JP4301818B2 - ガラス成形システム - Google Patents
ガラス成形システム Download PDFInfo
- Publication number
- JP4301818B2 JP4301818B2 JP2003004384A JP2003004384A JP4301818B2 JP 4301818 B2 JP4301818 B2 JP 4301818B2 JP 2003004384 A JP2003004384 A JP 2003004384A JP 2003004384 A JP2003004384 A JP 2003004384A JP 4301818 B2 JP4301818 B2 JP 4301818B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- control
- molding
- molded product
- glass material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000007496 glass forming Methods 0.000 title claims description 32
- 239000011521 glass Substances 0.000 claims description 123
- 239000000463 material Substances 0.000 claims description 88
- 238000000465 moulding Methods 0.000 claims description 77
- 238000004891 communication Methods 0.000 claims description 12
- 230000032258 transport Effects 0.000 description 23
- 230000007246 mechanism Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 5
- 230000006870 function Effects 0.000 description 4
- 239000000470 constituent Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 239000012636 effector Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- PCTMTFRHKVHKIS-BMFZQQSSSA-N (1s,3r,4e,6e,8e,10e,12e,14e,16e,18s,19r,20r,21s,25r,27r,30r,31r,33s,35r,37s,38r)-3-[(2r,3s,4s,5s,6r)-4-amino-3,5-dihydroxy-6-methyloxan-2-yl]oxy-19,25,27,30,31,33,35,37-octahydroxy-18,20,21-trimethyl-23-oxo-22,39-dioxabicyclo[33.3.1]nonatriaconta-4,6,8,10 Chemical compound C1C=C2C[C@@H](OS(O)(=O)=O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H]([C@H](C)CCCC(C)C)[C@@]1(C)CC2.O[C@H]1[C@@H](N)[C@H](O)[C@@H](C)O[C@H]1O[C@H]1/C=C/C=C/C=C/C=C/C=C/C=C/C=C/[C@H](C)[C@@H](O)[C@@H](C)[C@H](C)OC(=O)C[C@H](O)C[C@H](O)CC[C@@H](O)[C@H](O)C[C@H](O)C[C@](O)(C[C@H](O)[C@H]2C(O)=O)O[C@H]2C1 PCTMTFRHKVHKIS-BMFZQQSSSA-N 0.000 description 1
- 101000911772 Homo sapiens Hsc70-interacting protein Proteins 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000002301 combined effect Effects 0.000 description 1
- 230000005055 memory storage Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/16—Gearing or controlling mechanisms specially adapted for glass presses
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Description
【発明の属する技術分野】
この発明は、ガラス成形機としての複数の成形室を備えてガラス素材を成形するガラス成形システムに関する。
【0002】
【従来の技術】
出願人は、先に複数の成形室を備えたガラス成形システムを着想し、出願している(例えば、特許文献1参照)。
【0003】
従来のガラス成形システムは、例えば、A室、B室、C室、D室の4つの成形室を備えている。それぞれの成形室には、上下一対の金型がそれぞれ備えられており、素材搬送ロボットによりトレーステーションの素材供給用トレー中に収納されているガラス素材の供給を受ける。
【0004】
それぞれの成形室は、それぞれが備えている素材設定用ロボットを用いて金型にガラス素材を設定する。その後、成形室は、金型を加熱ランプ等の温度制御手段によって所定の温度に加熱し、加熱後、上下一対の金型でガラス素材をプレスしてガラス成形品を完成する。
【0005】
また、従来のガラス成形システムは、ガラス素材の搬送用に工業用ロボットを使用している。この工業用ロボットは、トレーステーションの素材供給用トレーからガラス素材を取り出し、各成形室のガラス素材設置部に供給する。
【0006】
そして、工業用ロボットは、成形室の成形品設定部からガラス成形品を取り出し、トレーステーションの成形品収納用トレーに収納する。
【0007】
このような工業用ロボットは、トレーステーションと成形室(ガラス成形機)との間で、ガラス素材とガラス成形品の搬送制御を行っている。
【0008】
しかしながら、上述した工業用ロボットを用いた搬送制御では、ガラス素材あるいはガラス成形品を1個づつしか搬送できず、ガラス素材の供給とガラス成形品の収納とが複数の成形室間で能率よく行われていなかった。すなわち、成形室の金型冷却や他の成形室のガラス成形品設定及び取り出しの関係等もあり、待ち時間の存在が指摘され、従ってガラス素材の供給及びガラス成形品の取り出しの高能率化が課題となっていた。
【0009】
【特許文献1】
特開2002−293551号公報(第1頁)
【0010】
【発明が解決しようとする課題】
上記したように、成形室の金型冷却や他の成形室のガラス成形品設定及び取り出しの関係等もあり、待ち時間の存在があってガラス素材の供給及びガラス成形品の取り出しの能率が悪いという問題があった。
【0011】
そこで、この発明は、複数の成形室に対するガラス素材の供給及びガラス成形品の取り出しを能率良く行うことのできるガラス成形システムを提供することを目的とする。
【0012】
【課題を解決するための手段】
この発明のガラス成形システムは、金型を用いてガラス素材を成形する成形室を複数有するガラス成形システムにおいて、前記個々の成形室にガラス素材を搬送し、さらに各成形室で成形されたガラス成形品を搬送する搬送手段と、この搬送手段にガラス素材を供給し、さらに前記搬送手段で搬送されるガラス成形品を収納する供給収納手段と、前記個々の成形室に設けられ、前記搬送手段で搬送されるガラス素材を取り出して前記金型に設置し、前記金型で成形されたガラス成形品を取り出して前記搬送手段に載置する取出手段と、前記供給収納手段の動作と前記搬送手段の搬送とを同期して制御する第1の制御手段と、この第1の制御手段の制御と同期して前記取出手段を制御する第2の制御手段とから構成されている。
【0013】
【発明の実施の形態】
以下、この発明の一実施の形態について図面を参照して説明する。
【0014】
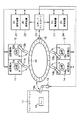
図1は、この発明の第1実施例に係るガラス成形システムの概略構成を示すものである。このガラス成形システムは、成形室2つを組み合わせて1ユニットとしたガラス成形機を用い、このユニットが2つ使用されている。すなわち、本ガラス成形システムは、成形室(A)11、成形室(B)12、成形室(C)13、成形室(D)14の4つの成形室を備えている。
【0015】
成形室11には一対の金型11a、成形室12には一対の金型12a、成形室13には一対の金型13a、成形室14には一対の金型14aが設けられている。
【0016】
また、2つのユニットの成形室11,12,13,14には、ガラス素材の供給及びガラス成形品を取り出すための小形ロボット11b、12b、13b、14bがそれぞれ設けられている。
【0017】
そして、本ガラス成形システムは、小形ロボット11b、12b、13b、14bにガラス素材を供給するとともに、成形室11,12,13,14で成形されたガラス成形品が再び載置される搬送手段としての搬送装置15を備えている。
【0018】
なお、この搬送装置15は、例えば、回転すしでお皿を搬送するような構成の平面移動型平面搬送方式の搬送手段である。また、ベルトコンベア等の搬送手段でも良く、要は、各成形室にガラス素材を搬送でき、各成形室からガラス成形品を搬送できる搬送手段であれば良い。
【0019】
搬送装置15は、絶対値による位置検出を行う図示しない検出器を備えた電気サーボモータによるモータ駆動機構16により駆動される。また、搬送装置15は、ガラス素材及びガラス成形品が置かれる箇所(区切られた載置位置)に固有のアドレスを有している。このアドレスは、ガラス素材を置いたか、そのガラス素材が成形中か、ガラス成形品が置かれたか、新しいガラス素材を置いても良いか等の次動作の判定識別に使用される。このアドレスは、ハードウエアによるデコードタイプとなっている(ソフトウェアによるメモリ記憶型であっても良い)。
【0020】
また、本ガラス成形システムは、ガラス素材を収納する素材トレーと成形後のガラス成形品を収納する製品トレーとを置いておくトレーステーション17が備えられている。本例では、ガラス素材とガラス成形品とは同一のトレー18を使用する。なお、別々のトレーを使用するようにしても良い。
【0021】
トレーステーション17と搬送装置15との間には、各成形室に設けられた小形ロボット11b、12b、13b、14bとは別のロボット19が設けられている。ロボット19は、トレーステーション17に置かれているガラス素材が収納されたトレー18からガラス素材を搬送装置15へ供給し、また、搬送装置15で搬送されるガラス成形品をトレーステーション17に置かれているトレー18に収納する。
【0022】
このロボット19は、R、シータ(Θ)、Zの回転2軸と直線1軸とから成る制御軸3軸を有し、そのエンドエフェクタ部19aをガラス素材の吸着に便利な吸着機構としている。これによりガラス素材および成形されたガラス成形品を保持する。
【0023】
また、成形室11,12を備えたガラス成形機のための制御装置21,22が設けられ、成形室13,14を備えたガラス成形機のための制御装置23,24が設けられている。すなわち、4つの成形室11,12,13,14の制御用に制御装置21,22,23,24がそれぞれ使用される。
【0024】
搬送装置15とロボット19とは、ロボットコントローラ25によって制御される。また、ロボットコントローラ25は、入出力信号、情報の送受信等を制御装置21,22,23,24と同期して動作する。
【0025】
図2は、本ガラス成形システムを制御する各制御装置の構成を示すものである。
【0026】
まず、制御装置21は、上述したように成形室11を制御するもので、全体を制御するCPU30、制御プログラム等を記憶しているROM31、各種データを一時記憶するRAM32、他の機器とデータ通信を行う通信手段33、及び入出力I/O部34とから構成されている。なお、制御装置22,23,24も同様の構成であるので同一符号を付して説明を省略する。
【0027】
ロボット19には、R軸、Θ軸、Z軸を動かすサーボモータMR、MΘ、MZが設けられている。また、搬送装置15を駆動するモータ駆動機構16にサーボモータMTが設けられている。
【0028】
ロボットコントローラ25は、全体を制御するCPU40、制御プログラム等を記憶しているROM41、各種データを一時記憶するRAM42、他の機器とデータ通信を行う通信コントローラ43、エンドエフェクタ部19aにおける吸着機構の空圧を制御するシーケンス制御を行うための入出力I/O部44、表示部としてのモニタディスプレイ45、及びサーボモータMR、MΘ、MZ、MTを制御するモータドライバ46とから構成されている。
【0029】
CPU40は、ROM41に記憶されている制御プログラムにより、一時記憶であるRAM42を使用してシステム全体を制御し、モニタディスプレイ45により状況を表示する。
【0030】
さらに、ロボットコントローラ25は、入出力I/O部44を介して制御装置21,22,23,24の入出力I/O部34に接続されている。
【0031】
また、各CPUは、ROMの制御プログラムにより一時記憶であるRAMを使用して制御を行う一般的な制御装置と同様なものである。
【0032】
次に、このような構成において、ガラス成形システムの動作を図3のフローチャートを参照して説明する。
【0033】
まず、ロボットコントローラ25は、ロボット19を用いてガラス素材を搬送装置15に供給する(ST1)。すなわち、ロボット19は、トレーステーション17上のガラス素材が収納されているトレー18からガラス素材を取り出し、搬送装置15の区切られた載置位置にガラス素材を置く。
【0034】
搬送装置15の区切られた載置位置にガラス素材が満たされた際(ST2)、ロボットコントローラ25は、ガラス素材の識別のための情報を含む成形開始信号を制御装置21〜24に発信する(ST3)。
【0035】
なお、ガラス素材の識別のための情報は次のような情報から構成されている。
【0036】
a.搬送装置のアドレス…連続番号で良い
b.素材の種類…ABCDの各成形室の識別用
c.アドレスの状態…素材なし、素材準備中、素材あり、成形中、成形品取り出し中、製品トレー収納中等
d.追加・予備情報…その他追加および予備的な情報の制御に使用する。
【0037】
続いて、制御装置21〜24は、それぞれの成形室11〜14の識別信号を有するガラス素材要求のためのデータ信号をロボットコントローラ25に出力する。
【0038】
ロボットコントローラ25は、このガラス素材要求信号を受信した際(ST4)、搬送装置15を制御し、要求元の成形室の前にガラス素材を搬送して停止する(ST5)。この際、ロボットコントローラ25は、ガラス素材を供給するため要求元成形室の前に停止した箇所のアドレス(搬送装置15上の区切られた載置位置)を記憶する。なお、ガラス素材の停止位置は、各成形室で固定位置となっている。
【0039】
例えば、成形室11が要求元であったとして、以下、説明する。
【0040】
成形室11の制御装置21は、小形ロボット11bを用いて搬送装置15上の固定位置にあるガラス素材を取り出した際、ガラス素材の取出完了信号をロボットコントローラ25に出力する(ST6)。
【0041】
ロボットコントローラ25は、取出完了信号を受信した際、搬送装置15の停止制御を解除する(ST7)。
【0042】
一方、成形室11では、小形ロボット11bによってガラス素材が金型11aに設置され、この金型11aが温度制御されてガラス素材がプレス成形される。
【0043】
そして、制御装置21は、成形が終わってガラス成形品が取り出し可能となった際、ガラス成形品の排出要求信号をロボットコントローラ25に出力する(ST8)。
【0044】
ロボットコントローラ25は、排出要求信号を受信した際(ST9)、要求元の成形室11の前のアドレス(搬送装置15上の区切られた載置位置)を確認し、記憶している成形室11にガラス素材を供給したときのアドレス(以下、当該アドレスと記載する)ならば搬送装置15を停止制御し、ガラス成形品の取り出し指令を制御装置21に発信する(ST10)。
【0045】
また、成形室11の前のアドレスが当該アドレスでない場合、ロボットコントローラ25は、成形室11の前が当該アドレスとなるよう搬送装置15を制御して停止し、ガラス成形品の取り出し指令を制御装置21に発信する(ST10)。
【0046】
制御装置21は、取り出し指令を受信した際、小形ロボット11bを用いて金型11a上のガラス成形品を搬送装置15の区切られた載置位置(当該アドレス)に置き、載置完了信号をロボットコントローラ25に出力する(ST11)。
【0047】
ロボットコントローラ25は、載置完了信号を受信した際、搬送装置15の停止制御を解除する(ST12)。
【0048】
そして、ロボットコントローラ25は、ロボット19を用いてガラス成形品をトレー18に収納する(ST13)。すなわち、ロボットコントローラ25は、当該アドレスがロボット19の前の所定位置となるよう搬送装置15を搬送して停止する。ロボット19は、搬送装置15の区切られた載置位置(当該アドレス)上のガラス成形品をトレーステーション17上のトレー18に収納する。
【0049】
このように、ロボットコントローラ25は、各成形室からのガラス素材要求信号またはガラス成形品の排出要求信号を受信し、各要求信号に従ってガラス素材の供給、ガラス成形品の収納の動作を繰り返す(ST4〜14)。
【0050】
なお、ロボットコントローラ25は、各成形室(11〜14)を制御する制御装置21〜24と同期を取っているので、ガラス素材の供給、ガラス成形品の収納とを最適化して搬送装置15の搬送制御を行うことができる。
【0051】
例えば、上記実施例では、搬送装置15上にガラス素材を満たしてから成形開始信号を各制御装置に発信したが、搬送装置15をアドレス管理しているので、搬送装置15上にガラス素材を満たさなくても良い。
【0052】
また、ガラス成形品の収納も、搬送装置15上のガラス素材が全てガラス成形品になった際にトレー18に収納するようにしても良い。
【0053】
あるいは、4つある成形室に対して、それぞれ、ガラス素材の供給、ガラス成形品の収納の搬送制御を行うことも可能である。
【0054】
なお、ロボットコントローラ25と制御装置21〜24との間のデータ通信手段としては、RS232Cが構成上簡単であるが、より高度な機能を希望するときはLAN手段等でも良く、あるいはパーソナルコンピュータ(PC)と組み合わせた無線手段などで構成しても良い。
【0055】
あるいは、より簡単にするためデータ信号をシーケンサ機能のオン/オフ信号で構成することも可能である。この場合、デコーダ信号の数デコード回路などのシーケンスプログラムが大容量になる。
【0056】
また、ロボットコントローラ25と制御装置21〜24との間で共通メモリを用い、各成形室の状態情報や制御情報をその中に共有するようにしても良い。この場合、制御回路と制御プログラムが複雑になる。
【0057】
次に、図2に示した制御系の他の構成例について説明する。
【0058】
図4は、このような制御系の他の構成例を示すものである。本制御系は、制御装置21,22,23,24、ロボットコントローラ25、搬送コントローラ26とが、ローカルエリアネットワーク(LAN)を介してパーソナルコンピュータ(PC)60と接続されている。
【0059】
制御装置21,22,23,24は、図2に示した構成と同一であるので同一符号を付して(一部省略)、説明を省略する。
【0060】
ロボットコントローラ25は、CPU40、ROM41、RAM42、通信コントローラ43、及び入出力I/O部44とから構成され、図2に示した構成と同一であるので同一符号を付して説明を省略する。
【0061】
搬送コントローラ26は、全体を制御するCPU50、制御プログラム等を記憶しているROM51、各種データを一時記憶するRAM52、他の機器とデータ通信を行う通信コントローラ53、シーケンス制御を行うための入出力I/O部54、及び搬送装置15のサーボモータMTを制御するモータドライバ55とから構成されている。
【0062】
本例は、通信制御用のパーソナルコンピュータ60により、プロセス管理と通信制御管理機能を持たせたものである。
【0063】
また、搬送装置15に対して専用の搬送コントローラ26を設け、駆動機構、オン/オフの二値信号であるI/O信号のやり取りを可能とし、ハードウェアインターロックを可能にしている。
【0064】
本例において、パーソナルコンピュータ60は、ローカルエリアネットワーク(LAN)のコントロールを行い、インターネットプロトコルTCPIPを使用した通信機能を活用し、成形室の制御装置21〜24、ロボットコントローラ25、及び搬送コントローラ26との間で制御情報の送受信を行う。
【0065】
さらに、パーソナルコンピュータ60は、プロセスの監視も行うことが可能であり、この情報をイントラネットまたはインターネットへ送信することもできる。
【0066】
次に、第2実施例について説明する。
【0067】
図5は、第2実施例に係るガラス成形システムの構成を示すものである。すなわち、第1実施例では搬送手段としての搬送装置を回転すしのテーブルのような構成とし、成形室をこの搬送装置の両側に設けたが、第2実施例では、成形室を搬送装置の片側にのみ設置した構成としている。
【0068】
なお、個々の装置については、第1実施例と同一符号を付して説明を省略する。
【0069】
このような構成により、設置条件等に合わせてガラス成形システムの配置を変更することができる。
【0070】
次に、第3実施例について説明する。
【0071】
図6は、第3実施例に係るガラス成形システムの構成を示すものである。すなわち、第1実施例ではトレーステーションを同一場所としたが、第3実施例では、トレーステーションを素材供給ステーション61と成形品収納ステーション62とに、別々にしたものである。また、この場合、素材供給ステーション61には素材設定用ロボット63が用いられ、成形品収納ステーション62には成形品収納用ロボット64が用いられる。
【0072】
なお、素材供給ステーション61に素材設定用ロボット63を設け、成形品収納ステーション62に成形品収納用ロボット64を設けるようにしても良い。
【0073】
このような構成により、ガラス素材とガラス成形品とをそれぞれ効率良く供給、収納することができる。
【0074】
なお、第1実施例と同一箇所には同一符号を付して説明を省略する。
【0075】
図7は、第3施例に係るガラス成形システムにおけるトレーステーションの他の例を示すものである。すなわち、トレーステーション70上で、素材供給側の素材用トレー71〜74と、成形品収納側の成形品用トレー75〜78とを別にしたものである。
【0076】
例えば、素材トレー71と成形品用トレー75とは成形室(A)11用とし、素材トレー72と成形品用トレー76とは成形室(B)12用とし、素材トレー73と成形品用トレー77とは成形室(C)13用とし、素材トレー74と成形品用トレー78とは成形室(D)14用とする。
【0077】
このような構成により、成形室毎のガラス素材、ガラス成形品を効率良く仕分けることができる。
【0078】
なお、上述した各実施例において、ロボットは三軸制御のものとしたが、移動走行タイプの4軸以上の多軸制御タイプでも良く、多関節型、直交座標型でも良く、汎用ロボットでなくても専用タイプであっても良く、専用の機構であっても良く、要はガラス素材の供給、ガラス成形品の収納ができれば良い。
【0079】
以上説明したように上記発明の実施の形態によれば、複数の成形室に対してガラス素材の供給及びガラス成形品の収納を最適化することにより、ガラス成形品を能率良く生産することが可能となる。
【0080】
なお、本願発明は、上記(各)実施形態に限定されるものではなく、実施段階ではその要旨を逸脱しない範囲で種々に変形することが可能である。また、各実施形態は可能な限り適宜組み合わせて実施してもよく、その場合組み合わせた効果が得られる。さらに、上記実施形態には種々の段階の発明が含まれており、開示される複数の構成要件における適宜な組み合わせにより種々の発明が抽出され得る。例えば、実施形態に示される全構成要件から幾つかの構成要件が削除されても、発明が解決しようとする課題の欄で述べた課題(の少なくとも1つ)が解決でき、発明の効果の欄で述べられている効果(の少なくとも1つ)が得られる場合には、この構成要件が削除された構成が発明として抽出され得る。
【0081】
【発明の効果】
以上詳述したようにこの発明によれば、複数の成形室に対するガラス素材の供給及びガラス成形品の取り出しを能率良く行うことのできるガラス成形システムを提供することができる。
【図面の簡単な説明】
【図1】この発明の第1実施例に係るガラス成形システムの概略構成を示す図。
【図2】ガラス成形システムを制御する各制御装置の構成を示すブロック図。
【図3】ガラス成形システムの動作を説明するためのフローチャート。
【図4】ガラス成形システムを制御する制御系の他の構成例を示す図。
【図5】第2実施例に係るガラス成形システムの構成を示す図。
【図6】第3実施例に係るガラス成形システムの構成を示す図。
【図7】トレーステーションの他の例を示す図。
【符号の説明】
11,12,13,14…成形室、15…搬送装置、16…モータ駆動機構、17…トレーステーション、18…トレー、21,22,23,24…制御装置、25…ロボットコントローラ、26…搬送コントローラ、60…パーソナルコンピュータ
Claims (7)
- 金型を用いてガラス素材を成形する成形室を複数有するガラス成形システムにおいて、
前記個々の成形室にガラス素材を搬送し、さらに各成形室で成形されたガラス成形品を搬送する搬送手段と、
この搬送手段にガラス素材を供給し、さらに前記搬送手段で搬送されるガラス成形品を収納する供給収納手段と、
前記個々の成形室に設けられ、前記搬送手段で搬送されるガラス素材を取り出して前記金型に設置し、前記金型で成形されたガラス成形品を取り出して前記搬送手段に載置する取出手段と、
前記供給収納手段の動作と前記搬送手段の搬送とを制御する第1の制御手段と、
この第1の制御手段の制御に応じて前記取出手段を制御する第2の制御手段と、を具備したことを特徴とするガラス成形システム。 - 前記第2の制御手段は、制御情報及び制御信号を、前記第1の制御手段と交換することを特徴とする請求項1記載のガラス成形システム。
- 前記ガラス成形システムは、供給するガラス素材を収納し、またガラス成形品を収納する収納手段を載置する載置手段を有することを特徴とする請求項1記載のガラス成形システム。
- 前記搬送手段は、平面移動型平面搬送方式であることを特徴とする請求項1記載のガラス成形システム。
- 前記載置手段は、ガラス素材供給側、ガラス成形品収納側、及び前記複数の成形室別に区別して前記収納手段を配置したことを特徴とする請求項3記載のガラス成形システム。
- 金型を用いてガラス素材を成形する成形室を複数有するガラス成形システムにおいて、
前記個々の成形室にガラス素材を搬送し、さらに各成形室で成形されたガラス成形品を搬送する搬送手段と、
この搬送手段にガラス素材を供給し、さらに前記搬送手段で搬送されるガラス成形品を収納する供給収納手段と、
前記個々の成形室に設けられ、前記搬送手段で搬送されるガラス素材を取り出して前記金型に設置し、前記金型で成形されたガラス成形品を取り出して前記搬送手段に載置する取出手段と、
前記搬送手段の搬送を制御する第1の制御手段と、
この第1の制御手段の制御に応じて前記供給収納手段の動作を制御する第2の制御手段と、
前記第1の制御手段の制御に応じて前記取出手段を制御する第3の制御手段と、を具備したことを特徴とするガラス成形システム。 - 前記第1、第2、第3の制御手段は、通信回線を介して接続されるパーソナルコンピュータと制御情報の送受信を行うことを特徴とする請求項6記載のガラス成形システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003004384A JP4301818B2 (ja) | 2003-01-10 | 2003-01-10 | ガラス成形システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003004384A JP4301818B2 (ja) | 2003-01-10 | 2003-01-10 | ガラス成形システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004217447A JP2004217447A (ja) | 2004-08-05 |
| JP4301818B2 true JP4301818B2 (ja) | 2009-07-22 |
Family
ID=32895380
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003004384A Expired - Fee Related JP4301818B2 (ja) | 2003-01-10 | 2003-01-10 | ガラス成形システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4301818B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012006659B4 (de) * | 2012-04-03 | 2017-01-12 | Waltec Maschinen Gmbh | Vorrichtung zur Herstellung von Hohlkörpern aus einer Glasschmelze |
| DE102012103773B4 (de) * | 2012-04-27 | 2016-08-18 | Waltec Maschinen Gmbh | Vorrichtung zur Herstellung von Hohlkörpern aus einer Glasschmelze |
-
2003
- 2003-01-10 JP JP2003004384A patent/JP4301818B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004217447A (ja) | 2004-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106170382B (zh) | 用于运输和搬运容器的装置和方法以及吹塑成型机 | |
| EP3632858B1 (en) | Curved-glass thermoforming device and method therefor | |
| JP4301818B2 (ja) | ガラス成形システム | |
| CN107000305A (zh) | 用于在饮料生产设备中执行转换过程的系统和方法 | |
| HU224777B1 (en) | Method of transfering for glass containers on conveyor | |
| JP4181394B2 (ja) | ガラス成形システム | |
| CN100374382C (zh) | 玻璃器皿成形机控制系统 | |
| JP2019031386A (ja) | 制御装置、コントローラ及びコンベヤ | |
| JP2001300927A (ja) | 陶磁器製造装置 | |
| JP4191963B2 (ja) | ガラス成形システムとガラス成形システムの制御方法 | |
| JP4199562B2 (ja) | ガラス成形システムとガラス成形システムにおけるガラス素材およびガラス成形品の搬送方法 | |
| JP2004216404A (ja) | プレス生産装置およびプレス方法 | |
| JP2010257194A (ja) | Plcのリモート制御システムにおけるスレーブモジュールおよびこのスレーブモジュールを用いたリモート制御システム | |
| JP2004035326A (ja) | ガラス成形システムの制御装置と制御方法 | |
| KR101262831B1 (ko) | 프레스 라인용 연속운전 시스템 | |
| JP4132956B2 (ja) | ガラス用成形システム | |
| CN114763215A (zh) | 用于工件加工的通用平台 | |
| JP2001018097A (ja) | トランスファプレスラインの構築方法 | |
| JP2003053732A (ja) | タイヤの製造方法および加硫システム | |
| JP2000271796A (ja) | トランスファプレスラインの加工方法 | |
| JP4199558B2 (ja) | ガラス成形システムと復帰制御方法 | |
| US20090255296A1 (en) | Glassware molding machine control system | |
| JP5371737B2 (ja) | ガラス成形品の製造システムおよび製造方法 | |
| TWI248421B (en) | Glass molding/production system and its control method | |
| JPH08192415A (ja) | 陶磁器製品の製造方法およびその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051102 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080909 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081216 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090414 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090421 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120501 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4301818 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120501 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130501 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130501 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140501 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |