JP4297367B2 - 二次電池及びその製造方法 - Google Patents
二次電池及びその製造方法 Download PDFInfo
- Publication number
- JP4297367B2 JP4297367B2 JP2005139630A JP2005139630A JP4297367B2 JP 4297367 B2 JP4297367 B2 JP 4297367B2 JP 2005139630 A JP2005139630 A JP 2005139630A JP 2005139630 A JP2005139630 A JP 2005139630A JP 4297367 B2 JP4297367 B2 JP 4297367B2
- Authority
- JP
- Japan
- Prior art keywords
- secondary battery
- center pin
- case
- negative electrode
- electrode assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0422—Cells or battery with cylindrical casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/107—Primary casings; Jackets or wrappings characterised by their shape or physical structure having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/117—Inorganic material
- H01M50/119—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/14—Primary casings; Jackets or wrappings for protecting against damage caused by external factors
- H01M50/145—Primary casings; Jackets or wrappings for protecting against damage caused by external factors for protecting against corrosion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/538—Connection of several leads or tabs of wound or folded electrode stacks
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
- Y10T29/4911—Electric battery cell making including sealing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
- Y10T29/49114—Electric battery cell making including adhesively bonding
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Secondary Cells (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Description
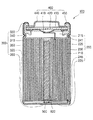
200 電極組立体
210 正極電極板(陽極電極板)
215 正極タブ(陽極タップ)
220 負極電極板(陰極電極板)
225 負極タブ(陰極タップ)
230 セパレータ
241,245 絶縁プレート
300 円筒型ケース
310 側面
320 底面(下面)
330 屈曲部(クリッピング部)
340 支持部(ビーディング部)
350 第1腐食防止層
360 第2腐食電池防止層
400 キャップ組立体
410 安全弁膜(導電性安全ベント)
420 印刷回路基板
430 正温度特性素子(陽性温度素子)
440 正極キャップ(導電性陽極キャップ)
450 絶縁ガスケット
500 電解液
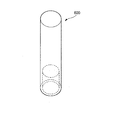
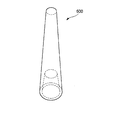
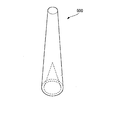
600 センターピン
610 プッシャー(pusher)
Claims (14)
- 正極電極板または負極電極板の少なくともいずれかに集電タブの一端が接続され,前記正極電極板と前記負極電極板との間にセパレータが介在し,中央部に所定の空間が形成された電極組立体と,
一端に密閉された底面を有し他端に開口された開口部を有して,前記電極組立体を収容可能なケースと,
前記ケースの開口部に結合されるキャップ組立体と,
前記電極組立体の中央部の空間に挿入されるセンターピンと,を含み,
前記集電タブの他端は,前記センターピンにより前記ケース底面に押圧された状態でレーザ溶接により前記ケース底面の内側面の中央部に接合固定されたこと,
を特徴とする二次電池。 - 前記センターピンは,前記ケース底面の内側面と対向する一端部の底面において,その外周部のみを介して前記集電タブと接触することを特徴とする請求項1に記載の二次電池。
- 前記センターピンは,回転体の形状であることを特徴とする請求項2に記載の二次電池。
- 前記センターピン底面の中央部は中空であることを特徴とする請求項2又は3のいずれか1項に記載の二次電池。
- 前記センターピン底面の中空部の形状は,回転体であることを特徴とする請求項4に記載の二次電池。
- 前記センターピンは,その回転体形状の軸方向に貫通されていることを特徴とする請求項3〜5のいずれか1項に記載の二次電池。
- 前記ケースの外側面には,第1腐食防止層が更に形成されることを特徴とする請求項1〜6のいずれか1項に記載の二次電池。
- 前記第1腐食防止層は,ニッケルからなることを特徴とする請求項7に記載の二次電池。
- 前記ケース底面の外側面の中央部には,第2腐食防止層が更に形成されることを特徴とする請求項7又は8のいずれか1項に記載の二次電池。
- 前記第2腐食防止層は,防錆剤からなることを特徴とする請求項9に記載の二次電池。
- 正極電極板または負極電極板の少なくともいずれかに集電タブの一端が接続され,前記正極電極板と前記負極電極板との間にセパレータが介在し,中央部に所定の空間が形成された電極組立体を形成する電極組立体形成段階と,
前記電極組立体を収容可能なケースに前記電極組立体を収容する電極組立体収容段階と,
前記電極組立体の中心部の空間にセンターピンを挿入するセンターピン挿入段階と,
前記センターピンを前記ケース底面方向に押圧して前記集電タブに圧力を加えながら,レーザ溶接により前記集電タブを前記ケース底面の内側面に接合固定するレーザ溶接段階と,
を含むことを特徴とする二次電池の製造方法。 - 前記センターピン挿入段階は,
前記集電タブの他端に前記センターピンの一端部を接触及び押圧させて,前記集電タブの他端を前記ケース底面の内側面に接触させる段階を更に含むことを特徴とする請求項11に記載の二次電池の製造方法。 - 前記センターピンは,前記センターピンの一端部の外周部のみを介して前記集電タブと接触することを特徴とする請求項12に記載の二次電池の製造方法。
- 前記ケース底面の外側面の中央部に第2腐食防止層を形成する段階を更に含むことを特徴とする請求項11〜13のいずれか1項に記載の二次電池の製造方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020040048304A KR100614372B1 (ko) | 2004-06-25 | 2004-06-25 | 원통형 리튬 이차 전지 및 그의 제조 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006012787A JP2006012787A (ja) | 2006-01-12 |
| JP4297367B2 true JP4297367B2 (ja) | 2009-07-15 |
Family
ID=36080804
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005139630A Expired - Fee Related JP4297367B2 (ja) | 2004-06-25 | 2005-05-12 | 二次電池及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20060024571A1 (ja) |
| JP (1) | JP4297367B2 (ja) |
| KR (1) | KR100614372B1 (ja) |
| CN (1) | CN100440602C (ja) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101256062B1 (ko) * | 2006-11-17 | 2013-04-18 | 삼성에스디아이 주식회사 | 이차 전지 |
| KR100889529B1 (ko) * | 2007-04-20 | 2009-03-19 | 삼성에스디아이 주식회사 | 이차 전지 |
| KR100965683B1 (ko) | 2008-03-31 | 2010-06-24 | 삼성에스디아이 주식회사 | 배터리 팩 |
| KR101352691B1 (ko) | 2008-04-03 | 2014-01-16 | 주식회사 엘지화학 | 센터핀과 이를 이용한 이차전지 |
| KR100971342B1 (ko) | 2008-06-03 | 2010-07-20 | 삼성에스디아이 주식회사 | 리튬 폴리머 전지 |
| US8703327B2 (en) | 2008-06-20 | 2014-04-22 | Samsung Sdi Co., Ltd. | Rechargeable battery and manufacturing method thereof |
| KR101737644B1 (ko) * | 2008-11-25 | 2017-05-18 | 에이일이삼 시스템즈, 엘엘씨 | 고출력 전기 화학 전지 내의 내부 부품들의 외부에서 인가된 레이저 용접을 위한 방법 및 디자인 |
| CN101882690B (zh) * | 2009-05-08 | 2014-02-19 | 深圳市比克电池有限公司 | 一种圆柱形电池制造方法 |
| KR101075333B1 (ko) * | 2009-08-25 | 2011-10-19 | 삼성에스디아이 주식회사 | 이차전지 |
| KR101097246B1 (ko) | 2009-10-01 | 2011-12-21 | 삼성에스디아이 주식회사 | 센터핀의 구조가 개선된 원통형 이차전지 |
| US8574749B2 (en) * | 2009-10-14 | 2013-11-05 | Samsung Sdi Co., Ltd. | Lithium secondary battery |
| KR20110048774A (ko) * | 2009-11-03 | 2011-05-12 | 삼성에스디아이 주식회사 | 캡 조립체 및 이를 구비하는 이차 전지 |
| CN101944633B (zh) * | 2010-09-29 | 2012-11-07 | 广东正飞移动照明有限公司 | 一种锂离子电池及应用该锂离子电池的充电器 |
| US9627710B2 (en) | 2011-03-25 | 2017-04-18 | Gs Yuasa International Ltd. | Battery |
| WO2014194466A1 (en) * | 2013-06-04 | 2014-12-11 | GM Global Technology Operations LLC | Plasma coating for corrosion protection of light-metal components in battery fabrication |
| US11139519B2 (en) | 2017-08-30 | 2021-10-05 | Sanyo Electric Co., Ltd. | Sealed cell and method for manufacturing same |
| US20190067648A1 (en) * | 2017-08-31 | 2019-02-28 | Nio Usa, Inc. | Battery cell with aluminium case |
| KR102355109B1 (ko) | 2017-12-21 | 2022-01-25 | 주식회사 엘지에너지솔루션 | 용접용 기둥을 포함하는 원통형 이차전지 |
| KR102442034B1 (ko) * | 2018-01-19 | 2022-09-07 | 주식회사 엘지에너지솔루션 | 원통형 이차전지 |
| WO2019163180A1 (ja) * | 2018-02-20 | 2019-08-29 | パナソニックIpマネジメント株式会社 | 円筒形電池 |
| US12199312B2 (en) | 2019-03-28 | 2025-01-14 | Panasonic Intellectual Property Management Co., Ltd. | Battery and manufacturing method for battery |
| KR102471745B1 (ko) * | 2020-02-03 | 2022-11-25 | 삼성에스디아이 주식회사 | 이차 전지 |
| CN212303778U (zh) * | 2020-05-06 | 2021-01-05 | 广东微电新能源有限公司 | 纽扣电池或柱状电池 |
| KR102931483B1 (ko) * | 2020-10-27 | 2026-02-25 | 주식회사 엘지에너지솔루션 | 부식방지층이 전지케이스의 내면에 형성되어 있는 이차전지 |
| CN113067061B (zh) * | 2021-03-11 | 2023-06-30 | 惠州亿纬锂能股份有限公司 | 一种锂离子电池及其制备方法 |
| SE2250079A1 (en) * | 2022-01-28 | 2023-07-29 | Northvolt Ab | Structure for a cylindrical secondary cell |
| CN118140346A (zh) * | 2022-04-01 | 2024-06-04 | 株式会社Lg新能源 | 电池电芯及包括该电池电芯的电池模块 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2937456B2 (ja) * | 1990-10-25 | 1999-08-23 | 東芝電池株式会社 | 円筒形電池の製造方法 |
| WO1992020112A1 (fr) * | 1991-04-26 | 1992-11-12 | Sony Corporation | Batterie secondaire a electrolyte non aqueux |
| JPH08293299A (ja) * | 1995-04-24 | 1996-11-05 | Matsushita Electric Ind Co Ltd | 電池の製造法 |
| JPH09219212A (ja) * | 1996-02-09 | 1997-08-19 | Fuji Elelctrochem Co Ltd | 筒形電池及びその組立方法 |
| JP3426859B2 (ja) * | 1996-06-27 | 2003-07-14 | 三洋電機株式会社 | 二次電池 |
| JP3876934B2 (ja) * | 1996-09-17 | 2007-02-07 | 株式会社ジーエス・ユアサコーポレーション | 非水電解質二次電池 |
| JPH11307076A (ja) * | 1998-04-24 | 1999-11-05 | Sony Corp | 二次電池 |
| JP3738136B2 (ja) * | 1998-08-31 | 2006-01-25 | 三洋電機株式会社 | 電池 |
| JP2002270148A (ja) * | 2001-03-13 | 2002-09-20 | Shin Kobe Electric Mach Co Ltd | 円筒密閉型リチウム二次電池の製造方法及びリチウム二次電池 |
| JP4159301B2 (ja) * | 2001-11-28 | 2008-10-01 | 三洋電機株式会社 | 密閉電池 |
| US20030215700A1 (en) * | 2002-04-04 | 2003-11-20 | Kenichiro Hosoda | Nonaqueous electrolyte secondary battery |
| JP4207451B2 (ja) * | 2002-04-19 | 2009-01-14 | パナソニック株式会社 | 円筒型リチウムイオン二次電池およびその製造方法 |
| JP2004134201A (ja) * | 2002-10-10 | 2004-04-30 | Shin Kobe Electric Mach Co Ltd | 非水電解液二次電池 |
-
2004
- 2004-06-25 KR KR1020040048304A patent/KR100614372B1/ko not_active Expired - Fee Related
-
2005
- 2005-05-12 JP JP2005139630A patent/JP4297367B2/ja not_active Expired - Fee Related
- 2005-06-24 US US11/165,321 patent/US20060024571A1/en not_active Abandoned
- 2005-06-27 CN CNB2005100799674A patent/CN100440602C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| KR100614372B1 (ko) | 2006-08-21 |
| US20060024571A1 (en) | 2006-02-02 |
| KR20050122682A (ko) | 2005-12-29 |
| CN1738093A (zh) | 2006-02-22 |
| CN100440602C (zh) | 2008-12-03 |
| JP2006012787A (ja) | 2006-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4297367B2 (ja) | 二次電池及びその製造方法 | |
| CN101609903B (zh) | 可充电电池及其制造方法 | |
| JP5149924B2 (ja) | 円筒形二次電池及びその製造方法 | |
| JP4263989B2 (ja) | 二次電池 | |
| JP4701071B2 (ja) | リチウム二次電池 | |
| JP4974734B2 (ja) | 二次電池及び二次電池モジュール | |
| US12573727B2 (en) | Secondary battery | |
| KR100599793B1 (ko) | 이차 전지와 이에 사용되는 전극 조립체 | |
| KR20140106327A (ko) | 이차 전지 및 그 제조 방법 | |
| KR20110099110A (ko) | 고출력 전기 화학 전지 내의 내부 부품들의 외부에서 인가된 레이저 용접을 위한 방법 및 디자인 | |
| WO2010080588A1 (en) | Modular cid assembly for a lithium ion battery | |
| JP4515405B2 (ja) | 円筒状のリチウム二次電池及びその製造方法 | |
| EP2384519A1 (en) | Modular cid assembly for a lithium ion battery | |
| KR20250029252A (ko) | 에너지 저장 전지와 그 제조 방법 | |
| JP2002270148A (ja) | 円筒密閉型リチウム二次電池の製造方法及びリチウム二次電池 | |
| KR20240144310A (ko) | 에너지 저장용 배터리의 제조방법 | |
| JP2018056091A (ja) | 円筒形二次電池 | |
| JP4428965B2 (ja) | 電池ユニット | |
| KR101453782B1 (ko) | 이차 전지 및 이를 제조하는 방법 | |
| KR20080016047A (ko) | 이차 전지 | |
| JP2001126695A (ja) | 密閉型電池 | |
| KR100490547B1 (ko) | 보호 수단을 가지는 리튬 이차 전지 | |
| KR20120052035A (ko) | 이차 전지용 캡 조립체와 이를 이용하는 이차 전지, 및 이러한 이차 전지를 제조하는 방법 | |
| KR20060022128A (ko) | 원통형 리튬 이온 이차 전지 및 이에 사용되는 권취형전극 조립체 | |
| JP4429253B2 (ja) | 円筒形リチウム二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090331 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090409 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120424 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130424 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140424 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |