JP4201264B2 - キャッピング方法および装置 - Google Patents
キャッピング方法および装置 Download PDFInfo
- Publication number
- JP4201264B2 JP4201264B2 JP2003401016A JP2003401016A JP4201264B2 JP 4201264 B2 JP4201264 B2 JP 4201264B2 JP 2003401016 A JP2003401016 A JP 2003401016A JP 2003401016 A JP2003401016 A JP 2003401016A JP 4201264 B2 JP4201264 B2 JP 4201264B2
- Authority
- JP
- Japan
- Prior art keywords
- cap
- corner
- inward
- deformed
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Closures For Containers (AREA)
- Sealing Of Jars (AREA)
Description
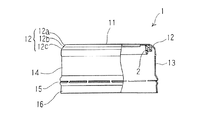
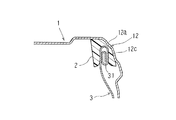
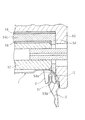
2 ライナー(密封用の樹脂製ライナー)
3 容器口部
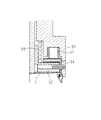
4 (キャッピング装置の)プレッシャーロッド
5 (キャッピング装置の)加圧ユニット
11 (キャップの)天板部
12 (キャップの)コーナー部
12a (コーナー部の)上部
12c (コーナー部の)下部
13 (キャップの)スカート部
14 (スカート部の)円筒部分
52 (加圧ユニットの)押圧パッド
53 (加圧ユニットの)プレッシャーブロック
53a (プレッシャーブロックの)段付成形面
54 (加圧ユニットの)スライドブロック
54a (スライドブロックの)成形面
54c (スライドブロックの)環状平板部
56 (プレッシャーブロックと押圧パッドの間の)スプリング
57 (プレッシャーブロックとスライドブロックの間の)スプリング
Claims (7)
- 天板部の周縁からコーナー部を介してスカート部が垂下され、天板部の内面に樹脂製ライナーが付設されている金属製キャップを、容器口部に被せた状態で、キャップのスカート部の未だネジ部が形成されていない円筒部分に、容器口部のネジ部に合わせてネジ部をロールオン成形すると共に、キャップのコーナー部を内方に変形させて、ライナーを容器口部に押し付けることにより、ライナーで密封するようにキャップを容器口部に装着するようにしたキャッピング方法において、キャップのコーナー部を内方に変形させる際に、コーナー部の上部付近と下部付近を、それぞれ別個の成形用部品により別々に内方に変形させるようにしたことを特徴とするキャッピング方法。
- キャップのコーナー部を内方に変形させる際に、コーナー部の下部付近を内方に変形させてから、コーナー部の上部付近を内方に変形させるように、タイミングをずらせて変形させるようにしたことを特徴とする請求項1に記載のキャッピング方法。
- キャップのコーナー部を内方に変形させる際に、コーナー部の上部付近を内方に変形させてから、コーナー部の下部付近を内方に変形させるように、タイミングをずらせて変形させるようにしたことを特徴とする請求項1に記載のキャッピング方法。
- キャップのコーナー部の上部付近を上方から弾性的に押圧し続けながら、コーナー部の下部付近を内方に変形させてから、コーナー部の上部付近を内方に変形させることで、コーナー部を全体的に所定の形状に内方に変形させた後、コーナー部の上部付近を弾性的に押圧し続けたままで、コーナー部の下部付近の変形力を解放させるようにしたことを特徴とする請求項2に記載のキャッピング方法。
- キャップのコーナー部を内方に変形させる際に、コーナー部の上部付近を内方に変形させてから、この変形された部分の一部を含むようにコーナー部の下部付近を変形させることで、先に変形させたコーナー部の上部付近の一部を更に内方に押し込むように変形させるようにしたことを特徴とする請求項3に記載のキャッピング方法。
- 天板部の周縁からコーナー部を介してスカート部が垂下され、天板部の内面に樹脂製ライナーが付設されている金属製キャップを、容器口部に被せた状態で、スピンドルユニットと加圧ユニットとを備えた成形用ヘッドを使用して、加圧ユニットにより、キャップの天板部を弾性的に押圧しながらコーナー部を内方に変形させると共に、スピンドルユニットのネジ成形用ロールにより、容器口部のネジ部に合わせてキャップのスカート部にネジ部を成形するようなキャッピング装置において、スピンドルユニットの内側で成形用ヘッドの中心軸線上に配置されて上下方向に往復動するプレッシャーロッドの下端部に設けられた加圧ユニットが、キャップの天板部を弾性的に押圧するための押圧パッドと、キャップのコーナー部の下部付近を内方に変形させる段付成形面を下端内周部に設けたプレッシャーブロックと、キャップのコーナー部の上部付近を内方に変形させる成形面を下端部に設けたスライドブロックとを有するものであり、プレッシャーロッドに一体的に連結されたプレッシャーブロックに対して、押圧パッドが、常に下方に付勢された状態で上下移動可能に保持されており、スライドブロックが、プレッシャーブロックと押圧パッドの間で上下移動可能に保持されていて、プレッシャーブロックとスライドブロックがそれぞれ別々にコーナー部を変形させるようになっていることを特徴とするキャッピング装置。
- コーナー部の成形面を下端部に設けたスライドブロックの上端部が環状平板部として形成され、この環状平板部が、プレッシャーブロックとの間に介装されたスプリングにより押圧パッドの上面に向けて常に下方に付勢された状態で、プレッシャーブロックと押圧パッドの間で上下移動可能に保持されていると共に、キャップの天板部を弾性的に押圧している押圧パッドに対して、プレッシャーブロックを所定の範囲だけ下降させるときに、その下降の途中で、プレッシャーブロックをスライドブロックの環状平板部に上下方向で直接的又は間接的に当接させるようにしていることで、更に続けて所定の範囲まで下降するプレッシャーブロックに連動してスライドブロックが下降するようになっていることを特徴とする請求項6に記載のキャッピング装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003401016A JP4201264B2 (ja) | 2003-12-01 | 2003-12-01 | キャッピング方法および装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003401016A JP4201264B2 (ja) | 2003-12-01 | 2003-12-01 | キャッピング方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005162233A JP2005162233A (ja) | 2005-06-23 |
| JP4201264B2 true JP4201264B2 (ja) | 2008-12-24 |
Family
ID=34725062
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003401016A Expired - Fee Related JP4201264B2 (ja) | 2003-12-01 | 2003-12-01 | キャッピング方法および装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4201264B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007015754A (ja) * | 2005-07-11 | 2007-01-25 | Intertech Ltd | ペットボトル用キャップ |
| JP4925158B2 (ja) * | 2005-08-19 | 2012-04-25 | 大和製罐株式会社 | キャップ用樹脂製ライナーの構造 |
| JP5047711B2 (ja) * | 2007-07-09 | 2012-10-10 | 大和製罐株式会社 | キャッピング方法及び装置 |
-
2003
- 2003-12-01 JP JP2003401016A patent/JP4201264B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005162233A (ja) | 2005-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3194284B1 (en) | Cap assembly having inside seal | |
| US6082944A (en) | Resealable beverage container and top therefor | |
| US11130607B2 (en) | Bottle can, bottle can with cap, and method for manufacturing bottle can | |
| JP4173388B2 (ja) | キャップおよびこのキャップが装着されたボトル | |
| JP2011037497A (ja) | ライナー付き金属キャップ及びその製造方法並びにキャップ付き容器及びその製造方法 | |
| US4209101A (en) | Tamper-proof closure and method of making same | |
| US11214411B2 (en) | Childproof tamper evident closure assembly | |
| JP4201264B2 (ja) | キャッピング方法および装置 | |
| JP6164606B2 (ja) | キャップ付容器 | |
| US7568587B2 (en) | Pressure indicating feature for replaceable container caps | |
| EP1007426B1 (en) | Resealable beverage container and top therefor | |
| JP7103102B2 (ja) | ボトル缶、キャップ付きボトル缶、及びボトル缶の製造方法 | |
| JP2003267487A (ja) | キャッピング方法およびキャッピング装置 | |
| JP5047711B2 (ja) | キャッピング方法及び装置 | |
| JP4683603B2 (ja) | 密封用ライナー付きロールオンキャップ | |
| JP2008201435A (ja) | キャップ、閉止装置および飲料入り閉止装置 | |
| JP2013082488A (ja) | 金属製キャップ付き容器およびその成形方法 | |
| JP4268082B2 (ja) | ロールオンキャッピング方法および装置 | |
| JP2005014942A (ja) | キャップ及びキャップ付ボトル缶 | |
| JP2006213387A (ja) | ピルファープルーフ用キャップ及びキャップ付容器 | |
| JP5501398B2 (ja) | 中栓付きキャップの製造方法 | |
| JP2019112139A (ja) | ボトル缶の製造方法 | |
| JP2019112081A (ja) | ボトル缶、キャップ付きボトル缶及びボトル缶の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080929 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081003 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081003 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121017 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121017 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121017 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131017 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |