JP4256558B2 - 鋼板形状判定装置、方法、及びコンピュータ読み取り可能な記憶媒体 - Google Patents
鋼板形状判定装置、方法、及びコンピュータ読み取り可能な記憶媒体 Download PDFInfo
- Publication number
- JP4256558B2 JP4256558B2 JP2000067055A JP2000067055A JP4256558B2 JP 4256558 B2 JP4256558 B2 JP 4256558B2 JP 2000067055 A JP2000067055 A JP 2000067055A JP 2000067055 A JP2000067055 A JP 2000067055A JP 4256558 B2 JP4256558 B2 JP 4256558B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- cooling
- transformation
- distribution
- steel plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Description
【発明の属する技術分野】
本発明は、鋼板形状判定装置、方法、及びコンピュータ読み取り可能な記憶媒体に関し、熱間圧延処理を受けた鋼板の形状を判定するものに用いて好適なものである。
【0002】
【従来の技術】
ホットストリップミルでは、熱間圧延処理を施した後で冷却してコイル状の鋼板を製造しているが、その冷却による生じる熱応力等の応力のために歪みが生じることがある。
【0003】
冷却後の鋼板形状を判定する技術としては、例えば、特開平7−248222号公報に開示されたものがある。この従来例では、冷却設備の出側に放射温度計を設置し、冷却後の鋼板の幅方向の表面温度を測定することにより、この鋼板の形状を判定するようにしている。
【0004】
【発明が解決しようとする課題】
しかしながら、上記従来例では、温度を測定した時点、すなわち、冷却後の鋼板形状の結果を判定するだけであり、冷却設備での冷却中や、温度測定時点以降の鋼板の形状変化については考慮されていなかった。
【0005】
又、ホットストリップミルでは、冷却条件を設定する等のために冷却設備の入側に放射温度計を設置することが多く、上記従来例のように冷却設備の出側にまで放射温度計を設置するのでは、コストアップの要因となってしまっていた。
【0006】
又、放射温度計は水の影響を受けて検出精度が低下することがあり、上記従来例のように冷却設備での冷却後に温度を測定すると、鋼板上に残った水分の影響により温度の検出精度が低下して、正確な形状判定を行うことができない場合があった。
【0007】
本発明は上述の問題点にかんがみ、鋼板上に残った水分の影響により温度検出精度が低下することなく、温度測定時点以降の鋼板の形状判定を行うことができるとともに、冷却設備での冷却中や温度測定時点以降の鋼板の形状変化を判定することが可能な鋼板形状判定を安価に構成できるようにすることを目的とする。
【0008】
【課題を解決するための手段】
本発明の鋼板形状判定装置は、鋼板を熱間圧延処理した後に冷却してコイル状鋼板を製造するホットストリップミルに用いられる鋼板形状判定装置であって、板幅方向の温度分布及び応力分布と、鋼板の冷却条件と、鋼板に作用する張力と、鋼板条件とを入力する入力手段と、上記鋼板の冷却開始後の変態率分布の時間変化を、上記熱間圧延処理を受けた鋼板の冷却開始前の温度分布と、上記鋼板条件とを用いて、変態進行モデルに基づいて演算する変態状態演算手段と、上記鋼板の冷却開始後の該鋼板の厚み・幅方向の断面における温度分布の時間変化を、上記冷却条件と、上記熱間圧延処理を受けた鋼板の上記冷却開始前の温度分布並びに上記変態状態演算手段により演算された上記変態率分布の時間変化とを用いて、伝熱モデルに基づいて演算する伝熱状態演算手段と、上記変態状態演算手段で演算された上記鋼板の変態率分布の時間変化と、上記伝熱状態演算手段で演算された上記鋼板の温度分布の時間変化と、上記鋼板に作用する上記張力と、上記熱間圧延処理を受けた鋼板の冷却開始前の応力分布とを用いて、応力・歪みモデルに基づいて、上記鋼板の冷却開始後の応力分布の時間変化を演算する応力・歪み状態演算手段と、上記応力・歪み状態演算手段で演算された上記鋼板の応力分布の時間変化を用いて上記鋼板の形状を判定する鋼板形状判定手段とを備えた点に特徴を有する。
又、本発明の鋼板形状判定装置の他の特徴とするところは、上記変態状態演算手段は更に、上記鋼板の冷却により発生する変態発熱量分布の時間変化を、上記変態状態演算手段により演算された上記変態率分布の時間変化を用いて、変態発熱モデルに基づいて演算し、上記伝熱状態演算手段は、上記変態状態演算手段により演算された上記変態発熱量分布の時間変化を更に用いて、上記鋼板の冷却開始後の温度分布の時間変化を演算する点にある。
本発明の鋼板形状判定方法は、鋼板を熱間圧延処理した後に冷却してコイル状鋼板を製造するホットストリップミルに用いられる鋼板形状判定方法であって、板幅方向の温度分布及び応力分布と、鋼板の冷却条件と、鋼板に作用する張力と、鋼板条件とを入力する入力手順と、上記鋼板の冷却開始後の変態率分布の時間変化を、上記熱間圧延処理を受けた鋼板の冷却開始前の温度分布と、上記鋼板条件とを用いて、変態進行モデルに基づいて演算する変態状態演算手順と、上記鋼板の冷却開始後の該鋼板の厚み・幅方向の断面における温度分布の時間変化を、上記冷却条件と、上記熱間圧延処理を受けた鋼板の上記冷却開始前の温度分布並びに上記変態状態演算手順で演算された上記変態率分布の時間変化とを用いて、伝熱モデルに基づいて演算する伝熱状態演算手順と、上記変態状態演算手順で演算された上記鋼板の変態率分布の時間変化と、上記伝熱状態演算手順で演算された上記鋼板の温度分布の時間変化と、上記鋼板に作用する上記張力と、上記熱間圧延処理を受けた鋼板の冷却開始前の応力分布とを用いて、応力・歪みモデルに基づいて、上記鋼板の冷却開始後の応力分布の時間変化を演算する応力・歪み状態演算手順と、上記応力・歪み状態演算手順で演算された上記鋼板の応力分布の時間変化を用いて上記鋼板の形状を判定する鋼板形状判定手順、からなる点に特徴を有する。
本発明のコンピュータ読み取り可能な記憶媒体は、上記本発明の鋼板形状判定装置の各手段としてコンピュータを機能させるプログラムを格納した点に特徴を有する。
本発明のコンピュータ読み取り可能な記憶媒体は、上記本発明の鋼板形状判定方法の各処理をコンピュータに実行させるプログラムを格納した点に特徴を有する。
【0020】
上記のようにした本発明によれば、冷却開始後の鋼板の応力分布の時間変化を演算により得ることができ、上記鋼板の応力分布の時間変化に基づいて、応力に大きく影響される鋼板の形状を判定することが可能となる。
【0021】
【発明の実施の形態】
以下、図面に基づいて、本発明の鋼板形状判定装置、方法、及びコンピュータ読み取り可能な記憶媒体の実施の形態について説明する。
【0022】
図1には、本実施の形態の鋼板形状判定装置1を設置したホットストリップミルの構成を示す。ホットストリップミルでは、鋼板2が仕上げ圧延機3により所定の厚みまで圧延処理される。そして、仕上げ圧延処理を受けた鋼板2は、冷却設備4により冷却されながら、巻き取り機5でコイル状に巻き取られる。
【0023】
上記仕上げ圧延機3と冷却設備4との間には、鋼板2の表面幅方向の温度分布を測定する温度測定器6と、鋼板2の幅方向の応力分布を出力する応力分布出力部7とが設置されている。温度測定器6としては、鋼板2の表面幅方向の温度分布を測定する放射温度計が用いられる。又、応力分布出力部7としては、鋼板2の形状を実測することにより鋼板2の幅方向の応力分布を得るものが用いられる。
【0024】
本実施の形態の鋼板形状判定装置1では、詳しくは後述するが、上記温度測定器6で測定された鋼板2の幅方向の温度分布(冷却前初期温度分布)、上記応力分布出力部7から出力される鋼板2の幅方向の応力分布(冷却前初期応力分布)を用いて、冷却開始後(冷却設備4での冷却中、冷却後)の鋼板2の厚み・幅方向の断面(以下、C断面と称する)での応力・歪み分布を演算して、鋼板2の形状を予測するようにしている。
【0025】
図2に、鋼板形状判定装置1の構成を示す。図2に示すように、鋼板形状判定装置1には、上記温度測定器6で測定された鋼板2の幅方向の温度分布(冷却前初期温度分布)、上記応力分布出力部7から出力される鋼板2の幅方向の応力分布(冷却前初期応力分布)が入力される。
【0026】
又、図2において、101は伝熱状態演算部であり、後述する伝熱モデルに基づいて、鋼板2の所定位置でのC断面における温度分布の時間変化を演算する。
【0027】
102は変態状態演算部であり、後述する変態進行モデルに基づいて、鋼板2の所定位置でのC断面における変態率分布の時間変化を演算する。又、演算された変態率分布を用い、後述する変態発熱モデルに基づいて、鋼板2の所定位置でのC断面における変態発熱量分布の時間変化を演算する。
【0028】
103は応力・歪み状態演算部であり、上記伝熱状態演算部101で演算された鋼板2の温度分布の時間変化と、上記変態状態演算部102で演算された変態率分布の時間変化とを用いて、後述する応力・歪みモデルに基づいて、鋼板2の所定位置でのC断面における応力・歪み分布の時間変化を演算する。
【0029】
104は鋼板形状判定部であり、上記応力・歪み演算部103で演算された応力分布を用いて、鋼板2の形状を判定する。
【0030】
なお、上述した鋼板2の所定位置とは、演算の対象となる位置をいい、例えば、鋼板2の先端から長手方向に所定間隔ごとに定められた位置をいう。
【0031】
以下、上記伝熱状態演算部101、変態状態演算部102、応力・歪み状態演算部103、及び鋼板形状判定部104の詳細について説明する。
【0032】
伝熱状態演算部101には、通板速度、冷却セグメント長(冷却設備4の水冷域、空冷域)といった冷却条件が入力される。
【0033】
又、伝熱状態演算部101には、詳しくは後述するが、変態状態演算部102で演算される鋼板2の所定位置でのC断面における変態率X、変態発熱量qの分布が入力される。炭素を含有する鋼板では、冷却すると、変態潜熱の発生により発熱することが知られている。この変態による発熱は鋼板2の温度変化において大きな影響があるため、温度分布の時間変化を演算する上で変態率X、変態発熱量qの分布を考慮することにしたものである
【0034】
そして、この伝熱状態演算部101では、鋼板2の所定位置でのC断面における温度Tの分布を演算するのに、下記の数1、数2に示す伝熱モデルを用いている。数2に示すのは境界条件であり、熱伝導率λで与えられる。
【0035】
【数1】

【数2】
なお、冷却設備4内は一般的に水冷域、空冷域といった複数域に分けられているので、この伝熱状態演算部101でも各冷域ごとにモジュールを配列し、各モジュールでそれぞれの条件を用いて演算を行っていけばよい。
【0039】
上記の伝熱モデルは、鋼板2のC断面を考える二次元の非定常モデルであり、比熱c、熱伝導率λの温度依存性、変態率依存性を考慮している。
【0040】
以上のようにした伝熱モデルにより、仕上げ圧延機3の出側以降における鋼板2の所定位置でのC断面における温度分布の時間変化を演算することが可能となる。なお、冷却設備4内にも温度測定手段が既に存在する場合は、その温度測定結果を用いてこの温度分布の時間変化を補正するようにしてもよい。
【0041】
なお、上記伝熱モデルを用いて、冷却設備4での冷却中だけでなく、コイル状に巻き取られ放置された状態にある鋼板2の所定位置でのC断面における温度分布を演算することも可能である。コイル状に巻き取られて放置されている鋼板2は、空冷されている状態にある。
【0042】
図3に示すように、コイル状に巻き取られた鋼板2を同心円状に積層された鋼板として扱い、所定位置でのC断面が、内層のT部、中間層のM部、外層のB部といった3つの層のいずれに属するかを分類する。鋼板2がコイル状に巻き取られると、先端側に位置するC断面は内層に位置し、C断面が先端から離れるにつれて、中間層さらには外層に位置することになる。
【0043】
そして、演算対象となっている各C断面がコイル内のどの位置(層)にあるかに応じて熱伝導率境界条件を設定し、コイルの円周方向については断熱条件を仮定することで、上記伝熱モデルから、鋼板2の所定位置でのC断面における温度分布の時間変化を演算することができる。
【0044】
変態状態演算部102には、上記伝熱状態演算部101で演算された鋼板2の所定位置でのC断面における温度Tの分布が入力される。又、初期γ粒径等の各種の鋼板条件が入力される。
【0045】
そして、この変態状態演算部102では、鋼板2の所定位置でのC断面における変態率Xの分布を演算するのに、下記の数3〜数8に示す変態進行モデルを用いている。数3〜8に示す変態進行モデルでは、フェライト変態、パーライト変態、ベイナイト変態ごとに演算を行って、フェライト変態率XF、パーライト変態率XP、ベイナイト変態率XBを求める。そして、これらフェライト変態率XF、パーライト変態率XP、ベイナイト変態率XBを足し合わせたものを、鋼板2の変態率Xとして扱う。
【0046】
【数3】
【数4】
【数5】
【数6】
【数7】
【数8】
上記数3に示すように、フェライト変態では、核生成・成長機構及びサイト・サチュレーション機構の両方を用いている。核生成・成長機構及びサイト・サチュレーション機構の両方を用いるとは、数3に示す式の和を使用するという意味である。一方、上記数4に示すように、パーライト変態では核生成・成長機構のみを用い、ベイナイト変態ではサイト・サチュレーション機構のみを用いる。
【0055】
上記の変態進行モデルは、Johnson-Mehl型モデルの核生成成長理論に基づくモデルである。この変態進行モデルでは、C、Si、Mnの成分を考慮した計算が可能となり、又、急速冷却条件下(100℃/秒程度)での変態進行計算が可能となる。
【0056】
以上のようにした変態進行モデルにより、仕上げ圧延機3の出側以降における鋼板2の変態率分布の時間変化を計算することが可能となる。
【0057】
又、この変態状態演算部102では、鋼板2の所定位置でのC断面における変態発熱量qの分布を演算するのに、下記の数9に示す変態発熱モデルを用いている。数9に示す変態発熱モデルでは、上記変態進行モデルにより得られた変態率Xを用いて、単位体積・単位時間当たりの変態発熱量qが求められる。
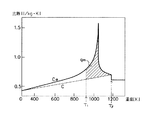
【0058】
【数9】
なお、図4は温度と比熱との関係を示す図であり、斜線部分の左端の温度(横軸座標)はT1(時間tにおける温度)、右端の温度(横軸座標)はT S (変態開始温度)である。
【0060】
以上のようにした変態発熱モデルにより、仕上げ圧延機3の出側以降における鋼板2の変態発熱量分布の時間変化を計算することが可能となる。
【0061】
応力・歪み状態演算部103には、上記伝熱状態演算部101で演算された鋼板2の所定位置でのC断面における温度Tの分布が入力される。又、変態状態演算部102で演算された鋼板2の所定位置でのC断面における変態率Xの分布が入力される。さらに、巻き取り機5での巻き取りにより鋼板2に作用する張力が入力される。
【0062】
そして、この応力・歪み状態演算部103では、鋼板の冷却開始前の応力分布を基に、鋼板2の所定位置でのC断面における応力σ・歪みεの分布を演算するのに、数10〜数12に示す応力・歪みモデルを用いている。
【0063】
【数10】
【数11】
【数12】
上記の応力・歪みモデルは、二次元平面歪みモデルであり、膨張率εT、ヤング率Eの温度依存性、変態率依存性を考慮する。
【0068】
以上のようにした応力・歪みモデルにより、仕上げ圧延機3の出側以降における鋼板2の所定位置でのC断面における応力・歪み分布の時間変化を演算することが可能となる。
【0069】
なお、上記応力・歪みモデルを用いて、冷却設備4での冷却中だけでなく、コイル状に巻き取られ放置された状態にある鋼板2の所定位置でのC断面における応力分布を演算することも可能である。
【0070】
すなわち、上述した伝熱モデルの場合と同様、図3に示すように、鋼板2の所定位置でのC断面が、内層のT部、中間層のM部、外層のB部といった3つの層のいずれに属するかを分類する。
【0071】
そして、z方向に曲率半径ρの曲げによるベンディング効果を考慮して、数13に示すモデルにより、y、z方向応力σy、σzを演算すればよい。
【0072】
【数13】
以上述べたようにして応力・歪み演算部103で応力σの分布が得られたならば、鋼板形状判定部104では、以下に述べるようにして形状指標Λ1〜Λ4を求め、鋼板2の形状を判定する。
【0074】
まず、板幅方向要素分割に従って、板幅方向座標yi(−1≦yi≦1、幅センタyi=0)を計算し、数14に示す行列A-1を作成する。この計算は事前に1回だけ行って、作成された行列A-1を保管しておけばよい。なお、nsは要素分割数である。
【0075】
【数14】
以下の計算は、各時間での鋼板2の所定位置でのC断面における応力が演算された後に行われる。
【0077】
まず、数15に示すように、各要素とセンタとの歪み差Δεiを長手方向応力の板厚平均値より計算する。
【0078】
【数15】
次に、数16に示すように、各要素とセンタとの歪み差の幅方向パターンを最小2乗法により4次関数で近似する。
【0080】
【数16】
そして、数17に示すように、λ1〜λ4を線形変形して、形状指標Λ1〜Λ4を求める。
【0082】
【数17】
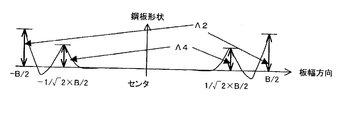
以上述べたようにして求められた形状指標Λ1〜Λ4のうち、形状指標Λ1、Λ3は板幅方向の非対称な成分を表し、形状指標Λ2、Λ4は板幅方向の対称な成分を表す。ここで、形状指標Λ2、Λ4の意味について説明すれば、鋼板2のC断面形状を4次関数近似した際の板幅方向に対称な成分に関して、板幅をBとすると、Λ2は板センタと両エッジとの歪み差を示し、Λ4は板センタとセンタから1/√2×1/2×Bの位置との歪み差を示す。図5には、これら形状指標Λ2、Λ4の関係を示す。
【0084】
上記形状指標Λ1〜Λ4のうちの形状指標Λ2と、実測した急峻度α(高さ/ピッチ×100)とを比較してみると、図6に示すような結果が得られた。なお、この実測結果と解析結果は、1本のコイルを長さ方向に複数の断面に関して測定、解析されたものである。図6に示すように、実測した急峻度αと形状指標Λ2との間には、αと(Λ2)2との相関関係があることが確認された。したがって、形状指標Λ2が得られれば、急峻度で表される鋼板2の形状を判定することが可能となる。
【0085】
次に、図7のフローチャートに従って、鋼板形状判定装置1が行う処理について説明する。なお、このフローチャートでは、伝熱状態演算手段101、変態状態演算手段102、応力・歪み状態演算手段103における処理を示し、鋼板形状判定手段104における処理については省略する。
【0086】
初期化された状態から、ある時間tにおける熱伝導率λ、比熱c、ヤング率E等といった温度、変態率依存性の物性値を計算する(ステップS10)。例えば、冷却開始時点、すなわち、t=0のときは、温度測定器6から入力される冷却前初期温度分布に基づいて上記物性値が計算される。
【0087】
次に、数3〜数8に示した変態進行モデルに基づいて、変態率Xの分布を計算する(ステップS11)。
【0088】
続いて、上記ステップS11で得られた変態率Xの分布に従い、数9に示した変態発熱モデルに基づいて、変態発熱量qを計算する(ステップS12)。
【0089】
そして、上記ステップS10で得られた熱伝導率λ、比熱cといった物性値、上記ステップS11で得られた変態率Xの分布、上記ステップS12で得られた変態発熱量qに従い、数1、2に示した伝熱モデルに基づいて、温度Tの分布を計算する(ステップS13)。
【0090】
次に、応力計算タイミングかどうかを判断し(ステップS14)、応力計算タイミングであれば、上記ステップS10で得られたヤング率Eといった物性値、上記ステップS11で得られた変態率Xの分布、上記ステップS13で得られた温度Tの分布に従い、応力分布出力部7から出力された応力分布を基に、数10〜数12に示した応力・歪みモデルに基づいて、応力σ・歪みεの分布を計算する(ステップS15)。なお、ステップS14において、応力計算タイミングでなければ、t=t+Δtとして(ステップS16)、上記ステップS10に戻る。
【0091】
ステップS15で応力σ・歪みεの分布が得られた後、計算を終了するか否かを確認し(ステップS17)、計算を続けるのであれば、t=t+Δtとして(ステップS16)、上記ステップS10に戻る。
【0092】
なお、ステップS16でt=t+Δtとされると、ステップS10では、前回の一連の処理で得られた変態率Xの分布、温度Tの分布に従い、熱伝導率λ、比熱c、ヤング率E等といった物性値を計算して、ステップS11〜17を繰り返す。
【0093】
以上述べた実施の形態の鋼板形状判定装置によれば、温度を測定した時点以降、すなわち、仕上げ圧延機3の出側(冷却設備4の入側)以降の鋼板2の所定位置でのC断面における応力分布の時間変化を演算することにより、任意の時間での鋼板2の形状を判定することが可能となる。特に、鋼板2のC断面に関して各演算を行うことにより、演算量を抑え、演算スピードを高速化させることができる。そして、このように演算によって鋼板2の形状を判定できれば、鋼板2の形状を実測する必要がなくなり、鋼板形状の管理を容易化することが可能となる。例えば、上述したようにコイル状に巻き取られた鋼板2の形状を判定できれば、この鋼板2をいちいち巻き戻して形状を判定するような必要がなくなる。
【0094】
又、これまでも必要とされていた冷却設備4の入側の温度測定器6をそのまま利用することができるので、本実施の形態の鋼板形状判定装置を実現するのに際してコストアップするのを避けることができる。
【0095】
さらに、冷却設備4での水冷前の鋼板2の温度を測定するので、温度測定器6として放射温度計を使用する場合でも、水の影響を受けずに検出精度を維持することができ、正確な形状判定を得ることが可能となる。
【0096】
なお、上記実施の形態の機能を実現するためのソフトウェアのプログラムコードをコンピュータに供給するための手段、例えばかかるプログラムコードを格納した記憶媒体は本発明の範疇に含まれる。
【0097】
【発明の効果】
以上説明したように、本発明によれば、冷却開始後の鋼板の応力分布の時間変化を演算することにより、任意の時間での鋼板の形状を判定することができる。このように、演算によって鋼板の形状を判定できるので、鋼板の形状を実測する手間を不要にでき、鋼板形状の管理を容易化することができる。
【0098】
又、冷却開始前に鋼板の温度分布を測定することは従来からなされていたことであり、新たに温度測定手段を設けるような必要はないので、本発明を実行する際にコストアップするのを避けることができる。
【0099】
さらに、冷却設備での水冷前の鋼板の温度を測定するので、放射温度計を使用するような場合であっても、水の影響を受けずに検出精度を維持することができ、形状判定の精度を大幅に向上させることができる。
【図面の簡単な説明】
【図1】ホットストリップミルの構成を示す図である。
【図2】鋼板形状判定装置1の構成を示す図である。
【図3】コイル状に巻き取られた鋼板2を説明するための図である。
【図4】温度と比熱との関係を示す図である。
【図5】形状指標Λ2、Λ4の関係を示す模式図である。
【図6】形状指標Λ2と実測した急峻度αとの関係を示す図である。
【図7】鋼板形状判定装置1が行う処理を説明するためのフローチャートである。
【符号の説明】
1 鋼板形状判定装置
2 鋼板
3 仕上げ圧延機
4 冷却設備
5 巻き取り機
6 温度測定器
7 応力分布出力部
101 伝熱状態演算部
102 変態状態演算部
103 応力・歪み状態演算部
104 鋼板形状判定部
Claims (5)
- 鋼板を熱間圧延処理した後に冷却してコイル状鋼板を製造するホットストリップミルに用いられる鋼板形状判定装置であって、
板幅方向の温度分布及び応力分布と、鋼板の冷却条件と、鋼板に作用する張力と、鋼板条件とを入力する入力手段と、
上記鋼板の冷却開始後の変態率分布の時間変化を、上記熱間圧延処理を受けた鋼板の冷却開始前の温度分布と、上記鋼板条件とを用いて、変態進行モデルに基づいて演算する変態状態演算手段と、
上記鋼板の冷却開始後の該鋼板の厚み・幅方向の断面における温度分布の時間変化を、上記冷却条件と、上記熱間圧延処理を受けた鋼板の上記冷却開始前の温度分布並びに上記変態状態演算手段により演算された上記変態率分布の時間変化とを用いて、伝熱モデルに基づいて演算する伝熱状態演算手段と、
上記変態状態演算手段で演算された上記鋼板の変態率分布の時間変化と、上記伝熱状態演算手段で演算された上記鋼板の温度分布の時間変化と、上記鋼板に作用する上記張力と、上記熱間圧延処理を受けた鋼板の冷却開始前の応力分布とを用いて、応力・歪みモデルに基づいて、上記鋼板の冷却開始後の応力分布の時間変化を演算する応力・歪み状態演算手段と、
上記応力・歪み状態演算手段で演算された上記鋼板の応力分布の時間変化を用いて上記鋼板の形状を判定する鋼板形状判定手段とを備えたことを特徴とする鋼板形状判定装置。 - 上記変態状態演算手段は更に、上記鋼板の冷却により発生する変態発熱量分布の時間変化を、上記変態状態演算手段により演算された上記変態率分布の時間変化を用いて、変態発熱モデルに基づいて演算し、
上記伝熱状態演算手段は、上記変態状態演算手段により演算された上記変態発熱量分布の時間変化を更に用いて、上記鋼板の冷却開始後の温度分布の時間変化を演算することを特徴とする請求項1に記載の鋼板形状判定装置。 - 鋼板を熱間圧延処理した後に冷却してコイル状鋼板を製造するホットストリップミルに用いられる鋼板形状判定方法であって、
板幅方向の温度分布及び応力分布と、鋼板の冷却条件と、鋼板に作用する張力と、鋼板条件とを入力する入力手順と、
上記鋼板の冷却開始後の変態率分布の時間変化を、上記熱間圧延処理を受けた鋼板の冷却開始前の温度分布と、上記鋼板条件とを用いて、変態進行モデルに基づいて演算する変態状態演算手順と、
上記鋼板の冷却開始後の該鋼板の厚み・幅方向の断面における温度分布の時間変化を、上記冷却条件と、上記熱間圧延処理を受けた鋼板の上記冷却開始前の温度分布並びに上記変態状態演算手順で演算された上記変態率分布の時間変化とを用いて、伝熱モデルに基づいて演算する伝熱状態演算手順と、
上記変態状態演算手順で演算された上記鋼板の変態率分布の時間変化と、上記伝熱状態演算手順で演算された上記鋼板の温度分布の時間変化と、上記鋼板に作用する上記張力と、上記熱間圧延処理を受けた鋼板の冷却開始前の応力分布とを用いて、応力・歪みモデルに基づいて、上記鋼板の冷却開始後の応力分布の時間変化を演算する応力・歪み状態演算手順と、
上記応力・歪み状態演算手順で演算された上記鋼板の応力分布の時間変化を用いて上記鋼板の形状を判定する鋼板形状判定手順、からなることを特徴とする鋼板形状判定方法。 - 請求項1又は2に記載の鋼板形状判定装置の各手段としてコンピュータを機能させるプログラムを格納したことを特徴とするコンピュータ読み取り可能な記憶媒体。
- 請求項3に記載の鋼板形状判定方法の各処理をコンピュータに実行させるプログラムを格納したことを特徴とするコンピュータ読み取り可能な記憶媒体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000067055A JP4256558B2 (ja) | 2000-03-10 | 2000-03-10 | 鋼板形状判定装置、方法、及びコンピュータ読み取り可能な記憶媒体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000067055A JP4256558B2 (ja) | 2000-03-10 | 2000-03-10 | 鋼板形状判定装置、方法、及びコンピュータ読み取り可能な記憶媒体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001252710A JP2001252710A (ja) | 2001-09-18 |
| JP4256558B2 true JP4256558B2 (ja) | 2009-04-22 |
Family
ID=18586313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000067055A Expired - Fee Related JP4256558B2 (ja) | 2000-03-10 | 2000-03-10 | 鋼板形状判定装置、方法、及びコンピュータ読み取り可能な記憶媒体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4256558B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4701742B2 (ja) * | 2005-02-21 | 2011-06-15 | Jfeスチール株式会社 | 金属帯の形状予測方法ならびに予測形状に基づく形状判定方法および形状矯正方法 |
| JP2007216246A (ja) * | 2006-02-15 | 2007-08-30 | Jfe Steel Kk | 熱間圧延における金属帯の形状制御方法 |
| CN102901475A (zh) * | 2011-07-25 | 2013-01-30 | 栾清杨 | 板材厚度检测方法及设备 |
| WO2014054140A1 (ja) * | 2012-10-03 | 2014-04-10 | 新日鐵住金株式会社 | 歪み演算方法及び圧延システム |
| CN118681934B (zh) * | 2024-03-30 | 2025-10-31 | 唐山钢铁集团有限责任公司 | 一种用于热轧带钢卷取温度在线质量判定的方法 |
-
2000
- 2000-03-10 JP JP2000067055A patent/JP4256558B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001252710A (ja) | 2001-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114888094B (zh) | 基于冷却过程残余应力预测的轧制板形补偿方法 | |
| RU2404000C2 (ru) | Способ управления охлаждением, устройство управления охлаждением и устройство расчета количества охлаждающей воды | |
| CN102365536B (zh) | 温度测定系统以及温度测定方法 | |
| JP4997263B2 (ja) | 熱間圧延シミュレーション装置および圧延履歴シミュレーション方法 | |
| CN102215992B (zh) | 对热轧装置进行控制的控制装置 | |
| CN103761370B (zh) | 一种板带热轧过程表面换热系数的预测方法 | |
| CN103920717B (zh) | 设定值计算装置及设定值计算方法 | |
| JP4256558B2 (ja) | 鋼板形状判定装置、方法、及びコンピュータ読み取り可能な記憶媒体 | |
| CN117715709A (zh) | 用于借助于混合模型对轧件的机械性能进行确定的方法 | |
| JP4402502B2 (ja) | 巻取温度制御装置 | |
| JP4408221B2 (ja) | 鋼板の水冷プロセスにおける熱伝達係数推定方法および冷却制御方法 | |
| JP5493993B2 (ja) | 厚鋼板の冷却制御装置、冷却制御方法、及び、製造方法 | |
| JPH09267113A (ja) | 熱延鋼板の冷却制御方法 | |
| JPH08193887A (ja) | 熱間圧延ラインにおける材料の温度測定方法 | |
| JP4349177B2 (ja) | 連続式加熱炉の鋼材抽出温度予測方法 | |
| EP0453566B1 (en) | Steel material cooling control method | |
| JPH08252622A (ja) | 熱間圧延機出側の材料温度計算の補正学習方法 | |
| JP7647638B2 (ja) | 鋼板のフェライト変態温度の算出方法、冷却制御方法、及び製造方法 | |
| JP2554414B2 (ja) | 熱間圧延における鋼板の圧延温度予測方法 | |
| JP2023030272A (ja) | 鋼材の温度予測装置、冷却制御装置、方法及びプログラム | |
| KR100851868B1 (ko) | 열연강판의 냉각해석방법 및 이를 이용한 재질예측방법 | |
| JPH0550143A (ja) | 熱間圧延における鋼板の圧延温度予測方法 | |
| JP7199201B2 (ja) | 圧延材の冷却制御方法および冷却制御装置 | |
| JPH0688060B2 (ja) | 熱延鋼材の温度制御方法 | |
| KR20040059129A (ko) | 상변태량과 에지 크랙 방지를 고려한 고탄소 열연강판의냉각제어방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060907 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080618 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080701 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080901 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081007 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081128 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090106 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090130 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120206 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4256558 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120206 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120206 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130206 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130206 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130206 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130206 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130206 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140206 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |