JP4201577B2 - 蓋成形装置及び樹脂製蓋の成形方法 - Google Patents
蓋成形装置及び樹脂製蓋の成形方法 Download PDFInfo
- Publication number
- JP4201577B2 JP4201577B2 JP2002320417A JP2002320417A JP4201577B2 JP 4201577 B2 JP4201577 B2 JP 4201577B2 JP 2002320417 A JP2002320417 A JP 2002320417A JP 2002320417 A JP2002320417 A JP 2002320417A JP 4201577 B2 JP4201577 B2 JP 4201577B2
- Authority
- JP
- Japan
- Prior art keywords
- lid
- forming
- molding
- resin
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Closing Of Containers (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、密封容器の蓋成形装置、より詳しくは、冷間成形用樹脂シートを用いて作製される保形性を有する蓋の成形装置や、該成形装置を具備する蓋成形冠帽装置や、樹脂製蓋の成形方法に関する。
【0002】
【従来の技術】
従来から、飲料容器、ヨーグルト容器、ポーション容器、カップ麺等の食品用容器や、使い捨てタイプの医療用品等を充填する合成樹脂製容器としては、引張り強さ、耐熱性、耐光性、成形性、表面光沢性に優れたスチレンホモポリマー等のいわゆる一般用ポリスチレン系樹脂(GPPS;General Purpose Polystyrene)や、GPPSにSBR、BR等のゴムを配合し、その脆さを改善した耐衝撃性ポリスチレン(HIPS;High Impact Polystyrene)が多用されている。このようなポリスチレン系樹脂容器の開口部に貼り合わせ密閉するための蓋材として、アルミニウム箔を基材とし、その表面に容器との接着のためのシーラント層等を設けたアルミニウム積層体が使用されている。このようなアルミニウム積層体から蓋の展開形に打ち抜かれた小片のアルミニウム蓋材が、端部が折り返されスカートが付いた形状に成形され、容器の開口部にシールされていた。このようなアルミニウム製蓋は、シール性に優れ、耐ピール性を有し、ピール時の安定性に優れ、容器の開口部に供給されるとき、静電気による付着が少なく枚葉供給性が良好であるため、常用されている。また、アルミニウム製蓋は、周縁部を折り曲げて成形されるスカートが設けられたとき、折り曲げられて変形された形態を維持する性質、いわゆる保形性に優れている。このため、充填された飲料を直接容器から飲用する場合に、容器の開口近傍の口に接触する部分が蓋の端部で被覆された状態が良好に保持され、容器の開口近傍の汚染を防止することができ、衛生上優れている上に、外観上も優れているため、従来から好適に用いられている。
【0003】
しかしながら、昨今、加工食品容器内に異物が混入する事故が多発しており、安全対策が課題となっているが、このようなアルミニウム製蓋を使用した容器においては、金属探知機が使用できないため、釘、ホッチキス針、成形品抜き刃の毀れた破片、ボルトやナット、針金、スプリング等の混入するおそれがある金属類の検出ができないという問題がある。また、これらのアルミニウム製蓋を有する容器は、アルミニウム製蓋とポリスチレン等の合成樹脂製容器本体をそれぞれ分別回収する必要があり、リサイクル性に劣るという欠点を有する。
【0004】
このような従来のアルミニウム製蓋の代替として、全体がプラスチックからなる蓋が提案され、例えば、高密度ポリエチレンとポリプロピレン系重合体からなる中心層と、この中心層の両側に高密度ポリエチレンからなる被覆層を設けた共押出フィルムの基材の両側に、耐熱性フィルムを積層した積層基材の下面に、シーラント層を設けた積層材料を、所定の形状に打ち抜いてなる蓋材が開示されている(特許文献1参照)。しかしながら、これらのプラスチック製蓋は容器の端部と接着され、接着面の外周部分が折り返されずに接着面からそのまま延長された平坦な形態となっており、容器に充填された飲料を直接容器から飲用する場合には、衛生上問題があった。また、容器がGPPSや、HIPS等のポリスチレン系樹脂製の場合、蓋と容器本体の材質が異なるものとなり、廃棄する際に蓋と容器の分別が必要であった。
【0005】
上記アルミニウム製蓋の成形は、一対のフォーマ(雄金型)と成形ダイス(雌金型)の間にアルミニウム箔材シートを挟み、該シートを成形ダイスに対してフォーマで押し込み、高速でプレスすることによって、アルミニウム製の包材シートを塑性変形させ賦型させる、いわゆるプレス成形方法により行う、いわゆる冷間成形法によって行われており、成形されたアルミニウム製蓋はその変形を保持する保形性を有するが、プラスチック製蓋の場合は、応力が付加されたとき、分子の形状変化は熱力学的な挙動に強く支配されるため、ガラス転移点未満の温度のプレス成形では形状が復元する傾向が強い。このため、成形加工直後の離型時においては弾性回復して成形精度が得られず、加工後の経時的な変化も相俟って、ガラス転移点未満における冷間成形では、金型形状に忠実に端部が折り曲げられた状態が維持される保形性を有するプラスチック製蓋は得られていなかった。また、冷間成形による蓋の保形性を得るため、蓋材として厚いシートを用いたり、硬い材質を使用するという試みがなされてはいたが、満足な保形性を有する蓋は得られないばかりか、ピール性が悪化するという不都合が生じていた。
【0006】
そこで、熱可塑性樹脂二軸延伸フィルムと無延伸低温接着性樹脂フィルムとからなる積層フィルムを用い、無延伸低温接着剤性樹脂が内側になるように低温加熱して蓋状に予備成形し、該予備成形品を容器のフランジ上に載置して熱収縮させることによって容器口部を蓋状に密着シールさせる方法が提案されている(特許文献2参照)。しかしながら、この方法は加熱によって樹脂を塑性変形させるものであり、樹脂の加熱及び冷却機構を必須とするものである。そのため、蓋成形装置及び冠帽装置の大型化・複雑化・低速化等の不都合が生じていた。また、このような成形装置は、一般的に容器に飲料等を充填する充填装置と連続工程となっているが、成形及び充填シール工程のラインでトラブルが生じたとき、樹脂を加熱して容器の蓋を成形するという前記の方法では、加熱ゾーン内に溜まった成形用樹脂フィルムを総て廃棄しなければならないという不都合があり、かかる加熱状態となることを回避するためには加熱装置を待避させる手段が別途必要であった。また、装置の駆動時には、一定温度に昇温するのに時間を要し、容器材料シート及び時間のロスが避けられないという問題もあった。
【0007】
その他、剣山状治具の先端を樹脂フィルムのガラス転移点以上かつ軟化点以下の温度に加熱し、この加熱された剣山状治具による押打、押し付け動作により行う樹脂フィルムの塑性変形方法(特許文献3参照)や、シート状に連続的に押出成形により予備成形されたゴムあるいは樹脂材料に加熱しながら応力を加え塑性変形させた塑性変形加工品(特許文献4参照)が開示されているが、いずれも加熱工程を必要とするもので、前記問題点が解決されたものではなかった。また、帯状金属板から形成されるインサートの形成工程と、インサートを芯材として、ゴム又は樹脂を共押出して被覆することにより被覆帯状体を成形する押出成形工程と、被覆帯状体を所定形状に塑性変形させてウエザストリップを成形する塑性変形工程等を備えたウエザストリップの製造方法(特許文献5参照)が開示されているが、この発明は金属体が芯材となっている樹脂の塑性変形であって、金属を含まない樹脂シートのみをいわゆる冷間成形して得られる加工品や、その製造方法に関するものではなかった。
【0008】
【特許文献1】
特開平11−10810号公報
【特許文献2】
特公昭56−57603号公報
【特許文献3】
特開2001−76581号公報
【特許文献4】
特開2000−135744号公報
【特許文献5】
特開平5−237904号公報
【0009】
【発明が解決しようとする課題】
本発明の課題は、樹脂製の包材シートを加工して保形性を有する蓋を作製することができる蓋成形装置、特に、加熱機構を備えていない蓋成形装置や、保形性を有する樹脂製蓋の成形方法等を提供することにある。
【0010】
【課題を解決するための手段】
本発明者らは、アルミニウム製蓋を製造する加熱機構を備えていない従前の蓋成形装置、すなわち冷間成形可能な蓋成形装置を用いることを基本コンセプトとして、保形性を有し、衛生面や外観上優れ、充填物の漏洩を防止し、金属異物の検査に金属探知機を使用することを可能とし、しかも、容器と同一の材質で構成することにより、ポリスチレン製容器との分別処理が不要となってリサイクル性を向上する、開蓋時のピール性に優れ、容器内の充填物の変質・劣化を防止することができるポリスチレン樹脂製の蓋の成形装置の開発に着手した。その結果、雌金型である成形ダイスの内周面に複数の溝を設けると、保形性に優れ、実用に供しうる蓋が製造できることを見い出した。また、前記成型ダイスの内周面の溝を雄型であるフォーマの嵌入方向と平行に設けたり、成形ダイスの内周面にニッケルボロン等の表面処理を施すと、フォーマの摺動性がよくなり、成形時における蓋の破損等を防止できることを見い出した。さらに、成形ダイスとフォーマとの間隙を、包材シートの厚さに対して4.0倍以下となるように調整すると、より保形性が向上することを見い出した。本発明はこれら上記の知見に基づいて完成するに至ったものである。
【0011】
すなわち本発明は、シート状包材から1又は2以上の蓋材を打ち抜く蓋材打抜き手段と、該蓋材打抜き手段によって打ち抜かれた蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段とを備え、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられていることを特徴とする冷間成形用樹脂シートから樹脂製蓋を冷間成形するときに用いられる蓋成形装置(請求項1)や、蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段を備え、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられていることを特徴とする冷間成形用樹脂シートから樹脂製蓋を冷間成形するときに用いられる蓋成形装置(請求項2)や、成形ダイスの内周面に設けられた溝若しくは突起、及び/又は、フォーマの外周面に設けられた溝若しくは突起が、フォーマの嵌入方向と平行に設けられていることを特徴とする請求項1又は2記載の蓋成形装置(請求項3)や、成形ダイスの内周面に複数の溝が設けられていることを特徴とする請求項1〜3のいずれか記載の蓋成形装置(請求項4)や、成形ダイスの内周面に設けられた溝の断面形状が、円弧状であることを特徴とする請求項4に記載の蓋成形装置(請求項5)や、成形ダイスの内周面に表面処理が施されていることを特徴とする請求項1〜5のいずれか記載の蓋成形装置(請求項6)や、成形ダイスの内周面及び口部に表面処理が施されていることを特徴とする請求項1〜6のいずれか記載の蓋成形装置(請求項7)や、表面処理がニッケルボロン処理であることを特徴とする請求項6又は7記載の蓋成形装置(請求項8)や、成形ダイスとフォーマとの間隙が、シート状包材の厚さに対し、4.0倍以下に調整されていることを特徴とする請求項1〜8のいずれか記載の蓋成形装置(請求項9)に関する。
【0012】
また本発明は、シート状包材から1又は2以上の蓋材を打ち抜く蓋材打抜き手段と、該蓋材打抜き手段によって打ち抜かれた蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段とを備え、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられ、成形ダイスの内周面にはニッケルボロン表面処理が施されていることを特徴とする蓋成形装置(請求項10)や、蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段を備え、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられ、成形ダイスの内周面にはニッケルボロン表面処理が施されていることを特徴とする蓋成形装置(請求項11)や、冷間成形用樹脂シートから1又は2以上の蓋材を打ち抜き、蓋材を打ち抜いた直後に、該包材を成形ダイスの口部に当接した状態でフォーマを前進させて成形ダイス内に嵌入させ、フォーマと成形ダイスとの隙間に蓋のスカート部分を形成させる、前記打ち抜かれた蓋材を蓋状に成形する方法であって、蓋のスカート部分に襞を誘導しながら蓋状に成形することを特徴とする樹脂製蓋の成形方法(請求項12)や、成形ダイスの内周面に設けられた複数の溝若しくは突起、及び/又は、フォーマの外周面に設けられた複数の溝若しくは突起により、蓋のスカート部分に襞を誘導しながら蓋状に成形することを特徴とする請求項12記載の樹脂製蓋の成形方法(請求項13)や、成形ダイスの内周面に設けられた複数の溝により、蓋のスカート部分に襞を誘導しながら蓋状に成形することを特徴とする請求項13記載の樹脂製蓋の成形方法(請求項14)に関する。
【0013】
さらに本発明は、リールに巻かれたシート状包材を巻戻す巻戻し用ピンチロールと、巻戻された前記シート状包材を間欠的に給送する間欠送り用ピンチロールとを備えた巻戻し給送機構と、給送されたシート状包材から1又は2以上の蓋材を打ち抜く蓋材打抜き手段と、該蓋材打抜き手段によって打ち抜かれた蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段であって、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられている、冷間成形用樹脂シートから樹脂製蓋を冷間成形するときに用いられる蓋成形手段とを備えた打抜き成形機構と、成形された蓋を給送する蓋給送手段と、前記蓋を容器本体に冠着する冠着手段とを備えた冠帽機構とが具備されていることを特徴とする蓋成形冠帽装置(請求項15)に関する。
【0014】
【発明の実施の形態】
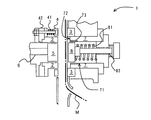
本発明の蓋成形装置としては、蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段を備え、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられていることを特徴とする蓋成形装置であれば特に制限されるものではないが、装置の高速化、構造の簡素化等の面から、シート状包材から1又は2以上の蓋材を打ち抜く蓋材打抜き手段と、該蓋材打抜き手段によって打ち抜かれた蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段とを備え、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられている蓋成形装置とすることが好ましく、さらに、成形ダイスの内周面に複数の溝が設けられているものが、従前の成形ダイス及びフォーマを有する蓋成形手段から、簡便かつ低加工コストで作製しうる面で好ましい。以下、図面を適宜参照しながら、成形ダイスの内周面に複数の溝が設けられているタイプの本発明の蓋成形装置を中心に説明する。なお、図中、1は本発明の蓋成形装置、2は可動刃、3は固定刃、4はシート状包材の押え部材、41はスプリング、42はフランジ部、5はフォーマ、6はフォーマ往復動操作用ロッド、7は成形ダイス、71は成形ダイスの内周面、72は成形ダイス口部、73は成形ダイス内周面に設けられた溝、8は蓋押戻し用ピストン、81はスプリング、82はロッド、9はリール、10は巻戻し用ピンチロール、11は間欠送り用ピンチロール、12は打抜き成形機構、13は蓋給送手段、14は冠帽機構、Mはシート状包材、Bは容器本体、Cは成形された蓋、C1は蓋の平坦部、C2はスカート部、C3は蓋の折曲げ部を示している。
【0015】
図1には、可動刃2と固定刃3とシート状包材の押え部材4とを備えた、シート状包材Mから1又は2以上の蓋材を打ち抜く蓋材打抜き手段と、その内周面71に複数の溝73が設けられている成形ダイス7と、成形ダイス7内に設けられた蓋押戻し用ピストン8と、フォーマ往復動操作用ロッド6の端部に形成されたフォーマ5を有する蓋成形手段とを備えた、本発明の蓋成形装置の断面図が示されている。シート状の包材Mが上方から下方に間欠的に給送され、打ち抜かれる部分が成形ダイス7に相当する位置に至ると、可動刃2が前進し、固定刃3と協働してシート状包材Mから1又は2以上の蓋材が打ち抜かれる。このとき、フォーマ5の先端面は包材Mに接するまで前進しており、打抜き後さらに所定位置まで前進して蓋押戻し用ピストン8を押す。フォーマ5の前進に伴い蓋押戻し用ピストン8はスプリング81の力に抗して後退するので、成形ダイス7の内径より外側の蓋材部分(蓋Cのスカート部C2を形成する部分)が折り曲げ部分C3で折り曲げられ、溝73が設けられた成形ダイス7の内周面71とフォーマ5の外周面との間で挟持された状態で摺動し、成形ダイス7の内周面71に設けられた複数の溝73により、蓋のスカート部分C2に襞が誘導されて、平坦部C1とスカート部C2とからなる蓋C(図2参照)に成形される。成形後、フォーマ5が後退して元の位置に復帰するに従い、ピストン8がスプリング81の反発力により前進して成形された蓋Cを押し戻す。押し戻された蓋Cは下方の蓋給送手段(シュート)に落とされ、冠帽手段へ給送される。このように、本発明の蓋成形装置は、加熱機構を備えていないもので、冷間成形によって樹脂製のシート状包材に塑性変形を生じさせ、蓋を成形できるものである。
【0016】
本発明の蓋成形装置は、成形手段を構成する成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起、好ましくは成形ダイスの内周面に複数の溝を設けることを大きな特徴とする(図3)。成形ダイスの内周面に設けられる複数の溝と突起は、基準面をどこに定めるかという意味からして相対的なものであり、また同様に、フォーマの外周面に設けられる複数の溝と突起も相対的なものである。そして、成形ダイス7の内周面とフォーマ5外周面との隙間に間隔の異なる複数の襞誘導用の部位を設けるという意味からすると、成形ダイスの内周面に設けられる複数の溝や突起と、フォーマの外周面に設けられる複数の溝や突起とは、これまた相対的なものとなる。なお、成形ダイスの内周面やフォーマの外周面に突起を設ける場合、突起先端部を断面円弧状に形成しておくことが好ましい。
【0017】
打抜かれた蓋材は、フォーマ5の外周縁部と成形ダイス7の内周縁部との間で折り曲げられ、平坦部C1とスカート部C2とからなる蓋Cに成形されるが、溝73等の襞誘導用の部位を設けておくと、折り曲げ部分C3に応力が集中し、塑性変形が生じ、折り曲げられて変形された形態を維持する性質、いわゆる保形性が向上する。また、成形ダイスの内周面やフォーマの外周面に設けられる溝や突起は、フォーマ5の摺動性の観点から、フォーマの嵌入方向(進退方向)と平行に設けることが好ましい。また、溝や突起の形状は特に制限されないが、蓋Cのスカート部C2に襞の形成をスムーズに誘導し、蓋Cの保形性をより良好なものとする上で、溝や突条は断面円弧状とするのが好ましい。特に、容器口部の形状が円形の場合には、断面円弧状の溝や突条を成形ダイスの内周面やフォーマの外周面に等間隔に設けると、蓋Cのスカート部C2に襞の形成をスムーズに誘導し、蓋Cの保形性がより良好なものとなるばかりか、フォーマ5の摺動性や蓋Cの外観もよく、特に好ましい。また、溝や突条の幅(大きさ)や長さは特に制限されず、蓋Cの大きさ、シート状包材Mの厚さ、シート状包材の素材等に応じて、適宜設定することができる。
【0018】
さらに、成形ダイス7の内周面71に表面処理を施すと、蓋材のスカート部C2の摺動性が向上して折り曲げ部分C3に無理なく応力が集中しやすくなり、塑性変形が生じて、保形性が向上する上に、打抜き成形加工中に発生する蓋の破損を抑制することができる。表面処理としては、硬質クロムメッキ、ニッケルボロンメッキ、カニゼンメッキ等挙げられるが、動摩擦係数が小さくなる表面処理が蓋材のスカート部C2の摺動性をさらに向上させる点で、ニッケルボロンメッキが好適である。この表面処理を行うと、蓋材のスカート部C2の摺動性が向上するだけでなく、成形蓋Cの成形ダイス7からの型離れ(離型性)も向上させることができる。また、表面処理を成形ダイス7の内周面71だけでなく、成形ダイス口部72に施すと、樹脂製のシート状包材Mの打抜き時に発生する樹脂の微粉が成形ダイス7に付着することを防止することができ、微粉付着による動摩擦係数の上昇を防止することができるばかりか、密封容器内の飲料等への微粉混入を防止できるので、衛生面からも好ましい。
【0019】
本発明における前記蓋成形手段としては、前記の成形ダイス(雌金型)とフォーマ(雄金型)とを備えていれば特に制限されず、図1に示すように、成形手段としてスプリング81を有する蓋押戻し用ピストンを具備すると、成形された蓋が自動的に成形ダイスから離型し、下方のシュートに落とされるので便利であるが、例えば、成形ダイスのフォーマと反対側端部に成形された蓋の吸引装置を設けることにより、あるいは、シート状包材を水平方向に移送させ、上方からフォーマを成形ダイス内の端部を越えて挿通することにより、蓋押戻し用ピストン8を不要とすることができる。また、かかる成形ダイスとフォーマとを備えた成形手段における成形ダイス7とフォーマ5との間隙としては、その最狭間隔がシート状包材Mの厚さに対し、4.0倍以下となるように調整することが好ましく、特に、1.3倍〜3.5倍以下となるように調整することが好ましい。成形ダイス7とフォーマ5との間隙が4.0倍以下であると、包材シートMが塑性変形され、保形性を有する樹脂製蓋を作製することがより一層容易となり、成形ダイス7とフォーマ5の間隙が包材Mの厚さに対し、1.3倍以上、特に1.5倍以上あると包材シートMが打抜き成形加工中に破損する可能性がより一層小さくなる。
【0020】
本発明における前記蓋材打抜き手段としては、シート状包材から1又は2以上の蓋材を打ち抜けるものであれば特に制限されないが、成形ダイス7の対向する位置に設けられた可動刃2と成形ダイス7の外周縁部に隣接して面高に設けられた固定刃3からなる打抜き手段を好適に例示できる。また、図1に示すように、シート状包材の押え部材4を、可動刃2の外周縁部を囲むようにスプリング41を介してフランジ部42に取り付けると、打抜き時においてシート状包材が動くのを防止でき、打抜き加工を安定して行うことができる。
【0021】
また、本発明の蓋成形装置1は、蓋成形冠帽装置の一部として有利に用いることができる。本発明の蓋成形冠帽装置としては、図4に示すようなリール9に巻かれたシート状包材Mを巻戻す巻戻し用ピンチロール10と、巻戻された前記シート状包材を間欠的に給送する間欠送り用ピンチロール11とを備えた巻戻し給送機構と、給送されたシート状包材から1又は2以上の蓋材を打ち抜く蓋材打抜き手段と、該蓋材打抜き手段によって打ち抜かれた蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段であって、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられている蓋成形手段とを備えた打抜き成形機構12と、成形された蓋Cを給送する蓋給送手段13と、前記蓋Cを容器本体Bに冠着する冠着手段とを備えた冠帽機構14とが具備されていれば、特に制限されるものではなく、前記したように、打抜き成形機構12に加熱機構が備えられていないので蓋成形冠帽装置をコンパクトに構成することができる。
【0022】
次に、本発明の樹脂製蓋の成形方法としては、冷間成形用樹脂シートから1又は2以上の蓋材を打ち抜き、蓋材を打ち抜いた直後に、該包材を成形ダイスの口部に当接した状態でフォーマを前進させて成形ダイス内に嵌入させ、フォーマと成形ダイスとの隙間に蓋のスカート部分を形成させる、前記打ち抜かれた蓋材を蓋状に成形する方法であって、蓋のスカート部分に襞を誘導しながら蓋状に成形する方法であれば特に制限されるものではなく、上述の本発明の蓋成形装置が、冷間成形用樹脂シートから樹脂製蓋を冷間成形するときに特に有利に用いることができることから、通常、本発明の樹脂製蓋の成形方法には本発明の蓋成形装置が用いられ、成形ダイスの内周面に設けられた複数の溝若しくは突起、及び/又は、フォーマの外周面に設けられた複数の溝若しくは突起により、好ましくは成形ダイスの内周面に設けられた複数の溝により、蓋のスカート部分に襞を誘導しながら蓋状に成形することができる。したがって、本発明の樹脂製蓋としては、上記本発明の成形方法や本発明の蓋成形装置を用いることにより得られるものであればどのようなものでもよい。以下、本発明の樹脂製蓋の成形方法で用いられ、また、本発明の蓋成形装置におけるシート状包材の好適例として挙げられている冷間成形用樹脂シート(特願2002−222268参照)について詳述する。
【0023】
冷間成形用樹脂シートは、樹脂成形品(容器本体等)に固着する本発明の樹脂製蓋の作製に使用され、基材層(単層体)又は機能層が積層された基材層(積層体)からなる樹脂シートで、樹脂製蓋に保形性を付与しうる冷間成形用樹脂シートであれば特に限定されるものではなく、基材層のみで構成される単層構造であっても、また、かかる基材層の両面又は一方の片面に機能層が積層された積層構造であってもよく、前記機能層としては、接着機能を有するシーラント層、帯電防止機能を有する帯電防止層、ガス浸透遮断機能を有するバリア層、表示機能を有する印刷層、印刷層の保護機能を有する保護層などを挙げることができる。
【0024】
冷間成形用樹脂シートの基材層は、シートの冷間成形による塑性変形によって保形性を有する二次加工品を成形することを可能とする冷間成形性を有する層であり、かかる基材層の材質としては、特に制限されるものではなく、例えば、PS(ポリスチレン)樹脂、AS(スチレン−アクリロニトリル共重合体)樹脂、ABS(アクリロニトリル−ブタジエン−スチレン共重合体)系樹脂、AXS(アクリロニトリルとスチレン成分を有するターポリマー)樹脂等のPS系樹脂や、不飽和ポリエステル樹脂、飽和ポリエステル樹脂等のPET系樹脂や、高密度ポリエチレン、低密度ポリエチレン、EVA(エチレン−酢酸ビニル共重合体)樹脂、EVOH(エチレン−ビニルアルコール共重合体)樹脂等のポリエチレン系樹脂や、ポリプロピレン系樹脂、その他のポリオレフィン系樹脂や、ポリアセタール系樹脂や、ポリカーボネート樹脂等を含有するものを例示することができ、これらの1種又は2種以上を含有するものであってもよい。これらのうち、PS系樹脂、ABS系樹脂、PET系樹脂を含有するものが好ましいが、樹脂成形品と同種の樹脂を主成分として含有することが、リサイクル性を向上することができるため特に好ましく、樹脂成形品がポリスチレン系樹脂、特に、耐衝撃性ポリスチレン系樹脂を主成分とする場合は、これと同種のポリスチレン系樹脂、耐衝撃性ポリスチレン系樹脂を主成分として含有することがより好ましい。また、これらの樹脂には、適宜、可塑剤、安定剤、難燃剤、抗酸化剤、紫外線吸収剤、着色剤、帯電防止剤等の添加剤や、強化剤、充填剤等の副資材添加剤が加えられていてもよい。
【0025】
冷間成形用樹脂シートの基材層に含有される上記ポリスチレン系樹脂としては、いわゆる一般用ポリスチレン系樹脂や、ゴム変性ポリスチレン系樹脂や、これらの混合物を挙げることができるが、これらの中でも、ゴム変性ポリスチレン系樹脂が好ましく、ゴム変性ポリスチレン系樹脂の中でも耐衝撃性ポリスチレン系樹脂が好ましく、特に耐衝撃性ポリスチレン系樹脂にスチレン−ブタジエン共重合体を所定の割合で混合・混練したものがより好ましい。
【0026】
上記一般用ポリスチレン系樹脂は、GPPSとも呼ばれ、通常はスチレンホモポリマーであるが、基材層に用いられる樹脂としてはスチレンホモポリマーに限定されるものではない。かかる一般用ポリスチレン系樹脂のスチレン系モノマーとしては、スチレンの他、アルキル基、フェニル基等の置換基を1又は複数有するスチレンを挙げることができる。かかるスチレンモノマーとして、具体的には、α−メチルスチレン、α−エチルスチレン、α−n−プロピルスチレン、α−イソプロピルスチレン、α−n−ブチルスチレン、α−t−ブチルスチレン、o−メチルスチレン、m−メチルスチレン、p−メチルスチレン、o−エチルスチレン、m−エチルスチレン、p−エチルスチレン、o−イソプロピルスチレン、m−イソプロピルスチレン、p−イソプロピルスチレン、o−t−ブチルスチレン、m−t−ブチルスチレン、p−t−ブチルスチレン等のアルキル置換スチレンを例示することができ、ポリスチレン系樹脂としては、これらのモノマーの単独ポリマーや、又は2種以上の共重合体であってもよく、共重合体としてはランダム共重合体、交互共重合体、ブロック共重合体、グラフト共重合体等いずれのものであってもよい。
【0027】
また、上記ゴム変性ポリスチレン系樹脂としては、合成ゴムをポリスチレンに配合したいわゆる耐衝撃性ポリスチレン(HIPS)と呼ばれるものであればどのようなものでもよく、その配合方法も、ゴムとポリスチレン、すなわちポリマー同士を機械的にブレンドするか、あるいは両者をラテックス状で混合する方法や、スチレンモノマーにゴムを溶解して重合させる方法等いずれの方法によってもよいが、ゴム状重合体の存在下にスチレン系モノマーを重合する方法が好ましい。このようなゴム状重合体の存在下にスチレン系モノマーを重合する方法により得られる耐衝撃性ポリスチレンは、ゴムにポリスチレンの側鎖がついたグラフト共重合体であり、かかる耐衝撃性ポリスチレンはマトリクスを形成するポリスチレン中に軟質成分粒子が分散して存在する構造を有し、軟質成分粒子としては、一般にサラミ構造又は単一オクルージョン構造と呼ばれるゴム状重合体にポリスチレンがオクルードされた構造を有するものが好ましいが、これらに限定されるものではない。また、スチレン系モノマーとしては、上記のGPPSと同様のスチレン系モノマーを例示することができ、ゴム状重合体としては、ポリブタジエン、スチレン−ブタジエン共重合体、ポリイソプレン等を例示することができ、中でも、スチレン−ブタジエン共重合体が特に好ましい。かかるスチレン−ブタジエン共重合体としては、SBR系の熱可塑性ゴムを挙げることができ、SB又はSBSの構造をもつスチレン−ブタジエンブロック共重合体、又はこれらを完全又は部分水素添加したSEBS等も用いることができる。
【0028】
基材層に含有されるゴム変性ポリスチレン系樹脂として、耐衝撃性ポリスチレン単独、又は、耐衝撃性ポリスチレンとスチレン−ブタジエン共重合体とからなる組成物、中でも、耐衝撃性ポリスチレン100〜70重量%とスチレン−ブタジエン共重合体0〜30重量%とからなる組成物、特に、ゴム状重合体の存在下にスチレン系モノマーを重合して得られ、マトリクスの重量平均分子量が15万〜30万であって、スチレン含量が82〜94重量%、ゴム含量が6〜15重量%、流動パラフィン量が0〜3.0重量%である耐衝撃性ポリスチレン(以下、「耐衝撃性ポリスチレン(A)」という)100〜70重量%と、スチレン含量が30〜90重量%、ブタジエン含量が70〜10重量%であるスチレン−ブタジエン共重合体(以下、「スチレン−ブタジエン共重合体(B)」という)0〜30重量%とからなる組成物を含有するものは、シートの冷間成形による塑性変形を可能とし、シートの冷間成形により得られる二次成形加工品(樹脂製蓋)が優れた耐衝撃性と保形性とを兼備することから特に好ましい。
【0029】
上記耐衝撃性ポリスチレン(A)のゴム含量が6重量%以上、好ましくは9重量%以上であれば、冷間成形時にシートが破断することがなく、ゴム含量が15重量%以下であれば、冷間成形によりシートが一層塑性変形し易くなり、得られる二次成形加工品が充分な保形性を有するものとなることから好ましい。また、耐衝撃性ポリスチレンのゴム量は、製造時に使用したゴム量から計算する方法、あるいは、既知のゴム量を含有する耐衝撃性ポリスチレンを標準サンプルとして、赤外吸収スペクトル(IR)法により検量線を作成して、評価する方法によって求めることができる。
【0030】
また上記耐衝撃性ポリスチレン(A)の流動パラフィンの含量が、3.0重量%以下、好ましくは2.0重量%以下であれば、冷間成形によりシートが一層塑性変形し易くなり、得られる二次成形加工品が充分な保形性を有するものとなることから好ましい。かかる流動パラフィンとしては、シクロペンタン、シクロヘキサン、シクロヘプタン等のシクロパラフィンなどを具体的に例示することができるが、食品包装材料に使用可能な白色鉱油(アルキルナフテン炭化水素の混合物で平均重量分子量300〜600程度の鉱油)を好適に例示することができる。
【0031】
上記耐衝撃性ポリスチレン(A)の中でも、マトリクスの重量平均分子量が15万〜30万、特に20万〜25万の範囲のもが好ましく、マトリクスの重量平均分子量が15万以上であれば、冷間成形されて得られる二次成形加工品が、より適切な強度を有する樹脂製蓋となり、30万以下であれば、冷間成形によりシートが一層塑性変形し易くなり、得られる二次成形加工品が充分な保形性を有するものとなることから好ましい。上記耐衝撃性ポリスチレン(A)のマトリクスの分子量は、次の方法により測定することができる。すなわち、耐衝撃性ポリスチレン1gをメチルエチルケトン/メタノール混合溶媒(20/3体積比)30mlに溶解させる。次に遠心分離でマトリクス部分と不溶成分である軟質成分粒子とを分離し、不溶成分以外の上澄み液をデカンテーションにより取り出し、それをメタノール約500mlに攪拌しながら徐々に入れ、ポリマー部分を沈殿させる。ポリマー部分をろ過分別し、乾燥によりメタノールを除去し、得られた乾燥サンプルを濃度が2mg/mlになるようにテトラヒドロフランに溶解させた溶解液をゲル・パーミエーション・クロマトグラフィー(GPC)を用いてマトリクスの分子量を測定する。使用するGPCは検出器として示差屈折率計(RI検出器)を備えたものとし、分子量は市販の単分散ポリスチレンを用いて求めた検量線によって算出することができる。
【0032】
また、上記耐衝撃性ポリスチレン(A)の中でも、含有される軟質成分粒子の膨潤度が30以下のものが好ましい。軟質成分粒子の膨潤度が30以下であれば、冷間成形によりシートが一層塑性変形し易くなり、得られる二次成形加工品が充分な保形性を有するものとなる。上記膨潤度は次の方法により測定することができる。すなわち、耐衝撃性ポリスチレン0.4gを18mlのトルエンに溶解し、2時間以上放置する。得られたトルエン溶液を遠心分離機(4500rpm×2時間)にかけ、不溶分を分離する。上澄み液を捨て、不溶分を秤量し、その重量をaとする。次に、該不溶分を真空乾燥機にて乾燥し、乾燥後の重量をbとする。膨潤度はa/bにより求めることができる。
【0033】
さらに、上記耐衝撃性ポリスチレン(A)の中でも、含有される軟質成分粒子の平均粒子径が0.5〜10μm、特に1〜5μmのものが好ましい。0.5μm以上、好ましくは1μm以上であれば、シートの冷間成形時にシートが破断することがなく、10μm以下、好ましくは5μm以下であれば、冷間成形によりシートが一層塑性変形し易くなり、得られる二次成形加工品が充分な保形性を有するものとなる。上記軟質成分粒子の平均粒子径は次の方法により測定することができる。すなわち、耐衝撃性ポリスチレンをメチルエチルケトンに濃度が約1%となるように溶解させる。この試料溶液をレーザー回折式粒度分布測定装置(島津製作所株式会社製 SALD1100)を用いてレーザー光を照射し、発生した回折光及び散乱光の像を検出し、像のパターンと強度により粒子の大きさ及び量を計算する。平均粒子径は積算体積分布において、50%の粒子径を用いることができる。
【0034】
他方、上記スチレン−ブタジエン共重合体(B)の中でも、スチレンの含量が30〜90重量%、ブタジエンの含量が10〜70重量%のものが、より優れた保形性と耐衝撃性とを付加しうる点で好ましい。
【0035】
本発明で用いられる樹脂シートにおける基材層には、必要に応じて、各種添加剤、例えば酸化防止剤、可塑剤、熱安定剤、紫外線吸収剤、光安定剤、滑剤、離型剤、難燃剤、難燃助剤、顔料、染料、カーボンブラック、帯電防止剤などの添加剤を配合することや、基材層の性能を損なわない範囲で、有機系微粒子や無機系微粒子を添加することもできる。また、樹脂シートにおける基材層の厚さは、特に制限されるものではないが、例えば、開口容器等の樹脂成形品との間において剥離が必要となる本発明の樹脂製蓋を作製するポリスチレン系樹脂シートの場合、50μm〜1mmの範囲が好ましい。
【0036】
本発明で用いられる樹脂シートにおける基材層の一方の片面又は両面に積層される機能層は、接着性、帯電防止性、耐磨耗性、美観性、耐候性、耐ガスバリア性等を向上させる種々の機能を付与するために設けられ、例えば、シーラント層、帯電防止層、印刷層、バリア層等を挙げることができる。機能層は各機能をそれぞれ有する多層で構成されるものであっても、また、複数の機能を兼備する一層で構成されるものであってもよく、これらの機能層を備えた樹脂シートとして、例えば、基材層の両面又は一方の片面にシーラント層が積層されたもの、基材層の表裏にシーラント層と帯電防止層とがそれぞれ積層されたもの、基材層の一方の面にシーラント層が積層され、他方の面に印刷層、帯電防止層が順次設けられたもの、更に、シーラント層と基材層との間にバリア層が積層されたもの等を例示することができる。また、これらの機能層には、必要に応じて、適宜酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤、難燃剤、ミネラルオイル、外潤剤等の添加剤を配合してもよく、本性能を損なわない範囲で、有機系微粒子や無機系微粒子を添加することもできる。
【0037】
上記シーラント層や帯電防止層等の機能層の作製方法としては、各機能に応じた成分、例えば接着成分や帯電防止剤等を含有する塗布液を基材層の片面あるいは両面に塗布し、乾燥する方法や、これらの成分を樹脂原料に混練しフィルムを作製し、これをラミネートする方法等が挙げられる。塗布方法としてはロールコーター、ナイフコーター、グラビアナイフコーター、噴霧等の方法を採用することができ、予め基材層表面をコロナ放電処理法、オゾン処理法、プラズマ処理法等で改質してもよい。また、ラミネート用機能性フィルムの場合、基材層と同種の樹脂を含有するものが好ましく、例えば基材層が上述のポリスチレン系樹脂を含有する場合、GPPS及び/又はスチレン−ブタジエン共重合体を含有するものが好ましい。
【0038】
上記機能層としてのシーラント層は、樹脂シートから成形される本発明の樹脂製蓋と樹脂成形品(容器本体等)との固着強度を調整するために、基材層の両面又は片面に直接的又は間接的に積層される。樹脂成形品と本発明の樹脂製蓋間において指で剥離する必要がある場合等、固着強度の調整を図る必要がある場合には、シーラント層を設けることが好ましいが、樹脂成形品と本発明の樹脂製蓋とが同種の樹脂から作製され、高い固着強度が好ましい樹脂製蓋の場合など、固着強度の調整を図る必要がない場合には、とりわけ設けなくてもよい。シーラント層の構成成分やその厚み等は、シーラント層を介して固着される本発明の樹脂製蓋と樹脂成形品の成分やその固着方法(例えば、物理的熱融着や化学的接着等)に応じて適宜選択することができる。化学的接着における接着剤成分としては、澱粉、にかわ、デキストリン、酢酸ビニル樹脂、塩化ビニル樹脂、アクリル樹脂等のビニル系ポリマー、天然ゴム、クロロプレンゴム、ブチルゴム等のゴム、アミノ樹脂、エポキシ樹脂、フェノール樹脂、不飽和ポリエステル、ポリウレタン、ポリイミド等を挙げることができるが、かかる接着剤成分の塗布により形成したシーラント層による化学的接着よりも、固着部位を調節する必要がないラミネート用シーラントフィルムによる物理的熱融着が好ましい。また、一般にシーラント層の厚さとしては、10〜50μmの範囲にあることが好ましい。
【0039】
ラミネート用シーラントフィルムにより固着する場合、例えば、ポリスチレン系樹脂を主成分として含有する樹脂成形品と本発明の樹脂製蓋を超音波溶接する場合におけるシーラント層としては、基材層と同種の樹脂を主成分として含有するシーラントフィルムを好適に例示することができ、樹脂成形品や基材層と同種のポリスチレン系樹脂に他の熱可塑性樹脂を混合させると、その混合量により剥離強度を調節することができる。また、熱可塑性エラストマーやエチレン系共重合体等の粘着性に優れるものを主体としたシーラントフィルムを好適に例示することができる。上記エチレン系共重合体としては、エチレン−酢酸ビニル共重合体、エチレン−不飽和カルボン酸エステル共重合体等を挙げることができる。シーラント層には、必要に応じて、各種添加成分、例えば酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤、滑剤、難燃剤、難燃助剤、帯電防止剤、顔料、カーボンブラック、ミネラルオイル、外潤剤等の添加剤を配合することができる。また、シール機能を損なわない範囲で、有機系微粒子や無機系微粒子を添加することもできる。
【0040】
かかるシーラント層と基材層との接着強度は、3N/15mm幅以上、特に5〜8N/15mm幅が好ましい。かかるシーラント層と基材層との接着強度が3N/15mm幅以上であれば、樹脂成形品に固着された本発明の樹脂製蓋を指で剥離するとき、シーラント層と基材層間のデラミネーションの発生を抑制することができ、樹脂成形品と蓋との間において剥離され、基材層とシーラント層との間におけるデラミネーションに起因するシーラント層の裂片が樹脂成形品に付着して残存することを回避することができ、5〜8N/15mm幅以上であればより顕著な効果が得られる。接着強度は、JIS−K6854に準拠した次の方法により測定することができる。すなわち、引張試験機を用いて、基材層とシーラント層のそれぞれの未接着部分をチャックで挟み、両層の開度を180°として、引張速度300mm/分で引張り、そのときの荷重を測定する。その荷重を接着幅15mmあたりに換算することにより、接着強度を求めることができる。また、樹脂成形品と樹脂製蓋間とのより一層良好な剥離性が要求される場合は、快適なピール性を得るために、機能層の可撓性を基材層のそれより大きく、硬度を基材層のそれより小さくすることが好ましい。
【0041】
上記機能層としての帯電防止層は、摩擦帯電を抑制し樹脂シートから本発明の樹脂製蓋の連続成形を可能とするために設けられる。かかる帯電防止層は、通常、上記シーラント層の積層面と反対側表面に、基材層に対して直接的又は間接的に積層される。かかる機能層が備えられたシートは、連続冷間成形を行う場合、金型部において、シートと金型が摩擦され本発明の樹脂製蓋が著しく帯電し、その結果、得られた樹脂製蓋が金型に付着して離型されず次に供給されるシート等と樹脂製蓋が重なったり、金型周辺部やシュター部分に帯電付着したり、成形直後の樹脂製蓋が宙を舞うこと等により、本発明の樹脂製蓋の取出し・送りが困難で搬送が不可能となることを防止することができる。このような樹脂製蓋の帯電は、シートの表面の導電性を改良すること、及び/又は、シート表面の滑り性をよくすることにより防止することができる。導電性の改良として、JIS−K6911に準拠して測定したシート表面の表面固有抵抗値を106〜1014Ωとすることが好ましく、また、滑り性をよくすることとして、JIS−K7125に準拠し測定したシート表面の静摩擦係数を0.1〜0.4とすることが好ましい。
【0042】
シート表面の表面固有抵抗値を106〜1014Ωとするには、例えば、帯電防止層として、帯電防止剤や防曇剤等の界面活性剤、親水性高分子等の導電性物質をシートの表面に塗布して作製するか、あるいは、帯電防止剤や防曇剤等を樹脂に練り込んでシートとして作製することができる。例えば、ポリスチレン系樹脂シートの場合、ポリスチレン系樹脂の基材層表面に導電性物質等を塗布して帯電防止層を形成する場合は、塗布量は20〜500mg/m2の範囲が好ましく、ポリスチレン系樹脂シートの表面固有抵抗値が1014Ωより大きいと、前記のように、連続成形時の摩擦帯電が著しく、樹脂製蓋が金型部に付着し、取り出し・送りが困難となる可能性がある。また、シート表面の静摩擦係数を0.1〜0.4とするには、例えば、機能層として、ポリシロキサン樹脂等の表面滑性剤をシートの表面に塗布して作製するか、表面滑性剤等を樹脂に練り込んでシートとして作製することができる。機能層の作製にあたり、ポリシロキサン樹脂はオイルであっても水性エマルジョンのどちらの形態でも使用でき、塗布する場合は0.1〜50mg/m2の範囲の塗布量が好ましい。なお、前記のように、帯電防止剤や表面滑性剤等を基材層の原料樹脂に直接練り込むことにより、所定の表面固有抵抗値や静摩擦係数を有する帯電防止効果を備えた帯電防止層に代えることができる。
【0043】
上記機能層としての印刷層は、本発明の樹脂製蓋の商品表示や、表面装飾のために設けられ、基材層の表面に設けられるものであっても、基材層に積層される他の機能層との間に設けられるものであってもよいが、基材層の両面又は一方の片面に他の機能層を有する場合は、基材層と他の機能層との間に設けることが、冷間成形時のシートと金型等との摩擦による印刷面の脱落・損傷がなく好ましい。印刷層の形成方法としては、基材層の表面に印刷を施すことにより形成する方法や、基材層の表面に施された印刷面上に他の機能層を積層することにより形成する方法や、フィルムとして作製された他の機能層の裏面に印刷を施し印刷層をも兼用させ、この印刷層兼用フィルムを印刷面が基材層に接触するように積層して形成する方法や、また、別途フィルムに印刷を施したものを印刷層とし、このフィルムを基材層と他の機能層との間にラミネートして形成する方法等が挙げられる。また、印刷層は金属光沢を加飾したものであってもよい。
【0044】
上記機能層としてのバリア層は、シートに光やガス等に対する耐候性、ガスバリア性等を付与し、シートから成形される加工品が容器やその蓋、包装材等の場合、その収納物の変質を防止するため、保香性機能や、水蒸気・有害ガスの透過防止機能を付加するために設けられる。バリア層は、通常、ガス不透過性のフィルムとして作製され、基材層の表面や、基材層の両面又は一方の片面に他の機能層が設けられる場合は、他の機能層と基材層との間、例えば、シーラント層と基材層との間に設けられる。上記ガス不透過性のフィルムとしては、基材層を構成する樹脂成分を含む樹脂から作製される樹脂フィルムが好ましく、必要に応じて、紫外線吸収剤等を含有させることもできる。かかるバリア層を形成するガス不透過性のフィルムの厚さは、通常10〜100μmの範囲のものである。
【0045】
ところで、前記のように、冷間成形用樹脂シートには、加熱することなく通常室温で、雌金型に対して雄金型で押し込み、高速でプレスすることにより、型付け、曲げ、剪断、絞り等の塑性変形を伴う冷間成形加工が施されるが、このときの樹脂シートの塑性変形をモデル的に評価する手法として、室温における高速衝撃試験が有効であると考えられ、かかる観点からして、冷間成形用樹脂シートは、ASTM−D3763に準拠した落錘衝撃試験方法で測定した際の伝播エネルギーや最大荷重時変位が特定の値を有することが好ましい。
【0046】
例えば、冷間成形用シートがポリスチレン系樹脂を含有する場合、ASTM−D3763に準拠した落錘衝撃試験方法で測定した150μm厚みシートにおける伝播エネルギーが、0.015J以上、特に0.02J以上であることが好ましい。伝播エネルギーが0.015J以上であれば、シート材料が破断することなく十分に塑性変形し得られる本発明の樹脂製蓋が均一な形状となり保形性を有するものとなり、0.02J以上であればかかる効果がより顕著なものとなる。ここで、落錘衝撃試験の伝播エネルギーとは、落錘衝撃試験で得られる破壊に要する全吸収エネルギーのうち、最大荷重時変位から破断時変位までの間の吸収エネルギーのことである。なお、落錘衝撃で得られた測定値は、ホルダーはφ45mm、撃芯はφ13mmの錘型を用い、撃芯の落下速度5.0M/secで測定した値である。
【0047】
同様に、冷間成形用シートがポリスチレン系樹脂を含有する場合、ASTM−D3763に準拠した落錘衝撃試験方法で測定した150μm厚みシートにおける最大荷重時変位が10.0mm以下、特に9.5mm以下であることが好ましい。最大荷重示変位が、10.0mm以下であればシート材料が破断することなく十分に塑性変形し得られる本発明の樹脂製蓋が均一な形状となり保形性を有するものとなり、9.5mm以下であればかかる効果がより顕著なものとなる。ここで、落錘衝撃試験における最大荷重時変位とは、荷重が最大になる時点の変位量(落錘先端と試験片シート表面の間の変位量)のことである。なお、落錘衝撃で得られた測定値は、ホルダーはφ45mm、撃芯はφ13mmの錘型を用い、撃芯の落下速度5.0M/secで測定した値である。
【0048】
本発明で用いられる冷間成形用樹脂シートは、白着色等着色することもできる。特に、シートがポリスチレン系樹脂を含有する場合、基材層や機能層のいずれか一方、あるいは双方が白着色されたものが好ましい。ポリスチレン系樹脂を含有するシートを成形加工した場合、塑性変形を生じた折れ曲がり部分は白化するため、これらの層自体が予め白着色されたものは塑性変形による折れ曲がり部分の白化を不鮮明化できる。これらの層を白着色するにはチタニウムオキサイドや、ジンクオキサイド等の白色顔料、染料を原料樹脂に0.5〜8重量%の範囲で添加してシートを作製することができる。
【0049】
本発明で用いられる冷間成形用樹脂シートは、シート押出装置やプレス加工装置等を用いて公知の方法により製造することができる。例えば、基材層と機能層とをシート押出装置を用いて同時に共押出する方法や、基材層と機能層とを2液反応接着剤等を用いてドライラミネートする方法や、基材層と機能層とを熱ラミネート方式(thermal lamination)によりラミネートする方法や、基材層上に機能層を押出しコーティングする方法や、基材層上や機能層上に印刷を施す方法により、あるいは、これら方法を適宜併用することにより、基材層単層として又は基材層と1又は2以上の機能層との積層体として製造することができる。
【0050】
以上、冷間成形用樹脂シートについて詳細に説明したが、冷間成形用樹脂シートの厚さは、本発明の樹脂製蓋の種類・形状によって異なり、特に限定されるものではなく、通常、フィルムとして認識されている厚さ0.2mm以下のものや、薄板として認識されている厚さ1mm以上のものも冷間成形用樹脂シートに含まれるが、冷間成形用樹脂シートがポリスチレン系樹脂を含有するシートの場合、厚さが50μm〜1mm、中でも80μm〜300μmのものが好ましい。シートの厚さが50μm以上であれば、ポリスチレン系樹脂シートから強度を備えた本発明の樹脂製蓋を作製することができ、80μm以上であればその効果がより顕著なものとなる。また、1mm以下であれば、冷間成形時シート材料が塑性変形し保形性を有する樹脂製蓋を得ることができ、300μm以下であればその効果がより顕著なものとなる。
【0051】
冷間成形用樹脂シートは、一対のフォーマ(雄金型)と成形ダイス(雌金型)の間に包材シートを挟み、シートを成形ダイスに対してフォーマで押し込み、高速でプレスすることによって、樹脂製の包材シートを塑性変形させ賦型させる、いわゆるプレス成形方法に適用される。塑性変形は材料が弾性限度を超えたときに生じる変形であり、材料に降伏点以上の応力を負荷することにより変形が著しくなり、保形性を有する樹脂製蓋を得ることができ、成形圧力は樹脂シートの種類や、樹脂製蓋の形状等により適宜選択することができ、特に制限されない。上記のように、高速でのプレスは通常加熱することなく室温又は常温で実施されるが、場合によっては、低温加熱下、実質的に樹脂シートを構成する樹脂のガラス転移点(Tg)未満の温度で行うこともでき、例えば、樹脂シートがポリスチレン系樹脂シートの場合は、80℃未満、好ましくは、10〜60℃の温度範囲、更には、常温又は室温で行うことができる。
【0052】
また、本発明の樹脂製蓋が固着される容器本体(樹脂成形品)は、材質、形状・形態等何ら制限されるものではない。樹脂成形品の材質としてはどのようなものでもよいが、本発明の樹脂製蓋と同種の樹脂が好ましく、例えば、PS(ポリスチレン)樹脂、AS(スチレン−アクリロニトリル共重合体)樹脂、ABS(アクリロニトリル−ブタジエン−スチレン共重合体)系樹脂、AXS(アクリロニトリルとスチレン成分を有するターポリマー)樹脂等のPS系樹脂や、不飽和ポリエステル樹脂、飽和ポリエステル樹脂等のPET系樹脂や、高密度ポリエチレン、低密度ポリエチレン、EVA(エチレン−酢酸ビニル共重合体)樹脂、EVOH(エチレン−ビニルアルコール共重合体)樹脂等のポリエチレン系樹脂や、ポリプロピレン系樹脂、その他のポリオレフィン系樹脂や、ポリアセタール系樹脂や、ポリカーボネート樹脂等を含有するものを例示することができ、これらの1種又は2種以上を含有するものであってもよく、これらのうち、特に、PS系樹脂、ABS系樹脂、PET系樹脂を含有するものが好ましい。また、これらの樹脂には、適宜、可塑剤、安定剤、難燃剤、抗酸化剤、紫外線吸収剤、着色剤、帯電防止剤等の添加剤や、強化剤、充填剤等の副資材添加剤が加えられていてもよい。かかる樹脂を含有する樹脂成形品の形状・形態としては、フィルム、シート、板、棒、パイプ、ラミネート体、繊維、ネット、不織布、各種容器、包装用材、各種機器の部品等、いずれのものであってもよく、その成形方法も、圧縮成形、トランスファ成形、積層成形、射出成形、押出成形、吹込成形、カレンダ加工、注型等、いずれの方法によってもよい。
【0053】
上記樹脂成形品に前記本発明の樹脂製蓋を固着する方法としては、接着や溶接(融着)等、いずれの方法によってもよく、溶接方法としては、熱板溶接、熱風溶接、インパルス溶接、超音波溶接等の方法を例示することができるが、これらのうち、より均一かつ高速で溶接しうる点で超音波溶接方法が好ましい。例えば、開口樹脂容器と、シーラント層を有する樹脂シートから作製した蓋との超音波溶接としては、通常の超音波溶接機の他、特定の用途向けの特定仕様の超音波溶接機を用いて行うことができ、周波数15〜50kHz、好ましくは、20〜40kHz、振幅16〜126μmpp、好ましくは、40〜80μmppの超音波を接着面に与えることにより行うことができる。かかる超音波溶接の条件としては、例えば、ポリスチレン系樹脂容器開口に冷間成形された蓋を密封し密封容器とする場合、周波数20〜40kHz、出力50〜100w/個、照射時間0.2〜1秒等が好ましく、このような条件下で溶接された飲料容器等の樹脂容器の蓋は指で剥離することができ、かつ密封容器を不注意により落下させても蓋が剥離しない剥離強度が得られる。また、接着方法としては、各種接着剤を本発明の樹脂製蓋又は樹脂成形品の所定表面に塗布したり、冷間成形用樹脂シートに接着剤成分を含有したシーラント層を設け、例えば、樹脂製蓋を樹脂成形品から指で剥離することができる程度の固着強度が得られるようなシーラント層とすることにより、固着強度を調整して適宜加圧、溶着する方法等を例示することができる。
【0054】
かかる樹脂成形品と本発明の樹脂製蓋間の固着強度としては、剥離強度が、JIS−K6854による180°剥離試験において6〜20N/15mm幅の範囲であることが好ましく、更に8〜15N/15mm幅の範囲であることがより好ましい。剥離強度は、樹脂成形品と同種の組成の樹脂原料から作製したシートと冷間成形用樹脂シートとを、例えば超音波溶接法で溶接し、両シートの開度を180°として剥離強度(180°剥離)を測定したときの値であり、剥離強度が6N/15mm幅以上であれば、樹脂成形品が飲料容器の場合、内容物が充填された状態で落下しても、蓋が容器から剥がれ、内容物が漏れることがなく、また、剥離強度が20N/15mm幅以下であれば蓋を手で剥離することが困難になるということがない。剥離強度が、8〜15N/15mm幅の範囲であると、上述の効果がより確実に得られるためより好ましい。
【0055】
本発明の樹脂製蓋は、基本的には冷間成形用樹脂シートが保有する形態や物性を有している。すなわち、単層構造として基材層のみで構成されるものであってもよいが、基材層の両面又は一方の片面に積層される機能層を有するものであってもよく、機能層として、接着機能を有するシーラント層や、帯電防止機能を有する帯電防止層や、その他、印刷層や、バリア層等を挙げることができる。上記基材層としては、耐衝撃性ポリスチレン(A)100〜70重量%と、スチレン−ブタジエン共重合体(B)0〜30重量%とからなる組成物を含有するものが好ましく、更に、耐衝撃性ポリスチレン(A)が、30以下の膨潤度と0.5〜10μmの範囲の平均粒子径とを有する軟質成分粒子を有することが、優れた保形性を有する蓋を得ることができるため、好ましい。また、上記機能層として積層されるシーラント層、帯電防止層、印刷層、バリア層等は、冷間成形用樹脂シートにおけるこれら機能層と同様の機能、構成を有するものである。
【0056】
本発明の樹脂製蓋を備えた具体例としては、密封容器を挙げることができ、かかる密封容器は、蓋と樹脂容器が同種の樹脂を主成分として含有することが、リサイクル性の向上の点で好ましい。特に、蓋と樹脂容器が共にポリスチレン系樹脂を主成分として含有するものは、引張り強さ、耐熱性、耐光性、成形性、表面光沢性に優れ好ましく、更に、耐衝撃性ポリスチレンを主成分として含有する樹脂シートを用いて作製されたものは、容器を不注意で落下させても傷が生じることがなく耐衝撃性に優れるため好ましい。また、超音波溶接法等によって、蓋と開口樹脂容器との間の剥離強度が、180°剥離試験において6〜20N/15mm幅に相当する範囲にあると、ストローで蓋を突き刺したとき、蓋と樹脂容器との間に剥離を生じることがなく、樹脂容器内に収納される飲料を飲用することができる。
【0057】
かかる密封容器としては、液体充填容器、飲料充填容器又は食品充填容器であることが好ましく、特に、乳酸菌飲料容器等の飲料充填容器や、乳製品容器等の食品容器であることが、液体を充填する装置において加熱工程を不要とし、装置の小型化を図り、トラブルが発生したときであっても、蓋の素材の樹脂シートを破棄する必要がないため好ましい。
【0058】
【実施例】
以下、実施例により本発明をより具体的に説明するが、本発明の技術的範囲はこれらの例示に限定されるものではない。
実施例1〔シート状包材の作製〕
重量平均分子量23万、ゴム量12重量%、流動パラフィン量1.0重量%、軟質成分粒子の膨潤度が12、軟質成分粒子の平均粒子径が3.4μmである耐衝撃性ポリスチレンを溶融押出し、基材層(シート)を得た。なお、押出機には、65mmφTダイ押出機を用いた。次に、片面に30μmのシーラントフィルム(ジェイフィルム株式会社製 ZH−41)をドライラミネーション法で積層し、シーラント層を作製した。ポリスチレン系樹脂シートとシーラントフィルムの剥離強度は4N/15mm幅であった。シーラント層2が積層された面と反対側の基材層の表面に界面活性剤(花王株式会社製 エレクトロストリッパーAC)を30%濃度に希釈した水溶液をロールコーターを用いて塗布し、帯電防止層3を作製し、厚さ200μmの3層構造のシート状包材を作製した。
【0059】
実施例2〔樹脂製蓋の作製〕
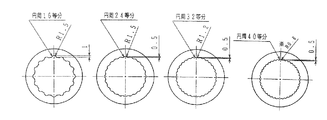
実施例1で作製したシート状包材を用い、蓋成形装置には図1に示される冷間成形装置を用いて23℃の雰囲気下で連続成形(1時間あたり13,000ショット)を行い、以下(1)〜(4)に示す条件で蓋Cを作製した。なお、蓋Cの形状は、平坦部C1:φ24.5mm、スカート部C2の長さ:5mmとした。
(1)成形ダイス内周面の溝の形状
成形ダイス内周面の溝の大きさを、円周16等分、円周24等分、円周32等分、円周40等分とし、それぞれの成形ダイスを前記蓋成形装置に取り付け、蓋を作製した。図5に、本試験で用いた成形ダイスの断面形状を示す。溝の深さDは、円周16等分、円周24等分、円周32等分、円周40等分で、それぞれ1.0mm、0.5mm、0.5mm、0.5mmであり、溝の半径Rは、それぞれ1.5mm、1.5mm、1.2mm、0.8mmであった。
(2)成形ダイス内周面の溝の角度
成形ダイス内周面の溝の角度を0°(フォーマの嵌入方向と平行)、15°(フォーマの嵌入方向に対して15°の傾斜付き)とし、それぞれの成形ダイスを前記蓋成形装置に取り付け、蓋を作製した。
(3)成形ダイス内周面の表面処理
内周面を硬質クロムメッキ処理又はニッケルボロン処理をした成形ダイスを前記蓋成形装置に取り付け、蓋を作製した。
(4)成形ダイスとフォーマの間隙
直径φ26mmの成形ダイスと直径φ24.5mmのフォーマ、又は、直径φ25mmの成形ダイスと直径φ24.5mmのフォーマを前記蓋成形装置に取り付け、蓋を作製した。
【0060】
実施例3〔特性試験〕
(1)保形性
実施例2で作製された蓋について、蓋の成形から2時間経過後に、平坦部C1とスカート部C2のなす角α(図2−b参照)を測定し、平坦部C1に対して垂直(α=90°)に折り曲げられたスカート部C2が、平坦部C1に対してα≦130°である場合を保形性があると評価した。結果を表1に示す。表中、○:α≦130°、△:130°<α≦150°、×:150°≦αとして表示した。
(2)成形時の蓋強度
実施例2で作製された蓋において、破損の有無を目視で確認した。結果を表1に示す。表中、○:破損なし、△:破損した蓋の数が全体の15%以内、×:破損した蓋の数が全体の15%を超えるものとして表示した。
(3)連続成形性
1時間あたり13,000ショット成形加工した際に、成形された蓋が成形ダイス部に付着するかどうかを確認した。結果を表1に示す。表中、○:付着しない、×:付着するとして表示した。
【0061】
【表1】

〔特性試験結果〕
(1)成形ダイス内周面の溝の形状
成形ダイス内周面の溝の形状は保形性と関係した。実施例2の条件(包材の厚さ:200μm、成形蓋の直径φ:24.5mm,スカート部の長さ:5mm)では、溝の大きさが成形ダイスの内周(φ25.0mm)32等分の大きさの溝を設けた場合に、保形性は最も良好であった。
(2)成形ダイス内周面の溝の角度
溝の角度が0°(フォーマの嵌入方向と平行)の場合、溝の角度が15°の場合よりも成形加工時における蓋の破損が少なかった。
(3)成形ダイス内周面の表面処理
表面処理としてニッケルボロン処理を施すと、表面処理をしない場合や硬質クロム処理を施した場合と比較して、成形時の蓋の破損を抑制でき、保形性も向上した。
(4)成形ダイスとフォーマの間隙
成形ダイスとフォーマの間隙を狭めると、保形性が向上した。
【0063】
【発明の効果】
本発明の蓋成形装置によると、保形性を有する密封容器等の蓋を冷間成形により得ることができる。本発明の蓋成形装置は樹脂製の包材に適用できるので、得られた蓋や、その蓋を適用した密封容器は、金属探知機による検査が実施でき、異物混入を未然に察知することができる。また、蓋と樹脂容器を分別することなく回収処理することができる。本発明の蓋成形装置は加熱機構を不要とするので、装置の小型化が図れるだけでなく、容器内に充填する充填物の充填装置にトラブルが生じたときであっても、加工エリアに供給された樹脂シートの軟化が生じることがなく、樹脂シートの破棄を回避することができる。
【図面の簡単な説明】
【図1】本発明の蓋成形装置の断面図である。
【図2】本発明の蓋成形装置により得られる蓋の斜視図及び断面図である。
【図3】本発明の蓋成形装置における成形ダイスの斜視図である。
【図4】本発明の蓋成形冠帽装置の概略図である。
【図5】実施例2で用いた成形ダイスの断面図である。
【符号の説明】
1 本発明の蓋成形装置
2 可動刃
3 固定刃
4 シート状包材の押え部材
41 スプリング
42 フランジ部
5 フォーマ
6 フォーマ往復動操作用ロッド
7 成形ダイス
71 成形ダイスの内周面
72 成形ダイス口部
73 成形ダイス内周面に設けられた溝
8 蓋押戻し用ピストン
81 スプリング
82 ロッド
9 リール
10 巻戻し用ピンチロール
11 間欠送り用ピンチロール
12 打抜き成形機構
13 蓋給送手段
14 冠帽機構
M シート状包材
B 容器本体
C 蓋
C1 蓋の平坦部
C2 蓋のスカート部
C3 蓋の折曲げ部
Claims (15)
- シート状包材から1又は2以上の蓋材を打ち抜く蓋材打抜き手段と、該蓋材打抜き手段によって打ち抜かれた蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段とを備え、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられていることを特徴とする冷間成形用樹脂シートから樹脂製蓋を冷間成形するときに用いられる蓋成形装置。
- 蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段を備え、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられていることを特徴とする冷間成形用樹脂シートから樹脂製蓋を冷間成形するときに用いられる蓋成形装置。
- 成形ダイスの内周面に設けられた溝若しくは突起、及び/又は、フォーマの外周面に設けられた溝若しくは突起が、フォーマの嵌入方向と平行に設けられていることを特徴とする請求項1又は2記載の蓋成形装置。
- 成形ダイスの内周面に複数の溝が設けられていることを特徴とする請求項1〜3のいずれか記載の蓋成形装置。
- 成形ダイスの内周面に設けられた溝の断面形状が、円弧状であることを特徴とする請求項4に記載の蓋成形装置。
- 成形ダイスの内周面に表面処理が施されていることを特徴とする請求項1〜5のいずれか記載の蓋成形装置。
- 成形ダイスの内周面及び口部に表面処理が施されていることを特徴とする請求項1〜6のいずれか記載の蓋成形装置。
- 表面処理がニッケルボロン処理であることを特徴とする請求項6又は7記載の蓋成形装置。
- 成形ダイスとフォーマとの間隙が、シート状包材の厚さに対し、4.0倍以下に調整されていることを特徴とする請求項1〜8のいずれか記載の蓋成形装置。
- シート状包材から1又は2以上の蓋材を打ち抜く蓋材打抜き手段と、該蓋材打抜き手段によって打ち抜かれた蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段とを備え、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられ、成形ダイスの内周面にはニッケルボロン表面処理が施されていることを特徴とする蓋成形装置。
- 蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段を備え、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられ、成形ダイスの内周面にはニッケルボロン表面処理が施されていることを特徴とする蓋成形装置。
- 冷間成形用樹脂シートから1又は2以上の蓋材を打ち抜き、蓋材を打ち抜いた直後に、該包材を成形ダイスの口部に当接した状態でフォーマを前進させて成形ダイス内に嵌入させ、フォーマと成形ダイスとの隙間に蓋のスカート部分を形成させる、前記打ち抜かれた蓋材を蓋状に成形する方法であって、蓋のスカート部分に襞を誘導しながら蓋状に成形することを特徴とする樹脂製蓋の成形方法。
- 成形ダイスの内周面に設けられた複数の溝若しくは突起、及び/又は、フォーマの外周面に設けられた複数の溝若しくは突起により、蓋のスカート部分に襞を誘導しながら蓋状に成形することを特徴とする請求項12記載の樹脂製蓋の成形方法。
- 成形ダイスの内周面に設けられた複数の溝により、蓋のスカート部分に襞を誘導しながら蓋状に成形することを特徴とする請求項13記載の樹脂製蓋の成形方法。
- リールに巻かれたシート状包材を巻戻す巻戻し用ピンチロールと、巻戻された前記シート状包材を間欠的に給送する間欠送り用ピンチロールとを備えた巻戻し給送機構と、給送されたシート状包材から1又は2以上の蓋材を打ち抜く蓋材打抜き手段と、該蓋材打抜き手段によって打ち抜かれた蓋材を成形するための成形ダイス及びフォーマを有する蓋成形手段であって、前記成形ダイスの内周面に複数の溝若しくは突起、及び/又は、フォーマの外周面に複数の溝若しくは突起が設けられている、冷間成形用樹脂シートから樹脂製蓋を冷間成形するときに用いられる蓋成形手段とを備えた打抜き成形機構と、成形された蓋を給送する蓋給送手段と、前記蓋を容器本体に冠着する冠着手段とを備えた冠帽機構とが具備されていることを特徴とする蓋成形冠帽装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002320417A JP4201577B2 (ja) | 2002-11-01 | 2002-11-01 | 蓋成形装置及び樹脂製蓋の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002320417A JP4201577B2 (ja) | 2002-11-01 | 2002-11-01 | 蓋成形装置及び樹脂製蓋の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004154957A JP2004154957A (ja) | 2004-06-03 |
| JP4201577B2 true JP4201577B2 (ja) | 2008-12-24 |
Family
ID=32801331
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002320417A Expired - Fee Related JP4201577B2 (ja) | 2002-11-01 | 2002-11-01 | 蓋成形装置及び樹脂製蓋の成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4201577B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4603294B2 (ja) * | 2004-06-02 | 2010-12-22 | 四国化工機株式会社 | 充填包装機械 |
| JP4976078B2 (ja) * | 2006-08-22 | 2012-07-18 | 東洋アルミエコープロダクツ株式会社 | シュリンクフィルムからなる蓋材 |
| TWI570024B (zh) | 2009-05-13 | 2017-02-11 | 四國化工機股份有限公司 | Method for manufacturing food - filled sealed containers |
| KR101706703B1 (ko) | 2010-02-16 | 2017-02-27 | 가부시키가이샤 야쿠르트 혼샤 | 뚜껑 성형 장치 |
-
2002
- 2002-11-01 JP JP2002320417A patent/JP4201577B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004154957A (ja) | 2004-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI364384B (ja) | ||
| US10011376B2 (en) | Packaging container | |
| CN101311216B (zh) | 冷压成形用树脂片材及冷压成形加工品 | |
| JP4201577B2 (ja) | 蓋成形装置及び樹脂製蓋の成形方法 | |
| JP4445223B2 (ja) | 冷間成形用樹脂シート | |
| JP4603294B2 (ja) | 充填包装機械 | |
| JP4538208B2 (ja) | 密封容器及びその製造方法 | |
| JP4445224B2 (ja) | 冷間成形加工品及びその製造方法 | |
| JP4232081B2 (ja) | 多層フィルム、それを利用した容器の蓋材および袋 | |
| JP4603293B2 (ja) | 二次蓋成形装置 | |
| JP4538207B2 (ja) | 密封容器及びその製造方法 | |
| EP1685944B1 (en) | Device and method for forming a resin cover | |
| JP4445225B2 (ja) | 冷間成形加工品及びその製造方法 | |
| JP2004058568A (ja) | 多層フィルム、その製造方法および袋 | |
| TWI308896B (ja) | ||
| JP4430355B2 (ja) | 冷間成形用樹脂組成物 | |
| JP2004076009A (ja) | 冷間成形用ポリスチレン系樹脂シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050930 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071105 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20071213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20071213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080619 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080815 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080922 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081007 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4201577 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121017 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121017 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131017 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |