JP4246923B2 - 流延装置 - Google Patents
流延装置 Download PDFInfo
- Publication number
- JP4246923B2 JP4246923B2 JP2001019433A JP2001019433A JP4246923B2 JP 4246923 B2 JP4246923 B2 JP 4246923B2 JP 2001019433 A JP2001019433 A JP 2001019433A JP 2001019433 A JP2001019433 A JP 2001019433A JP 4246923 B2 JP4246923 B2 JP 4246923B2
- Authority
- JP
- Japan
- Prior art keywords
- width
- wire
- rotating drum
- voltage
- application
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Moulding By Coating Moulds (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、所定方向に回転する回転ドラムの周面に溶融状態の熱可塑性樹脂を吐出しその回転ドラムの周面上に溶融状態の熱可塑性樹脂を流延させる流延装置に関する。
【0002】
【従来の技術】
熱可塑性樹脂からなるシート状物は、写真フィルムの支持体、包装用フィルム、磁気記録テープの支持体等に広く使用されている。
【0003】
この熱可塑性樹脂からなるシート状物の多くは、所定の方向に回転する回転ドラムの金属製の周面に、押出機から供給された溶融状態の熱可塑性樹脂を連続的に吐出させ、溶融状態の熱可塑性樹脂を回転ドラムの周面に密着させた状態で急冷却しながら流延させてシート状物を形成した後、このシート状物に必要な強度を与えるため、縦方向や横方向に延伸させることにより製造される。ここで、回転ドラムの周面に吐出された樹脂が、回転ドラムの周面との密着不良を起こすと、密着不良が生じた部分には、空気の気泡が巻き込まれ、シート状物の滑らかさや品質を損なう。また、吐出された樹脂は、回転ドラムの周面に接することによって冷却される。このため、吐出された樹脂を急冷却するためには、回転ドラムの周面への良好な密着性を保つ必要がある。そこで、溶融状態の熱可塑性樹脂を回転ドラムの周面上に流延させる装置として、吐出される樹脂に静電荷を付与するワイヤ電極を備えた流延装置が知られている。
【0004】
ところで、回転ドラムの周面に吐出される樹脂の、回転ドラムの回転軸方向の幅は、製造するシート状物によって様々であり、広幅のシート状物や狭幅のシート状物が混在して連続的に製造されることが一般的である。このような連続的な製造において、吐出される樹脂を、その全幅にわたって回転ドラムの周面に良好に密着させるため、流延装置は、吐出される樹脂の全幅にわたって、ワイヤ電極により静電荷を付与する必要がある。ここで、回転ドラムの周面は金属製であるため、吐出され続ける樹脂の幅がワイヤ電極の幅より狭いと、ワイヤ電極と回転ドラムの周面との間にスパークが継続的に生じ、回転ドラムの周面に大きなスパーク痕を残してしまうことがある。回転ドラムの周面に生じたスパーク痕が大きいと、そのスパーク痕が生じた部分では、樹脂との密着不良を引き起こしてしまうことがあった。
【0005】
そこで、ダイから吐出される樹脂のうち、最も広幅の樹脂の幅と最も狭幅の樹脂の幅との間で、吐出される樹脂の幅に応じてワイヤ電極の長さを人手により変更する機構を備えた流延装置が用いられていた。
【0006】
【発明が解決しようとする課題】
ところで、押出機からの溶融状態の樹脂の供給を完全に停止すると、押出機内に残った溶融状態の樹脂が固化してしまう。そこで、回転ドラムや流延装置より下流側の装置の掃除等のメンテナンスを行う場合や、流延装置より下流側の装置に生じたトラブルを解消する場合であっても、押出機からの樹脂の供給は、樹脂の固化が避けられる最小限の供給量まで落とした状態で継続される。このときの樹脂の幅は、シート状物の製造中における最も狭幅の樹脂の幅よりも狭くなる。そのため、ワイヤ電極の幅の方が広くなり、ワイヤ電極と回転ドラムの周面との間にスパークが継続的に生じ、回転ドラムの周面に大きなスパーク痕を残してしまうことがあるという問題があった。
【0007】
一方、ワイヤ電極の長さを人手により変更する機構の代わりに、ワイヤ電極と回転ドラムの周面との間に生じるスパークを検知し、スパークを検知すると、ワイヤ電極への電圧の印加を停止する対策が講じられている流延装置も知られている。しかしながら、ワイヤ電極への電圧の印加を停止すると今度は、吐出された樹脂と回転ドラムの周面との間での密着不良を生じる。この密着不良は、上述の如く、急冷却に影響を及ぼす問題であるため、シート状物の厚みが厚くなればなるほど、吐出される樹脂の厚みも厚くなり顕著な問題になる。すなわち、ワイヤ電極への電圧の印加を停止すると、樹脂の回転ドラムの周面への密着性は著しく低下し、冷却が不十分になる。その結果、回転ドラムの周面上の樹脂は、流延装置より下流側の装置からの張力を受けて搬送方向に延び、必要以上に狭幅のシート状物になってしまい、横方向の延伸時に幅不足で延伸できないという重大な問題を生じる恐れがあった。また、回転ドラムの周面上の樹脂が、冷却が不十分のため溶融状態のままであると、回転ドラムの下方へ垂れ落ちて流延装置を汚してしまうばかりか、シート状に形成されず、このシート状に形成されなかった部分が流延装置より下流側の装置内で引っかかり、その装置を破損させるという重大故障を引き起こす恐れもあった。
【0008】
本発明は、上記事情に鑑み、回転ドラムの周面に密着不良を引き起こす程のスパーク痕が生じることを防止しつつ、下流側における重大問題や重大故障の発生を防止する流延装置を提供することを目的とする。
【0009】
【課題を解決するための手段】
上記目的を達成する本発明の第1の流延装置は、所定方向に回転する回転ドラムの周面に溶融状態の熱可塑性樹脂を吐出しその回転ドラムの周面上に溶融状態の熱可塑性樹脂を流延させる流延装置において、上記回転ドラムの回転軸方向に延び、上記回転ドラムに吐出された溶融状態の熱可塑性樹脂に所定の印加電圧を所定の第1の印加幅にわたって非接触で印加する第1のワイヤ電極と、その第1のワイヤ電極と平行に延び、上記回転ドラムの周面に吐出された溶融状態の熱可塑性樹脂を上記第1の印加幅よりも狭幅の第2の印加幅にわたって、かつ上記第1のワイヤ電極による印加電圧よりも低い印加電圧を、非接触で印加する第2のワイヤ電極とを有する静電印加装置を備えたことを特徴とする。
【0010】
本発明の第1の流延装置は、上記第1のワイヤ電極への電圧の印加を、適宜停止又は低下させることによって、上記回転ドラムの周面にスパーク痕が生じることを防止しつつ、下流側における重大問題や重大故障の発生を防止することができる。
【0011】
また、上記目的を達成する本発明の第2の流延装置は、所定方向に回転する回転ドラムの周面に溶融状態の熱可塑性樹脂を吐出しその回転ドラムの周面上に溶融状態の熱可塑性樹脂を流延させる流延装置において、上記回転ドラムの回転軸方向に延び、上記回転ドラムの周面に吐出された溶融状態の熱可塑性樹脂に所定の印加電圧を非接触で印加する第1のワイヤ電極と、上記第1のワイヤ電極と平行に延び、上記回転ドラムの周面に吐出された溶融状態の熱可塑性樹脂に、上記第1のワイヤ電極による印加電圧よりも低い印加電圧を非接触で印加する第2のワイヤ電極と、上記第1のワイヤ電極と上記回転ドラムとの間に生じたスパークを検知するスパーク検知部と、上記第1のワイヤ電極に第1の電圧を印加するとともに上記第2のワイヤ電極に上記第1の電圧よりも低い第2の電圧を印加し、上記スパーク検知部によるスパークの検知を受けて上記第1のワイヤ電極への電圧の印加を低下または停止させる電圧印加制御部とを備えたことを特徴とする。
【0012】
本発明の第2の流延装置は、上記電圧印加制御部の働きによって上記回転ドラムの周面に密着不良を引き起こす程のスパーク痕が生じることを防止しつつ、下流側における重大問題や重大故障の発生を防止することができる。また、上記スパーク検知部によるスパークの検知を受けて、上記電圧印加制御部が、上記第1のワイヤ電極へ印加する印加電圧を低電圧まで低下させることによっても、上記回転ドラムの周面に密着不良を引き起こす程のスパーク痕が生じることを防止しつつ、下流側における重大問題や重大故障の発生を防止することができる。
【0013】
また、上記目的を達成する本発明の第3の流延装置は、所定方向に回転する回転ドラムの周面に、溶融状態の熱可塑性樹脂を押出す押出機から供給された溶融状態の熱可塑性樹脂を吐出しその回転ドラムの周面上に溶融状態の熱可塑性樹脂を流延させる流延装置において、上記回転ドラムの回転軸方向に延びその回転ドラムの周面に吐出された溶融状態の熱可塑性樹脂に非接触で調整自在な所定の印加電圧を印加するワイヤ電極と、上記回転ドラムの周面に吐出された溶融状態の熱可塑性樹脂の、その回転ドラムの回転軸方向の幅を求める幅情報取得部と、上記印加電圧を、上記幅情報取得部で求められた熱可塑性樹脂の幅に応じて調整する印加電圧調整部とを備えたことを特徴とする。
【0014】
本発明の第3の流延装置は、上記幅情報取得部によって取得された樹脂の幅が、上記ワイヤ電極よりも狭幅であると、上記印加電圧調整部の働きによって回転ドラムの周面にスパーク痕が生じることを防止しつつ、下流側における重大問題や重大故障の発生を防止することができる。なお、その幅情報取得部は、回転ドラムの周面に吐出された溶融状態の熱可塑性樹脂の幅を実測することによって取得するものであってもよいし、上記押出機からの供給量と回転ドラムの回転数との双方をまず取得して、その取得した供給量及び回転数から、回転ドラムの周面に吐出された溶融状態の熱可塑性樹脂の幅を演算することによって取得するものであってもよい。特に、後者の演算することによって取得するものであれば、その取得した幅を有する樹脂が回転ドラムの周面に吐出される前に、上記印加電圧調整部によって、上記印加電圧を調整することができ好ましい。
【0015】
さらに、上記目的を達成する本発明の第4の流延装置は、所定方向に回転する回転ドラムの周面に、モータの回転によって溶融状態の熱可塑性樹脂を押出す押出機から供給された溶融状態の熱可塑性樹脂を吐出しその回転ドラムの周面上に溶融状態の熱可塑性樹脂を流延させる流延装置において、上記回転ドラムの回転軸方向に延び上記回転ドラムの周面に吐出された溶融状態の熱可塑性樹脂に所定の印加電圧を調整自在な所定の印加幅にわたって非接触で印加するワイヤ電極と、上記回転ドラムの周面に吐出された溶融状態の熱可塑性樹脂の、その回転ドラムの回転軸方向の幅を求める幅情報取得部と、上記印加幅を、上記幅情報取得部で求められた熱可塑性樹脂の幅に応じて調整する印加幅調整部とを備えたことを特徴とする。
【0016】
本発明の第4の流延装置は、上記印加幅調整部が、上記幅情報取得部が取得した熱可塑性樹脂の幅に応じて上記印加幅を調整するものであるため、様々な幅の樹脂が吐出されても、それらの樹脂を全幅にわたって、回転ドラムの周面に良好に密着させることができ、回転ドラムの周面にスパーク痕が生じることを防止しつつ、下流側における重大問題や重大故障の発生を防止することができる。なお、上記幅情報取得部は、上述の本発明の第3の流延装置と同じく、実測することによって取得するものであってもよいし、演算することによって取得するものであってもよい。
【0017】
【発明の実施の形態】
ここでは、まず最初に、写真フィルムの支持体となる、熱可塑性樹脂であるポリエステルからなるシート状物などを製造するシート状物製造装置全体について、図1及び図2を用いて、以下説明する。
【0018】
図1は、シート状物製造装置の前半部分を説明するための図、図2は、シート状物製造装置の後半部分を説明するための図である。
【0019】
このシート状物製造装置1は、溶融状態の熱可塑性樹脂をシート状に流延しながら冷却してシート状物とした後、このシート状物を縦方向に延伸し、その後、横方向にも延伸することにより、写真フィルムの支持体を連続して製造する装置であって、溶融状態の熱可塑性樹脂を流延してシート状にする流延装置10と、縦方向への延伸を行う縦延伸装置20と、横方向への延伸を行うテンタ30と、製造された支持体をロール状に巻き取る巻取装置40とを有する。さらに、このシート状物製造装置1は、装置起動時には、上流側の装置から徐々に製造条件を整えて安定させていき、最終的に巻取装置40までシート状物を通すものであり、このため、流延装置10、縦延伸装置20、及びテンタ30それぞれの出口側には、各装置が製造条件を整えて安定するまでの間に搬送されてくる、製品としては不十分なものを回収するための回収装置(不図示)が設けられている。また、これらの回収装置は、各装置が製造条件を整えて製造段階に移った後に、何らかの理由により製品としては不十分なものが製造されてきた場合にも稼働されるものである。
【0020】
シート状物の製造にあたっては、まず、一例としてテレフタル酸とエチレングリコールを重合したものをペレット状としたバージンペレットと、各回収装置で回収されたものを再利用した再生原料それぞれを別々に乾燥させた後、両者を混合させた状態で加熱し、溶融状態の熱可塑性樹脂にする。
【0021】
流延装置10は、ダイ11と回転ドラム12とを備えたものである。ダイ11は、溶融状態の熱可塑性樹脂を吐出するスリット状のリップ部を有し、回転ドラム12の上方に設けられている。バージンペレットと再生原料との両者を混合させた状態で加熱して得られた溶融状態の熱可塑性樹脂は、ダイ11のリップ部から、回転ドラム12の周面に連続的に吐出される。回転ドラム12の周面に吐出された熱可塑性樹脂は、回転ドラム12がダイ11から、図1では時計回りに、略3/4周するまでの間、回転ドラム12の周面の内方から水冷されるとともに回転ドラム12の周面の外方から風を吹き付けられて空冷されることによって急冷却され、所定の厚みの無配向のシート状物になる。
【0022】
なお、図2には、製造された支持体が巻取装置40に巻き取られている状態が示されており、図1および図2では、ダイ11のリップ部から吐出された溶融状態の熱可塑性樹脂が支持体となって巻取装置40に巻き取られるまでの経路を1点鎖線で表し、その経路の途中で不図示の回収装置に回収される経路を2点鎖線で表している。
【0023】
流延装置10で形成されたシート状物は、次に、図1に示す縦延伸装置20に搬送される。
【0024】
縦延伸装置20には、入口と出口との間に、搬送されてきたシート状物が所定のラップ角をもって巻き付くように配置された複数の回転ロール21が備えられている。また複数の回転ロール21それぞれは、各所定の温度に調整されている。搬送されてきたシート状物は、これらの回転ロール21によって、加熱されたり冷却されたりしながら出口に向かって搬送される。これらの回転ロール21には、シート状物を延伸前に加熱する複数の予熱回転ロール21aと、シート状物を加熱した状態で縦方向に延伸する複数の延伸回転ロール21bと、縦方向に延伸されたシート状物を冷却する複数の冷却回転ロール21cとがある。この縦延伸装置20における、シート状物の縦方向の延伸は、複数の延伸回転ロール21bのうちの出口側の回転延伸ロールの回転速度を、入口側の回転延伸ロールの回転速度よりも高速にした状態でシート状物を通過させることにより行われる。
【0025】
縦延伸装置20で縦方向に延伸されたシート状物は、次に、図1と図2とに分かれて示されたテンタ30に搬送される。
【0026】
テンタ30は、それぞれ各所定の温度に調整された複数の区画を有するものである(図1は、複数の区画のうち上流側の区画を表したものであり、図2は、複数の区画のうち下流側の区画を表したものであり、途中の区画は図示省略されている。)。これら複数の区画は、上流側から順に、予熱ゾーン、延伸ゾーン、熱固定ゾーン、熱緩和ゾーン、冷却ゾーンに複数ずつ割り当てられている。また、シート状物の両側からシート状物の両脇それぞれを把持するクリップが下流側に向かって各区画内を走行している。シート状物はこのクリップに両脇を把持された状態で、各区画内を通過していく。まず予熱ゾーンでは、搬送中のシート状物を加熱し、延伸ゾーンでは、予熱ゾーンよりも高温の雰囲気の中で、シート状物にクリップで横方向に張力を加えながらクリップを搬送することにより、シート状物を横方向に延伸する。熱固定ゾーンでは、延伸ゾーンよりも高温の雰囲気の中でシート状物の分子配向を固定させる。熱緩和ゾーンでは、シート状物を焼きなましし、冷却ゾーンでは、シート状物を急冷却する。下流側の最後の区画を出たシート状物は、シート状物の、テンタのクリップで把持されていた両脇部分それぞれが、図2の点線で表された経路に従って除去され、残った中央部分が、このシート状物製造装置で製造されるべき支持体として巻取装置40に向けて搬送される。
【0027】
そして、支持体が巻取装置40に正確に巻き取られるようにするため、巻取装置40直前まで搬送されてきた支持体は横方向の位置制御及び、巻取装置40に巻き取られるときの張力の調整を受けた後、巻取装置40によってロール状に巻き取られる。
【0028】
図1に示す流延装置10が本発明の第1の流延装置の一実施形態に相当するものであり、まず図3を用いて詳述する。
【0029】
図3は、第1実施形態の流延装置の模式図である。
【0030】
本実施形態の流延装置10は、ダイ11、回転ドラム12、及び静電印加装置13を備えている。ダイ11は、回転ドラム12の上方に配置され、回転ドラム12の周面に向けて溶融状態の熱可塑性樹脂を吐出するものである。ダイ11には、モータ601の回転によって溶融状態の熱可塑性樹脂を押出す押出機60から熱可塑性樹脂が供給されている。回転ドラム12は、モータ121によって、図3では矢印方向に回転するものであって、その周面は金属製である。なお、図3では、回転ドラム12の周面に、ダイ11から吐出された熱可塑性樹脂が一点鎖線で示されている。
【0031】
静電印加装置13については、図4も参照しながら説明する。
【0032】
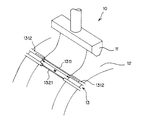
図4は、第1実施形態の流延装置のダイ周辺の斜視図である。
【0033】
静電印加装置13は、図3に示される如く、第1のワイヤ電極部131、第2のワイヤ電極部132、及び演算制御装置133を備えている。第1のワイヤ電極部131は、図4に示される如く、第1のワイヤ1311と、第1のワイヤ1311の両端それぞれに設けられた印加幅規制パイプ1312とを備え、さらに図3に示される如く、第1の電源装置1313を備えている。第2のワイヤ電極部132は、図3に示される如く、第2のワイヤ1321と第2の電源装置1322とを備えている。第1のワイヤ1311及び第2のワイヤ1321は、ともに、ダイ11に対して、回転ドラム12の回転方向前側に配置され、第1のワイヤ1311の方が第2のワイヤ1321よりもダイ側に配置されている。また、第1のワイヤ1311及び第2のワイヤ1321は、ともに、図4に示される如く、回転ドラム12の回転軸方向に張られ、両者は互いに平行である。ここで、回転ドラム12の周面に吐出された熱可塑性樹脂を非接触で静電的に帯電させるため、シート状物の製造中には、これらの第1のワイヤ1311及び第2のワイヤ1321の双方には、電圧が常に印加される。第1のワイヤ1311には、第1の電源装置1313から、吐出された樹脂が回転ドラム12の周面に良好に密着する高電圧が印加される。これに対して第2のワイヤ1321には、第2の電源装置1322から、第1のワイヤ1311に印加される電圧よりも低い、第2のワイヤ1321と回転ドラム12の周面との間に生じるスパークの発生を防止する低電圧であって、かつ、吐出された樹脂を回転ドラム12の周面に、製品としては不良であるが形状をシート状とすることができる程度に密着させることができる電圧が印加される。また、図4に示された印加幅規制パイプ1312は、絶縁体の筒状物であって、回転ドラム12の回転軸方向に進退自在なものである。この印加幅規制パイプ1312の内部には第1のワイヤ1311の端部が挿入されている。したがって、第1のワイヤ1311に電圧を印加しても、第1のワイヤ1311の、印加幅規制パイプ1312の内部に挿入された端部では、静電印加を生じさせず、第1のワイヤ1311の、一方の印加幅規制パイプ1312ともう一方の印加幅規制パイプ1312との間の部分が静電印加を生じさせる印加幅Wとなる。この印加幅Wは、本発明の第1の流延装置にいう第1の印加幅に相当する。印加幅規制パイプ1312は、この印加幅Wを、吐出される樹脂のうち、最も広幅の樹脂の幅と最も狭幅の樹脂の幅との間で変更できるように進退するものである。製造するシート状物の品種が変わり、吐出される樹脂の幅も変わる場合には、印加幅規制パイプ1312を進退させて印加幅Wを調整する。一方、第2のワイヤ1321は、吐出される樹脂のうち、最も狭幅の樹脂の幅よりもさらに狭いものである。したがって、第2のワイヤ1321の印加幅(本発明の第1の流延装置にいう第2の印加幅)は第1のワイヤ1311の印加幅Wよりも狭い。
【0034】
ところで、押出機60からダイ11への溶融状態の樹脂の供給を完全に停止すると、押出機内に残った溶融状態の樹脂が固化してしまう。そこで、回転ドラム12や流延装置10より下流側の装置20,30,40の掃除等のメンテナンスを行う場合や、流延装置10より下流側の装置20,30,40に生じたトラブルを解消する場合であっても、押出機60からダイ11への樹脂の供給は、押出機60のモータ601の回転数を、樹脂の固化が避けられる最低限の回転数まで落とした状態で継続される。したがって、回転ドラム12の周面への樹脂の吐出量は大幅に低下し、さらに、回転ドラム12のモータ121の回転数も調整される。このときの樹脂の幅は、シート状物の製造中における最も狭幅の樹脂の幅よりもさらに狭くなる。なお、このように吐出量が大幅に低下した状態で形成されたものは、流延装置10の出口に設置された不図示の回収装置で回収される。
【0035】
演算処理装置133には、押出機60のモータ601の回転数nと、回転ドラム12のモータ121の回転速度vとが入力される。ここで、演算処理装置133には、上述した、メンテナンスやトラブル解消のため、樹脂の吐出量を大幅に低下させたときの、押出機60のモータ601の回転数と、回転ドラム12のモータ121の回転速度それぞれがしきい値として設定されている。演算制御装置133は、入力された、回転数nと回転速度vとが、ともにそれぞれのしきい値に到達した段階で、第1の電源装置1313を制御して、第1のワイヤ1311への電圧の印加を停止させる。なお、第2のワイヤ1321への電圧の印加は継続されている。したがって、本実施形態によれば、メンテナンスやトラブル解消のため、樹脂の吐出量を大幅に低下させたときであっても、第1のワイヤ1311によるスパーク及び第2のワイヤ1321によるスパークをともに防止しつつ、第2のワイヤ1321によって、吐出される樹脂を回転ドラム12の周面に、製品としては不良であるが形状をシート状とすることができる程度に密着させることができる。この結果、吐出された樹脂が、回転ドラム12の下方へ垂れ落ちて流延装置10を汚してしまうことを防止することができる。また、溶融状態の熱可塑性樹脂が冷却されると、熱可塑性樹脂に含有されているオリゴマー等の昇華物が周囲の雰囲気中に放出され、その雰囲気中の温度の低い部材等に析出して、その温度の低い部材等は汚れてしまうが、第2のワイヤ1321による静電印加によって、吐出された樹脂は、回転ドラム12の温度の低い周面にある程度密着しているため、吐出された樹脂と回転ドラム12の周面との間には、昇華物が放出される空間は皆無となり、したがって、昇華物が析出して、回転ドラム12の周面の、熱可塑性樹脂が吐出された部分が汚れてしてまうことも防止することができる。また、この昇華物の析出防止対策として、第1のワイヤ1311および第2のワイヤ1321を加熱しておくことが好ましい。
【0036】
なお、演算制御装置133は、入力された押出機60のモータ601の回転数nと、回転ドラム12のモータ121の回転速度vとが、ともにそれぞれのしきい値に到達した場合に、本実施形態では、第1のワイヤ1311への電圧の印加を停止させるものであるが、他の態様として、演算制御装置133を、この場合に、第1のワイヤ1311へ印加する電圧を、スパークを防止する低電圧に低下させるものとしてもよい。また、本実施形態では、第1のワイヤ1311及び第2のワイヤ1321は、ともに、シート状物の製造中には、電圧が常に印加されているものであるが、シート状物の製造中には、吐出される樹脂が回転ドラム12の周面に良好に密着する電圧を第1のワイヤ1311のみに印加しておき、演算制御装置133に入力された、回転数nと回転速度vとが、ともにそれぞれのしきい値に到達した段階で、演算制御装置133によって、第1のワイヤ1311への電圧の印加を停止又は低下させるとともに第2のワイヤ1321に上述の低電圧を印加させてもよい。
【0037】
次に、本発明の第2の流延装置について、第2実施形態を用いて、図5を参照しながら説明する。
【0038】
図5は、第2実施形態の流延装置の概念図である。
【0039】
第2実施形態の流延装置70は、第1実施形態の流延装置10と同じく、ダイ11、回転ドラム12、及び静電印加装置71を備えている。ダイ11及び回転ドラム12は、上述の第1実施形態と同じ構成のものである。本実施形態の静電印加装置71は、第1のワイヤ電極部711、第2のワイヤ電極部712、スパーク検知装置713、および電圧印加制御装置714を備えている。第1のワイヤ電極部711は、第1実施形態の流延装置10の第1のワイヤ電極部131と同じ構成及び機能を有し、第1のワイヤ7111と、印加幅規制パイプと、第1の電源装置7112とを備えている。この第1のワイヤ7111には、第1の電源装置7112から、ダイ11から吐出される樹脂が回転ドラム12の周面に良好に密着する高電圧が印加される。この高電圧は、本発明の第2の流延装置にいう第1の電圧に相当する。第2のワイヤ電極部712も、第1実施形態の流延装置10の第2のワイヤ電極部132と同じ構成及び機能を有し、第2のワイヤ7121と第2の電源装置7122とを備えている。この第2のワイヤ7121には、第1のワイヤ7111に印加される電圧よりも低い、第2のワイヤ7121と回転ドラム12の周面との間に生じるスパークの発生を防止する低電圧であって、かつ、吐出された樹脂を回転ドラム12の周面に、製品としては不良であるが形状をシート状とすることができる程度に密着させることができる電圧が印加される。この電圧は、本発明の第2の流延装置にいう第2の電圧に相当する。なお、第1実施形態の流延装置10では、第2のワイヤ1321の印加幅は第1のワイヤ1311の印加幅Wよりも狭かったが、本実施形態の流延装置70においては、第1のワイヤ7111と第2のワイヤ7121との印加幅は同じであってもよい。スパーク検知装置713は、第1のワイヤ1311とグラウンドとの間に設置されたものであって、第1のワイヤ7111と回転ドラム12の周面との間にスパークが生じると流れる電流を検知することによって、第1のワイヤ7111によるスパークが生じたことを検知し、電圧印加制御装置714に向けてスパークが生じたことを出力するものである。電圧印加制御装置714は、スパーク検知装置713からスパークが生じたことが入力されると、第1の電源装置7112を制御して、第1のワイヤ7111への電圧の印加を停止させるものである。しかしながら、第1のワイヤ7111への電圧の印加を停止させても、第1実施形態の流延装置10と同じく、第2のワイヤ7121には上述の低電圧が印加され続けているため、第2のワイヤ7121によって、吐出された樹脂を回転ドラム12の周面に、製品としては不良であるが形状をシート状とすることができる程度に密着させることができる。なお、本実施形態では、電圧印加制御装置714が、スパーク検知装置713からスパークが生じたことが入力された場合に、第1のワイヤ7111への電圧の印加を停止させるものであるが、電圧印加制御装置714を、この場合に、第1のワイヤ7111によるスパークの発生を防止する低電圧に、第1のワイヤ7111へ印加する電圧を低下させるものとしてもよい。
【0040】
次に、本発明の第3の流延装置について、第3実施形態を用いて、図6を参照しながら説明する。
【0041】
図6は、第3実施形態の流延装置の模式図である。
【0042】
本実施形態の流延装置80も、上述の第1及び第2実施形態と同じく、ダイ11、回転ドラム12、及び静電印加装置81を備えている。ダイ11及び回転ドラム12は、上述の第1実施形態と同じ構成のものであり、ダイ11には、モータ601の回転によって溶融状態の熱可塑性樹脂を押出す押出機60から樹脂が供給され、回転ドラム12は、モータ121によって、矢印方向に回転するものである。なお、流延装置80の下流側には、流延装置80で形成されたシート状物の厚みを測定する厚み計65が設けられ、回転ドラム12の周面には、ダイ11から吐出された熱可塑性樹脂が一点鎖線で示されている。静電印加装置81は、ワイヤ電極部811と、幅情報取得部812と、印加電圧調整部813とを備えている。本実施形態では、上述の第1及び第2実施形態とは異なりワイヤ電極部は1つだけであるが、その1つだけ備えられたワイヤ電極部811は、上述の第1実施形態の第1のワイヤ電極部13と同じ構成を有し、ワイヤ8111と、印加幅規制パイプと、電源装置8112とを備えている。シート状物の製造中、ワイヤ8111には、吐出された樹脂が回転ドラム12の周面に良好に密着する高電圧が印加されている。幅情報取得部812には、押出機60のモータ601の回転数npと、回転ドラム12の回転数ndとが入力され、幅情報取得部812は、入力されたこれらの回転数np,ndから、回転ドラム12の周面に向けて吐出される樹脂の幅を予め演算して取得し、印加電圧調整部813に向けて、その取得した幅の情報を出力する。印加電圧調整部813は、幅情報取得部812によって、印加幅規制パイプによってワイヤ811の印加幅を最も狭くしたときの印加幅よりも狭い幅が取得されると、ワイヤ8111に印加する電圧を、吐出された樹脂が回転ドラム12の周面に良好に密着する高電圧から、ワイヤ8111と回転ドラム12の周面との間に生じるスパークを防止する低電圧であって、かつ、吐出された樹脂を回転ドラム12の周面に、製品としては不良であるが形状をシート状とすることができる程度に密着させることができる電圧まで低下させる。したがって、回転ドラム12や縦延伸装置20やテンタ30のメンテナンスやトラブル解消のため、溶融状態の熱可塑性樹の吐出量を大幅に低下させたときであっても、ワイヤ8111と回転ドラム12の周面との間に生じるスパークを防止しつつ、吐出された樹脂を回転ドラム12の周面に、製品としては不良であるが形状をシート状とすることができる程度に密着させることができる。
【0043】
なお、本実施形態では、ワイヤ電極部を1つとしたが複数設けて、それぞれのワイヤ電極部のワイヤに印加する電圧を、幅情報取得部812によって取得された幅に応じて、印加電圧調整部813によって適宜調整するようにしてもよい。また、本実施形態の幅情報取得部812は、吐出される樹脂の幅を演算によって予め求めるものとしたが、本発明の第3の流延装置にいう幅情報取得部はこれに限らず、吐出された樹脂の幅を実測することによって取得する、赤外線カメラや、CCDカメラや、発光部と受光部とを有するレーザ変位センサ等の測定装置であってもよい。このような測定装置を幅情報取得部として採用する場合には、赤外線カメラや、CCDカメラは、ダイ11に対して、回転ドラム12の回転方向後側に配置し、レーザ変位センサは、発光部と受光部とのいずれか一方を、ダイ11に対して、回転ドラム12の回転方向前側に配置し、残りの他方を、ダイ11に対して、回転ドラム12の回転方向後側に配置して、吐出された樹脂の幅を測定させる。また、厚み計65を利用して、流延装置80によって形成されたシート状物の幅を測定し、その測定結果から、吐出されている樹脂の幅を取得してもよい。
【0044】
最後に、本発明の第4の流延装置について、第4実施形態を用いて、図7を参照しながら説明する。
【0045】
図7は、第4実施形態の流延装置を上方からみた模式図である。
【0046】
本実施形態の流延装置90も、上述の各実施形態と同じく、ダイ11、回転ドラム12、及び静電印加装置91を備えている。ダイ11及び回転ドラム12は、上述の第1実施形態と同じ構成のものであり、ダイ11には、モータの回転によって溶融状態の熱可塑性樹脂を押出す押出機から樹脂が供給され、回転ドラム12は、モータによって回転するものである。静電印加装置91は、ワイヤ電極部911と、印加幅調整部913とを備え、さらに第3実施形態と同じ機能の幅情報取得部912を備えている。ワイヤ電極部911は、ワイヤ9111と、そのワイヤ9111の両端それぞれに設けられた印加幅規制パイプ9112と、印加幅規制パイプ9112が固着された移動台9113と、ネジ棒9114と、ネジ棒9114を正逆回転させるモータ9115と、電源装置9116とを備えている。ワイヤ9111は、上述の第1実施形態の第1のワイヤ1311と、配備される位置、姿勢、及び機能は同じである。なお、図7には、ワイヤ9111の下方にダイから吐出された熱可塑性樹脂が一点鎖線で示されている。また、印加幅規制パイプ9112も上述の第1実施形態の印加幅規制パイプ132と同じく、ワイヤの印加幅を変更するものであるが、本実施形態の印加幅規制パイプ9112は、第1実施形態の印加幅規制パイプ1312と異なり、ワイヤ9111の印加幅Wを0から、吐出される最も広幅の樹脂の幅までの間で変更するものである。なお、印加幅Wは、本発明の第4の流延装置にいう印加幅に相当する。移動台9113にはネジ溝が設けられ、そのネジ溝にネジ棒9114が螺合している。移動台9113は、モータ9115によるネジ棒9114の回転によって、回転ドラム12の回転軸方向に進退し、これに伴って、印加幅規制パイプ9112も回転ドラム12の回転軸方向に進退し(図7中の矢印M参照)、ワイヤ9111の印加幅Wが変化する。印加幅調整部913は、幅情報取得部912によって取得された幅に応じて、モータ9115の回転量及び回転方向を制御し、ワイヤ9111の印加幅Wが、吐出される樹脂の幅に最も適した印加幅になるように予め調整する。本実施形態によれば、シート状物の製造中において様々な幅の樹脂が吐出されても、それらの樹脂を全幅にわたって、回転ドラムの周面に良好に密着させることができ、回転ドラムの周面にスパーク痕が生じることを防止しつつ、下流側における重大問題や重大故障の発生を防止することができる。また、回転ドラム12や縦延伸装置20やテンタ30のメンテナンスやトラブル解消のため、吐出量が大幅に低下したときであっても、ワイヤ9111と回転ドラム12の周面との間に生じるスパークを防止しつつ、吐出された樹脂を、全幅にわたって回転ドラム12の周面に良好に密着させることができる。
【0047】
【発明の効果】
以上、説明したように、本発明の流延装置によれば、回転ドラムの周面にスパーク痕が生じることを防止しつつ、下流側における重大問題や重大故障の発生を防止することができる。
【図面の簡単な説明】
【図1】シート状物製造装置の前半部分を説明するための図である。
【図2】シート状物製造装置の後半部分を説明するための図である。
【図3】第1実施形態の流延装置の模式図である。
【図4】第1実施形態の流延装置のダイ周辺の斜視図である。
【図5】第2実施形態の流延装置の概念図である。
【図6】第3実施形態の流延装置の模式図である。
【図7】第4実施形態の流延装置を上方からみた模式図である。
【符号の説明】
1 シート状物製造装置
10 流延装置
11 ダイ
12 回転ドラム
121 モータ
13 静電印加装置
131 第1のワイヤ電極部
1311 第1のワイヤ
1312 印加幅規制パイプ
1313 第1の電源装置
132 第2のワイヤ電極部
1321 第2のワイヤ
1322 第2の電源装置
133 演算制御装置
20 縦延伸装置
21 回転ロール
21a 予熱回転ロール
21b 延伸回転ロール
21c 冷却回転ロール
30 テンタ
40 巻取装置
60 押出機
601 モータ
65 厚み計
70 流延装置
71 静電印加装置
711 第1のワイヤ電極部
712 第2のワイヤ電極部
713 スパーク検知装置
714 電圧印加制御装置
80 流延装置
81 静電印加装置
811 ワイヤ電極部
812 幅情報取得部
813 印加電圧調整部
90 流延装置
91 静電印加装置
911 ワイヤ電極部
9111 ワイヤ
9112 印加幅規制パイプ
9113 移動台9113
9114 ネジ棒
9115 モータ
9116 電源装置
912 幅情報取得部
913 印加幅調整部
Claims (2)
- 所定方向に回転する回転ドラムの周面に溶融状態の熱可塑性樹脂を吐出し該回転ドラムの周面上に溶融状態の熱可塑性樹脂を流延させる流延装置において、
前記回転ドラムの回転軸方向に延び、前記回転ドラムに吐出された溶融状態の熱可塑性樹脂に所定の印加電圧を所定の第1の印加幅にわたって非接触で印加する第1のワイヤ電極と、該第1のワイヤ電極と平行に延び、前記回転ドラムの周面に吐出された溶融状態の熱可塑性樹脂を前記第1の印加幅よりも狭幅の第2の印加幅にわたって、かつ前記第1のワイヤ電極による印加電圧よりも低い印加電圧を、非接触で印加する第2のワイヤ電極とを有する静電印加装置を備えたことを特徴とする流延装置。 - 前記静電印加装置が、
前記第1のワイヤ電極と前記回転ドラムとの間に生じたスパークを検知するスパーク検知部と、
前記第1のワイヤ電極に第1の電圧を印加するとともに前記第2のワイヤ電極に前記第1の電圧よりも低い第2の電圧を印加し、前記スパーク検知部によるスパークの検知を受けて前記第1のワイヤ電極への電圧の印加を低下または停止させる電圧印加制御部とをさらに備えたものであることを特徴とする請求項1記載の流延装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001019433A JP4246923B2 (ja) | 2001-01-29 | 2001-01-29 | 流延装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001019433A JP4246923B2 (ja) | 2001-01-29 | 2001-01-29 | 流延装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002219723A JP2002219723A (ja) | 2002-08-06 |
| JP4246923B2 true JP4246923B2 (ja) | 2009-04-02 |
Family
ID=18885309
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001019433A Expired - Fee Related JP4246923B2 (ja) | 2001-01-29 | 2001-01-29 | 流延装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4246923B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5657485B2 (ja) * | 2011-06-30 | 2015-01-21 | 春日電機株式会社 | 帯電電極機構 |
| DE102019112077A1 (de) | 2019-05-09 | 2020-11-12 | Brückner Maschinenbau GmbH & Co. KG | Anlage zur Herstellung eines Castfilms und Folienreckanlage mit einer solchen Anlage |
| CN112848195B (zh) * | 2021-01-07 | 2023-06-30 | 石家庄新能力橡塑制品有限公司 | 一种具有在线测厚功能的xpe母片生产装置及其工作方法 |
-
2001
- 2001-01-29 JP JP2001019433A patent/JP4246923B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002219723A (ja) | 2002-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| SE435819B (sv) | Sett att styra folietjockleken hos i en blasfoliestrengsprutningsanordning framstellda blasfolier | |
| CA2061883C (en) | Air ring and method for controlling blown film thickness | |
| JP3763844B2 (ja) | 二軸延伸熱可塑性プラスチックフィルムの製造方法 | |
| US20180133946A1 (en) | Installation for producing a film web and method for operating such an installation | |
| SE461713B (sv) | Foerfarande foer framstaellning av en termoplastfilm genom straengsprutning | |
| BRPI1002332A2 (pt) | processo para a regulagem da espessura de folha de plástico soprada estirada | |
| JP4246923B2 (ja) | 流延装置 | |
| CN116512578B (zh) | 用于以膜吹塑方法制成的管膜的膜厚度调节的方法和装置 | |
| US6406285B1 (en) | Apparatus for measuring and of controlling the gap between polymer sheet cooling rolls | |
| JP5710537B2 (ja) | エンドレスバンドの評価方法及び溶液製膜方法 | |
| JPS5892534A (ja) | 2軸配向アクリロニトリル重合体フイルムの製造法及び装置 | |
| US20250353242A1 (en) | Stretching Device and Method for Stretching a Plastic Film in the Transport Direction Thereof | |
| JP4809426B2 (ja) | チャネル遮蔽材を使用するウェブ横断熱分配システム及び方法 | |
| JP2021049741A (ja) | 二軸配向フィルムの製造方法 | |
| JP3932711B2 (ja) | フイルム製造装置 | |
| US6783723B2 (en) | Polyamide film production method | |
| JP7234556B2 (ja) | 二軸配向フィルムの製造方法 | |
| JPH1120001A (ja) | シート状物の製造装置 | |
| US20050218554A1 (en) | Solution casting method | |
| JP2002144417A (ja) | テンタ | |
| JP4636356B2 (ja) | シートの製造方法 | |
| JPH0479290B2 (ja) | ||
| CN101228021A (zh) | 控制双轴取向聚合物膜的交叉网膜厚度分布的方法 | |
| JP4506629B2 (ja) | 熱可塑性樹脂フィルムの製造方法及び熱可塑性樹脂フィルム | |
| JP2002120269A (ja) | 熱可塑性樹脂シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060117 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20061205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081002 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081007 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090106 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090109 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120116 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120116 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130116 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |