JP4210603B2 - 鋳鉄溶湯中のマンガン除去方法及び球状黒鉛鋳鉄の製造方法 - Google Patents
鋳鉄溶湯中のマンガン除去方法及び球状黒鉛鋳鉄の製造方法 Download PDFInfo
- Publication number
- JP4210603B2 JP4210603B2 JP2003580576A JP2003580576A JP4210603B2 JP 4210603 B2 JP4210603 B2 JP 4210603B2 JP 2003580576 A JP2003580576 A JP 2003580576A JP 2003580576 A JP2003580576 A JP 2003580576A JP 4210603 B2 JP4210603 B2 JP 4210603B2
- Authority
- JP
- Japan
- Prior art keywords
- cast iron
- mass
- content
- manganese
- melt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C1/00—Refining of pig-iron; Cast iron
- C21C1/10—Making spheroidal graphite cast-iron
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
Description
本発明は、鋳鉄の製造におけるマンガン除去方法に関する。
背景技術
鋳鉄の中で、球状黒鉛鋳鉄は、特に機械的性質に優れ、比較的安価であることから、様々な用途に使用されている。用途として、例えば自動車部品が挙げられ、特に、ロアーアーム、アッパーアーム、ナックルハウジング、サスペンション、等の足回り部品に好適に用いられている。球状黒鉛鋳鉄とは、ダクタイル鋳鉄とも呼ばれ、一般に鋳放し状態で黒鉛が球状に晶出している鋳鉄をいう。
この球状黒鉛鋳鉄の、機械的性質のうち引張強さは、通常400〜500MPaの範囲であるが、合金成分により800MPa程度に増加出来る。伸びは、強度の増加により低下する関係にあり、通常、FCD450(日本工業規格)では引張強さ450MPa以上で、伸びは20%程度であり高いレベルであるものの、過酷な使用環境に晒される例えば上記の用途においては、更なる改善が求められている。フェライト化焼鈍等の熱処理で伸びを高くしようとすると引張強さが反対に低くなってしまうという傾向があり、引張強さと伸びを両立させることは容易ではない。
球状黒鉛鋳鉄について、引張強さを少なくとも維持したままで、伸び特性を改善する方法として、従来から成分組成のうちマンガン(Mn)の含有量を下げることが知られている。Mnはパーライト安定化元素として強度を上昇させるが伸びを低下させるので、Mnの含有量を少なくすることで、球状黒鉛鋳鉄の伸びを、より高くしようとする手段である。
ところが、そのような対応とは裏腹に、球状黒鉛鋳鉄の原料にはMn含有量が増加しつつあり1質量%以上になることも珍しくなくなっている。球状黒鉛鋳鉄の主原料は、1970年代以前は鋳物用銑鉄であったが、現在では鋼屑であり、次に示す理由により、その鋼屑にMnが多く含まれるようになってきたためである。
球状黒鉛鋳鉄の原料としては、鋳物用銑鉄の価格が高騰したため、及び、自動車産業の成長により車体を中心にプレスによる打抜屑が多量に発生し、安価に供給されるようになったため、鋼屑が多く用いられるようになった。そして、近年、鋼屑の主な供給源である自動車に使用される鋼材には、Mnを多く含有する高張力鋼板(ハイテン)の薄板の占める割合が高くなってきた。
これは、地球温暖化に影響が大きいといわれる自動車の燃料消費の低減が世界的に強く求められ、自動車製造業者においては、燃費の向上のための技術開発が必要となり、燃費向上に最も効果があり他の燃費低減化技術とも併用して適用可能な重量の軽量化を図るために、アルミニウム等を主原料とする軽量合金より安価な薄肉高張力鋼板が、自動車の主材料として大量に用いられるようになってきたからである。
しかしながら、高張力鋼板にはMnが多く含まれる。本発明者等の車体用薄肉高張力鋼板を主とする鋼屑の組成分析によれば、概ね1.3〜2.0質量%のMnが含まれることが確認されている。このような鋼屑を原料として溶製すると、上記したように球状黒鉛鋳鉄の伸び特性を改善するための障害になってしまう。そこで、鋳鉄溶湯からMnを取り除こうという対応が考えられるが、従来、有効且つ実用的な鋳鉄溶湯からのMn除去のための方法はなく、実際に行われていない。一方、Mn含有量の低い材料で希釈しようとしても、高純度銑鉄やベースメタル等の低Mn鉄原料は高価であり、経済的ではない。
従来知られたMn除去方法としては、酸素処理法、硫化物処理法、塩素処理法、真空処理法、等が挙げられる。しかしながら、真空処理法においては真空設備を要し設備コストが高くなり、塩素処理法は有害な塩素ガスが発生することから、実用に適さなかった。
又、酸素処理法は製鋼プロセスの酸素吹き込みによる精錬過程で代表されるようにMnをMnOとして除去出来ることが知られているが、鋳鉄では主要成分元素である炭素(C)、珪素(Si)の酸化減耗により加炭材や加珪材を増量せざるを得ず、経済的ではない。
そこで、本発明者等は、硫化物処理によるMn除去を試みた(「鋳物」第62巻(1990)第8号643〜647ページ参照、本明細書において非特許文献1という)。Mn1.5質量%含有した炭素飽和合金を溶解し、硫化物として硫化カリウム(K2S)を添加したところ、高いMn除去率が得られ、処理後のMn含有量を0.3質量%以下に出来ることが確認された。しかしながら、本方法においては、K2Sが高価でありMn除去された球状黒鉛鋳鉄のコスト高を招来するとともに、Mn除去生成物としてのスラグの発生量が多く、環境上の問題、及び、その処理コストが発生する等、球状黒鉛鋳鉄のコストを押し上げるという解決すべき課題があった。
硫化物処理法に関し、Mn除去方法についての公開された情報として、特開昭61−266515号公報(本明細書において特許文献1という)における記載がある。その公報は、脱水した硫化ソーダ(Na2S)と硫酸ソーダ(Na2SO4)とを、重量比100:10〜100:300で添加した混合物を用いて、含銅溶鉄より低銅鋼を製造する方法を開示するものであるが、その記載の中に、銅(Cu)と同時にMnも低減されたとある。
しかしながら、CuとともにC及びSiの除去を目標においていることから溶鋼を対象としており、鋳鉄のように主要成分であるC及びSiの低下を考慮していない。又、原料たる含銅溶鉄中のMn含有量は0.53〜0.61重量%と比較的低レベルであり、上記高張力鋼板を主とする多くMnを含む鋼屑に対してのMn除去効果が不明であるとともに、2種の添加剤(Na2S、Na2SO4)を混合使用する必要があることから操業管理の煩雑さや添加剤消費を含む生産コスト高を招くという問題を有していた。
発明の開示
本発明は上記した従来の課題に鑑みてなされたものであり、その目的とするところは、安価でMn含有量の多い鋼屑を原料として使用しても、引張強さを低下させずに伸び特性を向上させた高延性の鋳鉄を得ることが出来、その上、操業管理において省力化が図れるとともに、廃棄物の発生量がより少なく、添加剤等の消費量がより少なく、生産コストが抑えられた、鋳鉄溶湯中のマンガン除去方法を提供することにある。
本発明者等は、特性として引張強さとともに伸びの向上が要望される反面、より低コスト化の要求がある鋳鉄、特に球状黒鉛鋳鉄、を製造するに当たり、特性に対する要望に反し原料たる鋼屑に含まれるMn量の高濃度化という現実に対処すべく、Mn除去方法について研究を重ねた結果、以下に示す手段により、上記目的を達成出来ることを見出した。
即ち、本発明によれば、以下に示す4つの鋳鉄溶湯中のマンガン除去方法が提供される。
第1のマンガン除去方法は、鋳鉄の製造においてマンガン含有量を低下させる方法であって、鋳鉄溶湯に添加剤として硫酸ナトリウム(Na2SO4)を添加混合することを特徴とする鋳鉄溶湯中のマンガン除去方法である。第2のマンガン除去方法は、鋳鉄の製造においてマンガン含有量を低下させる方法であって、鋳鉄溶湯に添加剤として硫化ナトリウム(Na2S)を添加混合することを特徴とする鋳鉄溶湯中のマンガン除去方法である。第3のマンガン除去方法は、鋳鉄の製造においてマンガン含有量を低下させる方法であって、鋳鉄溶湯に添加剤として水硫化ナトリウム(NaHS)を添加混合することを特徴とする鋳鉄溶湯中のマンガン除去方法である。
原料たる鋳鉄溶湯が、炭素2.1質量%以上、珪素1.8質量%以上を含有し、且つ、マンガン含有量が0.4〜1.5質量%である場合において、第1〜第3のマンガン除去方法実施後の鋳鉄溶湯のマンガン含有量は、0.4質量%以下とすることが可能である。
第1〜第3のマンガン除去方法においては、鋳鉄溶湯の温度は、概ね1300〜1500℃であることが好ましい。
上記第1〜第3のマンガン除去方法においては、鋳鉄溶湯の原料としてMn含有量の多い高張力鋼板の鋼屑材料を好適に用いることが可能である。
又、第4のマンガン除去方法は、鋳鉄の製造においてマンガン含有量を低下させる方法であって、沸点が鋳鉄溶湯の温度より低い元素を含み且つマンガンを含有しない硫黄化合物を、鋳鉄溶湯に添加混合することを特徴とする鋳鉄溶湯中のマンガン除去方法である。
更に、本発明によれば、次に示す球状黒鉛鋳鉄の製造方法が提供される。本発明に係る球状黒鉛鋳鉄の製造方法は、原料としての鋳鉄溶湯を用意する工程と、上記した鋳鉄溶湯中のマンガン除去方法のうち何れかの方法を用いて鋳鉄溶湯のマンガン含有量を低下させる工程と、マンガン含有量を低下させた鋳鉄溶湯に黒鉛球状化剤を添加し反応させて鋳鉄溶湯中の黒鉛を球状化させるための黒鉛球状化処理工程と、黒鉛球状化処理した鋳鉄溶湯を所望の鋳型に鋳込む工程と、を有するものである。
本発明に係る球状黒鉛鋳鉄の製造方法においては、黒鉛球状化剤が、マグネシウム乃至マグネシウム合金であることが好ましい。又、本発明に係る球状黒鉛鋳鉄の製造方法は、原料としての鋳鉄溶湯が主に高張力鋼板を溶製してなる場合に適用することが可能である。
発明を実施するための最良の形態
以下、本発明の実施の形態を詳しく説明する。本発明により提供される鋳鉄の第1〜第4のマンガン除去方法は、それぞれ鋳鉄の製造においてMn含有量を低下させる方法であり、球状黒鉛鋳鉄の製造過程において好ましく用いられる。本発明を実施することにより得られるMn含有率の低い球状黒鉛鋳鉄は、鋳放しであっても従来にない高い伸び特性を有する高延性の球状黒鉛鋳鉄となり、鋳鉄の難点ともいえる伸び値や衝撃値が改善されることから、例えば、自動車部品、電力部品、及び、建築部材、等の技術分野において極めて有用である。Mn含有量が少なく、加えて、特に熱処理を施した球状黒鉛鋳鉄は、引張強さを350〜400MPa程度に維持しつつ、伸びが30%前後にもなり得て、使用環境の厳しい自動車部品の足回り部品として好適に用いられる。
球状黒鉛鋳鉄において、Mnは、概ね0.4質量%以下含有することが好ましく、Mnを概ね0.05〜0.15質量%含有することが、より好ましい。従って、本発明を実施してMn含有量をこの範囲に低減することにより、引張強さを好ましく維持しながら高い伸び特性を有する球状黒鉛鋳鉄を得ることが可能となる。Mnの含有量が0.4質量%を超えると伸び特性が低下しはじめ好ましくない。
尚、鋳鉄の引張強さ及び伸びという機械的性質は、JIS Z2201で規定されている試験法に従うものである。
本発明にかかる第1のMn除去方法においては、鋳鉄溶湯にNa2SO4のみを添加混合することに特徴を有する。Na2SO4が添加されることにより、鋳鉄溶湯中に存在するMnはNa2SO4のSと反応してMnSを形成し、Naは形成されたMnSを鋳鉄溶湯から浮上分離させる。そしてスラグとして溶湯外に排出される結果、鋳鉄溶湯中のMn含有量は低減される。
特許文献1に記載があるように、Na2Sとともに用いて、Naの揮発を抑えることは、本発明にかかる第1のMn除去方法においては、必要ない。むしろ、後述するように、鋳鉄溶湯の温度を適切な範囲として、Naの揮発を利用することが好ましい。MnSが鋳鉄溶湯から分離し易くなるからである。
又、本発明にかかる第1のMn除去方法においては、特許文献1の記載のように、Na2SO4をMnの酸化剤として用いているわけではない。
これらの点において、本発明は、特許文献1に記載された情報とは明確に技術的思想を異にするものである。
Na2SO4は、K2Sと比較して非常に安価である。特に限定されるものではないが、工業製品として販売されているものを用いることが、コスト面において更に望ましい。若干の不純物が混入したものも使用出来るためである。
使用に際し、Na2SO4は鋳鉄溶湯中に必要量を単に投入すればよく、他の添加剤との混合比等の管理は不要であるため、操業管理は、より簡素である。又、Na2SO4は予め溶解してもよく、Na2SO4100%換算でマンガン除去レベルに応じた添加量が確保されていれば投入方法は限定されない。
本発明にかかる第1のMn除去方法は、鋳鉄溶湯中のCが減耗しない。鋳鉄の主要元素であるCが減耗する場合には、黒鉛等の加炭剤を添加することにより補う必要があるが、鋳鉄溶湯中のCが減耗しなければ、加炭剤を添加する必要がないために、製造コストが抑えられる。
本発明にかかる第1のMn除去方法は、球状黒鉛鋳鉄を製造するのに適する成分、即ち、炭素2.1質量%以上、珪素1.8質量%以上である鋳鉄溶湯を原料とする場合に、その原料にマンガンが0.4〜1.5質量%含有されていても、方法実施後に、鋳鉄溶湯のマンガン含有量を0.4質量%以下にすることが出来る。
又、本発明にかかる第1のMn除去方法は、添加するNa2SO4の量に応じて、鋳鉄溶湯のMn含有量が0.4質量%以上であっても、更には、鋳鉄溶湯のMn含有量が1.5質量%以上であっても、Mn除去率を70%以上にすることが可能である。Mn除去率は、Na2SO4の添加量が概ね10質量%までは、Na2SO4の添加量に応じて向上するため、原料たる鋳鉄溶湯のMn含有量と、Mn除去後の球状黒鉛鋳鉄における所望のMn含有量とを鑑みて、Na2SO4の添加量を決定することが出来る。従って、無駄な添加剤消費がなく、生産コストが抑えられる。
尚、本発明においてNa2SO4等の添加剤の添加量は、被添加物たる鋳鉄溶湯量に対する質量比で示される。
本発明にかかる第1のMn除去方法においては、原料たる鋳鉄溶湯の温度を、概ね1300〜1500℃とし、この溶湯中へNa2SO4のみを添加混合することが好ましい。より好ましくは、1400〜1450℃である。
鋳鉄溶湯の温度が1300℃未満であると、SiO2の生成が激しく、鋳鉄の主要成分であるSiの減耗が大きく好ましくない。鋳鉄溶湯の温度が1500℃を超える場合では、CO、CO2の生成が激しく、鋳鉄の主要成分であるCの減耗が大きく好ましくない。
鋳鉄溶湯中にMnとSとが共存する場合に、それぞれの含有量と溶湯温度によってMnSが形成されるか、MnとSが各々フリーに存在する。「鋳物」第38巻第12号808〜814ページ(本明細書において非特許文献2という)中の図4に記載されているように、1300℃以上の鋳鉄溶湯中では、Mn又はSの含有量(%)が非常に高い領域でないとMnSは形成されないことがわかる。このことから、Na2SO4を鋳鉄溶湯中に添加すると、Na、S、O及びSO2に分解すると思われ、Sは鋳鉄溶湯中で局部的に高濃度化するため、一時的にMnSが形成され、揮発するNaが気泡となり鋳鉄溶湯中のMnSを捕捉して浮上分離すると考えられる。
次に、本発明にかかる第2のMn除去方法について説明する。第2のMn除去方法においては、鋳鉄溶湯にNa2Sのみを添加混合することに特徴を有する。Na2Sが添加されることにより、鋳鉄溶湯中に存在するMnはNa2SのSと反応してMnSを形成し、Naは形成されたMnSを鋳鉄溶湯から浮上分離させる。そしてスラグとして溶湯外に排出される結果、鋳鉄溶湯中のMn含有量は低減される。
本発明にかかる第2のMn除去方法においても、第1のMn除去方法と同様に、特許文献1に記載がある情報とは、Naの揮発を抑えない点において、明確に技術的思想が異なるものである。
Na2Sは、K2Sと比較して非常に安価である。特に限定されるものではないが、工業製品として販売されているものを用いることが、コスト面において更に望ましい。若干の不純物が混入したものも使用出来るためである。
使用に際し、Na2Sは、第1のMn除去方法におけるNa2SO4と同様に、鋳鉄溶湯中に必要量を単に投入すればよく、他の添加剤との混合比等の管理は不要であるため、操業管理は、より簡素である。又、Na2Sは予め溶解してもよく、Na2S100%換算で添加量が確保されていれば投入方法は限定されない。
本発明にかかる第2のMn除去方法は、鋳鉄溶湯中のCが減耗しない。鋳鉄の主要元素であるCが減耗する場合には、黒鉛等の加炭剤を添加することにより補う必要があるが、鋳鉄溶湯中のCが減耗しなければ、加炭剤を添加する必要がないため、製造コストが抑えられる。
又、本発明にかかる第2のMn除去方法は、鋳鉄溶湯中のSiの減耗が少ない。鋳鉄の主要元素であるSiが減耗する場合には、Fe−Si合金等の加珪剤を添加することにより補う必要があり、鋳鉄溶湯中のSiの減耗が少なければ、添加する加珪剤を少なくすることが出来るとともにSiの減耗により生成するSiO2を含むスラグの発生量を少なくすることが出来るため、製造コストが抑えられる。
本発明にかかる第2のMn除去方法は、球状黒鉛鋳鉄を製造するのに適する成分、即ち、炭素2.1質量%以上、珪素1.8質量%以上である鋳鉄溶湯を原料とする場合に、その原料にマンガンが0.4〜1.5質量%含有されていても、方法実施後に、鋳鉄溶湯のマンガン含有量を0.4質量%以下にすることが出来る。
又、本発明にかかる第2のMn除去方法は、添加するNa2Sの量に応じて、鋳鉄溶湯のMn含有量が0.4質量%以上であっても、更には、鋳鉄溶湯のMn含有量が1.5質量%以上であっても、Mn除去率を35%以上にすることが可能である。Mn除去率は、Na2Sの添加量が概ね5質量%までは、Na2Sの添加量に応じて向上するため、原料たる鋳鉄溶湯のMn含有量と、Mn除去後の球状黒鉛鋳鉄における所望のMn含有量とを鑑みて、Na2Sの添加量を決定することが出来る。従って、第1のMn除去方法と同様に無駄な添加剤消費が生じ得ず、生産コストが抑えられる。
本発明にかかる第2のMn除去方法においては、原料たる鋳鉄溶湯の温度を、概ね1300〜1500℃とし、この溶湯中へNa2Sのみを添加混合することが好ましい。より好ましくは、1400〜1450℃である。
鋳鉄溶湯の温度が1300℃未満であると、SiO2の生成が激しく、鋳鉄の主要成分であるSiの減耗が大きく好ましくない。鋳鉄溶湯の温度が1500℃を超える場合では、CO、CO2の生成が激しく、鋳鉄の主要成分であるCの減耗が大きく好ましくない。
非特許文献2中の図4に記載されているように、1300℃以上の鋳鉄溶湯中では、Mn又はSの含有量(%)が非常に高い領域でないとMnSは形成されないことがわかる。このことから、Na2Sを鋳鉄溶湯中に添加すると、Na及びSに分解すると思われ、Sは鋳鉄溶湯中で局部的に高濃度化するため、一時的にMnSが形成され、揮発するNaが気泡となり鋳鉄溶湯中のMnSを捕捉して浮上分離すると考えられる。
次に、本発明にかかる第3のMn除去方法について説明する。第3のMn除去方法においては、鋳鉄溶湯にNaHSのみを添加混合することに特徴を有する。NaHSが添加されることにより、鋳鉄溶湯中に存在するMnはNaHSのSと反応してMnSを形成し、Naは形成されたMnSを鋳鉄溶湯から浮上分離させる。そしてスラグとして溶湯外に排出される結果、鋳鉄溶湯中のMn含有量は低減される。
本発明にかかる第3のMn除去方法においても、第1及び第2ののMn除去方法と同様に、特許文献1に記載がある情報とは、Naの揮発を抑えない点において、明確に技術的思想が異なるものである。
NaHSは、K2Sと比較して非常に安価である。特に限定されるものではないが、工業製品として販売されているものを用いることが、コスト面において更に望ましい。若干の不純物が混入したものも使用出来るためである。
使用に際し、NaHSは、第1のMn除去方法におけるNa2SO4及び第2のMn除去方法におけるNa2Sと同様に、鋳鉄溶湯中に必要量を単に投入すればよく、他の添加剤との混合比等の管理は不要であるため、操業管理は、より簡素である。又、NaHSは予め溶解してもよく、NaHS100%換算で添加量が確保されていれば投入方法は限定されない。
本発明にかかる第3のMn除去方法は、鋳鉄溶湯中のCが減耗しない。鋳鉄の主要元素であるCが減耗する場合には、黒鉛等の加炭剤を添加することにより補う必要があるが、鋳鉄溶湯中のCが減耗しなければ、加炭剤を添加する必要がないため、製造コストが抑えられる。
又、本発明にかかる第3のMn除去方法は、鋳鉄溶湯中のSiの減耗が少ない。鋳鉄の主要元素であるSiが減耗する場合には、Fe−Si合金等の加珪剤を添加することにより補う必要があり、鋳鉄溶湯中のSiの減耗が少なければ、添加する加珪剤を少なくすることが出来るとともにSiの減耗により生成するSiO2を含むスラグの発生量を少なくすることが出来るため、製造コストが抑えられる。
本発明にかかる第3のMn除去方法は、球状黒鉛鋳鉄を製造するのに適する成分、即ち、炭素2.1質量%以上、珪素1.8質量%以上である鋳鉄溶湯を原料とする場合に、その原料にマンガンが0.4〜1.5質量%含有されていても、方法実施後に、鋳鉄溶湯のマンガン含有量を0.4質量%以下にすることが出来る。
又、本発明にかかる第3のMn除去方法は、添加するNaHSの量に応じて、Mn除去率を上げることが可能と考えられる。Mn除去率は、NaHSの添加量が概ね5質量%までは、NaHSの添加量に応じて向上するため、原料たる鋳鉄溶湯のMn含有量と、Mn除去後の球状黒鉛鋳鉄における所望のMn含有量とを鑑みて、NaHSの添加量を決定することが出来る。従って、第1及び第2のMn除去方法と同様に無駄な添加剤消費が生じ得ず、生産コストが抑えられる。
本発明にかかる第3のMn除去方法においては、原料たる鋳鉄溶湯の温度を、概ね1300〜1500℃とし、この溶湯中へNaHSのみを添加混合することが好ましい。より好ましくは、1400〜1450℃である。
鋳鉄溶湯の温度が1300℃未満であると、SiO2の生成が激しく、鋳鉄の主要成分であるSiの減耗が大きく好ましくない。鋳鉄溶湯の温度が1500℃を超える場合では、CO、CO2の生成が激しく、鋳鉄の主要成分であるCの減耗が大きく好ましくない。
非特許文献2中の図4に記載されているように、1300℃以上の鋳鉄溶湯中では、Mn又はSの含有量(%)が非常に高い領域でないとMnSは形成されないことがわかる。このことから、NaHSを鋳鉄溶湯中に添加すると、Na、H及びSに分解すると思われ、Sは鋳鉄溶湯中で局部的に高濃度化するため、一時的にMnSが形成され、揮発するNaが気泡となり鋳鉄溶湯中のMnSを捕捉して浮上分離すると考えられる。
本発明にかかる第1〜第3のMn除去方法においては、鋳鉄の原料としてMn含有量の多い鋼屑材料を用いることが出来る。即ち、鋼屑を溶かした溶湯にNa2SO4、Na2S又はNaHSを添加してMn除去し、黒鉛球状化剤による溶湯処理により球状黒鉛鋳鉄を得ることが出来る。溶解原料としては、排出源別に、銑鉄鋳物製造業で発生する押湯、湯道等の戻り材、自動車用のプレス屑材、等が挙げられ、何れも用いることが出来る。
又、鋼板種別に、高張力鋼板、表面処理(メッキ)鋼板、その他一般構造用炭素鋼、等が挙げられ、何れも用いることが出来る。特に、自動車用に多く用いられる高張力鋼板はMn含有量が多く、従来、球状黒鉛鋳鉄の機械的性質を改善する上で障害となっていたが、本発明により、その障害は取り除かれる。
更に、本発明にかかる第2のMn除去方法では、鋳鉄溶湯中のSの増加が少ない。球状黒鉛鋳鉄の場合、Sは黒鉛の球状化を阻害する元素であるためSの含有量を0.02質量%以下に抑える必要があるが、鋳鉄溶湯中のSの増加が少なければ、添加する脱硫剤を少なくすることが出来、製造コストが抑えられる。
続いて、本発明にかかる第4のMn除去方法について説明する。第4のMn除去方法においては、沸点が鋳鉄溶湯の温度より低い元素を含み且つマンガンを含有しない硫黄化合物を、鋳鉄溶湯に添加混合することに特徴を有する。
鋳鉄溶湯中において硫黄化合物が分解して生じる硫黄(S)は、鋳鉄溶湯中のMnと反応し易く、反応してMnSを形成する。形成直後の化合物MnSは鋳鉄溶湯中に存在する。
一方、硫黄化合物に含まれ沸点が鋳鉄溶湯の温度より低い元素からなる物質は、鋳鉄溶湯中で周囲温度が自らの沸点より高いが故に揮発し、鋳鉄溶湯中に放散され気泡となって、鋳鉄溶湯中を上昇する。
MnSの生成と気泡の発生は概ね同時に起こることから、気泡によってMnSは鋳鉄溶湯から浮上分離され、スラグとなる。その結果、鋳鉄溶湯中のMn含有量は低減される。Mn除去するための方法であるから、添加する硫黄化合物にMnが含まれることは好ましくない。
硫黄化合物に含まれる物質は、例えば、K、Na、等が挙げられる。又、それを含む硫黄化合物として、例えば、K2SO4、等を挙げることが出来る。
鋳鉄の製造にかかり、本発明のMn除去方法を施す処理以外の工程については、公知の方法によって製造することが出来る。以下、球状黒鉛鋳鉄の例を挙げて説明する。
材料ヤードから鋼屑を含み配合成分量を考慮して配合された原料が電気炉(誘導加熱溶解炉又はアーク炉)又はガス炉を用いて鋳鉄溶湯として溶製された後に、本発明のMn除去方法が施される。目標組成通りに溶製された溶湯は、次に取鍋にとり出され、Fe−Si合金等を添加する接種、マグネシウム又はマグネシウム合金を添加する黒鉛球状化等の溶湯処理が行われる。
溶湯処理が行われた後、溶湯は鋳型に注湯されて鋳込まれ、鋳型内でそのまま凝固、冷却される。鋳型内の物品が冷却されると、次にシェイクアウトマシン又はドラムクーラーで型ばらし及び冷却が行われた後、ショットブラストで物品の表面に付着した砂を除去し、鋳仕上げ工程に掛けられる。この鋳仕上げ工程において堰、バリ取り等の仕上げが行われて、製品たる鋳鉄が得られる。
以下、本発明を実施例に基づき、更に具体的に説明する。
(実施例1〜6)
高純度銑鉄、電解鉄、Fe−Mn合金を用いて、Mnが0.35質量%含有されるように調製した母合金を高周波電気炉を用いて溶製した。そして、この母合金中のMn含有量(質量%)を化学分析して調べた(このMn含有量をMn1とする)。表1に、この母合金のMn及びその他の化学成分(質量%)を示す。

Na2SO4の添加量は、0.5質量%(実施例1)、1質量%(実施例2)、3質量%(実施例3)、5質量%(実施例4)、7質量%(実施例5)、10質量%(実施例6)、と変えて試みた。尚、C含有量(質量%)の調査は実施例2,4,6のみである。
次に、Na2SO4の添加によるMn除去率(%)を次式により求めた。
Mn除去率=(Mn1−Mn2)/Mn1×100
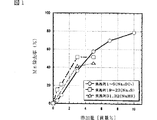
実施例1〜6により、Na2SO4の添加量とMn除去率との関係を図1に示す。又、実施例2,4,6によるNa2SO4の添加量とC含有量との関係を図5に示す。
(実施例7〜12)
Mnが0.7質量%含有されるように調製した母合金を用いること以外は実施例1〜6と同様にして、Mn除去率(%)を求めた。表1に、その母合金のMn及びその他の化学成分(質量%)を示す。Na2SO4の添加量は、0.5質量%(実施例7)、1質量%(実施例8)、3質量%(実施例9)、5質量%(実施例10)、7質量%(実施例11)、10質量%(実施例12)である。実施例7〜12によるNa2SO4の添加量とMn除去率との関係を図2に示す。
(実施例13〜18)
Mnが1.5質量%含有されるように調製した母合金を用いること以外は実施例1〜6と同様にして、Mn除去率(%)を求めた。表1に、その母合金のMn及びその他の化学成分(質量%)を示す。Na2SO4の添加量は、0.5質量%(実施例13)、1質量%(実施例14)、3質量%(実施例15)、5質量%(実施例16)、7質量%(実施例17)、10質量%(実施例18)である。実施例13〜18によるNa2SO4の添加量とMn除去率との関係を図3に示す。
(実施例19〜22)
添加剤としてNa2Sを用いた以外は、実施例1〜4と同様にして、Mn除去率(%)を求めた。又、Mn含有量(質量%)の化学分析に加えて、同様な方法により、Na2S添加後のSi含有量(質量%)、C含有量(質量%)及びS含有量(質量%)を調べた。尚、Na2Sは、Na2S・9H2Oを電気炉にて350℃で過熱脱水したものを用いた。Na2Sの添加量は、0.5質量%(実施例19)、1質量%(実施例20)、3質量%(実施例21)、5質量%(実施例22)である。尚、C含有量(質量%)の調査は実施例20〜22のみである。実施例19〜22によるNa2Sの添加量とMn除去率との関係を図1に示す。又、実施例19〜22によるNa2Sの添加量とSi含有量との関係を図4に、実施例20〜22によるNa2Sの添加量とC含有量との関係を図5に、実施例19〜22によるNa2Sの添加量とS含有量との関係を図6に、それぞれ示す。
(実施例23〜26)
添加剤としてNa2Sを用いた以外は、実施例7〜10と同様にして、Mn除去率(%)を求めた。又、Mn含有量(質量%)の化学分析に加えて、同様な方法により、Na2S添加後のS含有量(質量%)を調べた。Na2Sの添加量は、0.5質量%(実施例23)、1質量%(実施例24)、3質量%(実施例25)、5質量%(実施例26)である。実施例23〜26によるNa2Sの添加量とMn除去率との関係を図2に示す。又、実施例23〜26によるNa2Sの添加量とS含有量との関係を図7に示す。
(実施例27〜30)
添加剤としてNa2Sを用いた以外は、実施例13〜16と同様にして、Mn除去率(%)を求めた。又、Mn含有量(質量%)の化学分析に加えて、同様な方法により、Na2S添加後のS含有量(質量%)を調べた。Na2Sの添加量は、0.5質量%(実施例27)、1質量%(実施例28)、3質量%(実施例29)、5質量%(実施例30)である。実施例27〜30によるNa2Sの添加量とMn除去率との関係を図3に示す。又、実施例27〜30によるNa2Sの添加量とS含有量との関係を図8に示す。
(実施例31,32)
添加剤としてNaHSを用いた以外は、実施例21,22と同様にして、Mn除去率(%)を求めた。又、Mn含有量(質量%)の化学分析に加えて、同様な方法により、NaHS添加後のSi含有量(質量%)及びC含有量(質量%)を調べた。尚、NaHSは、NaHS・2H2Oを電気炉にて350℃で過熱脱水したものを用いた。NaHSの添加量は、3質量%(実施例31)、5質量%(実施例32)である。実施例31,32によるNaHSの添加量とMn除去率との関係を図1に示す。又、実施例31,32によるNaHSの添加量とSi含有量との関係を図4に示す。更に、実施例31,32によるNaHSの添加量とC含有量との関係を図5に示す。
(比較例1〜6)
添加剤としてK2Sを用いた以外は、実施例19〜22と同様にして、K2S添加後のSi含有量(質量%)を調べた。又、同様な方法で、添加量を10質量%まで増加させ、K2S添加後のS含有量(質量%)を調べた。K2Sの添加量は、0.5質量%(比較例1)、1質量%(比較例2)、3質量%(比較例3)、5質量%(比較例4)、7質量%(比較例5)、10質量%(比較例6)である。比較例1〜4によるK2Sの添加量とSi含有量との関係を図4に示す。又、比較例1〜6によるK2Sの添加量とS含有量との関係を図6に示す。
(比較例7〜12)
添加剤としてK2Sを用いた以外は、実施例23〜26と同様な方法で、添加量を10質量%まで増加させ、K2S添加後のS含有量(質量%)を調べた。K2Sの添加量は、0.5質量%(比較例7)、1質量%(比較例8)、3質量%(比較例9)、5質量%(比較例10)、7質量%(比較例11)、10質量%(比較例12)である。比較例7〜12によるK2Sの添加量とS含有量との関係を図7に示す。
(比較例13〜18)
添加剤としてK2Sを用いた以外は、実施例27〜30と同様な方法で、添加量を10質量%まで増加させ、K2S添加後のS含有量(質量%)を調べた。K2Sの添加量は、0.5質量%(比較例13)、1質量%(比較例14)、3質量%(比較例15)、5質量%(比較例16)、7質量%(比較例17)、10質量%(比較例18)である。比較例13〜18によるK2Sの添加量とS含有量との関係を図8に示す。
(考察)
実施例1〜32の結果から、Mn含有量の多い合金を所定の温度に溶解した溶湯に、添加剤を投入し混合することにより、MnSの生成が確認され、図1〜図3及び図5に示されるように、Mn含有量の多い母合金から、Cを減耗させることなく、添加剤投入量に応じてMn含有量を低減出来ることが確認出来た。又、図4に示されるように、添加剤がNa2S、NaHSの場合には、Siが減耗され難いことが確認出来た。更に、図6〜8に示されるように、添加剤がNa2Sの場合には、Sの増加が少ないことが確認出来た。
産業上の利用可能性
以上説明したように、本発明によれば、原料たる鋳鉄溶湯に、1種類の添加剤を、好ましくは所望の溶湯温度において、混合することにより、Cを減耗させず、添加剤投入量に応じて、Mn含有量を低減出来る。又、添加剤を選定することにより、Siの減耗及びSの増加を抑制することが出来る。従って、原料として増加しているMn含有率の高い高張力鋼板を積極的に受け入れることが出来、高価な銑鉄等を用いる必要がない。本発明により得られる球状黒鉛化処理された鋳鉄は、安価でMn含有量の多い鋼屑を原料として使用しても、Mn含有量を少なく出来ることから引張強さを犠牲にすることなく伸び特性が改善され得る。即ち、本発明は、安価で機械的性質の高い鋳鉄が得られるという優れた効果を奏する。
【図面の簡単な説明】
図1は、実施例における添加剤の添加量とMn除去率との関係を示すグラフである。
図2は、実施例における添加剤の添加量とMn除去率との関係を示す他のグラフである。
図3は、実施例における添加剤の添加量とMn除去率との関係を示す更に他のグラフである。
図4は、実施例における添加剤の添加量とSi含有量との関係を示すグラフである。
図5は、実施例における添加剤の添加量とC含有量との関係を示すグラフである。
図6は、実施例における添加剤の添加量とS含有量との関係を示すグラフである。
図7は、実施例における添加剤の添加量とS含有量との関係を示す他のグラフである。
図8は、実施例における添加剤の添加量とS含有量との関係を示す更に他のグラフである。
Claims (4)
- 鋳鉄の製造においてマンガン含有量を低下させる方法であって、
温度が1400〜1500℃である鋳鉄溶湯に、添加剤として硫酸ナトリウムのみを添加混合することを特徴とする鋳鉄溶湯中のマンガン除去方法。 - 前記鋳鉄溶湯が、炭素2.1質量%以上、珪素1.8質量%以上、マンガン0.4〜1.5質量%を含有してなり、前記添加剤を添加混合した後の鋳鉄溶湯のマンガン含有量が0.4質量%以下である請求項1に記載の鋳鉄溶湯中のマンガン除去方法。
- 原料としての鋳鉄溶湯を用意する工程と、
請求項1又は2に記載の鋳鉄溶湯中のマンガン除去方法を用いて前記鋳鉄溶湯のマンガン含有量を低下させる工程と、
マンガン含有量を低下させた鋳鉄溶湯に黒鉛球状化剤を添加し反応させて鋳鉄溶湯中の黒鉛を球状化させるための黒鉛球状化処理工程と、
黒鉛球状化処理した鋳鉄溶湯を所望の鋳型に鋳込む工程と、
を有する球状黒鉛鋳鉄の製造方法。 - 前記黒鉛球状化剤が、マグネシウム乃至マグネシウム合金である請求項3に記載の球状黒鉛鋳鉄の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002092517 | 2002-03-28 | ||
| JP2002092517 | 2002-03-28 | ||
| PCT/JP2003/003857 WO2003083143A1 (fr) | 2002-03-28 | 2003-03-27 | Procede d'elimination du manganese dans la fonte en fusion et procede de production de fonte a graphite spheroidal |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2003083143A1 JPWO2003083143A1 (ja) | 2005-08-04 |
| JP4210603B2 true JP4210603B2 (ja) | 2009-01-21 |
Family
ID=28671714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003580576A Expired - Fee Related JP4210603B2 (ja) | 2002-03-28 | 2003-03-27 | 鋳鉄溶湯中のマンガン除去方法及び球状黒鉛鋳鉄の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP4210603B2 (ja) |
| CN (1) | CN1448521A (ja) |
| WO (1) | WO2003083143A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5150654B2 (ja) * | 2010-01-28 | 2013-02-20 | 株式会社木村鋳造所 | 鋳鉄溶湯中の不純物除去方法および鋳鉄原料 |
| CN103388051A (zh) * | 2013-07-01 | 2013-11-13 | 广西大学 | 生产低温球墨铸铁的简易脱锰法 |
| JP6110018B2 (ja) * | 2014-12-12 | 2017-04-05 | 株式会社木下製作所 | 鋳鉄のマンガン除去方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61266515A (ja) * | 1985-05-21 | 1986-11-26 | Masanori Tokuda | 含銅溶鉄より低銅鋼を製造する方法 |
-
2003
- 2003-03-27 WO PCT/JP2003/003857 patent/WO2003083143A1/ja not_active Ceased
- 2003-03-27 CN CN03121204A patent/CN1448521A/zh active Pending
- 2003-03-27 JP JP2003580576A patent/JP4210603B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2003083143A1 (ja) | 2005-08-04 |
| CN1448521A (zh) | 2003-10-15 |
| WO2003083143A1 (fr) | 2003-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109576567B (zh) | 重型车桥主减速器壳体用球墨铸铁件的制备工艺 | |
| US20080156144A1 (en) | Method for reducing to metallic chromium the chromium oxide in slag from stainless steel processing | |
| JP5326475B2 (ja) | クロム含有スラグからのクロム回収方法 | |
| US4121924A (en) | Alloy for rare earth treatment of molten metals and method | |
| JP7546490B2 (ja) | ケイ素系合金、その製造方法、及びこのような合金の使用 | |
| CN109722498B (zh) | 一种废旧磷生铁用脱硫剂及其脱硫增碳方法 | |
| CN102782163B (zh) | 铸铁熔液中的杂质除去方法及铸铁原料 | |
| JP4210603B2 (ja) | 鋳鉄溶湯中のマンガン除去方法及び球状黒鉛鋳鉄の製造方法 | |
| JP7818574B2 (ja) | 球状黒鉛鋳鉄、球状黒鉛鋳鉄の製造方法及び球状化処理剤 | |
| JP2021519389A (ja) | ケイ素系合金、その製造方法、及びこのような合金の使用 | |
| CN117230276B (zh) | 一种形成核壳结构夹杂物的复合添加剂、制备和冶炼方法 | |
| JP2001131678A (ja) | 高強度球状黒鉛鋳鉄及びその製造方法 | |
| CN115572876B (zh) | 一种超纯钒铁合金及其制备方法和应用 | |
| JP2007332432A (ja) | 溶鋼の精錬方法 | |
| JP2009068068A (ja) | 屑鉄を主原料とする製鋼方法 | |
| US6368380B1 (en) | Method of melt-removing impurity elements from iron | |
| JP4718739B2 (ja) | 鋳鉄の脱マンガン処理方法 | |
| US4021232A (en) | Cast iron melting process | |
| CN107636183A (zh) | 黑心可锻铸铁及其制造方法 | |
| JPH08193245A (ja) | 軸受鋼およびその製造方法 | |
| JP7837347B2 (ja) | フェロシリコン-バナジウム-及び/又はニオブ合金、フェロシリコン-バナジウム-及び/又はニオブ合金の製造並びにその使用 | |
| JP2013124417A (ja) | Crを含有するスラグの処理方法 | |
| JP2005290411A (ja) | 鋳鉄溶湯中のマンガン除去方法 | |
| US4101316A (en) | Conversion of molybdenite concentrate to ferro-molybdenum and simultaneous removal of impurities by direct reduction with sulfide forming reducing agents | |
| KR900700387A (ko) | Sic, MnC 및 합금철의 생성방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20040908 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20040908 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080624 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080825 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081021 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081027 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4210603 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111031 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121031 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121031 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131031 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |