JP4226080B2 - ボア表面の仕上げ加工用工具 - Google Patents
ボア表面の仕上げ加工用工具 Download PDFInfo
- Publication number
- JP4226080B2 JP4226080B2 JP52841598A JP52841598A JP4226080B2 JP 4226080 B2 JP4226080 B2 JP 4226080B2 JP 52841598 A JP52841598 A JP 52841598A JP 52841598 A JP52841598 A JP 52841598A JP 4226080 B2 JP4226080 B2 JP 4226080B2
- Authority
- JP
- Japan
- Prior art keywords
- cutter insert
- clamping
- cutter
- tool
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000002093 peripheral effect Effects 0.000 claims abstract description 13
- 230000001154 acute effect Effects 0.000 claims abstract description 9
- 230000002441 reversible effect Effects 0.000 claims description 12
- 238000003754 machining Methods 0.000 abstract description 7
- 238000010586 diagram Methods 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000006378 damage Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000001914 calming effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1625—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped by a clamping member acting almost perpendicularly on the chip-forming plane
- B23B27/164—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped by a clamping member acting almost perpendicularly on the chip-forming plane characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S408/00—Cutting by use of rotating axially moving tool
- Y10S408/713—Tool having detachable cutting edge
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1934—Rotary cutting tool including holder [i.e., head] having seat for inserted tool with separate means to fasten tool to holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/86—Tool-support with means to permit positioning of the Tool relative to support
- Y10T408/865—Pivotable Tool
- Y10T408/868—Pivotable Tool with multiple cutting positions
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/89—Tool or Tool with support
- Y10T408/909—Having peripherally spaced cutting edges
- Y10T408/9098—Having peripherally spaced cutting edges with means to retain Tool to support
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Drilling Tools (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
本発明は請求の範囲第1項の前提部分に記載されているように、加工片のボア表面の、チップ除去による仕上げ加工用工具のカッターインサートに関し、請求の範囲第9項の前提部分に記載されている工具に関する。更に発明は請求の範囲第10項の前提部分と請求の範囲第16項の前提部分に記載されているボア表面のチップ除去加工用工具のカッターインサート及び請求の範囲第17項の前提部分に記載されている工具に関する。
ここで論じる、カッターインサートタイプの工具は公知である。少なくとも1つの締付けシューの助けで、カッターインサートは工具の基部に保持され、締付けシューの締付けリップがいわゆるカッター面、つまり、カッターインサートの前面に好ましくは配置される締付け表面と相互作用する。特に6000rpm以上の高速加工の場合に、カッターインサートの確かな保持をもはや保証できないことが見い出された。外れたカッターインサートは怪我及び/または損傷に導き得るので、周囲の人や機械を危険に曝すことになる。
従って、発明の目的は関連する工具にしっかりと締付けることができるカッターインサートを作り出すことである。
この目的を達成するために、請求の範囲第1項に引用した特徴を有するカッターインサートを提案する。カッターインサートは実質的に矩形形状を有し、締付け表面がカッターインサートの仮想上の中心線と鋭角を為すという事実によって識別される。この形状のために、斜めの締付け表面が生じ、それが工具内にカッターインサートをしっかりと保持する。
カッターインサートが可逆的インサートとして形成され、好ましくは同じ形状の2つの締付け表面を有することを特徴とする、カッターインサートが一実施形態として好ましい。このようなカッターインサートは、1つの切刃が摩耗した場合、ボア表面の仕上げ加工のために他方の切刃を利用できるように、中心線に対して直角である軸を中心にして180°回転させることができることで特徴付けられる。
更なる実施形態が別の従属請求項から続く。
目的を達成するために、請求の範囲第9項の特徴を有する工具が更に提案される。それは高レベルの機能的な安全性によって識別される。
目的を達成するために、請求の範囲第10項の特徴を有するカッターインサートもまた提案される。カッターインサートが締付けシューによってしっかりと締付けられる時、カッターインサートが締付け力の発生を可能にし、その少なくとも1つの成分が遠心力に対抗して作用し、工具の基部内にカッターインサートを確実に保持することを保証するように、締付け表面が方向づけられることを特徴とする。
カッターインサートの実施形態の例として好ましいのは、締付け表面がカッターインサートの仮想上の中央面に対して二方向に傾斜するように配置されることを特徴とすることである。一方で、締付け表面のこの特殊な配置が通常の締付け力の構築を保証し、この締付け力がカッターインサートを工具の基部に係止させ、ボア表面の機械加工中に発生する切削力を吸収する当接部にカッターインサートを押し付ける。他方、第2の方向への締付け表面の傾斜が、上述のように、カッターインサートを工具の回転軸の方向に押しつけ、従って遠心力に対抗して作用する締付け力が構築されることを保証する。この方法で、特別なデザインの複雑さなしに、高速回転時であってもカッターインサートを変位に対抗して固定することを保証することができる。
カッターインサートの実施形態の例として特に好ましいのは、締付け表面が2つの締付け表面部分を有し、それらの部分がカッターインサートの仮想上の中央面に対して二方向に傾斜するように配置される、可逆的インサートとしてカッターインサートを形成することを特徴とすることである。2つの締付け表面部分はカッターインサートの仮想上の中心線と角度を為す交差線内で交差する。カッターインサートの前面に対して直角の軸を中心にして180°だけ回転した場合でも、これはこのタイプのカッターインサートが当接部に対して押しつけられ、それによって、工具の回転軸に向かう方向に作用する高い遠心力における変位に対抗してカッターインサートを固定する締付け力を受けることを保証する。
他の従属請求項から更なる実施形態が続く。
この目的を達成するために、締付け表面がカッターインサートの狭くなった側面部分に配置されることを特徴とする、請求の範囲第16項の特徴を有するカッターインサートが提案される。この締付け表面は、カッターインサートをしっかりと締付けた時、遠心力に抗する締付け力が構築され、高速回転時でさえもカッターインサートをしっかりと保持するように、傾斜した当接部と相互作用する。
この目的を達成するために、請求の範囲第17項の特徴を有する工具がさらに提案される。
【図面の簡単な説明】
次に図面を使用して発明を詳細に説明する。図面において、
図1はカッターインサートを有する工具の透視図であり、
図2はカッターインサートの透視図であり、
図3はカッターインサートの端表面の図であり、
図4は抜粋として示された工具の側面図であり、
図5は図4に示した工具のカッターインサートの第1実施形態の例であり、
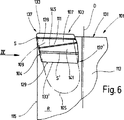
図6は図4に示した工具の部分的表示を示し、
図7は締付けシューにより保持されるカッターインサートを示しており、
図8及び図9はカッターインサートの更なる実施形態の例を示す。
発明を実施するための最良の形態
下記に説明するカッターインサートは特にボア表面の仕上げ加工に使用される。しかしながら、このカッターインサートは関連するボア表面を機械加工するために、高速で回転する加工片の機械加工中に、ボアに差し込まれるチップ取り除き工具においても一般的に使用できることを明示して記すべきである。
図1に示した工具1は加工片のボア表面の仕上げ加工に使用される。操作に際して、この工具は回転され、機械加工すべきボア内へと差し込まれる。
工具1は基部3を有し、その周囲表面5に少なくとも1つのカッターインサート7が挿入される。この目的のために、カッターインサートを収容する溝9が周囲表面5内に導入され、この溝9は工具1の回転軸11に対して直角に伸びる。カッターインサート7は締付けシュー13によって保持され、この締付けシュー13は、ここでは指示だけされている、締付けねじ15によって工具1の基部3に締付けられる。原理を説明する図1に示した略図から、締付けシュー13が締付けリップ17によってカッターインサート7の前面もしくはカッター面19に作用することが解るであろう。締付けリップ17はカッター面19内に導入される締付け表面21と接触している。
工具1の基部3は円形シリンダの形状を有し、(ここでは端が切られている)軸23によって、駆動装置または加工工具(図示せず)に接続される。
チップ取り除くための空間25を形成する凹所もしくは平面部が基部3の周囲表面5内に形成される。
純粋に例として示されるが、図1に示した工具に、基部3の周囲表面5内に差し込まれる2つのガイドストリップ27及び29が準備される。これらのガイドストリップは回転軸11に実質的に並列して伸びる細長い金属ストリップとして形成され、適当な溝31及び33内に差し込まれ、そこに固定される。矢印35によって示される回転方向に見て、第1のガイドストリップ27は約40°だけカッターインサート7の配置され背後に延びる(遅れる)一方、第2のガイドストリップ29はカッターインサート7と直径方向にみて正反対に対向して配置される。
原理を示す図1の略図から、締付けリップ17の先端部であるリーディングエッジが回転軸11に対して正確に直角には伸びず、ここでは矩形の形状を有するカッターインサート7の対角方向に多少伸びていることが解るであろう。重要な点は締付けリップ17のリーディングエッジが回転軸11に対して直角の仮想的な直線、もしくは回転軸11に対して並列する仮想上の直線と鋭角を為すことである。
図2はカッターインサート7の拡大規模の透視図である。カッター面19に対向するカッターインサート7の後面37を見ることができる。後面37はカッター面19に平行に伸びる。2つの締付け表面21及び21’がカッター面19に差し込まれているのが明らかに解る。カッターインサート7が工具の基部に締付けられる時、締付けシュー(ここでは図示せず)の締付けリップがこの締付け表面21及び21’に保持される。更に、カッター面19から始まり、締付け表面が、カッター面19が置かれている平面に対して鋭角αでへこんでいるのが見られる。
図2は2つの締付け表面21及び21’間の境界がカッターインサートの仮想上の中心線39と鋭角を為すことを明確に示している。締付け表面21の傾斜角αは締付け表面21’の傾斜角α’に対して反対方向に配列されるので、2つの締付け面は互いに反対側に傾斜し、互い違いに配列される。これらの表面はカッター面全体に実質的に斜めに伸びる境界線41によって互いから分離される。
図2は更に締付け表面21の境界縁43と締付け表面21’の境界縁43’が中心線39に対して平行に伸びるが、表面縁45及び45’(ここでは点線によって図示)に対しても平行に伸びることを明らかに示しており、ここでは表面縁はカッターインサートの縦縁と一致するか、あるいはカッターインサートの縦縁を形成する。
締付け表面21及び21’の長さはカッターインサートの全長より幾分短い。それらは端表面47及び47’から距離を置いて終了するように配置される。従って、締付け表面21及び21’と接触する締付けリップが、チップまたは他の不純物の浸透から横方向に保護される。
締付け表面21及び21’は、カッター面19への方向に見て、実質的に三角形の形状を有する。締付け表面は直角三角形であり、それらの直角三角形の斜辺は境界線41とほぼ一致し、直角三角形の長い方の辺は端表面47に並列して伸びる。締付け表面21及び21’の傾斜は、中心線39の方向に見て、締付け表面の最も深い部分が端表面47または47’に近接するように配置されるように選択される。
図3はカッターインサート7の端表面47の図である。この図から、カッター面19と後面37が互いに並列して伸び、カッター面19から続くカッターインサートの側面と後面がカッターインサートの切刃49及び49’を形成することが解るであろう。ここで論じるタイプのカッターインサートは基本的に公知であるので、ここではこれ以上詳細に考慮する必要はない。
図3の描写は締付け表面21及び21’が、カッター面19が置かれる平面に対して同じ角度で傾斜するが、締付け表面は互いに対して反対方向に傾斜することを示している。この理由から、これらの締付け表面は互い違いに配置されると称される。
締付け表面21及び21’の機能に関する限り、これらの締付け表面が結局カッターインサート7の端表面47及び47’まで伸びるか伸びないかは重要ではない。しかしながら、汚れからの保護のために、締付け表面の長さをカッターインサートの全長より短くなるように選ぶべきであることが好ましい。
カッターインサート7及びその締付け表面21及び21’の特殊な配置について、図1に関連して詳細に考えてみよう。
ここでは例として可逆性プレートとして形成されるカッターインサート7は、上述のように、溝9に配置され、溝の長さはカッターインサートの長さに合わせられる。工具1の前面51からそれたカッターインサートの端表面は溝9の底に置かれる。同時に、回転軸11に面するカッターインサートの端表面は溝の端に置かれる。締付け表面21及び21’が仮想的中心線39に対して角度を為して伸びるので、カッターインサートは、くさび機構の方法で、また締付けリップ17または締付けシュー13の締付け効果のために、一方で溝9の放射状内端に対して押され、他方で端表面51からそれた溝の底に対して押される。
ここで述べることから直ちに明らかになることは、この締付けシューの二重効果に基づいて、カッターインサート7が工具1の基部3内に特にしっかりと保持されることである。更にこれは、工具1のカッターインサート7の仮想上の中心線39が回転軸11に対して平行に伸び、工具の高速回転においてカッターインサートが回転軸11に対して直角に外向きに向けられる力を受ける場合にも当てはまる。従って、カッターインサートの締付け表面が、90°だけ変位した工具1の基部3内にカッターインサートを配置する場合でさえも、回転軸に対して直角に作用する遠心力に対して、常に角度を為して配置されることが解るであろう。従って、溝9内にカッターインサート7がしっかりと保持される。
締付け表面が回転軸11に対して斜めに伸びるという事実は、工具1の高速回転時のカッターインサートの偶発的な解除を避けるために、工具1の基部3にカッターインサート7をしっかりと固定するために決定的であることが容易に解る。
結局、工具内へのカッターインサートの確実な締付けは、カッターインサートの基本的な形状及び締付け表面の数に依存する。従って、回転軸11に対する締付け表面の斜め配置という基本的な概念が保護される限り、矩形の可逆的なインサート以外のカッターインサート、例えば、六辺形のインサートも使用することができる。従って、工具の基部に1つ以上のカッターインサートを差し込むことも明らかに可能であり、これによって、その仮想上の中心線39が回転軸11に対して実質的に平行に伸びる、あるいは回転軸11に対して実質的に直角に伸びる、カッターインサートの方位を提供することが可能である。その両方の組立位置において、これは回転軸11に対して角度を為して伸びる締付け表面のために、高い信頼度で故意でないカッターインサートの解放を避けることを保証する。1つだけの締付け表面を有するカッターインサートが、2つの締付け表面を有する可逆的インサートと同じ利点を呈するという事実に再び明示して注意を向ける。
ここで説明するカッターインサートは好ましくは焼結処理によって製造される。しかしながら、侵食処理によってカッター面に存在する締付け表面を発生させることもできる。
図4は円筒形工具101の抜粋、主として工具101の前部を示し、ここではカッターインサート103がその縦縁が水平に伸び、従って中心線と一致する工具101の回転軸Dに対して実質的に直角に伸びるように挿入される。カッターインサート103は工具103内に差し込まれる溝104に配置され、溝104またはその縦軸が工具101の回転軸Dに対して放射方向に伸びる。カッターインサートは締付けリップ109によってカッターインサート103の前面またはカッター面107と接触する締付けシュー105によって保持される。カッターインサート103は締付けリップ109と相互作用する締付け表面111を有する。カッター面107からそれた締付けシュー105の表面108は、好ましくはチップスペースRの境界表面と同じ高さで終了する。この目的のために、締付けシュー105は工具101に差し込まれる凹所112内に挿入されるように配置され、その凹所112の形状は、締付けシューが形状嵌め合いとして工具101内に保持されるように、締付けシュー105の外形と整合する。
カッターインサート103は、放射状周囲表面115を超えて突出するような方法で、工具101の基部113に挿入される。
2つのガイドストリップ117と119がここでは周囲表面115に挿入され、これらのガイドストリップのうち、第1のガイドストリップ117が矢印121によって示される工具101の回転方向に見て、約40°だけカッターインサート103の背後に延びる(遅れる)。第2のガイドストリップ119はカッターインサート103と正反対に対向して周囲表面115に挿入される。
リーマーもしくは工具101の基本的な構造は公知であるので、ここでは詳細には考慮しない。工具101の機能に関して、ここでは以下のことを記録する。工具は適当な保持特徴、例えば工具スピンドルに挿入され、高速回転で回転される。次に、その表面が機械加工されているボアに工具を挿入する。チップの除去によって、ボア表面が工具101によって、または周囲表面115を超えて突出するカッターインサート103によって機械加工される。工具101はガイドストリップ117と119によってボア表面に支持され、ガイドストリップはボア表面上を滑動する。カッターインサート103によって取り除かれたチップは、周囲表面115内の凹所によって形成されるチップスペースRを介して取り除かれる。チップは冷却及び潤滑剤によっても取り除くことができる。工具101のフィード運動が二重矢印125によって示されている。
カッターインサート103は締付けシュー105によって工具101の基部113内にしっかりと保持される。締付けねじ127を挿入して締付けシュー105を落ち着かせる。放射方向に測定して、特にカッターインサートの長さの方が大きい場合、複数の締付けシューを使用することもできる。
摩擦力が作用するように、カッターインサート103のカッター面107と対向する後面を工具101の接触面に対して押す、カッターインサート103を落ち着かせるために必要な保持力が発生される。ボア表面の機械加工中に作用する切削力は当接部129によって吸収され、その当接部と工具101の端表面131からそれたカッターインサート103の側縁が接触する。フィード方向に見て、リーディングサイドエッジ133がカッターインサート103の活動的な切刃を形成する。活動的な切刃は端表面131を超えて突出し、めくら穴の底表面を機械加工することができる。
高速回転時に発生し、カッターインサート103の緩みを生じさせ得る遠心力は、カッターインサート103が締付けシュー105によってしっかりと締付けられた時、締付け力が構築され、その1つの成分が遠心力に対抗して作用する、つまり、回転軸Dに対して直角に作用し、カッターインサート103が回転軸Dに向かう方向に押しやられるように、締付け表面111を向けることで処理される。
図4は可逆的インサートとして形成されたカッターインサート103を有する工具101を示している。
工具又はカッターインサートの様々な実施形態の可能性が図5、8及び9に示されている。
図5は可逆的インサートとして形成され、図4の工具101に挿入されるようなカッターインサート103を透視図で示している。図5に示した表示では、好ましくは実質的に六辺形の基部表面を有するまっすぐな角柱として形成されるカッターインサート103の場合、活動的な切刃137は左上であり、従来の工具の場合のように、この切刃は主切刃と補助切刃を有する。従って、ここではこれ以上詳細には考慮しない。
締付け表面111はここでは、図5において観察者からそれたカッター面107の部分に見ることができる。締付け表面111は2つの締付け表面部分139と141を有する。
特にカッターインサートが可逆的インサートとして形成される場合、カッターインサートに2つの締付け表面部分を備えることは公知である。これら公知のカッターインサートにおいて、締付け表面はV字形溝として形成され、この場合、2つの締付け表面部分の交差線が締付け表面の最も深い部分であるように、2つの締付け表面部分は縦縁または各々がそれる方向に向いた側縁に平行して、側縁から見て、カッターインサートの仮想上の中心線に向かって伸びる。更に、交差線はカッターインサートの中心線に平行に伸びる。従って、公知のカッターインサートでは、締付け表面部分が中心線に平行に伸びる交差線において交差する。
ここに示した工具101もしくはカッターインサート103では、2つの相互に交差する締付け表面部分139及び141によって形成される交差線145が、中心線に対して角度を為して伸びる。交差線145はここでは締付け表面111を通って斜めに伸びる。
ここに示したカッターインサート103は2つの締付け表面部分139と141が締付け表面111の部分に提供されることを特徴とする。これらの締付け表面部分139及び141は締付け表面111の最高部分を形成する交差線145の部分で交差する。締付け表面139及び141は側縁133及び133’に向かう方向に、交差線から傾斜する。それに加えて、図5において、締付け表面部分139が下部から上部に向かって傾斜する一方、締付け表面部分141は反対側に傾斜し、図5では、上部から下部に向かって傾斜する。換言すれば、締付け表面部分139及び141は付加的に横にも傾斜する。左手の締付け表面部分139は交差線145から上部外縁147に向かって下がる。対応するように、図5の右手の締付け表面部分141は交差線145から始まり、下部外縁147’に向かって傾斜する。
図5の表示の線図の平面に平行に伸びるカッターインサート103の中央面を考慮すると、締付け表面部分139及び141はこの中央面に対して二方向に下がるか、あるいは中央面に対して二方向に傾斜している。従って一方では、締付け表面部分は仮想上の中心線143に向かって、あるいは交差線145に向かって上昇し、また他方、左手の締付け表面部分139が下部から上部に向かって傾斜する一方、右手の締付け表面部分141が上部から下部に向かって傾斜している。これは平面図で見て、締付け表面部分139及び141の深さが、カッターインサート103の縦の大きさで見て、変化することを意味する。
締付けシュー105の締付けリップ109が締付け表面111の左手の締付け表面部分139上でかみ合う場合、表面側縁133’の方向に作用する力成分が発生し、その力によって、図4に示すように、カッターインサート103が当接部129と接触する。従って、カッターインサート103が当接部129に対して押される。同時に、締付け表面部分139が交差線145から外縁147に向かって傾斜するので、図5において、下方に作用する力成分が発生する。図4の表示では、この力成分が回転軸Dの方向に作用し、高速回転の場合でも、カッターインサート103が放射方向外向きに変位しないことを保証する。
図5において、左手の締付け表面部分139は、側縁133から見て、交差線145に向かって広くなり、右手の締付け表面部分141は、側縁133’から見て、交差線145に向かって対応して狭くなる。締付け表面は側縁133または133’にまで広がらないことが明らかである。チップ表面SとS’は側縁から直接続き、切刃137及び137’から取り除かれたチップはこれらのチップ表面S及びS’に沿って滑動する。
ここで図示した実施形態の例では、締付け表面部分139と141を分離する狭い水平ストリップが交差線145の部分に設けられる。このようなストリップを左手と右手の境界縁B及びB’の各々の部分に設けることも可能であり、これらのストリップの表面は、図5の線図の平面またはカッターインサート103の仮想上の中心面に平行に広がるか、あるいはその面に対して傾斜する。
図4において再現された工具101は図6の抜粋として表わされており、ガイドストリップ117及び119は理解を助けるために図示していない。他の点では、図4のものと同じ部品には同じ参照符号を付与し、その範囲まで図4の説明を参照する。更に、締付けシュー105は点線でのみ表示し、締付けねじ127は省略している。図6では、切刃137が放射状に伸びる周囲表面115を超えて突出するように、カッターインサート103が基部113に差し込まれることが明らかである。締付け表面111は、図5の表示とは対照的に観察者に面している。締付け表面部分139及び141は従って締付けシュー105に面しており、締付けシュー105の締付けリップ109のみが締付け表面部分139を力に委ねる。図6では、締付け表面部分139は右から左に傾斜し、図6において、締付けシューまたは締付けリップによる力の印加のために、回転軸Dに向かう方向に、つまり、放射状内向きにカッターインサート103を押しやる力成分が発生する。
図6から、カッターインサート103が回転した場合、活動的な切刃137’によってボア表面を機械加工することができることを容易に理解できる。図6に示したカッターインサート103の位置にある締付け表面部分141は、締付けシュー105によって接触されない。
工具101は図7において、図6の矢印IVの方向から見た抜粋として示されている。工具101の基部113が断面で示されている。他の点では、図4〜図6のものと同じ部品には同じ参照符号を付与し、それらの説明を参照する。
図7はその表面108がチップスペースRの表面146と一致するように、基部113の凹所112に配置される締付けシュー105を示している。カッターインサート103に対して力を発揮する締付けシュー105は、締付けねじ127によって工具101の基部113に固定され、基部113内のねじすじの付いた穴は図示されていない。締付けシュー105の締付けリップ109は、カッターインサート103の締付け表面111に面するその表面が締付け表面部分139または141の形状と嵌合するように形成される。更に図示されているのが、カッターインサート103を収容する溝104である。溝104はそれが実質的に六辺形の基部表面(図5)を有するまっすぐな角柱として本質的に形成されるカッターインサート103を収容するように形成される。これは溝104がカッターインサート103の横の境界表面153及び155用の当接部を表わすことを意味する。
図8は工具101もしくは、ここでは図式で示されている、カッターインサート103のカッター面107の変更された実施形態の例を示しており、それは、締付け表面111が図8の表示の平面に実質的に平行に広がる境界表面149によって全側面が囲まれていることを特徴とする。ここでも、締付け表面部分139及び141は交差線145によって分離され、この交差線はここでも同様に平らなストリップ151を形成する。ここで示した実施形態の例では、境界表面149及びストリップ151は1つの平面に配置される。
基本的な特徴は、締付け表面部分139及び141が全ての側面で閉じられており、締付けシュー105の締付けリップ109が締付け表面部分上で保護するように接触し、チップが締付けリップ109の下を通過できないことである。この手段によって、カッターインサート103が確実に保持される。
他の点では、他の図4〜7のものと一致する、図6に表示されたカッターインサートと同じ部品には同じ参照符号を付与し、その範囲までそれらの説明を参照する。
図9に示されたカッターインサート103’は1つの締付け表面111’が設けられ、それがカッターインサート103’の仮想上の中心線143に対して鋭角を為して伸び、右手側縁133’と中心線143間の距離が上部から下部に向かって増大する範囲まで変更されている。このようなカッターインサート103の場合、当接部129(図4)が対応して傾斜する。これはカッターインサート103’が締付けシュー105によってしっかりと締付けられた時、締付け力が締付け表面111’のみの形成に基づいて構築され、その締付け力が図9の上部から下部へと作用する少なくとも1つの力成分を有し、カッターインサート103’を工具101の回転軸Dに向かって押しやるという事実に導く。締付け表面111’は従って力成分が遠心力に対抗して作用するように形成される。
図9のカッターインサート103’では、締付けシュー105が締付け表面111上で同様にかみ合う。締付け表面の左手の境界縁Bから始まり、締付け表面は締付け表面111の右手の境界縁B’まで増大することができる。しかしながら、カッターインサート103’を平行四辺形として形成し、それを可逆的インサートとして使用することも考えられ、左手の側縁133はいずれの場合にも中心線143に対して角度を為して伸び、カッターインサート103がしっかりと締付けられた時、カッターインサートを工具101の回転軸Dに向かう方向に押しやる力成分が発生する。これはカッターインサート103’の側縁133が仮想上の中心線143に対して鋭角を為して伸び、左手の側縁133及び中心線143間の距離が下部から上部に向かって増大することを意味する。このような場合、つまり、カッターインサートが平行四辺形として形成された場合、締付け表面111はやはり、中断された交差線145によって示されるように、2つの締付け表面部分139及び141を有することができる。
従って、このような場合、カッターインサート103’がしっかりと締付けられた時、遠心力に対抗して作用する力成分の発生を許す2つの締付け表面がある。従って、図9に示されたような外部形状と締付け表面111’を有するカッターインサート103’に、上記において詳細に説明したような締付け表面111を付加的に設けることができることが解る。
カッターインサート103が可逆的インサートとして形成されていない場合でも、締付け表面111が左手の側縁133もしくは左手の境界縁Bから右手の側縁133’もしくは右手の境界縁B’に向かって立ち上がるように、締付け表面111を形成できるばかりでなく、締付け表面111が右側から左側へと下がるように、締付け表面111に傾斜を提供することも可能である。従って、この場合も、締付け表面111がカッターインサート103’の仮想上の中心面に対して二方向に傾斜し、図9の表示の平面に平行に伸び、締付けリップ109が締付け表面111に対して作用する時、遠心力に対抗して作用する少なくとも1つの力成分が発生する。それに加えて、締付け表面111’の部分において締付けシュー105によって構築される締付け力の作用の下に、遠心力に対抗して作用する少なくとも1つの力成分が発生する。従って、二重に傾斜した締付け表面111の場合、図9に示したようなカッターインサートのこのような形状は、高速回転時に工具101内のカッターインサート103’の変位に対抗する特に高レベルの安全性を提供する。
Claims (15)
- 加工片内のボア表面のチップ除去による仕上げ加工用工具(1)のカッターインサート(7)であって、カッターインサート(7)は工具(1)の周囲表面に設けられた凹所(9)に挿入され、締付けリップ(17)によってカッターインサート(7)の少なくとも1つの対角線状に下降している締付け表面(21、21’)と相互に作用する少なくとも一つの締め付けシュー(13)によって保持され、当該カッターインサート(7)は、締付け表面(21、21’)と鋭角(α、α’)を為す長手方向の中心線(39)を有するものであって、当該締付け表面(21、21’)が平面図で見て、実質的に三角形の形状を有するものであって、然も、当該締付け表面(21、21’)がカッターインサート(7)の側縁(49、49’)に対して実質的に平行に伸びる境界縁(43、43’)を有しており、更に当該境界縁(43、43’)から始まり、当該締付け表面(21、21’)がカッターインサート(7)の長手方向の中心線(39)に向かう方向に傾斜する様に構成されていることを特徴とするカッターインサート。
- 前記カッターインサート(7)が可逆的インサートとして形成され、且つ、2つの締付け表面(21、21’)を有する、請求の範囲第1項に記載のカッターインサート。
- 前記締付け表面(21、21’)の長さが当該カッターインサート(7)の長さより短い、請求の範囲第1項又は第2項に記載のカッターインサート。
- 前記締付け表面(21、21’)が当該カッターインサート(7)の端表面(47、47’)の前で終了する、請求の範囲第1〜3項のいずれか一項に記載のカッターインサート。
- 前記締付け表面(21、21’)が工具(1)の回転軸(11)に対して鋭角を為して伸びる、請求の範囲第1項から第4項のいずれか一項に記載のカッターインサート。
- 請求の範囲第1項から第5項のいずれかに記載の少なくとも1つのカッターインサート(7)を備える、加工片のボア表面のチップ除去による仕上げ加工用工具。
- 加工片のボア表面のチップ除去による仕上げ加工用工具(101)のカッターインサート(103)であって、カッターインサートは工具の周囲表面に設けられている凹所(104)に挿入され、締付けリップ(109)によってカッターインサート(103)の少なくとも1つの対角線状に下降する締付け表面(111)と相互作用する少なくとも1つの締付けシユー(105)によって保持され、当該締付け表面(111)は、当該カッターインサート(103)のカッター表面(107)と平行に存在する中央平面に対して2つの方向に傾斜せしめられる様に配置されている事を特徴とするカッターインサート。
- カッターインサート(103)が可逆的インサートとして形成され、締付け表面(111)が2つの締め付け表面部分(139、141)を有し、それらの部分が中央平面に対して二方向に傾斜し、長手方向の中心線(143)と所定の角度を為す交差線(145)内で交差するように配置される、請求の範囲第7項に記載のカッターインサート。
- 締付け表面部分(139、141)間の交差線(145)が締付け表面(111)に対してほぼ斜めに伸びる請求の範囲第8項に記載のカッターインサート。
- 締付け表面(111)がカッターインサート(103)の長手方向の側面及び/または狭い側面に沿ってリム(境界表面(149))によって囲まれる、請求の範囲第7項から9項のいずれか一項に記載のカッターインサート。
- 締付け表面(111)が締付けシユー(105)に面するカッターインサート(103)のカッター面(107)に設けられる、請求の範囲第7から10項のいずれか一項に記載のカッターインサート。
- 加工片のボア表面のチップ除去による仕上げ加工用工具(101)のカッターインサート(103’)であって、カッターインサート(103’)は工具の周囲表面に設けられている凹所(104)に挿入され、且つ、締付けリップ(109)によって、カッターインサート(103’)の少なくとも1つの対角線状に下降する締付け表面と相互作用する少なくとも1つの締付けシユー(105)によって保持されており、更に、締付け表面(111’)が長手方向側部(側縁(133’))の部分に配置されている事を特徴とするカッターインサート。
- 請求の範囲第7項から12項のいずれか一項に記載の少なくとも1つのカッターインサートを備える、加工片のボア表面のチップ除去による仕上げ加工用工具。
- 2つの締付け表面(21、21’)が、同じ形状であることを特徴とする請求の範囲第2項に記載のカッターインサート。
- カッターインサート(7)は、矩形の形状であることを特徴とする請求の範囲第1項から第5項のいずれか一項に記載のカッターインサート。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19654421.1 | 1996-12-24 | ||
| DE19654421A DE19654421B4 (de) | 1996-12-24 | 1996-12-24 | Messerplatte für ein Werkzeug zur spanabhebenden Feinbearbeitung |
| PCT/EP1997/007270 WO1998028099A2 (de) | 1996-12-24 | 1997-12-23 | Werkzeug zur feinbearbeitung von bohrungsoberflächen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001506928A JP2001506928A (ja) | 2001-05-29 |
| JP2001506928A5 JP2001506928A5 (ja) | 2005-09-08 |
| JP4226080B2 true JP4226080B2 (ja) | 2009-02-18 |
Family
ID=7816254
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP52841598A Expired - Fee Related JP4226080B2 (ja) | 1996-12-24 | 1997-12-23 | ボア表面の仕上げ加工用工具 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6224301B1 (ja) |
| EP (1) | EP1027186B1 (ja) |
| JP (1) | JP4226080B2 (ja) |
| AT (1) | ATE225223T1 (ja) |
| BR (1) | BR9713635A (ja) |
| DE (2) | DE19654421B4 (ja) |
| DK (1) | DK1027186T3 (ja) |
| ES (1) | ES2182154T3 (ja) |
| PT (1) | PT1027186E (ja) |
| WO (1) | WO1998028099A2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100296881A1 (en) * | 2009-05-23 | 2010-11-25 | Kuo-Chen Huang | Universal Cutter Structure |
| DE102010018339B4 (de) * | 2010-04-27 | 2014-05-22 | Kennametal Inc. | Feinbearbeitungswerkzeug |
| US20150196959A1 (en) * | 2014-01-14 | 2015-07-16 | Kennametal Inc. | Cutting tool with wedge clamping system |
| DE102014006845B4 (de) * | 2014-05-13 | 2016-12-08 | Audi Ag | Werkzeug zum Aufrauen einer metallischen Oberfläche |
| CN116872005B (zh) * | 2023-09-07 | 2023-11-28 | 海力特机器人常州有限公司 | 相交孔去毛刺倒角装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH604990A5 (ja) * | 1975-03-04 | 1978-09-29 | Zapp Werkzeug & Maschf R | |
| US4264245A (en) * | 1979-08-20 | 1981-04-28 | Lindsay Harold W | Keyless holder for pin-type replaceable cutting inserts |
| GB2146276B (en) * | 1983-09-14 | 1987-04-08 | Gte Valeron Corp | A cutting tool and an indexable insert therefor |
| DE3715338A1 (de) * | 1987-05-08 | 1988-11-24 | Feldmuehle Ag | Schnellrotierender fraes- oder bohrkopf |
| DE4034345C1 (ja) * | 1990-10-29 | 1991-08-29 | Mapal Fabrik Fuer Praezisionswerkzeuge Dr. Kress Kg, 7080 Aalen, De | |
| JPH04115519U (ja) * | 1991-03-28 | 1992-10-14 | 三菱マテリアル株式会社 | スローアウエイ式ボールエンドミル |
| DE19539119A1 (de) * | 1995-10-20 | 1997-04-24 | Mapal Fab Praezision | Werkzeug zur spanabtragenden Feinbearbeitung |
| US5967706A (en) * | 1998-09-08 | 1999-10-19 | Kennametal Inc. | High speed milling cutter |
-
1996
- 1996-12-24 DE DE19654421A patent/DE19654421B4/de not_active Expired - Fee Related
-
1997
- 1997-12-23 AT AT97954948T patent/ATE225223T1/de not_active IP Right Cessation
- 1997-12-23 BR BR9713635-2A patent/BR9713635A/pt not_active IP Right Cessation
- 1997-12-23 WO PCT/EP1997/007270 patent/WO1998028099A2/de not_active Ceased
- 1997-12-23 US US09/319,676 patent/US6224301B1/en not_active Expired - Fee Related
- 1997-12-23 DK DK97954948T patent/DK1027186T3/da active
- 1997-12-23 JP JP52841598A patent/JP4226080B2/ja not_active Expired - Fee Related
- 1997-12-23 ES ES97954948T patent/ES2182154T3/es not_active Expired - Lifetime
- 1997-12-23 EP EP97954948A patent/EP1027186B1/de not_active Expired - Lifetime
- 1997-12-23 DE DE59708393T patent/DE59708393D1/de not_active Expired - Lifetime
- 1997-12-23 PT PT97954948T patent/PT1027186E/pt unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001506928A (ja) | 2001-05-29 |
| DK1027186T3 (da) | 2003-01-20 |
| EP1027186B1 (de) | 2002-10-02 |
| DE19654421A1 (de) | 1998-06-25 |
| WO1998028099A2 (de) | 1998-07-02 |
| WO1998028099A3 (de) | 1998-11-05 |
| DE59708393D1 (de) | 2002-11-07 |
| BR9713635A (pt) | 2000-08-08 |
| US6224301B1 (en) | 2001-05-01 |
| ES2182154T3 (es) | 2003-03-01 |
| ATE225223T1 (de) | 2002-10-15 |
| PT1027186E (pt) | 2003-02-28 |
| EP1027186A2 (de) | 2000-08-16 |
| DE19654421B4 (de) | 2006-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2221674C2 (ru) | Режущая пластина для вращающихся режущих инструментов | |
| JP4588716B2 (ja) | 回転溝フライスおよびその切削インサート | |
| US4443136A (en) | Machine cutting tool | |
| US3701187A (en) | Slotting cutter and indexable inserts therefor | |
| US5333972A (en) | Special boring insert | |
| US4189264A (en) | Cutting insert and chip control assembly | |
| US5033916A (en) | High-speed milling or drilling heads | |
| US4248553A (en) | Cutting insert configuration | |
| RU97107989A (ru) | Фрезерная режущая пластина | |
| JP2004517739A (ja) | フライス用スローアウェイチップインサート | |
| KR20060016073A (ko) | 칩 제거 기계가공용 절삭 인서트를 구비한 회전식 절삭공구 | |
| KR20110099013A (ko) | 절삭 공구 및 절삭 공구용 절삭 인서트 | |
| CZ301486B6 (cs) | Rezná vložka s diametrálne protilehlými rohovými reznými brity na ruzných stranách vložky a nástroj s touto vložkou | |
| US5211516A (en) | Cutting tool | |
| US4441841A (en) | Throw away insert | |
| JP3045918U (ja) | ツールホルダ組立体 | |
| JP4226080B2 (ja) | ボア表面の仕上げ加工用工具 | |
| JPH07251323A (ja) | リーマ | |
| KR101257276B1 (ko) | 보링 구멍 가공용 공구 | |
| US20070217876A1 (en) | Knife plate and tool for machining bore surfaces | |
| US6676338B2 (en) | Tool for making bores with offset cutting edges | |
| JPS6362326B2 (ja) | ||
| EP0062621A2 (en) | Cutting insert for thread cutting | |
| KR100871758B1 (ko) | 공작 공구 | |
| JPH0453855Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041222 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070316 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070828 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081028 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081126 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111205 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111205 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121205 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |