JP4314472B2 - 環状物品の外周面の研削加工方法 - Google Patents
環状物品の外周面の研削加工方法 Download PDFInfo
- Publication number
- JP4314472B2 JP4314472B2 JP2004012182A JP2004012182A JP4314472B2 JP 4314472 B2 JP4314472 B2 JP 4314472B2 JP 2004012182 A JP2004012182 A JP 2004012182A JP 2004012182 A JP2004012182 A JP 2004012182A JP 4314472 B2 JP4314472 B2 JP 4314472B2
- Authority
- JP
- Japan
- Prior art keywords
- backing plate
- annular article
- workpiece
- shoes
- grinding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Description
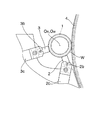
図1および図2は本発明に係る研削方法の説明図であり、図1は粗研削工程の状態を示す要部正面図であり、図2は仕上げ研削工程の状態を示す要部正面図である。
2 フロントシュー
2a シューホルダ
2b ピン
2c 微動機構
3 リアシュー
3a シューホルダ
3b ピン
3c 微動機構
4 砥石
OR バッキングプレート1の回転中心
OW ワークWの中心
W ワーク(環状物品)
Claims (2)
- 被加工物である環状物品の一端面をバッキングプレートに当接させ、かつ、その外周面を2つのシューで支持するとともに、その各シューの位置を、上記バッキングプレートの回転中心と環状物品の中心とが所定のオフセット量をもってずれるように設定した状態で、電磁力により環状物品をバッキングプレートに引き付けながら、もしくはロールロールにより環状物品をバッキングプレートに押し付けながら当該バッキングプレートを回転させることにより、環状物品を2つのシューに押し付けつつ回転させた状態で、砥石によりその外周面を研削加工する方法において、
上記2つのシューの位置を上記設定のもとに粗研削加工を行った後、上記オフセット量をなくするように当該2つのシューを移動させ、そのシューの移動に伴う環状物品の中心の移動量相当分だけ、砥石に急速な切り込み送りを付与した後、仕上げ研削加工を行うことを特徴とする環状物品の外周面の研削加工方法。 - 上記電磁力による吸着もしくはロールの押圧による環状物品のバッキングプレートへの押し付け力を、粗研削工程よりも上記仕上げ研削工程で大きくすることを特徴とする請求項1に記載の環状物品の外周面の研削加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004012182A JP4314472B2 (ja) | 2004-01-20 | 2004-01-20 | 環状物品の外周面の研削加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004012182A JP4314472B2 (ja) | 2004-01-20 | 2004-01-20 | 環状物品の外周面の研削加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005205509A JP2005205509A (ja) | 2005-08-04 |
| JP4314472B2 true JP4314472B2 (ja) | 2009-08-19 |
Family
ID=34898638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004012182A Expired - Fee Related JP4314472B2 (ja) | 2004-01-20 | 2004-01-20 | 環状物品の外周面の研削加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4314472B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6241185B2 (ja) * | 2013-10-09 | 2017-12-06 | 株式会社ジェイテクト | 心なしシュー研削のシミュレーション装置、および、心なしシュー研削のシミュレーション方法 |
| JP6337475B2 (ja) * | 2014-01-21 | 2018-06-06 | 株式会社ジェイテクト | 心なしシュー研削のシミュレーション装置 |
| JP6256069B2 (ja) * | 2014-02-07 | 2018-01-10 | 株式会社ジェイテクト | 心なしシュー研削のシミュレーション装置、および、心なしシュー研削のシミュレーション方法 |
| JP6312473B2 (ja) * | 2014-03-19 | 2018-04-18 | Ntn株式会社 | ローディング装置 |
| CN104385136B (zh) * | 2014-11-28 | 2016-08-24 | 无锡诚石轴承有限公司 | 轴承磨床活动支承快速安装工装机构 |
| JP7246338B2 (ja) * | 2020-03-30 | 2023-03-27 | 株式会社ジェイテクトマシンシステム | ワークの研削方法及びシュータイプセンタレス研削盤 |
| CN117921461A (zh) * | 2024-03-12 | 2024-04-26 | 华侨大学 | 一种无心外圆磨手持夹具 |
-
2004
- 2004-01-20 JP JP2004012182A patent/JP4314472B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005205509A (ja) | 2005-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4314472B2 (ja) | 環状物品の外周面の研削加工方法 | |
| JP6612574B2 (ja) | 研削装置 | |
| JP6962686B2 (ja) | 研削装置 | |
| EP1285726A2 (en) | Centerless grinding method for barshape work centerless grinder | |
| JP5401749B2 (ja) | ウエハエッジ加工装置及びそのエッジ加工方法 | |
| CN104010768A (zh) | 金属制环状构件的磨削加工方法及装置 | |
| JP2009196022A (ja) | 研削加工方法及び同装置 | |
| JP2001062718A (ja) | 両頭研削装置及び砥石位置修正方法 | |
| JP5592294B2 (ja) | ワーク内面の研削方法 | |
| JPH08155747A (ja) | 傘形ワークの加工方法 | |
| JP2010194625A (ja) | ワークチェンジャ、加工ユニット、及び加工装置 | |
| US5454921A (en) | Electrolytic combined processing machine | |
| JP2005014189A (ja) | 円筒研削方法および円筒研削装置 | |
| JP2002137153A (ja) | 棒状工作物のセンタレス研削方法およびセンタレス研削装置 | |
| JP4164460B2 (ja) | 球状ワークの無心研削方法および同装置 | |
| JP6836854B2 (ja) | 転写装置および転写方法 | |
| JP2001121416A (ja) | 軸受の外輪のランド仕上加工法及び軸受 | |
| JP2003136376A (ja) | 研削装置 | |
| JP3971429B2 (ja) | 光ディスクの製造装置及び製造方法 | |
| JP4150897B2 (ja) | 玉軸受の軌道輪用超仕上げ装置および超仕上げ方法 | |
| JP2001006166A (ja) | ハードディスク用ガラス板の研削方法と、その装置 | |
| JP3870950B2 (ja) | 断面円形薄肉部材の研削方法及び薄肉玉軸受内輪の研削方法 | |
| JP4325581B2 (ja) | 光学素子成型用金型の加工方法 | |
| JP2762200B2 (ja) | ウエーハ面取部研磨用バフの総形溝加工装置 | |
| JP3738764B2 (ja) | ラッピング加工装置およびラッピング加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090330 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090422 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090505 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120529 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120529 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130529 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140529 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |