JP4236018B2 - ダイヘッドの洗浄方法 - Google Patents
ダイヘッドの洗浄方法 Download PDFInfo
- Publication number
- JP4236018B2 JP4236018B2 JP20019698A JP20019698A JP4236018B2 JP 4236018 B2 JP4236018 B2 JP 4236018B2 JP 20019698 A JP20019698 A JP 20019698A JP 20019698 A JP20019698 A JP 20019698A JP 4236018 B2 JP4236018 B2 JP 4236018B2
- Authority
- JP
- Japan
- Prior art keywords
- die head
- slit
- cleaning
- manifold
- paint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Coating Apparatus (AREA)
Description
【発明の属する技術分野】
本発明は、エクストルージョン型の塗布装置に用いられるダイヘッドの技術分野に属し、詳しくはダイヘッドの洗浄技術に関する。
【0002】
【従来の技術】
通常、この種のダイヘッドとしては、塗料供給方式で分けてコートハンガー式のものと横入れ式のものがある。そして、このようなダイヘッドを洗浄する場合、従来はいずれもダイヘッドに塗料を送液するための配管を利用し、そこに洗浄溶剤を注入してスリット先端から排出することにより内部の汚れを除去する方法が採られていた。
【0003】
図1はコートハンガー式のダイヘッドを示す断面図である。このダイヘッドは、ダイヘッド本体1とその両サイドを覆う側板2とからなり、塗料は後部中央の入口3からマニホールド5を経てスリット6の先端から吐出するようになっている。そして、洗浄時には、図示のように、洗浄溶剤をポンプPにより後部中央の入口3から注入しスリット6の先端から排出する。
【0004】
図2は横入れ式のダイヘッドを示す断面図である。このダイヘッドはダイヘッド本体1とその両サイドを覆う側板2とからなり、塗料は一方の側板2に設けられた入口4からマニホールド5を経てスリット6の先端から吐出するようになっている。そして、洗浄時には、図示のように、洗浄溶剤をポンプPによりダイヘッド側部の入口4から注入しスリット6の先端から排出する。
【0005】
【発明が解決しようとする課題】
しかしながら、従来の技術で述べたようなダイヘッドの洗浄方法では、次のような問題点がある。
(1)ダイヘッドへの塗料供給方式がコートハンガー式の場合、マニホールド及びスリットのセンター部は洗浄されるが、洗浄溶剤の粘性が低いため両端に洗浄溶剤が十分に供給されず両端部の洗浄が困難となる。この傾向は塗料の粘性が高いほど顕著である。
(2)ダイヘッドへの塗料供給方式が横入れ式の場合、マニホールド及びスリットの塗料供給側は洗浄されるが、洗浄溶剤の粘性が低いため他端に洗浄溶剤が十分供給されず他端の洗浄が困難となる。この傾向は塗料の粘性が高いほど顕著である。
【0006】
このように、塗料の送液用配管を利用し、そこに洗浄溶剤を注入してスリットの先端から排出する洗浄方法では、端部の洗浄が十分に行われないため、洗浄後にダイヘッドを分解して端部の汚れを手作業で洗浄している。この手作業による洗浄は、ダイヘッド本体が非常に重いために、分解、組立に長い時間を費やしてしまうという問題点がある。また、作業自体に危険が伴う上に、作業中に塗料及び洗浄溶剤が身体に触れるという問題点もある。
【0007】
【発明が解決しようとする課題】
(1)請求項1に記載の発明であるダイヘッドの洗浄方法は、ダイヘッド本体とその両サイドを覆う側板とからなり、塗料を後部中央の入口からマニホールドを経てスリットの先端から吐出するコートハンガー式のダイヘッドを洗浄する方法であって、ダイヘッド本体のスリット先端部を着脱式ブロックにより閉じた状態とし、この状態で各側板にそれぞれ取り付けられたスプレーノズルによりダイヘッド両側部から同時に又は交互にダイヘッド内部に洗浄溶剤を高圧で噴霧し、ダイヘッド内部のマニホールド及びスリットに存在する汚れを塗料の入口から連続的に押し出すことを特徴としている。
(2)請求項2に記載の発明であるダイヘッドの洗浄方法は、ダイヘッド本体とその両サイドを覆う側板とからなり、塗料を後部中央の入口からマニホールドを経てスリットの先端から吐出するコートハンガー式のダイヘッドを洗浄する方法であって、ダイヘッド本体のスリット先端部に通じるとともに途中に液溜まりが設けられた液路を有する着脱式ブロックによりダイヘッド本体のスリット先端部を閉じた状態とし、この状態で着脱式ブロックの液路に洗浄溶剤を供給することで液溜まりからスリットに向けて洗浄溶剤を噴射し、ダイヘッド内部のマニホールド及びスリットに存在する汚れを塗料の入口から連続的に押し出すことを特徴としている。
(3)請求項3に記載の発明であるダイヘッドの洗浄方法は、ダイヘッド本体とその両サイドを覆う側板とからなり、塗料を後部中央の入口からマニホールドを経てスリットの先端から吐出するコートハンガー式のダイヘッドを洗浄する方法であって、ダイヘッド本体のスリット先端部に通じるとともに途中に液溜まりが設けられた液路を有する着脱式ブロックによりダイヘッド本体のスリット先端部を閉じた状態とし、この状態で着脱式ブロックの液路に洗浄溶剤を供給することで液溜まりからスリットに向けて洗浄溶剤を噴射するとともに、各側板にそれぞれ取り付けられたスプレーノズルによりダイヘッド両側部から同時に又は交互にダイヘッド内部に洗浄溶剤を高圧で噴霧し、ダイヘッド内部のマニホールド及びスリットに存在する汚れを塗料の入口から連続的に押し出すことを特徴としている。
(4)請求項4に記載の発明であるダイヘッドの洗浄方法は、ダイヘッド本体とその両サイドを覆う側板とからなり、塗料を一方の側板に設けられた入口からマニホールドを経てスリットの先端から吐出する横入れ式のダイヘッドを洗浄する方法であって、ダイヘッド本体におけるスリット先端部を着脱式ブロックにより閉じた状態とし、この状態で他方の側板に取り付けられたスプレーノズルによりダイヘッド内部に洗浄溶剤を高圧で噴霧し、ダイヘッド内部のマニホールド及びスリットに存在する汚れを塗料の入口から連続的に押し出すことを特徴としている。
(5)請求項5に記載の発明であるダイヘッドの洗浄方法は、ダイヘッド本体とその両サイドを覆う側板とからなり、塗料を一方の側板に設けられた入口からマニホールドを経てスリットの先端から吐出する横入れ式のダイヘッドを洗浄する方法であって、ダイヘッド本体のスリット先端部に通じるとともに途中に液溜まりが設けられた液路を有する着脱式ブロックによりダイヘッド本体のスリット先端部を閉じた状態とし、この状態で着脱式ブロックの液路に洗浄溶剤を供給することで液溜まりからスリットに向けて洗浄溶剤を噴射し、ダイヘッド内部のマニホールド及びスリットに存在する汚れを塗料の入口から連続的に押し出すことを特徴としている。
(6)請求項6に記載の発明であるダイヘッドの洗浄方法は、ダイヘッド本体とその両サイドを覆う側板とからなり、塗料を一方の側板に設けられた入口からマニホールドを経てスリットの先端から吐出する横入れ式のダイヘッドを洗浄する方法であって、ダイヘッド本体のスリット先端部に通じるとともに途中に液溜まりが設けられた液路を有する着脱式ブロックによりダイヘッド本体のスリット先端部を閉じた状態とし、この状態で着脱式ブロックの液路に洗浄溶剤を供給することで液溜まりからスリットに向けて洗浄溶剤を噴射するとともに、他方の側板に取り付けられたスプレーノズルによりダイヘッド内部に洗浄溶剤を高圧で噴霧し、ダイヘッド内部のマニホールド及びスリットに存在する汚れを塗料 の入口から連続的に押し出すことを特徴としている。
【0008】
【発明の実施の形態】
以下、図面を参照しながら、本発明の実施形態について説明する。
【0009】
図3はコートハンガー式のダイヘッドの洗浄を実施している一例を示す断面図である。ダイヘッド本体1には図の点線で示す位置に着脱式ブロック10が取り付けられており、この着脱式ブロック10によってスリット6の先端部が閉じられている。そして、このスリット先端部を閉じた状態で、洗浄溶剤がポンプP1 により注入用配管11を通って両側の側板2に向けて送られ、各側板2にそれぞれ取り付けられたスプレーノズル12によってダイヘッド内部に高圧で噴霧され、マニホールド5及びスリット6にある汚れを洗い流した後、後部中央にある塗料の入口3から排出用配管13を通って排出される。洗浄溶剤の噴霧形状はどのような形でもよいが、楕円形が最も効果的である。
【0010】
図4は横入れ式のダイヘッドの洗浄を実施している一例を示す断面図である。ダイヘッド本体1には図の点線で示す位置に着脱式ブロック10が取り付けられており、この着脱式ブロック10によってスリット6の先端部が閉じられている。そして、このスリット先端部を閉じた状態で、洗浄溶剤がポンプP1 により注入用配管11を通って右側の側板2に向けて送られ、その側板2に取り付けられたスプレーノズル12によってダイヘッド内部に高圧で噴霧され、マニホールド5及びスリット6にある汚れを洗い流した後、左側の側板2にある塗料の入口4から排出用配管13を通って排出される。洗浄溶剤の噴霧形状はどのような形でもよいが、楕円形が最も効果的である。
【0011】
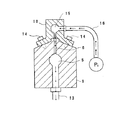
図5はコートハンガー式のダイヘッドの洗浄を実施している別の例を示す断面図、図6は図5のA−Aに対応した断面図である。これらの図に示すように、ダイヘッド本体1にはそのスリット先端部を閉じる状態で着脱式ブロック10が取り付けられている。図6から分かるように、着脱式ブロック10は、ダイヘッド本体1のスリット6の先端部を覆って密着状態で閉じる形状に加工してあり、ネジ14によりダイヘッド本体1に固定されているため、シール性が高く漏れが生じない。そして、ここで使用する着脱式ブロック10は、ダイヘッド本体1のスリット6の先端部に通じる液路を有しており、その途中には液溜まり15が設けられている。この着脱式ブロック10を固定するため、ダイヘッド本体1にはネジ孔がスリット先端部の両側に設けられている。洗浄溶剤は、ポンプP2 より注入用配管16を通って着脱式ブロック10に送られ、その液溜まり15からスリット6に向けて噴射される。そして、洗浄溶剤はスリット6及びマニホールド5にある汚れを洗い流した後、後部中央にある塗料の入口から排出用配管13を通って排出される。
【0012】
図7はコートハンガー式のダイヘッドの洗浄を実施しているさらに別の例を示す断面図である。ダイヘッド本体1には着脱式ブロック10が取り付けられており、この着脱式ブロック10によってスリット6の先端部が閉じられている。そして、タンク20内の洗浄溶剤は、独立したポンプP1 ,P2 によりそれぞれダイヘッド側部とスリット先端部に供給されるようになっている。ポンプP1 により供給される洗浄溶剤は、注入用配管11を通って両側の側板2に送られ、各側板2にそれぞれ取り付けられたスプレーノズル12によってダイヘッド内部に高圧で噴霧され、マニホールド5及びスリット6にある汚れを洗い流した後、後部中央にある塗料の入口3から排出用配管13を通って排出される。この例では注入用配管11に三方弁バルブ17が設けられているので切替えが可能である。また、ポンプP2 により供給される洗浄溶剤は、注入用配管16を通って着脱式ブロック10に送られ、その液溜まりからスリット6に向けて噴射される。そして、洗浄溶剤はスリット6及びマニホールド5にある汚れを洗い流した後、後部中央にある塗料の入口3から排出用配管13を通って排出される。
【0013】
このように、独立したポンプP1 ,P2 によりそれぞれダイヘッド側部とスリット先端部に供給されるようになっており、さらにポンプP1 の注入用配管11に三方弁バルブ17を取り付けてあることから、このポンプ作動とバルブを切り替えることにより洗浄溶剤を注入させるタイミングを変更することによって様々なパターンの洗浄が可能である。選択できる注入パターンは次の5つである。
(1)ダイヘッド側部両側からの注入
(2)ダイヘッド側部から左右交互に注入
(3)スリット先端部からの注入
(4)ダイヘッド側部両側からの注入+スリット先端部からの注入
(5)ダイヘッド側部から左右交互に注入+スリット先端部からの注入
【0014】
図8は横入れ式のダイヘッドの洗浄を実施しているさらに別の例を示す断面図である。ダイヘッド本体1には着脱式ブロック10が取り付けられており、この着脱式ブロック10によってスリット6の先端部が閉じられている。そして、タンク20内の洗浄溶剤は、独立したポンプP1 ,P2 によりそれぞれダイヘッド側部とスリット先端部に供給されるようになっている。ポンプP1 により供給される洗浄溶剤は、注入用配管11を通って右側の側板2に送られ、その側板2に取り付けられたスプレーノズル12によってダイヘッド内部に高圧で噴霧され、マニホールド5及びスリット6にある汚れを洗い流した後、左側の側板2にある塗料の入口4から排出用配管13を通って排出される。また、ポンプP2 により供給される洗浄溶剤は、注入用配管16を通って着脱式ブロック10に送られ、その液溜まりからスリット6に向けて噴射される。そして、洗浄溶剤はスリット6及びマニホールド5にある汚れを洗い流した後、左側の側板2にある塗料の入口4から排出用配管13を通って排出される。
【0015】
このように、独立したポンプP1 ,P2 によりそれぞれダイヘッド側部とスリット先端部に供給されるようになっていることから、このポンプ作動を切り替えて洗浄溶剤を注入させるタイミングを変更することにより様々なパターンの洗浄が可能である。選択できる注入パターンは次の3つである。
(1)ダイヘッド側部からの注入
(2)スリット先端部からの注入
(3)ダイヘッド側部からの注入+スリット先端部からの注入
【0016】
【発明の効果】
以上説明したように、本発明によれば、ダイヘッドを分解することなく、内部の洗浄を行うことができ、洗浄時間が大幅に短縮できるため、段取り時間の短縮化が図れる。また、密閉系での洗浄であるため、洗浄溶剤が飛散することなく安全な洗浄が可能となる。
【図面の簡単な説明】
【図1】コートハンガー式のダイヘッドを示す断面図である。
【図2】横入れ式のダイヘッドを示す断面図である。
【図3】コートハンガー式のダイヘッドの洗浄を実施している一例を示す断面図である。
【図4】横入れ式のダイヘッドの洗浄を実施している一例を示す断面図である。
【図5】コートハンガー式のダイヘッドの洗浄を実施している別の例を示す断面図である。
【図6】図5のA−Aに対応した断面図である。
【図7】コートハンガー式のダイヘッドの洗浄を実施しているさらに別の例を示す断面図である。
【図8】横入れ式のダイヘッドの洗浄を実施しているさらに別の例を示す断面図である。
【符号の説明】
1 ダイヘッド本体
2 側板
3 入口
4 入口
5 マニホールド
6 スリット
10 着脱式ブロック
11 注入用配管
12 スプレーノズル
13 排出用配管
14 ネジ
15 液溜まり
16 注入用配管
17 三方弁バルブ
P1 ,P2 ポンプ
Claims (6)
- ダイヘッド本体とその両サイドを覆う側板とからなり、塗料を後部中央の入口からマニホールドを経てスリットの先端から吐出するコートハンガー式のダイヘッドを洗浄する方法であって、ダイヘッド本体のスリット先端部を着脱式ブロックにより閉じた状態とし、この状態で各側板にそれぞれ取り付けられたスプレーノズルによりダイヘッド両側部から同時に又は交互にダイヘッド内部に洗浄溶剤を高圧で噴霧し、ダイヘッド内部のマニホールド及びスリットに存在する汚れを塗料の入口から連続的に押し出すことを特徴とするダイヘッドの洗浄方法。
- ダイヘッド本体とその両サイドを覆う側板とからなり、塗料を後部中央の入口からマニホールドを経てスリットの先端から吐出するコートハンガー式のダイヘッドを洗浄する方法であって、ダイヘッド本体のスリット先端部に通じるとともに途中に液溜まりが設けられた液路を有する着脱式ブロックによりダイヘッド本体のスリット先端部を閉じた状態とし、この状態で着脱式ブロックの液路に洗浄溶剤を供給することで液溜まりからスリットに向けて洗浄溶剤を噴射し、ダイヘッド内部のマニホールド及びスリットに存在する汚れを塗料の入口から連続的に押し出すことを特徴とするダイヘッドの洗浄方法。
- ダイヘッド本体とその両サイドを覆う側板とからなり、塗料を後部中央の入口からマニホールドを経てスリットの先端から吐出するコートハンガー式のダイヘッドを洗浄する方法であって、ダイヘッド本体のスリット先端部に通じるとともに途中に液溜まりが設けられた液路を有する着脱式ブロックによりダイヘッド本体のスリット先端部を閉じた状態とし、この状態で着脱式ブロックの液路に洗浄溶剤を供給することで液溜まりからスリットに向けて洗浄溶剤を噴射するとともに、各側板にそれぞれ取り付けられたスプレーノズルによりダイヘッド両側部から同時に又は交互にダイヘッド内部に洗浄溶剤を高圧で噴霧し、ダイヘッド内部のマニホールド及びスリットに存在する汚れを塗料の入口から連続的に押し出すことを特徴とするダイヘッドの洗浄方法。
- ダイヘッド本体とその両サイドを覆う側板とからなり、塗料を一方の側板に設けられた入口からマニホールドを経てスリットの先端から吐出する横入れ式のダイヘッドを洗浄する方法であって、ダイヘッド本体におけるスリット先端部を着脱式ブロックにより閉じた状態とし、この状態で他方の側板に取り付けられたスプレーノズルによりダイヘッド内部に洗浄溶剤を高圧で噴霧し、ダイヘッド内部のマニホールド及びスリットに存在する汚れを塗料の入口から連続的に押し出すことを特徴とするダイヘッドの洗浄方法。
- ダイヘッド本体とその両サイドを覆う側板とからなり、塗料を一方の側板に設けられた入口からマニホールドを経てスリットの先端から吐出する横入れ式のダイヘッドを洗浄する方法であって、ダイヘッド本体のスリット先端部に通じるとともに途中に液溜まりが設けられた液路を有する着脱式ブロックによりダイヘッド本体のスリット先端部を閉じた状態とし、この状態で着脱式ブロックの液路に洗浄溶剤を供給することで液溜まりからスリットに向けて洗浄溶剤を噴射し、ダイヘッド内部のマニホールド及びスリットに存在する汚れを塗料の入口から連続的に押し出すことを特徴とするダイヘッドの洗浄方法。
- ダイヘッド本体とその両サイドを覆う側板とからなり、塗料を一方の側板に設けられた入口からマニホールドを経てスリットの先端から吐出する横入れ式のダイヘッドを洗浄する方法であって、ダイヘッド本体のスリット先端部に通じるとともに途中に液溜まりが設けられた液路を有する着脱式ブロックによりダイヘッド本体のスリット先端部を閉じた状態とし、この状態で着脱式ブロックの液路に洗浄溶剤を供給することで液溜まりからスリットに向けて洗浄溶剤を噴射するとともに、他方の側板に取り付けられたスプレーノズルによりダイヘッド内部に洗浄溶剤を高圧で噴霧し、ダイヘッド内部のマニホールド及びスリットに存在する汚れを塗料の入口から連続的に押し出すことを特徴とするダイヘッドの洗浄方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP20019698A JP4236018B2 (ja) | 1998-07-15 | 1998-07-15 | ダイヘッドの洗浄方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP20019698A JP4236018B2 (ja) | 1998-07-15 | 1998-07-15 | ダイヘッドの洗浄方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000033313A JP2000033313A (ja) | 2000-02-02 |
| JP4236018B2 true JP4236018B2 (ja) | 2009-03-11 |
Family
ID=16420408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP20019698A Expired - Fee Related JP4236018B2 (ja) | 1998-07-15 | 1998-07-15 | ダイヘッドの洗浄方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4236018B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4841280B2 (ja) * | 2006-03-24 | 2011-12-21 | 東京応化工業株式会社 | スリットノズル洗浄方法 |
| JP4812610B2 (ja) * | 2006-12-19 | 2011-11-09 | 東京応化工業株式会社 | ノズルの洗浄方法 |
| JP5258849B2 (ja) | 2010-07-09 | 2013-08-07 | 東京エレクトロン株式会社 | 塗布装置およびノズルのメンテナンス方法 |
| JP6046573B2 (ja) * | 2013-08-23 | 2016-12-21 | オリジン電気株式会社 | ダイヘッド、塗工液塗布装置、塗工液塗布部材の製造方法及び塗工液塗布方法 |
| JP7757567B2 (ja) * | 2023-03-08 | 2025-10-21 | 株式会社東芝 | 塗布ヘッド、塗布装置および塗布方法 |
-
1998
- 1998-07-15 JP JP20019698A patent/JP4236018B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000033313A (ja) | 2000-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5000206A (en) | Floodwashing process and floodwasher | |
| KR100413441B1 (ko) | 의료기기 세척기 | |
| CN113413095A (zh) | 一种喷水机构 | |
| JP4236018B2 (ja) | ダイヘッドの洗浄方法 | |
| KR102250133B1 (ko) | 자동 세차기용 유체 분사 장치 | |
| CN114098554A (zh) | 一种清洁设备的喷水结构 | |
| JP2005076162A5 (ja) | ||
| WO2024078052A1 (zh) | 雨刮臂喷嘴、雨刮器及汽车 | |
| JPH11207938A5 (ja) | ||
| CN201418493Y (zh) | 侧边孔喷水洗车刷 | |
| KR20120033498A (ko) | 기판의 건조장치 | |
| KR200415655Y1 (ko) | 자기세척유로가 형성된 비데용 분사장치 | |
| CN211488775U (zh) | 一种汽车零件用除油清洁装置 | |
| JPH061261Y2 (ja) | 表面処理装置 | |
| CN223145433U (zh) | 一种洗漱台柜体的板材用清洗装置 | |
| KR0119081Y1 (ko) | 식기세척기의 분사노즐 | |
| CN218854994U (zh) | 铝合金型材自动喷淋清洗装置 | |
| CN219616315U (zh) | 一种电解池管壁清洗装置 | |
| KR20210048746A (ko) | 본체의 오염을 방지할 수 있는 비데 노즐 | |
| CN215236188U (zh) | 网毯清洗专用替换式增压喷头装置 | |
| KR20020082611A (ko) | 차량세척장치 | |
| KR0119870Y1 (ko) | 무인방제기용 노즐의 막힘제거장치 | |
| KR200278113Y1 (ko) | 파이프 페인팅머신에 있어서 파이프 내부 페인팅장치 | |
| JP2010269468A (ja) | 樹脂製品の生産方法 | |
| CN2229311Y (zh) | 钢丝连续水洗装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050707 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071225 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080926 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081210 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081210 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111226 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121226 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121226 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131226 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |