JP4246346B2 - ダスト還元処理炉の廃プラスチック処理方法 - Google Patents
ダスト還元処理炉の廃プラスチック処理方法 Download PDFInfo
- Publication number
- JP4246346B2 JP4246346B2 JP2000019361A JP2000019361A JP4246346B2 JP 4246346 B2 JP4246346 B2 JP 4246346B2 JP 2000019361 A JP2000019361 A JP 2000019361A JP 2000019361 A JP2000019361 A JP 2000019361A JP 4246346 B2 JP4246346 B2 JP 4246346B2
- Authority
- JP
- Japan
- Prior art keywords
- tuyere
- furnace
- waste plastic
- coke
- dust reduction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Gasification And Melting Of Waste (AREA)
- Manufacture Of Iron (AREA)
Description
【発明の属する技術分野】
本発明は、多段の送風羽口を有するダスト還元処理炉内で鉄屑およびダスト塊成鉱を溶解・還元処理するに際して、送風羽口から廃プラスチックを吹き込んで処理するダスト還元処理炉の廃プラスチック処理方法に関する。
【0002】
【従来の技術】
一般に、廃棄物は可燃物と不燃物とに分別して回収されているが、不燃物の中には実際は燃焼可能なプラスチック製品も含まれている。したがって、廃プラスチックは、不燃物として回収された後、最終処分地に埋め立て処理されている。好景気時代の余波であるのか、依然として使い捨て思考が定着しているが、近年の廃棄物量の増加に伴って、廃プラスチックの処理方法が問題となっている。
【0003】
また、使用済みの洗濯機、冷蔵庫、エアーコンディショナ等の廃家電は、金属の他、プラスチックやゴム等を含有する複合廃棄物である。従来、このような複合廃棄物は鉄、アルミニウム、銅等の有益な金属材料を含有しているにもかかわらず、まるごと小片に解体および破砕され、最終処分地に埋め立て処理されていた。
【0004】
しかし、最終処分地の不足やリサイクル新法の制定等の情勢にともなって、リサイクル実証プラントなどが建設され、複合廃棄物を分別処理して有益な金属材料を回収する試みがなされている。すなわち、複合廃棄物を洗濯機、冷蔵庫等の製品種別に応じて分類し、冷却媒体や潤滑油等の危険物質を抜き取った後、構成部品・部材ごとに解体し、その解体片を金属やプラスチック等の原材料ごとに分別して、その原材料に応じた処理を施している。例えば、分別後の金属屑はコークスなどとともに溶融炉内へ装入して溶融処理され、分別後の廃プラスチックは破砕して埋め立て処理されている。
【0005】
このような分別処理方法は、有益な金属材料を回収することができ、埋め立て処理する破砕片を減量化することができる点で有効な手段である。しかし、廃プラスチックは依然として埋め立て処理されている。
そこで、高炉やキュポラのようなシャフト炉内へ廃プラスチックを装入し、焼却処分する試みがなされている。
【0006】
【発明が解決しようとする課題】
このようなシャフト炉では、有害物質を発生させることなく、廃プラスチックを安全に処理することが可能であるが、通常、高炉やキュポラの羽口は単一段として構成されており、ダスト還元処理炉のような二段以上の多段羽口を有する溶融炉における廃プラスチック吹き込み処理の具体的な操業条件については、何ら解明されていなかった。
【0007】
本発明の目的は、上記課題に鑑み、多段の送風羽口を有するダスト還元処理炉における廃プラスチック吹き込み処理の具体的な操業条件を設定して、ダスト還元処理炉の安定操業を維持しつつ、廃プラスチックを効率良く焼却処理することができるダスト還元処理炉の廃プラスチック処理方法を提供することにある。
【0008】
【課題を解決するための手段】
上記目的を達成すべく、本発明のダスト還元処理炉の廃プラスチック処理方法は、多段の送風羽口を有するダスト還元処理炉内へ鉄屑、ダスト塊成鉱およびコークスを装入して溶解・還元処理する際して、コークスベッド上端レベルを上段羽口と下段羽口との間に設定して、下段羽口を主羽口として主な送風を行い、上段羽口は羽口径や炉内突き出し位置がレースウエイを形成しないように設定され、上段羽口から700℃以下の熱風送風下でコークスベッド上部の800℃以上の充填層領域へレースウエイを形成しない送風を行うとともに、粒状の廃プラスチックを吹き込んで処理するものである。
【0010】
また、主羽口から常温の酸素富化送風を行う場合、その酸素富化率が30%未満であることが好ましい。
【0011】
さらに、廃プラスチック吹き込み位置を主羽口上30cm〜40cmに設定することが好ましい。
【0012】
そして、廃プラスチックの吹き込み量を0.2kg/Nm3以下に設定することが好ましい。
【0013】
加えて、炉中心部に鉄屑を大径のコークスと混合して装入し、炉周辺部にダスト塊成鉱を小径のコークスと混合して装入することが好ましい。
【0014】
本発明によれば、多段の送風羽口を有するダスト還元処理炉において、コークスベッド上端レベルを上段羽口と下段羽口との間に設定し、下段羽口を主羽口として主な送風を行い、上段羽口からコークスベッド上部の充填層へ熱風送風下で粒状の廃プラスチックを吹き込んで処理している。その際、レースウエイを形成していないのは、レースウエイ空間部を形成すると、コークスの燃焼、ソルーション反応が進行し、ダスト還元処理炉の効率が低下するからである。
【0015】
上段羽口からコークスベッド上部の充填層へ廃プラスチックを吹き込むことにより、廃プラスチックが効率良く焼却処理される。ただし、燃焼生成ガスが多いため、ガス温度が低下し、鉄屑溶解/ダスト還元のように金属溶解を行うプロセスでは、熱不足気味となる。この熱不足を補うために、700℃以下の熱風送風を行う。
【0016】
上段羽口からの熱風送風の温度を700℃以下としたのは、送風温度が700℃を超えると、コ−クスの燃焼反応およびソルーションロス反応が促進され、コークス比が必ずしも低減しないからである。
【0017】
また、主羽口から常温の酸素富化送風を行う場合、その酸素富化率を30%未満としたのは、30%以上では、主羽口からの送風が純酸素吹き込みに近くなり、理論ガス燃焼温度が3000℃以上となるため、炉底近傍の耐火物などの損耗を促進し、長期連続操業に支障となるからである。
【0018】
さらに、廃プラスチック吹き込み位置をコークスベッド上部の800℃以上の領域、具体的には主羽口上30cm〜40cmに設定するのは、主羽口からの送風中酸素が、主羽口上30〜40cmの位置において、コークスとの反応によって完全燃焼し、高温かつ高CO2 条件となるため、この部位から送風とともに廃プラスチックを吹き込むと、優先的に廃プラスチック中Cが燃焼およびCO2 と反応し、コークス消費を抑制できるためである。
【0019】
そして、廃プラスチックの吹き込み量を0.2kg/Nm3 以下に設定するのは、廃プラスチックの吹き込み量の上限が0.2kg/Nm3 を超えると、上限量を超えた廃プラスチックは燃焼しないため、コークスとの燃料代替えとならず、有効に活用されないからである。
【0020】
加えて、炉中心部に鉄屑および大径のコークスを、炉周辺部にダスト塊成鉱および小径のコークスを区分け装入するのは、炉内中心部において鉄屑の溶解処理を行うとともに、炉内周辺部においてダスト塊成鉱の還元処理を行い、さらに炉内中心部にガス流を形成して、ダスト還元処理炉の安定操業を行うためである。
【0021】
【発明の実施の形態】
以下、本発明のダスト還元処理炉の廃プラスチック処理方法における実施の形態を添付図面に基づいて詳述するが、本発明は以下の実施の形態に限るものではない。
【0022】
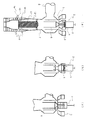
図1(a)は、本発明のダスト還元処理炉の廃プラスチック吹き込み方法に使用するダスト還元処理炉を示す概略図である。図示するように、このダスト還元処理炉1の炉頂には、装入装置2が設けられている。装入装置2は、バケット3、ベル4、可動アーマー5および装入ガイド6を有しており、原料および燃料を半径方向に区分けして装入することが可能な装置として構成されている。
【0023】
ダスト還元処理炉1の炉体7の上部には、炉内の向流ガスを排気するための排ガス管8が設けられている。排ガス管8に接続されている排ガス系統は、例えば、ごみ溶融炉用のものが流用されている。
一方、炉体7の下部には、炉内下部に送風するための羽口9が設けられている。羽口9は、炉体7の側壁高さ方向に多段に設けられており、図1(a)では下段羽口9aと上段羽口9bとの2段羽口として形成されている。また、これらの羽口9a,9bは、炉体7の周方向に適宜間隔で複数配置されている。
【0024】
送風条件は、下段羽口9aを主羽口として、主羽口9aから熱風送風、または常温の酸素富化送風を行い、上段羽口9bから熱風送風を行うようになっている。主羽口9aから常温の酸素富化送風を行う場合、酸素富化量5%未満に設定して送風される。一方、上段羽口9bから熱風送風を行う場合、700℃以下の温度で送風される。また、羽口9a,9bは、粉状鉄源や廃プラスチックを吹き込む場合にもレースウエイを形成しないように設定され、羽口径や炉内突き出し位置を変更しうるように構成されている。
【0025】
なお、本実施形態では、炉体7の側壁高さ方向に設けられた多段羽口9が、下段羽口9aと上段羽口9bとの2段羽口として形成されているが、3段以上の羽口を設けてもよい。例えば3段の場合には、コークスベッドの側方に位置する羽口を主羽口とし、この主羽口より主な送風を行って燃焼効率を維持するとともに、コークスベッドの直上の羽口より廃プラスチック吹き込みを行うものである。
【0026】
また、原料および燃料は、炉中心部11と炉周辺部12とに区分けして装入することが可能であり、上述したように、炉頂部には半径方向に区分け装入が可能な装入装置2を有している(図1(b)、(c))。
【0027】
図2に示すように、炉内下部のコークスベッド13は、その上端レベルが上段羽口9bと下段羽口(主羽口)9aとの間に位置するように、高さ調整して形成される。上段羽口9bからコークスベッド上部の充填層へ、熱風送風下で廃プラスチックが吹き込まれることになる。
【0028】
このようにダスト還元処理炉1は、高炉やキュポラのようなシャフト炉と異なり、多段の送風羽口を有しており、鉄屑の溶解処理を行うとともに、ダスト塊成鉱の還元処理を行う溶融炉である。
【0029】
次に、上記のダスト還元処理炉1を用いて実施する本発明の廃プラスチック処理方法を説明する。
炉頂から装入する原料は主に鉄屑およびダスト塊成鉱であり、燃料はコークスを主体とし、上段羽口9bから粒状の廃プラスチックを吹き込んで処理する。
【0030】
装入方法は、コークスベッドを形成するためにコークスを装入した後、原燃料を完全混合または層状装入する通常の装入方法と、原燃料を半径方向に区分けして装入する方法とを採用する。
【0031】
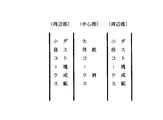
図3に示すように、区分け装入方法は、鉄屑と大径のコークスとを混合して炉内中心部に装入し、ダスト塊成鉱と小径のコークスと混合して炉周辺部に装入することで、反応効率の高い操業を指向する。炉中心部に鉄屑を装入し、炉周辺部にダスト塊成鉱を装入するのは、炉中心部で鉄屑の溶解処理を行い、炉周辺部でダスト塊成鉱の還元処理を行うとともに、炉中心部のガス流化を促進して、高ηCO条件を継続するためである。
【0032】
ダスト還元処理炉の操業は、コークスベッドの上端レベル高さ、原燃料の大小に応じた区分け装入法、主羽口の送風条件(送風温度、酸素富化量、羽口径、突き出し位置、送風比)、廃プラスチックの吹き込み量等で制御する。本発明では、上述したように、コークスベッド13の上端レベルの高さを上段羽口9bと下段羽口(主羽口)9aとの間に設定している。これは、上段羽口9bからコークスベッド上部の充填層、具体的には800℃以上の領域に廃プラスチックを吹き込むことにより、優先的に廃プラスチック中Cが燃焼およびCO2と反応し、コークス消費を抑制できるためである。このコークスベッド上部の800℃以上の領域とは後述するソルーションロス反応の生じる温度域であり、主羽口上30cm〜40cmに相当する
【0033】
したがって、コークスベッド13の上端レベルを上段羽口9bと主羽口9aとの間に設定して、上段羽口9bからコークスベッド上部の800℃以上の領域へ廃プラスチックを吹き込むと、焼却処理の効率が良い。
なお、コークスベッド内では、コークスおよび廃プラスチックの燃焼反応と、燃焼後のソルーションロス反応が進行するが、両反応の反応速度を、燃料粒度、ガス流速、送風温度等により調整する。
【0034】
すなわち、本発明の廃プラスチック処理方法は、多段の送風羽口を有するダスト還元処理炉1において、コークスベッド13の上端レベルを上段羽口9bと下段羽口9aとの間に設定し、下段羽口9aを主羽口として主な送風を行い、上段羽口9bからコークスベッド上部の充填層(800℃以上の領域)へ熱風送風下でレースウエイを形成せずに、粒状の廃プラスチックを吹き込んでいる。このようにレースウエイを形成しないのは、レースウエイ空間部を形成すると、コークスの燃焼、ソルーション反応が進行し、ダスト還元処理炉の効率が低下するからである。
【0035】
上段羽口9bからコークスベッド上部の充填層へ直接廃プラスチックを吹き込むことにより、廃プラスチックが効率良く焼却処理されるが、燃焼生成ガスが多いため、ガス温度が低下し、鉄屑溶解/ダスト還元のように金属溶解を行うプロセスでは、熱不足気味となる。この熱不足を補うために、本発明では700℃以下の熱風送風を行う。
【0036】
上段羽口9bから熱風送風を行う場合に、送風温度を700℃以下としたのは、送風温度が700℃を超えると、廃プラスチック以外にコークスの燃焼反応およびソルーションロス反応が促進され、コークス比が必ずしも低減しないからである。このように700℃以下の熱風送風下で廃プラスチックを吹き込む場合には、燃焼熱の低い廃プラスチックや数mm程度の粒度の大きな廃プラスチックを使用することができる。
【0037】
一方、主羽口9aから常温の酸素富化送風を行う場合に、酸素富化量を30%未満としたのは、30%以上では、主羽口からの送風が純酸素吹き込みに近くなり、理論ガス燃焼温度が3000℃以上となるため、炉底近傍の耐火物などの損耗を促進し、長期連続操業に支障となるからである。
【0038】
上述したように、熱風送風下で廃プラスチックの吹き込みを行う場合には、5〜10mm程度の粒度の大きな廃プラスチックを使用することができるが、常温の酸素富化送風下で廃プラスチックの吹き込みを行う場合には、例えば5mm以下の粒度の小さな廃プラスチックを使用する。
【0039】
さらに、廃プラスチックの吹き込み量は、0.2kg/Nm3 以下に設定する。 吹き込み量の上限を0.2kg/Nm3 に設定するのは、廃プラスチックの吹き込み量が0.2kg/Nm3 を超えると、上限量を越えた廃プラスチックは燃焼しないため、コークスとの燃料代替えとならず、有効に活用されないからである。
【0040】
つぎに、ダスト還元処理炉の炉内下部のコークスベッド高さを調整すること、さらには、送風量、羽口径、羽口突き出し位置等の変更が、ηCO制御に有効なことを説明する。
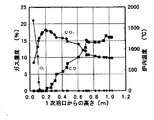
図4は、コークス粒度および送風量(ガス流速)を変化させて、羽口からのコークスベッド高さと、その部位のηCOの推移を調査したオフラインシミュレータによる実験結果である。図4によると、羽口から送風された空気中の酸素並びに富化酸素は、下記(2)式の反応でコークスと燃焼してCO2 を生成し、O2 が消失した部位で完全燃焼に至る。この部位が、最もガス温度が高く、これより上部では、吸熱反応である下記(1)式のソルーション反応が進行して、ηCOが低下し、ガス温度も低下する。
C+CO2 =2CO ・・・(1)
C+O2 →CO2 ・・・(2)
【0041】
コークス粒度が小さくなると、(2)式の燃焼速度が速くなるため、最高ガス温度(O2 =0%でηCO=100%)の部位は、羽口に近くなる。また、送風量を増量し、ガス流速を上げた場合、羽口から吹き込まれた酸素の炉内流速が上昇し、羽口近傍のCとの接触時間が短くなるため、(2)式の燃焼反応は炉上部に拡がる。そのため、同じコークス粒度で、流速を上げると、炉内におけるηCOは流速の低い場合に比べて、全体的に高くなる。主羽口を炉内に突き出すこと、あるいは羽口径を絞り、羽口風速を上げることは、送風酸素とCとの接触時間を短縮することに相当し、炉内流速を上げるのと同様の効果がある。
このように、溶融炉内下部のコークスベッド高さを変更すること、さらには、送風量、羽口径、羽口突き出し位置を変更することは、炉内ηCO制御に有効な手段となる。
【0042】
つぎに、半径方向の区分け装入法を採用した処理方法が、操業の安定性、低燃料比操業に有効で、原料の種類、粒度によらず、効率の良い操業が指向できること、また、原料、燃料の性状に応じて、効率の良い操業を指向するための操業方法について、説明する。
半径方向の区分け装入法については、原料の種類によって、適正な装入法がある。一つは、炉内のηCOを高くして、効率の良い操業を指向する例で、原料の金属化率(M.Fe/T.Fe)による分別法であり、一方は原料の粒度に応じた分別法である。
【0043】
まず、最初に、原料の金属化率(M.Fe/T.Fe)による分別法が、操業安定化に寄与し、効率の良い操業が指向できることを説明する。
原料が数種類に及び、M.Fe/T.Feの大小で分別できる場合、好ましくは、金属化率の高い原料、例えば鉄屑等は炉中心部に装入し、金属化率の低い原料、例えばダスト塊成鉱等を炉周辺部に装入する。炉周辺部に金属化率の低い原料を装入し、炉中心部に金属化率の高い原料を装入する理由は、炉中心部のコークスベッドの高さ制御を容易にすること、中心ガス流を確保すること、低燃料比操業を指向することにある。
【0044】
この操業を指向する場合、上段羽口は、羽口先端が炉壁よりも炉内部に突き出した構造とし、基本的には、上段羽口の先端位置を、炉中心部と炉周辺部の境界に設けるのが理想的である。また、ガス流を中心流とすることを重視すると、周辺部の燃料は小径が好ましく、中心部の燃料は大径が好ましい。
【0045】
上段羽口を炉の中心部と周辺部の境界に設定する理由は、上段羽口からの送風を周辺部に存在する燃料の燃焼に使用させないためで、上段羽口からの送風はCOガス燃焼用に作用させるためである。炉中心部は溶解機能を促進させるため、炉中心部のηCO>90%の操業を指向すれば最も効率的であり、炉中心部の燃料は最低燃料比である浸炭分程度とすることができる。そのため、急激なコークスベッド高さの変化を抑制できる上、粒径を維持したコークスがコークスベッドとなるため、通気・通液性を確保した低燃料比操業が可能となる。
【0046】
この操業においては、コークスベッド高さにより、上段羽口の適正送風量が決まる。コークスベッド上端レベルのηCOが60%以上の場合には、上段羽口からの送風によりηCO>90%に設定することが可能であり、炉中心部に関して理想的な操業が可能となる。
【0047】
つぎに、金属化率の低い原料を炉周辺部に装入する場合に、燃料と混合する装入法が効率的であることを説明する。
ηCOの高い操業を指向できれば、低燃料比の操業が可能となるが、金属化率の低い原料をηCO>30%の条件で還元させる実験を実施したところ、コークスと混合しない条件では、還元反応は進行せず、高温部で操業に悪影響を及ぼす溶融還元を引き起こす。それに対し、金属化率の低い原料でも、コークスと混合して装入すると、コークスと混合しない場合に比べ、少なくとも20%以上の還元率改善効果があることが、オフラインシミュレータの検討結果で明かとなった。
【0048】
このことは、金属化率の低い原料を装入する操業では、燃料(小径コークス)と混合する装入法が、燃料(小径コークス)と混合しない操業に比べると、複合廃棄物の還元性改善に効果があり、その結果、溶融時のスラグ融液量を低減することができ、棚吊り回避にも寄与することを示している。
【0049】
つぎに、コークスベッド高さを維持するための制御方法について述べる。
コークスベッド高さの制御が難しいのは、これが炉の中心下部にあり、コークス比が適当でなければ、未還元のFeO分が炉下部で溶融還元し、コークスベッドを消費することによって、コークスベッドの異常消耗が引き起こされるためである。特に、炉の中心下部で、このようなコークスの異常消耗が生じると、鉄分の溶解に支障となる上、スラグの固化等により、操業不能に陥る可能性もあり、問題となる。
【0050】
そこで、上述したように、炉中心部には、主として金属化率の高い原料、例えば鉄屑を装入することにより、炉中心部で溶融還元の生じ難い操業とし、炉中心部のコークスベッドの異常消耗を抑制する。また、コークスのソルーションロス反応を極力抑制するために、炉中心部に装入する燃料を、炉周辺部に装入する燃料と区別し、大径コークスを使用する。これによって、炉中心部のコークスベッドの異常損耗を抑制でき、さらに、炉下部の燃焼効率ηCOを高めた操業が可能となる。
一方、炉周辺部には、主として金属化率の低い原料、例えばダスト塊成鉱を装入することにより、炉周辺部で溶融還元の生じ易い操業とする。
【0051】
上段羽口の設置位置は、コークス粒度、送風量等の操業諸元によって、適正位置が存在するが、基本的には、主羽口部でのηCOレベルがηCO>60%程度が目安となる。
【0052】
コークスベッド高さを制御または監視する簡易法として、下段羽口部での肉眼観察、炉内圧損値による判定などがある。下段羽口部での観察は、少なくとも原料の溶融部位が上段羽口の上部か下部のいずれかに存在することを判定できる。また、下段羽口と上段羽口の圧損差を検知することにより、コークスベッド上端位置の確認が可能である。操業例によると、コークスベッドの上端レベルが上段羽口より下にある場合、下段羽口と上段羽口の圧損差が大きく検知される。これは、溶融部位の存在が圧損値を大きくするためである。
【0053】
また、コークスベッド高さを、精度良く測定する方法としては、炉上部から装入した垂直ゾンデもしくは鉄線類の降下挙動を測定することによって、判定可能である。垂直ゾンデの場合、炉内温度が急に上昇し、1200℃以上となる部位に相当し、鉄線類を用いた場合、降下速度がストップした地点が、コークスベッドの上端部に相当する。
【0054】
本発明でいう炉中心部と炉周辺部の境界位置は、原料の金属化率やコークス粒度によって、多少は炉半径方向で移動する。
この炉中心部と炉周辺部の境界位置riは、各部に装入する原料と燃料の量が決まれば、下記(3)式によって求められる。
ri2=(Wm(c)/ρm(c)+Wc(c)/ρc(c))/{(Wm(c)/ρm(c)+
Wc(c)/ρc(c))+(Wm(p)/ρm(p)+Wc(p)/ρc(p))}・・・(3)
但し、ri:中心部と周辺部との無次元境界半径(−)
Wm(c) : 中心部に装入する原料重量(kg/チャージ)
Wc(c) : 中心部に装入する燃料重量(kg/チャージ)
Wm(p) : 周辺部に装入する原料重量(kg/チャージ)
Wc(p) : 周辺部に装入する燃料重量(kg/チャージ)
ρm(c) : 中心部に装入する原料の嵩密度(kg/m3 )
ρc(c) : 中心部に装入する燃料の嵩密度(kg/m3 )
ρm(p) : 周辺部の装入する原料の嵩密度(kg/m3 )
ρc(p) : 周辺部に装入する燃料の嵩密度(kg/m3 )
【0055】
なお、このriは、無次元半径で表されており、炉中心部と炉周辺部の装入物の降下速度を一定とした場合の境界位置を示している。このriで示される境界位置を調節するための装入方法については、種々考えられるが、ベル式の装入装置を使用する場合でも、アーマーを使用し、装入チャージ毎に中心装入、周辺装入を交互に繰り返して装入することにより、一部混合層が生成するものの、所定の境界設定は可能である。
【0056】
図5は、通常のコークスベッド内に廃プラスチックを吹き込んだ場合のコークスベッド内でのCO2 、CO及びO2 の変化を示す図である。
コークス中のCまたは廃プラスチック中のCの消費には下記の2形態が存在する。
C + O2 → CO2 ・・・(4)
C + CO2 → 2CO ・・・(5)
【0057】
図5において、CO2 濃度の曲線に示されるように、送風羽口からコークスベッド上方にいくにしたがって、(4)式の反応によりCO2 濃度が上昇し、O2は消費され減少していく。そして、O2 の消失した位置より上方では、(5)式の反応によりCO2 濃度が減少し、CO濃度が上昇しはじめる。
【0058】
(4)式の反応は、発熱反応でコークス中のCが有効に利用されるが、(5)式の反応は吸熱反応でCが有効に利用されないことになる。従って、コークスには極力(4)式の反応をさせる必要があるが、O2 のない状態で、高温のCO2 に接すると(5)式の反応によりコークスのソルーションロスが起こり、コークスが無駄に消費されることになる。
【0059】
【実施例】
以下、本発明のダスト還元処理炉の廃プラスチック吹き込み方法における実施例を説明するが、本発明は以下の実施例に限るものではない。
ダスト還元処理炉のコークス比低減効果および廃プラスチック処理効果を狙い、主羽口よりも上部に位置する羽口からレースウエイを形成しないで熱風送風を行うという送風条件下で、コークスベッド上部の充填層への廃プラスチック吹き込み実験(ホットモデル実験)を実施した。
また、コークスベッド上部の充填層の各部位で採取したダスト性状から廃プラスチックの燃焼性を調査し、コークス消費速度(降下挙動)から廃プラスチックの燃焼挙動・反応挙動を調査した。
【0060】
廃プラスチックとしては、ポリエチレン粒子(〜1.0mm、代表粒径680μm、嵩密度0.408t/m3 )を使用した。なお、ポリエチレン粒子の組成は、C:85.2%、H:14.3%、O:<0.1%であり、発熱量は10000calである。送風は熱風送風とし、その温度は 500℃とした。また、廃プラスチックの吹き込み量は、0.12kg/Nm3 とした。
【0061】
その結果、まず第一に、ポリエチレン吹込み時には、コークス単味よりもηCO(=CO2 /(CO+CO2 )が低いことが判った。これは、熱風送風条件下において、コークスに比べて燃焼性が良く、かつソルーションロス反応が速いことを示唆している。すなわち、送風酸素によるポリエチレンの優先消費が確認された。また、上段羽口位置を主羽口から20cm、30cm、40cm、50cmの各高さに設定し、ポリエチレン粒子の燃焼・熱分解挙動ならびにコークス消費速度を調査したところ、主羽口から30〜40cm部位に上段羽口を設置した時が最もコークス消費速度が遅くポリエチレンの優先消費が確認された。
【0062】
第二に、CH4 分析定量結果によると、図6に示すように、上段羽口から約40cm上部においてはガス中C2 H4 の消失やCH4 の減少が生じていること、およびダストの白色化が進行していることから、この部位ではポリエチレンの燃焼および熱分解がほぼ完了していると判断される。
【0063】
第三に、主羽口から送風を行わない条件で上段羽口からポリエチレンを吹き込んだ場合、図7に示すように、上段羽口上10cm〜20cm上部でコークスの降下が停滞(少なくとも30分以上変化がない)を確認した。すなわち、上段羽口位置10cm〜20cm上部までの間では、コークスの燃焼反応は極微量であり、ポリエチレンが燃焼・反応していることが確認された。
【0064】
以上の実験結果から、熱風送風下において、主羽口よりも上部の羽口からの廃プラスチック吹込みは、廃プラスチックの処理に有効であり、かつ主羽口上30cm〜40cmに廃プラスチックを吹き込むと安定操業が可能なことが確認された。
【0065】
【発明の効果】
以上説明したように、本発明によれば、多段の送風羽口を有するダスト還元処理炉における廃プラスチック吹き込み処理の具体的な操業条件を設定して、主羽口からの送風によりダスト還元処理炉の安定操業を維持しつつ、上段羽口からの廃プラスチック吹き込みにより、廃プラスチックを効率良く焼却処理することができるという優れた効果を発揮する。
【図面の簡単な説明】
【図1】本発明のダスト還元処理炉の廃プラスチック処理方法に使用するダスト還元処理炉であり、(a)はその全体構成を示す概略図、(b)はその装入装置の炉中心部への装入状況を示す概略図、(c)はその装入装置の炉周辺部への装入状況を示す概略図である。
【図2】2段羽口のダスト還元処理炉におけるコークスベッドの上端レベル、および廃プラスチック吹き込み位置を示す概略図である。
【図3】炉半径方向における区分け装入状況を示す概略図である。
【図4】コークスベッド高さとηCOの推移のオフラインシミュレータによる実験結果を示す説明図である。
【図5】炉内のCO2濃度曲線を示す説明図である。
【図6】本発明の実施例において、コークスベッドへのポリエチレン吹き込み時のηCO変化を示す説明図である。
【図7】本発明の実施例において、ポリエチレン吹き込み時のコークス降下速度を示す説明図である。
【符号の説明】
1 ダスト還元処理炉
2 装入装置
3 バケット
4 ベル
5 可動アーマー
6 装入ガイド
7 炉体
8 排ガス管
9 羽口
9a 下段羽口
9b 上段羽口
11 炉中心部
12 炉周辺部
13 コークスベッド
Claims (5)
- 多段の送風羽口を有するダスト還元処理炉内へ鉄屑、ダスト塊成鉱およびコークスを装入して溶解・還元処理する際して、
コークスベッド上端レベルを上段羽口と下段羽口との間に設定して、下段羽口を主羽口として主な送風を行い、上段羽口は羽口径や炉内突き出し位置がレースウエイを形成しないように設定され、上段羽口から700℃以下の熱風送風下でコークスベッド上部の800℃以上の充填層領域へレースウエイを形成しない送風を行うとともに、粒状の廃プラスチックを吹き込んで処理することを特徴とするダスト還元処理炉の廃プラスチック処理方法。 - 主羽口から常温の酸素富化送風を行う場合、その酸素富化率が30%未満であることを特徴とする請求項1に記載のダスト還元処理炉の廃プラスチック処理方法。
- コークスベッド上部の800℃以上の充填層領域が、主羽口上30cm〜40cmであることを特徴とする請求項1または2に記載のダスト還元処理炉の廃プラスチック処理方法。
- 廃プラスチックの吹き込み量を0.2kg/Nm3以下に設定することを特徴とする請求項1から3のいずれかに記載のダスト還元処理炉の廃プラスチック処理方法。
- 炉中心部に鉄屑を大径のコークスと混合して装入し、炉周辺部にダスト塊成鉱を小径のコークスと混合して装入することを特徴とする請求項1から4のいずれかに記載のダスト還元処理炉の廃プラスチック処理方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000019361A JP4246346B2 (ja) | 2000-01-27 | 2000-01-27 | ダスト還元処理炉の廃プラスチック処理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000019361A JP4246346B2 (ja) | 2000-01-27 | 2000-01-27 | ダスト還元処理炉の廃プラスチック処理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001208315A JP2001208315A (ja) | 2001-08-03 |
| JP4246346B2 true JP4246346B2 (ja) | 2009-04-02 |
Family
ID=18546067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000019361A Expired - Fee Related JP4246346B2 (ja) | 2000-01-27 | 2000-01-27 | ダスト還元処理炉の廃プラスチック処理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4246346B2 (ja) |
-
2000
- 2000-01-27 JP JP2000019361A patent/JP4246346B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001208315A (ja) | 2001-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4745731B2 (ja) | キュポラによる溶銑の溶製方法 | |
| JP4394767B2 (ja) | 複合廃棄物の処理方法 | |
| JP4246346B2 (ja) | ダスト還元処理炉の廃プラスチック処理方法 | |
| JP4246347B2 (ja) | ダスト還元処理炉のコークスベッド上端レベル制御方法 | |
| JP3914677B2 (ja) | ダスト還元処理炉の操業方法 | |
| JP4246345B2 (ja) | ダスト還元処理炉の廃プラスチック吹き込み方法 | |
| JP4200578B2 (ja) | 複合廃棄物の処理方法 | |
| JPH09310110A (ja) | ごみ焼却飛灰処理および溶銑製造方法 | |
| JP4355087B2 (ja) | 竪型溶融炉の装入装置、および装入方法 | |
| JP4394766B2 (ja) | 複合廃棄物の処理方法 | |
| JP3395943B2 (ja) | 冶金炉に用いられる燃焼バーナ | |
| JP5862514B2 (ja) | スクラップ溶解竪型炉の操業方法 | |
| RU2856173C2 (ru) | Способ производства чугуна | |
| JP4005683B2 (ja) | 粉状廃棄物を処理する竪型炉操業方法 | |
| RU2109215C1 (ru) | Способ переработки отходов | |
| JP4005682B2 (ja) | 竪型炉の操業方法 | |
| JPH0310030A (ja) | ステンレス鋼製造過程副産物の処理炉 | |
| JPH01247535A (ja) | ステンレス鋼製造時の副生物からの有価金属回収方法 | |
| KR100356156B1 (ko) | 고로의연소효율향상방법 | |
| JP2003254528A (ja) | 焼却灰の溶融炉および焼却灰の溶融処理法 | |
| JPH09217105A (ja) | 溶銑の製造方法 | |
| JP2025163456A (ja) | 溶鉄の製造方法 | |
| JP2002003917A (ja) | 竪型溶解炉の酸素供給方法 | |
| JP3293431B2 (ja) | スクラップ溶解法 | |
| JPH0995724A (ja) | スクラップ溶解法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060906 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080611 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080811 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081218 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120116 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130116 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130116 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130116 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130116 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130116 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140116 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |