JP4249092B2 - 塗装後耐食性に優れたAl−Mg−Si系アルミニウム合金板の製造方法 - Google Patents
塗装後耐食性に優れたAl−Mg−Si系アルミニウム合金板の製造方法 Download PDFInfo
- Publication number
- JP4249092B2 JP4249092B2 JP2004168072A JP2004168072A JP4249092B2 JP 4249092 B2 JP4249092 B2 JP 4249092B2 JP 2004168072 A JP2004168072 A JP 2004168072A JP 2004168072 A JP2004168072 A JP 2004168072A JP 4249092 B2 JP4249092 B2 JP 4249092B2
- Authority
- JP
- Japan
- Prior art keywords
- aluminum alloy
- less
- corrosion resistance
- plate
- solution treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Chemical Treatment Of Metals (AREA)
Description
DC鋳造により表1に示す組成を有するアルミニウム合金を造塊し、得られた鋳塊を面削した後、540℃で5時間の均質化処理を行った。ついで、開始温度を400℃とする熱間圧延を行い、さらに冷間圧延により厚さ1mmの板材とした。
実施例1で造塊した表1に示す組成のアルミニウム合金鋳塊を面削した後、540℃で5時間の均質化処理を行った。ついで、開始温度を400℃とする熱間圧延を行い、さらに冷間圧延により厚さ1mmの板材とした。
Claims (1)
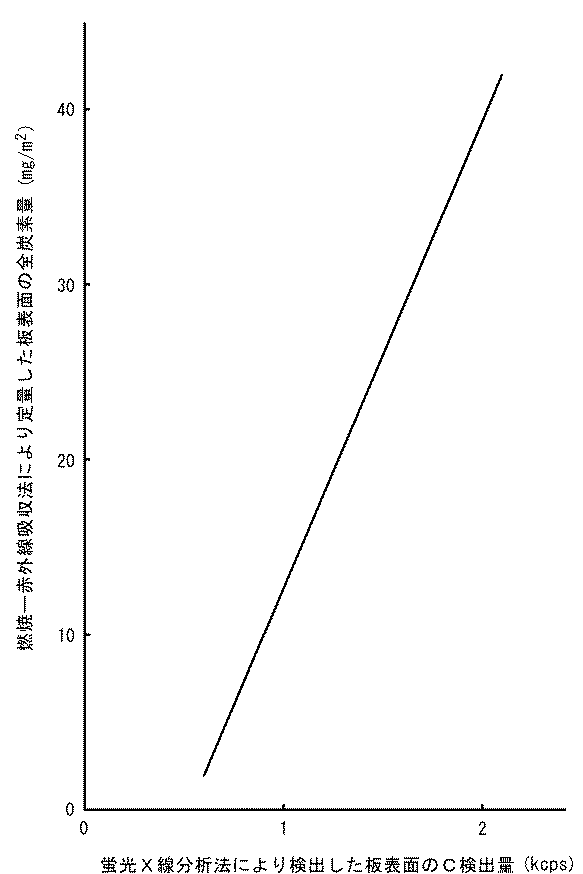
- 溶体化処理後に無洗浄で使用に供されるAl−Mg−Si系アルミニウム合金板の製造方法であって、冷間圧延された前記アルミニウム合金板を、該冷間圧延で使用されている冷間圧延油、または導電率50μS/cm以下の精製水を60℃以上の温度に加熱した加熱精製水で洗浄した後、溶体化処理し、燃焼−赤外線吸収法により定量された板表面の全炭素(C)量を10mg/m 2 以下、蛍光X線分析法により検出されるC検出量を0.9kcps以下としたことを特徴とする塗装後耐食性に優れたAl−Mg−Si系アルミニウム合金板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004168072A JP4249092B2 (ja) | 2004-06-07 | 2004-06-07 | 塗装後耐食性に優れたAl−Mg−Si系アルミニウム合金板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004168072A JP4249092B2 (ja) | 2004-06-07 | 2004-06-07 | 塗装後耐食性に優れたAl−Mg−Si系アルミニウム合金板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005344198A JP2005344198A (ja) | 2005-12-15 |
| JP4249092B2 true JP4249092B2 (ja) | 2009-04-02 |
Family
ID=35496842
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004168072A Expired - Fee Related JP4249092B2 (ja) | 2004-06-07 | 2004-06-07 | 塗装後耐食性に優れたAl−Mg−Si系アルミニウム合金板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4249092B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4873561B2 (ja) * | 2007-03-06 | 2012-02-08 | 住友軽金属工業株式会社 | 電解コンデンサ電極用アルミニウム箔およびその製造方法 |
| JP2013542319A (ja) * | 2010-09-08 | 2013-11-21 | アルコア インコーポレイテッド | 改良された7xxxアルミニウム合金及びその製造方法 |
| JP7027211B2 (ja) * | 2018-03-26 | 2022-03-01 | 株式会社Uacj | 磁気ディスク用アルミニウム合金板及びその製造方法、ならびに、当該磁気ディスク用アルミニウム合金板を用いた磁気ディスク |
| JP7027210B2 (ja) * | 2018-03-26 | 2022-03-01 | 株式会社Uacj | 磁気ディスク用アルミニウム合金板及びその製造方法、ならびに、当該磁気ディスク用アルミニウム合金板を用いた磁気ディスク |
-
2004
- 2004-06-07 JP JP2004168072A patent/JP4249092B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005344198A (ja) | 2005-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5650222B2 (ja) | 腐食に対する保護を与える金属コーティングが施された鋼部材を製造する方法、および鋼部材 | |
| RU2633162C2 (ru) | Стальной лист для горячего прессования с покрытием, способ горячего прессования стального листа с покрытием и деталь автомобиля | |
| JP6728332B2 (ja) | アルミニウムをベースとする金属コーティングで被覆された鋼板、部品、及び、当該部品の使用 | |
| TWI451004B (zh) | 熱壓用鋼板及使用熱壓用鋼板的熱壓構件的製造方法 | |
| KR101748921B1 (ko) | 용융 Al-Zn 계 도금 강판 | |
| TWI534293B (zh) | 熱浸鍍Zn-Al系合金鋼板及其製造方法 | |
| CN107923024A (zh) | 用于从涂覆基于铝的金属涂层的钢板开始制造可磷酸盐化部件的方法 | |
| JP5818046B2 (ja) | Si含有高強度冷延鋼板の製造方法 | |
| JPH03191093A (ja) | プレス性、化成処理性に優れた亜鉛系めっき鋼板 | |
| JP2002129300A (ja) | 耐食性と加工性に優れた表面処理鋼板とその製造法 | |
| JP4249092B2 (ja) | 塗装後耐食性に優れたAl−Mg−Si系アルミニウム合金板の製造方法 | |
| JP4171141B2 (ja) | 耐糸さび性に優れたアルミニウム合金材 | |
| JP2000239778A (ja) | 化成処理性に優れたアルミニウム合金材 | |
| CN113817973B (zh) | 改善合金化镀锌热成形钢表面氧化和涂装性能的表面处理液、热成形钢板及制备方法和应用 | |
| JP2007131889A (ja) | Al−Mg−Si系アルミニウム合金板 | |
| JP4829412B2 (ja) | 耐糸錆性に優れたアルミニウム合金材 | |
| JP4258924B2 (ja) | 亜鉛めっき鋼板のりん酸塩化成処理方法 | |
| JP2000212674A (ja) | 塗装後耐食性に優れたアルミニウム合金材 | |
| JP7445113B2 (ja) | 熱間プレス成形用めっき鋼板 | |
| JPH066768B2 (ja) | 高成形性アルミニウム合金 | |
| JPH06256965A (ja) | 高耐食性、高加工性超高張力冷延鋼板およびその製造方法 | |
| JP7368712B2 (ja) | 熱間プレス成形用めっき鋼板 | |
| JP2007162057A (ja) | リン酸塩処理性に優れた高強度鋼板 | |
| JP3442699B2 (ja) | 耐糸さび性に優れたアルミニウム合金材の洗浄方法 | |
| CA3258035A1 (en) | STEEL SHEET HAVING EXCELLENT POWDERING PROPERTIES AFTER PRESS HARDENING AND ITS MANUFACTURING PROCESS |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070501 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080709 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080715 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080911 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081016 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081209 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090113 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090114 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120123 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4249092 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130123 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140123 Year of fee payment: 5 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |