に対して、不可避不純物であるSiが0.5%以下、Cuが0.3%以下、Znが1%以下であると好適である。Siは、アルミ地金等に含まれる不可避不純物であり、0.5%を超えて含有すると、Mg2Siが自然時効によりマトリックス中に析出し、アルミニウム合金の機械的特性が経時的に変化して好ましくない。Cuは、鋳造割れを助長すると共に、耐食性を阻害する元素である。特に、本発明のアルミニウム合金製鋳物を構造部材として用いる場合0.3%以下とすることが好ましい。Znも鋳造割れを助長する元素であり1%以下とすることが好ましい。
【0026】
▲8▼その他
本発明は、上記した成分組成をもつ鋳造用アルミニウム合金であるが、その高強度、高延性および耐鋳造割れ性を損わない範囲で、その他の元素を適量含有しても良い。例えば、Al−Mg合金溶湯の酸化に伴うノロの生成を抑制するために、Moを含有させても良い。このとき、Mo量を0.05〜0.3%とすると好ましい。Moが、0.05%未満では酸化抑制効果が十分ではなく、0.3%を超えると粗大結晶物が晶出して延性の低下を招き好ましくない。
【0027】
(2)製造方法
本発明の鋳造用アルミニウム合金は、当然、鋳造に適したものであが、その鋳造方法が限定されるものではない。もっとも、薄肉、複雑形状等をした量産品へのアルミニウム合金製鋳物の適用を考えれば、その多くは、ダイカスト鋳造されたものとなる。そして、本発明の鋳造用アルミニウム合金は、ダイカスト鋳造をした場合でも、鋳造割れ等をほとんど生じない安定した鋳造性と、Al−Si系合金では不可能な高強度および高延性とを発揮する。
【0028】
ところで、このようなダイカスト鋳造は、セットされた金型のキャビティへ、合金溶湯をプランジャ等から高速供給すると共に加圧しつつ急冷凝固させるものである。そして、通常は、ダイカストマシン等によってほぼ自動的にまたは連続的に行われ、量産性の高いものである。
【0029】
ダイカスト鋳造の条件は、例えば、鋳造圧力、射出温度、射出速度(または溶湯の注入時間)、冷却速度等によってほぼ規定される。鋳造圧力は、例えば10〜100MPa、さらには20〜80MPaである。高速射出速度は、例えば、0.8〜10m/sec、さらには2〜10m/secである。これを溶湯の注入時間でいえば、例えば200msec以下、さらには10msec以下である。冷却速度は、厳密にいうと鋳造部位により異なるため、一律には特定できないが、遅くとも、例えば、20℃/sec以上、さらには50℃/sec以上である。
【0030】
なお、ダイカスト鋳造の場合、溶湯の金型への注入は2段階に分けて考えられる。金型の製品部へ溶湯を充填する製品部注入工程と、製品部の入口にある方案部へ溶湯を充填する方案部注入工程とである。製品部注入工程は上記したように高速で行われるが、方案部注入工程は比較的低速で射出速度が0.1〜1、注入時間が1000〜4000msec程度で行われる。従って、前述の内容は、製品部注入工程に関するものであり、上記溶湯の注入時間は、金型の製品キャビティへの溶湯の供給開始後からそのキャビティ内がその溶湯で充填されるまでの時間である。本発明の製造方法の注入工程でいう「高速」とは、例えば、この注入時間が500msec以下を意味する。
【0031】
なお、本発明の製造方法でいう注入工程および凝固行程は、ダイカスト鋳造に限定されるものではない。また、両工程は必ずしも明確に区別されるものではなく、連続的にまたは重畳して行われるものであっても良い。例えば、ダイカスト鋳造を考えると、注入工程が完了する前に凝固行程が一部開始していることも多い。また、溶湯の実質的な加圧が開始されるのは理論的にいうと注入工程完了後となるが、注入工程中から加圧されていると考えても良い。本発明の場合、この溶湯の加圧は鋳造割れを抑制する上で重要である。何故なら、溶湯が加圧された状態にあることで、凝固収縮によって生じた割れ部分への残留液相の補給が促進されるからである。
【0032】
(2)用途
本発明の鋳造用アルミニウム合金やアルミニウム合金製鋳物は、鋳造後に溶体化処理や時効処理等の熱処理を施しても良いが、熱処理を施さない鋳放し状態でも、優れた強度および延性を発揮する。従って、高強度かつ高延性のアルミニウム合金製鋳物が低コストで得られる。また、それがダイカスト鋳造品であれば、鋳造に要するサイクルタイムも短かく、鋳造後の加工等がほとんど不要となり、アルミニウム合金製鋳物の低コスト化を一層図れる。
【0033】
本発明のアルミニウム合金製鋳物の用途は種々考えられるが、例えば、次のようなものがある。自動車や二輪車の分野では、ボディ構造用部材、シャシ部材、ホイール、スペースフレーム、ステアリングホイール(芯金)、シートフレーム、サスペンションメンバー、ミッションケース、プーリ、オイルパン、シフトレバー、インスツルメントパネル、ドアインパクトパネル、吸気用サージタンク、ペダルブラケット、フロントシュラウドパネル等である。
【0034】
【実施例】
次に、本発明に係る実施例を挙げて、本発明をより詳細に説明する。
(試験片の製作)
Al−4.5%Mg−0.3%Mn−0.7%Fe−0.15%Ti−x%Sb(単位:質量%)の組成をもつ6つの試験片(アルミニウム合金製鋳物)をダイカスト鋳造により製造した。各試験片のSb量は、それぞれ、0%、0.02%、0.1%、0.3%、0.5%、0.75%または1%とした。
【0035】
ダイカスト鋳造は、縦型ダイカスト機を使用して行った。つまり、上記組成に調製した各種溶湯をプランジャ(φ40mm)で金型のキャビティへ加圧注入後(注入工程)、冷却速度を100℃/秒程度として凝固させた(凝固工程)。このときの鋳造条件は、鋳造圧力:64MPa、射出(プランジャ)速度:0.6m/s、射出(溶解)温度:液相線温度+10℃とした。また、金型温度は50〜100℃としておいた。
【0036】
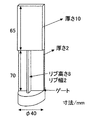
製作した試験片の形状を図1に示す。この試験片は、ゲートに連なる幅40x高さ70x厚さ2mmの薄板部と、この薄板部から奥に連なる幅40x高さ65x厚さ10mmの厚板部と、薄板部の中央表面から突出し厚板部からゲートへ架橋する幅2x高さ70x高さ8mmのリブとで構成されている。そして、薄板部と厚板部との裏面は面一の平坦面となっている。
【0037】
(観察および測定)
各試験片の前記平坦面(リブと反対側にある薄板部分と厚肉部との面一となっている面)で、鋳造割れが発生しているか否かをカラーチェックにより調べた。この結果を図2に示す。赤くて細い筋状部分がクラックの発生を意味する。
また、この平坦面上で、ゲートから高さ方向に50mmの位置での鋳造割れの深さを組織観察により測定した。この結果を図3に示す。
【0038】
(評価)
図2および図3から明らかなように、断面形状が大きく変化する薄いリブの裏側(平坦面上)にクラックが発生することが解った。そして、Sbの添加により、クラックの発生は抑制され、特に、Sb量が0.02〜0.5%、0.05〜0.3%さらには0.1%前後で最も効果的であることも明らかとなった。
【0039】
(強度および延性)
Sb量のみ異なる前述の組成にて、縦型ダイカスト機を用いて、実施例1と同様のダイカスト条件により、厚さ2mm、幅5mm、長さ70mmの板状鋳物を作成し、平行部が15mm、幅5mmで、平面部が鋳肌のままの平板引張試験片に切削加工して引張試験に供した。試験片はいずれも鋳放しのままである。これらの各試験片の0.2%耐力および破断伸びを調べたところ、0.2%耐力は140〜150MPa、破断伸びは16〜10%であった。ちなみに、1%Sbを添加した場合の伸びは13%以下であった。
【図面の簡単な説明】
【図1】鋳造割れ評価用試験片の形状を示す斜視図である。
【図2】各試験片について調べた鋳造割れのカラーチェックを示す写真である。
【図3】各試験片について調べた鋳造割れ深さをプロットしたグラフである。
Claims (9)
- 全体を100質量%(以下、単に「%」と表記する。)としたときに、
マグネシウム(Mg):2〜6%、
マンガン(Mn):0.3〜1.2%、
鉄(Fe)、ニッケル(Ni)またはコバルト(Co)のいずれか1種以上の合計:0.5〜1.1%、
チタン(Ti)、ジルコニウム(Zr)、バナジウム(V)、クロム(Cr)またはホウ素(B)のいずれか1種以上の合計:0.01〜0.5%、
アンチモン(Sb):0.01〜0.5%を含み、
残部がアルミニウム(Al)と不可避不純物とからなり、
鋳造時の残留液相の補給性に優れることを特徴とする鋳造用アルミニウム合金。 - 前記Mnおよび前記Feは、合計で1%以上である請求項1に記載の鋳造用アルミニウム合金。
- さらに、全体を100%としたときに、ベリリウム(Be):0.001〜0.01%を含有する請求項1または2に記載の鋳造用アルミニウム合金。
- 鋳造後に熱処理を施さない鋳放し状態で、0.2%耐力が120MPa以上で破断伸びが13%以上である請求項1〜3のいずれかに記載の鋳造用アルミニウム合金。
- 全体を100%としたときに、Mg:2〜6%、Mn:0.3〜1.2%、Fe、NiまたはCoのいずれか1種以上の合計:0.5〜1.1%、Ti、Zr、V、CrまたはBのいずれか1種以上の合計:0.01〜0.5%、Sb:0.01〜0.5%を含み、残部がAlと不可避不純物とからなり、
鋳造時に残留液相が補給されて表面割れがほとんどないことを特徴とする鋳造用アルミニウム合金製鋳物。 - ダイカスト鋳造されたものである請求項5に記載の鋳造用アルミニウム合金製鋳物。
- 全体を100%としたときに、Mg:2〜6%、Mn:0.3〜1.2%、Fe、NiまたはCoのいずれか1種以上の合計:0.5〜1.1%、Ti、Zr、V、CrまたはBのいずれか1種以上の合計:0.01〜0.5%、Sb:0.01〜0.5%を含み、残部がAlと不可避不純物とからなるアルミニウム合金の溶湯を鋳型に高速で注入する注入工程と、
該鋳型に注入された溶湯を急冷凝固させる凝固工程とを備え、
鋳造時に残留液相が補給されて表面割れがほとんどないアルミニウム合金製鋳物が得られることを特徴とするアルミニウム合金製鋳物の製造方法。 - 前記注入工程および/または前記凝固行程は、前記溶湯を10〜100MPaで加圧して行う請求項7に記載のアルミニウム合金製鋳物の製造方法。
- 前記凝固工程は、前記鋳型に注入された溶湯の冷却速度が20℃/秒以上である請求項7記載のアルミニウム合金製鋳物の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003063074A JP4155509B2 (ja) | 2003-03-10 | 2003-03-10 | 鋳造用アルミニウム合金とアルミニウム合金製鋳物およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003063074A JP4155509B2 (ja) | 2003-03-10 | 2003-03-10 | 鋳造用アルミニウム合金とアルミニウム合金製鋳物およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004269971A JP2004269971A (ja) | 2004-09-30 |
| JP4155509B2 true JP4155509B2 (ja) | 2008-09-24 |
Family
ID=33124756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003063074A Expired - Fee Related JP4155509B2 (ja) | 2003-03-10 | 2003-03-10 | 鋳造用アルミニウム合金とアルミニウム合金製鋳物およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4155509B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007013200A1 (de) * | 2007-03-15 | 2008-09-18 | Bühler Druckguss AG | Verfahren zur Herstellung von Druckgiessteilen und Giesseinrichtung |
| KR101143899B1 (ko) * | 2009-08-19 | 2012-05-11 | (주)상문 | 열전도성이 높은 다이캐스팅용 알루미늄 기초합금 |
| CN106513630A (zh) * | 2016-11-10 | 2017-03-22 | 无锡市明盛强力风机有限公司 | 一种镁合金轮毂挤压铸造工艺 |
| JP7096690B2 (ja) * | 2018-03-29 | 2022-07-06 | 株式会社豊田中央研究所 | ダイカスト鋳造用アルミニウム合金およびアルミニウム合金鋳物 |
| JP7306584B2 (ja) * | 2021-02-24 | 2023-07-11 | 日本軽金属株式会社 | 溶接用アルミニウム合金展伸材、アルミニウム合金溶接接合体及びその溶接方法 |
| CN113584358B (zh) * | 2021-07-30 | 2022-05-03 | 东风商用车有限公司 | 铝合金支架类铸件的成形方法 |
| JP7804313B2 (ja) * | 2021-09-24 | 2026-01-22 | 学校法人常翔学園 | アルミ製薄肉ダイカスト部材及びその製造方法 |
-
2003
- 2003-03-10 JP JP2003063074A patent/JP4155509B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004269971A (ja) | 2004-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005264301A (ja) | 鋳造アルミニウム合金とアルミニウム合金鋳物およびその製造方法 | |
| JP5861254B2 (ja) | アルミニウム合金製鋳物およびその製造方法 | |
| JP3415987B2 (ja) | 耐熱マグネシウム合金成形部材の成形方法 | |
| CN102365379B (zh) | 屈服强度优异的铸造用Al-Mg-Si系铝合金及包含它的铸造构件 | |
| JP5638222B2 (ja) | 鋳造用耐熱マグネシウム合金および合金鋳物の製造方法 | |
| CN105525158A (zh) | 一种半固态压铸铝合金材料及使用该材料压铸成型的方法 | |
| JP2001220639A (ja) | アルミニウム鋳造用合金 | |
| JP6439792B2 (ja) | 比剛性、強度及び延性に優れた鋳造用Al−Si−Mg系アルミニウム合金、並びにそれからなる鋳造部材及び自動車用ロードホイール | |
| JP4145242B2 (ja) | 鋳物用アルミニウム合金、アルミニウム合金製鋳物およびアルミニウム合金製鋳物の製造方法 | |
| JP4765400B2 (ja) | セミソリッド鋳造用アルミニウム合金、並びにアルミ合金鋳物とその製造方法 | |
| JP2009108409A (ja) | 靭性に優れた鋳造用Al−Mg系アルミニウム合金及びそれからなる鋳造部材 | |
| JP4155509B2 (ja) | 鋳造用アルミニウム合金とアルミニウム合金製鋳物およびその製造方法 | |
| JP2008001954A (ja) | セミソリッド鋳造用アルミニウム合金及びアルミニウム合金鋳物の製造方法 | |
| JP4285188B2 (ja) | 鋳造用耐熱マグネシウム合金とマグネシウム合金製鋳物およびその製造方法 | |
| JP2003170263A (ja) | 車両用ホイールの低圧鋳造方法 | |
| JP2019173111A (ja) | ダイカスト鋳造用アルミニウム合金およびアルミニウム合金鋳物 | |
| US6277217B1 (en) | Aluminum alloy for die-cast product having a high-toughness | |
| JP4544507B2 (ja) | Al−Si共晶合金、Al合金製鋳物、鋳造用Al合金およびそれらの製造方法 | |
| JP7217091B2 (ja) | コーティングがない低圧永久鋳型のための方法および合金 | |
| JP7749260B1 (ja) | アルミニウム合金、アルミニウム合金凝固部材及びその製造方法 | |
| JPH08134576A (ja) | ダイカスト用アルミニウム合金 | |
| JPH10158771A (ja) | 耐圧性に優れた鋳物用アルミニウム合金 | |
| JPH11335765A (ja) | 高靭性アルミニウム溶湯鍛造部品及びその製造法 | |
| JP2025021981A (ja) | アルミニウム合金鋳物の製造方法 | |
| Masoumi | Effects of applied pressures and calcium contents on microstructure and tensile properties of squeeze cast magnesium-aluminum-calcium alloys. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050719 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070904 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080219 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080416 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20080513 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080703 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080704 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110718 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120718 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120718 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120718 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120718 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130718 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |