JP4169247B2 - ダイヤフラムの製造方法 - Google Patents
ダイヤフラムの製造方法 Download PDFInfo
- Publication number
- JP4169247B2 JP4169247B2 JP2001330823A JP2001330823A JP4169247B2 JP 4169247 B2 JP4169247 B2 JP 4169247B2 JP 2001330823 A JP2001330823 A JP 2001330823A JP 2001330823 A JP2001330823 A JP 2001330823A JP 4169247 B2 JP4169247 B2 JP 4169247B2
- Authority
- JP
- Japan
- Prior art keywords
- hole
- molding material
- rubber
- layer
- diaphragm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 239000010410 layer Substances 0.000 claims description 94
- 229920001971 elastomer Polymers 0.000 claims description 66
- 239000012778 molding material Substances 0.000 claims description 51
- 230000002093 peripheral effect Effects 0.000 claims description 49
- 239000004744 fabric Substances 0.000 claims description 38
- 239000002344 surface layer Substances 0.000 claims description 26
- 238000000034 method Methods 0.000 claims description 18
- 238000004073 vulcanization Methods 0.000 claims description 11
- 239000004636 vulcanized rubber Substances 0.000 claims description 11
- 238000005520 cutting process Methods 0.000 claims description 7
- 238000010030 laminating Methods 0.000 claims description 2
- 239000012530 fluid Substances 0.000 description 8
- 238000004080 punching Methods 0.000 description 8
- 230000001105 regulatory effect Effects 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 7
- 238000000576 coating method Methods 0.000 description 7
- 239000002759 woven fabric Substances 0.000 description 6
- 230000003014 reinforcing effect Effects 0.000 description 5
- 239000003566 sealing material Substances 0.000 description 5
- 229920000459 Nitrile rubber Polymers 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000035515 penetration Effects 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images









Landscapes
- Diaphragms And Bellows (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
【発明の属する技術分野】
本発明は、補強用の基布をゴムの内部に備えたダイヤフラムを製造する方法に関する。
【0002】
【従来の技術】
図1〔A〕は、圧縮機の圧力調整弁に使用されているダイヤフラムを示す平面図、図1〔B〕は、同図〔A〕のX−X断面を示す断面図、図1〔C〕は、同図〔B〕の部分拡大図(Y部詳細図)である。
図1〔A〕に示すように、このダイヤフラム1には、圧力調整弁の構成要素に装着する際のボルト孔となる貫通孔2が6箇所に形成されているとともに、圧力調整弁における高圧流体の流路となる貫通孔3が4箇所に形成されている。
また、図1〔C〕に示すように、このダイヤフラム1は、ゴムからなる表面層41と、補強用の基布からなる中間層51と、ゴムからなる中間層42と、補強用の基布からなる中間層52と、ゴムからなる裏面層43とが積層されて構成されている。ここに、ゴム(加硫ゴム)からなる表面層41および裏面層43により気密性が確保され、基布からなる中間層51および中間層52によってダイヤフラムとしての強度が確保される。
【0003】
このダイヤフラム1は、上記の層構成を有する積層シートを打ち抜き加工(貫通孔の形成を含む)することにより製造される。
しかして、打ち抜き加工によって形成された貫通孔の内周面には、中間層51および中間層52を構成する基布の断面が露出する。なお、図1〔C〕においては、貫通孔3の内周面3Sにあらわれる基布の断面の図示を省略している。
【0004】
図2は、圧力調整弁の構成要素に装着されたダイヤフラム1において、貫通孔3の周囲を示す部分拡大図である。
構成要素61と構成要素62とにより挟持されているダイヤフラム1は、その貫通孔2(図2において図示省略)に挿通されたボルトを締めることによって、当該構成要素61,62により圧縮され、これにより、圧力の調整が行われる。 図2において、63および64は、高圧流体(圧縮空気)の流路を区画する配管部であり、この配管部63と配管部64とは、ダイヤフラム1の貫通孔3を介して連通している。
【0005】
【発明が解決しようとする課題】
然るに、図1に示したようなダイヤフラム1においては、高圧流体である圧縮空気の流路(貫通孔3)の気密性を十分に確保することができず、圧縮空気が外部に漏れてしまうという問題がある。
すなわち、既述したように、圧縮空気の流路となる貫通孔3の内周面3Sには、中間層51および中間層52を構成する基布の断面が露出しているため、図2の矢印に示すように、当該流路内の圧縮空気が、中間層51および中間層52を通って外部に漏れてしまう。
【0006】
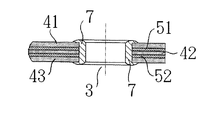
このような問題を解決するため、図3に示すように、貫通孔3の内周面にシリコーン系のシール材を塗布し、当該シール材による被膜7を形成することも考えられる。
しかしながら、貫通孔の内周面にシール材を塗布することによって均一な被膜を形成することは困難であり、形成される被膜において膜厚の過小な部分やピンホールが1箇所でもあると、所期のシール効果(気密性)を発揮することができない。また、形成される被膜の膜厚の過大であると、流路内における圧縮空気の流動性が損なわれることがある。
また、貫通孔の内周面(ゴムおよび基布)に対する被膜(シリコーン)の密着性が十分ではないため、ダイヤフラムの使用(圧縮・復元)を繰り返すうちに、当該被膜が剥離してしまうことがある。
さらに、図3に示すように、シール材による被膜7は、貫通孔3の内周面とともに、貫通孔3の開口の周囲(表面および裏面)にも形成されるため、当該周囲に形成された被膜7によって、気密性が損なわれることもある。
【0007】
本発明は以上のような事情に基いてなされたものであって、本発明の目的は、ゴムからなる表面層および裏面層と、基布からなる中間層とを備え、1または2以上の貫通孔が形成されている成形体よりなり、少なくとも1の貫通孔の内周面がゴムにより被覆され、前記中間層を構成する基布の断面が当該内周面に露出していないダイヤフラムを容易に製造することができるダイヤフラムの製造方法を提供することにある。
本発明の他の目的は、少なくとも1の貫通孔に高圧流体を流通させたときに、当該貫通孔からの高圧流体の漏れを確実に防止することのできるダイヤフラムを容易に製造することができるダイヤフラムの製造方法を提供することにある。
【0008】
【課題を解決するための手段】
本発明のダイヤフラムの製造方法は、ゴムからなる表面層および裏面層と、基布からなる中間層とを備え、1または2以上の貫通孔が形成されている成形体よりなるダイヤフラムを製造する方法であって、(1)未加硫のゴムからなる表面層および裏面層と、基布からなる中間層とを備えた積層シートを作製する工程、(2)当該積層シートを裁断することにより、少なくとも1の貫通孔が形成された成形材料を得る工程、(3)当該成形材料の貫通孔に、これに対応して金型に設けたピンを挿通した状態で、当該成形材料を当該金型内でプレス加硫する工程を含み、前記成形材料の貫通孔の径をDとし、当該貫通孔に挿通する前記ピンの外径をdとするとき、(D/d)の値が1.1以上であり、当該成形材料の貫通孔の内周面と、前記金型に設けたピンの外周面との間隙に、未加硫のゴムを充填した後、プレス加硫することを特徴とする。
ここに「これに対応して金型に設けたピン」とは、成形材料を金型に仕込んだときに、当該成形材料の貫通孔に挿通され、その中心(軸)が当該貫通孔の中心(軸)と実質的に一致するよう配置されたピンをいう。
【0009】
本発明の製造方法において、前記成形材料の表面および/または裏面における貫通孔の開口周囲に未加硫のゴム層を積層して、プレス加硫することが好ましい。
【0010】
【作用】
成形材料に形成された直径がDの貫通孔に、これに対応して金型に設けた外径がdのピンを挿通すると、当該貫通孔の内周面と、当該ピンの外周面との間に、間隙〔両者の離間距離=(D−d)/2〕が形成される。そこで、この間隙に、未加硫のゴムを充填することにより、成形材料の貫通孔(直径=D)に露出していた基布の断面は、膜厚が(D−d)/2の未加硫のゴム層により被覆される。この状態で、当該成形材料のプレス加硫を行うことにより、得られる成形体(ダイヤフラム)には、中間層を構成する基布の断面が露出していない貫通孔(直径=d)が形成される。
このようにして得られるダイヤフラムは、少なくとも1の貫通孔(成形材料の貫通孔に由来する成形体の貫通孔)の内周面がゴムにより被覆されて、中間層を構成する基布の断面が露出していないので、当該貫通孔内に高圧流体を流通させても、当該高圧流体が、基布からなる中間層を通って外部に漏れるようなことはない。
【0011】
【発明の実施の形態】
本発明の製造方法は、(1)未加硫のゴムからなる表面層および裏面層と、基布からなる中間層とを備えた積層シートを作製する工程、(2)当該積層シートを裁断することにより、少なくとも1の貫通孔が形成された成形材料を得る工程、(3)当該成形材料の貫通孔に、これに対応して金型に設けたピンを挿通するとともに、当該貫通孔の内周面と、当該ピンの外周面との間隙に、未加硫のゴムを充填した後、当該成形材料を当該金型内でプレス加硫する工程を含む。
【0012】
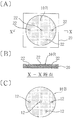
図4〔A〕は、本発明の方法により製造され、圧縮機の圧力調整弁に使用されるダイヤフラムの一例を示す平面図、図4〔B〕は、同図〔A〕のX−X断面を示す断面図、図4〔C〕は、同図〔B〕の部分拡大図(Y部詳細図)である。
図4〔A〕に示すように、このダイヤフラム10には、圧力調整弁の構成要素に装着する際のボルト孔となる貫通孔11が6箇所に形成されているとともに、圧力調整弁における高圧流体(圧縮空気)の流路となる貫通孔12が4箇所に形成されている。
【0013】
また、図4〔C〕に示すように、このダイヤフラム10は、ゴムからなる表面層141と、補強用の基布からなる中間層151と、ゴムからなる中間層142と、補強用の基布からなる中間層152と、ゴムからなる裏面層143とが積層されて構成されている。
ここに、ゴム(加硫ゴム)からなる表面層141および裏面層143によって気密性が確保され、基布からなる中間層151および中間層152によってダイヤフラムとしての強度が確保される。ゴム(加硫ゴム)からなる中間層142は、中間層151と中間層152との接着ゴム層として機能する。
【0014】
このダイヤフラム10においては、圧縮空気の流路となる貫通孔12(同図〔C〕に示した貫通孔12および他の3箇所に形成された貫通孔12)の内周面の各々が、ゴム層144(表面層141、表面層142および表面層143のそれぞれに連続する加硫ゴム)により被覆されている。
このように、貫通孔12の内周面がゴム層144により被覆されて、当該内周面に基布の断面が露出していないことにより、当該貫通孔12内に圧縮空気を流通させても、当該圧縮空気が、基布からなる中間層151,152を通って外部に漏れるようなことはない。
【0015】
表面層141、中間層142、裏面層143およびゴム層144を構成する原料ゴムとしては、ダイヤフラムに使用される公知のゴム材料を使用することができ、耐油性などの観点からニトリルゴムが好ましい。
また、中間層151および中間層152を構成する基布としては、平織布など、ダイヤフラムに使用される公知の織布を使用することができる。
なお、基布からなる中間層は2層(2プライ)に限定されるものではなく、1層であっても、3層以上であってもよいことは勿論である。
【0016】
以下、図4に示した構成のダイヤフラムを製造する方法について、各工程ごとに説明する。
(1)積層シートの作製工程:
この工程においては、図5に示すように、未加硫ゴムからなる表面層141Aと、基布からなる中間層151と、未加硫ゴムからなる中間層(接着ゴム層)142Aと、基布からなる中間層152と、未加硫ゴムからなる裏面層143Aとを積層してなる5層構成の積層シートを作製する。
積層シートの作製方法(積層方法)としては、カレンダーによるトッピング法などを採用することができる。
【0017】
(2)積層シートの裁断(成形材料の作製)工程:
この工程においては、上記の工程により得られた5層構成の積層シートを裁断して、図6に示したような円盤状の成形材料10Aを作製する。
図6に示す成形材料10Aには、貫通孔12(圧縮空気の流路を構成する貫通孔)となる貫通孔12A(直径=Dの貫通孔)が4箇所に形成されている。
成形材料10Aを得るための裁断方法としては、打抜型による打ち抜き加工法を採用することができ、打ち抜き加工法により形成された貫通孔12Aの内周面には、中間層151,152を構成する基布の断面が露出する。
【0018】
(3)プレス加硫工程:
この工程においては、上記の工程により得られた成形材料10Aを、その貫通孔12Aに対応して設けたピン(成形体の貫通孔を形成するためのピン)を備えた金型に仕込み、当該成形材料10Aの貫通孔12Aの各々に当該ピンを挿通し、当該貫通孔12Aの内周面と、当該ピンの外周面との間隙に、未加硫のゴムを充填した後、当該成形材料10Aをプレス加硫する。
図7〔A〕は、成形材料を金型(下型)に仕込んだ状態を示す平面図であり、同図〔B〕は、同図〔A〕のX−X断面を示す断面図である。
図7〔A〕〜〔B〕に示すように、成形材料10Aの貫通孔12Aの各々には、ピン22が挿入され、貫通孔12Aの中心(軸)と、ピン22の中心(軸)とは実質的に一致している。
【0019】
図8〔A〕〜〔C〕は、金型に仕込まれた成形材料において、貫通孔の周囲を示す断面図であり、同図〔A〕は、成形材料を金型(下型)に仕込んだ状態(図7〔B〕のY部の詳細)を示し、図8〔B〕は、貫通孔の内周面と、ピンの外周面との間隙に、未加硫のゴムを充填した状態を示し、同図〔C〕は、金型(下型および上型)を閉じた状態を示している。
【0020】
図8〔A〕に示すように、成形材料10Aに形成された貫通孔12Aの直径(D)は、下型20に設けられたピン22の外径(d)よりも大きく、これにより、貫通孔12Aの内周面と、ピン22の外周面との間に、円筒状の間隙G〔両面の離間距離=(D−d)/2〕が形成される。
【0021】
ここに、ピン22の外径(d)に対する、成形材料10Aの貫通孔(D)の比(D/d)の値は1.1以上とされ、好ましくは1.2以上、更に好ましくは1.3〜1.7とされる。この値が1.1未満であると、貫通孔の内周面と、ピンの外周面との間に十分な間隙が形成されず、得られるダイヤフラムの貫通孔の内周面を被覆するゴムの厚み〔(D−d)/2〕が小さくなって、圧縮空気の漏れ防止効果を十分に発揮することができない。
なお、ピン22の外径(d)としては、例えば5〜25mmとされる。
【0022】
次いで、この間隙Gに未加硫のゴムを充填することにより、図8〔B〕に示すように、貫通孔12Aの内周面に露出していた基布(中間層151および中間層152を構成する基布)の断面を、厚さが(D−d)/2である未加硫のゴム層144Aにより被覆する。
【0023】
次いで、図8〔C〕に示すように、金型(下型20および上型30)を閉じて成形材料10Aのプレス加硫(熱プレス)を行うことにより、表面層141A、中間層142Aおよび裏面層143Aを構成する未加硫ゴム、並びに間隙G内に充填したゴム層144Aを構成する未加硫ゴムを加硫(架橋)させる。
ここに、加硫条件としては、例えば、140〜180℃で5〜15分間とされる。なお、金型を閉じる際に、未加硫ゴムの一部(余剰の未加硫ゴム)は、図示しないオーバーブロー溝を通って、金型の外にバリとして排出される。
以上のようなプレス加硫により、図4〔C〕に示したような層構成(加硫ゴムからなる表面層141,基布からなる中間層151,加硫ゴムからなる中間層142,基布からなる中間層152,加硫ゴムからなる裏面層143)を有し、加硫ゴムからなるゴム層144によって内周面が被覆された貫通孔12が形成されてなる成形体が得られる。
【0024】
図9〔A〕は、プレス加硫終了後、金型を開いたときに、下型に付着している成形体(上記の5層構成の積層体)を示す平面図、図9〔B〕は、同図〔A〕のX−X断面を示す断面図、図9〔C〕は、下型から取り出した後の成形体を示す平面図である。図9〔C〕に示すように、この成形体10Bには、ピン22の外径(d)と同一の直径の貫通孔12が4箇所に形成されている。
【0025】
(4)貫通孔(ボルト孔)の形成工程:
この工程においては、図10に示すように、上記の工程により得られた成形体10B(貫通孔12が形成されている5層構成の積層体)に、ボルト孔となる貫通孔11を6箇所に形成するとともに、当該成形体10Bの外周部を除去することにより最終製品(図4に示したダイヤフラム10)とする。貫通孔11の形成および外周部を除去方法としては、打抜型による打ち抜き加工法を採用することができる。
なお、打ち抜き加工法により形成される貫通孔11(ボルト孔)の内周面には、中間層151および中間層152を構成する基布の断面が露出するが、このことは、貫通孔11の内周面には圧縮空気が接触しないために問題とならない。
【0026】
以上、本発明の製造方法について説明したが、本発明の製造方法はこれに限定されるものではなく、下記に示すように種々の変更が可能である。
(1)金型に設けられた複数のピンの外径(最終的に得られるダイヤフラムの貫通孔の直径)は、全て同一である必要はなく、それぞれの外径が異なるものであってもよい。
(2)貫通孔の内周面と、ピンの外周面との間隙の全てに未加硫のゴムを充填する必要はなく、空隙の一部のみに充填してもよい。この場合において、当該空隙の残部には、金型(下型および上型)を閉じる際に、成形材料(表面層・裏面層・中間層)を構成する未加硫ゴムの一部が流入して充填される。
(3)成形材料の表面および/または裏面における貫通孔の開口周囲に未加硫のゴム層を積層して、当該成形材料をプレス加硫してもよい。
例えば、図11に示す成形材料10Aには、その表面における貫通孔12Aの開口周囲に、円環状の未加硫のゴム層145Aが積層されている。このような状態で、成形材料10Aをプレス加硫することにより、貫通孔12Aの内周面と、ピン22の外周面との間隙へのゴムの充填密度を高めることができる。
【0027】
【実施例】
(1)積層シートの作製工程:
厚さ0.85mmの平織布の両面にニトリルゴムをトッピングしてなる第1のシート(141A,151,142A)と、厚さ0.85mmの平織布の一面にニトリルゴムをトッピングしてなる第2のシート(152,143A)とを、カレンダーを使用して貼り合わせることにより、図5に示したような層構成(141A,151,142A,152,143A)を有する、厚さが2.7mmの積層シートを作製した。
【0028】
(2)積層シートの裁断(成形材料の作製)工程:
上記の工程により得られた積層シートを打抜型(直径=138mm)を使用して裁断することにより、図6に示したような形状を有する成形材料(10A)を作製した。
この成形材料(10A)において4箇所に形成された貫通孔(12A)の直径(D)は11.5mmであり、当該貫通孔(12A)の内周面には、平織布(151,152)の断面が露出していた。
【0029】
(3)プレス加硫工程:
上記の工程により得られた成形材料(10A)を、外径(d)が8.0mmのピン(22)を備えた金型(下型)に仕込み、成形材料(10A)に形成された貫通孔(12A)のそれぞれに、当該ピン(22)を挿通した後、当該貫通孔(12A)の内周面と、ピン(22)の外周面との間隙(G)に、未加硫ゴムからなる筒状体(外径=約11mm,内径=約8mm,高さ=約2mm)を挿入することにより、当該間隙(G)を未加硫ゴムにより充填した。
次いで、この成形材料(10A)上に、平板状の上型を載置して、金型(下型および上型)を閉じ、160±5℃で10分間にわたるプレス加硫を行った。
これにより、図9〔C〕に示したような平面形状を有する、厚さが2.3mmの成形体(10B)を作製した。
この成形体(10B)に形成された貫通孔(12)の直径は、8.0mmであり、当該貫通孔(12)の内周面はゴムにより被覆され、平織布(151,152)の断面は露出していなかった。
【0030】
(4)貫通孔(ボルト孔)の形成工程:
上記の工程により得られた成形体(10B)に、ボルト孔となる貫通孔(11)を形成するとともに、当該成形体(10B)の外周部を除去することにより、図4〔A〕に示したような平面形状、および同図〔C〕に示したような断面形状を有する、直径が120mmのダイヤフラム(10)を得た。
得られたダイヤフラム(10)の貫通孔(12)内を、圧縮空気により加圧(0.7MPa)したところ、圧縮空気の漏れは全く認められなかった。
【0031】
【発明の効果】
本発明の製造方法によれば、ゴムからなる表面層および裏面層と、基布からなる中間層とを備え、1または2以上の貫通孔が形成されている成形体よりなり、少なくとも1の貫通孔の内周面がゴムにより被覆され、中間層を構成する基布の断面が当該内周面に露出していないダイヤフラムを容易に製造することができる。
【図面の簡単な説明】
【図1】 〔A〕は、従来のダイヤフラムを示す平面図、〔B〕は、〔A〕のX−X断面図、〔C〕は、〔B〕の部分拡大図である。
【図2】 圧力調整弁の構成要素に装着された従来のダイヤフラムにおいて、貫通孔の周囲を示す部分拡大図である。
【図3】 従来のダイヤフラムの貫通孔の内周面にシール材による被膜を形成した状態を示す断面図である。
【図4】 〔A〕は、本発明の製造方法により得られるダイヤフラムの一例を示す平面図、〔B〕は、〔A〕のX−X断面図、〔C〕は、〔B〕の部分拡大図である。
【図5】 本発明の製造方法に使用する積層シートの層構成を示す断面図である。
【図6】 積層シートを裁断して得られた成形材料の平面図である。
【図7】 〔A〕は、成形材料を金型(下型)に仕込んだ状態を示す平面図であり、〔B〕は、同図〔A〕のX−X断面を示す断面図である。
【図8】 金型に仕込まれた成形材料における貫通孔の周囲を示す断面図である。
【図9】 〔A〕は、プレス加硫終了後、下型に付着している成形体を示す平面図、〔B〕は、同図〔A〕のX−X断面図、〔C〕は、下型から取り出した後の成形体を示す平面図である。
【図10】 成形体に、ボルト孔となる貫通孔を形成するとともに、当該成形体の外周部を除去する工程を示す説明図である。
【図11】 成形材料の表面における貫通孔の開口周囲に、円環状の未加硫のゴム層を積層している状態を示す説明図である。
【符号の説明】
10 ダイヤフラム
11 貫通孔(ボルト孔)
12 貫通孔(圧縮空気の流路)
141 ゴムからなる表面層
142 ゴムからなる中間層
143 ゴムからなる裏面層
144 ゴム層
151 基布からなる中間層
152 基布からなる中間層
10A 成形材料
12A 貫通孔
141A 未加硫ゴムからなる表面層
142A 未加硫ゴムからなる中間層(接着ゴム層)
143A 未加硫ゴムからなる裏面層
144A 未加硫のゴム層
145A 円環状の未加硫のゴム層
20 下型
22 ピン
23 凹所
30 上型
Claims (2)
- ゴムからなる表面層および裏面層と、基布からなる中間層とを備え、1または2以上の貫通孔が形成されている成形体よりなるダイヤフラムを製造する方法であって、
(1)未加硫のゴムからなる表面層および裏面層と、基布からなる中間層とを備えた積層シートを作製する工程、
(2)当該積層シートを裁断することにより、少なくとも1の貫通孔が形成された成形材料を得る工程、
(3)当該成形材料の貫通孔に、これに対応して金型に設けたピンを挿通した状態で、当該成形材料を当該金型内でプレス加硫する工程を含み、
前記成形材料の貫通孔の径をDとし、当該貫通孔に挿通する前記ピンの外径をdとするとき、(D/d)の値が1.1以上であり、
当該成形材料の貫通孔の内周面と、前記金型に設けたピンの外周面との間隙に、未加硫のゴムを充填した後、プレス加硫することを特徴とするダイヤフラムの製造方法。 - 請求項1に記載のダイヤフラムの製造方法において、
前記成形材料の表面および/または裏面における貫通孔の開口周囲に未加硫のゴム層を積層して、プレス加硫することを特徴とするダイヤフラムの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001330823A JP4169247B2 (ja) | 2001-10-29 | 2001-10-29 | ダイヤフラムの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001330823A JP4169247B2 (ja) | 2001-10-29 | 2001-10-29 | ダイヤフラムの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003130219A JP2003130219A (ja) | 2003-05-08 |
| JP2003130219A5 JP2003130219A5 (ja) | 2005-05-12 |
| JP4169247B2 true JP4169247B2 (ja) | 2008-10-22 |
Family
ID=19146492
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001330823A Expired - Fee Related JP4169247B2 (ja) | 2001-10-29 | 2001-10-29 | ダイヤフラムの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4169247B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102261463B (zh) * | 2010-05-26 | 2015-06-24 | 上海一核阀门制造有限公司 | 长寿橡胶隔膜 |
| CN108061159B (zh) * | 2018-01-22 | 2024-10-11 | 江门市大长江集团有限公司 | 燃油泵的密封膜片及其生产工艺方法 |
-
2001
- 2001-10-29 JP JP2001330823A patent/JP4169247B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003130219A (ja) | 2003-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5439631A (en) | Process for manufacturing a grid-patterned membrane | |
| CN103770439A (zh) | 一种超薄氟硅橡胶夹布膜片的生产方法 | |
| JP4169247B2 (ja) | ダイヤフラムの製造方法 | |
| JP4169248B2 (ja) | ダイヤフラムの製造方法 | |
| CN114026529B (zh) | 模具、显示装置的制备方法 | |
| JP2003130219A5 (ja) | ||
| JP2003130218A5 (ja) | ||
| JP3280700B2 (ja) | 積層ゴム製品の製造方法 | |
| JPH1177715A (ja) | 成形型 | |
| TW201223788A (en) | Wheel rim and method of manufacturing the same | |
| US20040177916A1 (en) | Method for manufacturing a basketball | |
| JPH091564A (ja) | 発泡樹脂成形品の製造方法 | |
| CN111070750B (zh) | 一种组合密封件的生产方法 | |
| JP3833816B2 (ja) | 電気音響変換器用振動板およびその製造方法 | |
| JPH1119942A (ja) | 外層成形品の予備成形用分割型、その予備成形機およびその成形方法 | |
| JP2016222904A (ja) | 機能性レザー合成方法 | |
| KR100684883B1 (ko) | 고무 경화용 몰드 조립체 및 이를 이용한 고무 성형품 경화방법 | |
| CN224113229U (zh) | 新型排球内胆结构及成型模具 | |
| TWI748474B (zh) | 面料材及面料材的製造方法 | |
| US2201576A (en) | Method of making gaskets | |
| JP3904067B2 (ja) | 二層成形品の成形方法 | |
| KR100189821B1 (ko) | 복합재 부품 제작방법 | |
| JPH01242212A (ja) | 積層体の製造方法とプレス成形型 | |
| KR100723279B1 (ko) | 다층구조성형재의 제조를 위한 금형 | |
| JP2700594B2 (ja) | アキュムレータおよびそれに用いるアキュムレータ用ブラダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040701 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040701 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A132 Effective date: 20080122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080801 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080801 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4169247 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120815 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130815 Year of fee payment: 5 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |