JP4158908B2 - 生産システム - Google Patents
生産システム Download PDFInfo
- Publication number
- JP4158908B2 JP4158908B2 JP2003343548A JP2003343548A JP4158908B2 JP 4158908 B2 JP4158908 B2 JP 4158908B2 JP 2003343548 A JP2003343548 A JP 2003343548A JP 2003343548 A JP2003343548 A JP 2003343548A JP 4158908 B2 JP4158908 B2 JP 4158908B2
- Authority
- JP
- Japan
- Prior art keywords
- production
- products
- order
- product
- ratio
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 273
- 238000000034 method Methods 0.000 claims description 33
- 238000012937 correction Methods 0.000 claims description 19
- 230000003252 repetitive effect Effects 0.000 claims description 9
- 238000010348 incorporation Methods 0.000 claims description 3
- 238000007781 pre-processing Methods 0.000 description 6
- 230000001186 cumulative effect Effects 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Landscapes
- General Factory Administration (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
Description
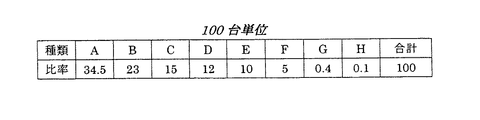
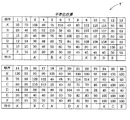
(ステップS1):各製品の生産数または生産比率(この実施例では生産比率)に対応する基本ポイントをそれぞれ累積計算し、累積ポイントを算出した後、ステップS2へと進む。なお、この実施例では、前記基本ポイントを各製品の生産比率と同数としている。
(ステップS2):各製品に対応する累積ポイントが所定値(この実施例では各製品の生産比率の合計である合計生産比率)以上であるかどうかを判定し、各累積ポイントが所定値未満であればステップS1に進み、所定値以上の累積ポイントがある場合にはステップS3に進む。
(ステップS3):所定値以上となった累積ポイントについて、前記所定値を減ずるとともに、その累積ポイントに対応する製品を生産順序リストに追加する。その後、ステップS1に進む。
Y×Z=X …(1)
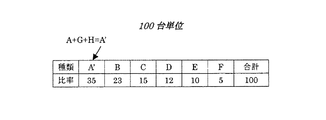
A〜H 製品
S 生産システム
Claims (2)
- 複数種の製品を1つのライン上で連続的に生産し、それらを混合して流す生産ラインと、平準化計算プログラムの実行により得られた生産する製品の順序についての指示を前記生産ラインに対して出すためのコントローラとを備えた生産システムにおいて、前記平準化計算プログラムが、生産数が少ない希少製品の生産数または生産比率を複数種の製品のうちで生産数が最も多い最多製品の生産数または生産比率に組み入れた後、各種製品の生産数または生産比率に基づく平準化計算を実行して基本生産順序を決定し、この基本生産順序を繰り返してなる反復生産順序を得る一方、希少製品の生産数または生産比率と最多製品の生産数または生産比率とに基づく平準化計算を実行して最多製品補正順序を得て、この最多製品補正順序に従って前記反復生産順序における最多製品を希少製品に置換する補正を行い、製品の生産順序が前記補正後の反復生産順序となるように構成したことを特徴とする生産システム。
- 複数種の製品を1つのライン上で連続的に生産し、それらを混合して流す生産ラインと、平準化計算プログラムの実行により得られた生産する製品の順序についての指示を前記生産ラインに対して出すためのコントローラと、ワークに付設され前記コントローラから出力された生産指示データが書き込まれる記録媒体とを備え、前記生産ラインは、前記製品のベースとなるワークを搬送する搬送手段と、この搬送手段によって搬送されるワークに付設された記録媒体の生産指示データを読み取りこのデータに対応した作業を当該ワークに対して行う複数の組み付け工程部とを有している生産システムにおいて、前記平準化計算プログラムが、生産数が少ない希少製品の生産数または生産比率を複数種の製品のうちで生産数が最も多い最多製品の生産数または生産比率に組み入れた後、各種製品の生産数または生産比率に基づく平準化計算を実行して基本生産順序を決定し、この基本生産順序を繰り返してなる反復生産順序を得る一方、希少製品の生産数または生産比率と最多製品の生産数または生産比率とに基づく平準化計算を実行して最多製品補正順序を得て、この最多製品補正順序に従って前記反復生産順序における最多製品を希少製品に置換する補正を行い、製品の生産順序が前記補正後の反復生産順序となるように構成したことを特徴とする生産システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003343548A JP4158908B2 (ja) | 2003-10-01 | 2003-10-01 | 生産システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003343548A JP4158908B2 (ja) | 2003-10-01 | 2003-10-01 | 生産システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005108102A JP2005108102A (ja) | 2005-04-21 |
| JP4158908B2 true JP4158908B2 (ja) | 2008-10-01 |
Family
ID=34537481
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003343548A Expired - Fee Related JP4158908B2 (ja) | 2003-10-01 | 2003-10-01 | 生産システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4158908B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101890844B (zh) * | 2010-07-02 | 2014-02-12 | 武汉金运激光股份有限公司 | 一种自动激光打标机流水线速度控制装置及其应用 |
-
2003
- 2003-10-01 JP JP2003343548A patent/JP4158908B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005108102A (ja) | 2005-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109313435B (zh) | 用于构型用于生产由多个子产品组装的产品的生产过程的方法和设备 | |
| JPH01270164A (ja) | シミュレーション方法 | |
| JP2009157528A (ja) | セル生産システムにおける生産指示方法 | |
| CN110244659B (zh) | 控制装置、数据制作装置、控制方法 | |
| JP2004295731A (ja) | バッチジョブ管理システム及びバッチジョブ管理プログラム | |
| CN108241336A (zh) | 作业计划装置 | |
| JP2014123227A (ja) | 生産スケジュール作成方法および装置 | |
| JP4158908B2 (ja) | 生産システム | |
| JP5114675B2 (ja) | 生産計画立案装置、生産計画立案方法、プログラム、及びコンピュータ読み取り可能な記憶媒体 | |
| CN110750079A (zh) | 一种允许工序跳跃的混合流水车间调度优化方法 | |
| US20100153294A1 (en) | Determining values for characteristic value combinations | |
| JP2008502034A (ja) | 産業プロセスのための最適制御問題を生成する方法 | |
| US20070250198A1 (en) | Systems and methods for efficiently implementing an n-step manufacturing process for producing a mechanical part | |
| Tung-Hsu et al. | Integration of a CAPP systema and an FMS | |
| JP4407543B2 (ja) | 製鋼プロセスの操業スケジュール作成システム、製鋼プロセスの操業スケジュール作成方法、及びコンピュータプログラム | |
| JPH0242503A (ja) | フローショップ生産システムシミュレーション装置 | |
| CN108132650A (zh) | 一种流水车间控制方法及装置 | |
| JP3216578B2 (ja) | 適正在庫量決定方法及び適正在庫量決定装置並びに記録媒体 | |
| JP3007884B1 (ja) | 生産性評価シミュレーション装置および方法 | |
| JPH03161250A (ja) | 生産スケジューリング装置 | |
| JP4780260B2 (ja) | 多品目ロットサイズスケジューリング方法 | |
| EP1389748A2 (en) | Numerical controller | |
| JP4746334B2 (ja) | 製造プロセスの生産計画立案方法、装置、及びコンピュータプログラム | |
| KR0139378B1 (ko) | 생산계획 작성방법 및 그 장치 | |
| CN105425729B (zh) | 一种基于rcs的批量镜像槽的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061020 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061227 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070605 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080709 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4158908 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110725 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120725 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120725 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130725 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140725 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |