JP4315005B2 - 電縫鋼管の製造装置 - Google Patents
電縫鋼管の製造装置 Download PDFInfo
- Publication number
- JP4315005B2 JP4315005B2 JP2004023077A JP2004023077A JP4315005B2 JP 4315005 B2 JP4315005 B2 JP 4315005B2 JP 2004023077 A JP2004023077 A JP 2004023077A JP 2004023077 A JP2004023077 A JP 2004023077A JP 4315005 B2 JP4315005 B2 JP 4315005B2
- Authority
- JP
- Japan
- Prior art keywords
- steel pipe
- roll
- bead
- electric resistance
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Description
さらに、素鋼管がスクイズ・ロールから開放された後に、縦長楕円状の断面になり易いのは、前記した高強度薄肉材からなる鋼管であるので、本発明は、鋼管の素材が高強度薄肉材である場合に特に有効である。具体的には、前記コイル状鋼帯の肉厚が2.0〜3.0mmで、引張り強度が500MPa以上である素材である。肉厚が3.0mm超えの素鋼管では、ビード切削時に真円に近くなるので、本装置による押さえが不要だからである。
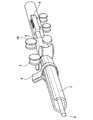
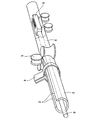
2 管体(オープン管)
3 幅方向両端部
4 インダクション・コイル
5 スクイズ・ロール
6 素鋼管
7 ビード
8 ビード切削手段
9 支持バー
10 押さえロール
11 孔型
Claims (3)
- コイル状鋼帯を巻き戻すアンコイラと、巻き戻された鋼帯を一定速度で走行し、幅方向の両端を突き合わせて円筒状に成形する一群の成形ロールと、前記突き合わせた部分を加熱するインダクション・ヒータと、加熱された部分を圧着して素鋼管とするスクイズロールと、圧着部分の内面に形成されたビードを切削する内面ビード切削手段とを備えた電縫鋼管の製造装置において、
前記スクイズ・ロールの下流側で、且つ内面ビード切削手段の上流側の位置に、前記素鋼管を上方より押さえ、その素鋼管の外径偏差を3.0%以下に保持する昇降自在な押さえロールを設けたことを特徴とする電縫鋼管の製造装置。 - 前記押さえロールには、素鋼管の外面ビードを避ける孔型が設けてあることを特徴とする請求項1記載の電縫鋼管の製造装置。
- 前記コイル状鋼帯の肉厚が2.0〜3.0mmで、引張り強度が500MPa以上であることを特徴とする請求項1又は2記載の電縫鋼管の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004023077A JP4315005B2 (ja) | 2004-01-30 | 2004-01-30 | 電縫鋼管の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004023077A JP4315005B2 (ja) | 2004-01-30 | 2004-01-30 | 電縫鋼管の製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005211954A JP2005211954A (ja) | 2005-08-11 |
| JP4315005B2 true JP4315005B2 (ja) | 2009-08-19 |
Family
ID=34906219
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004023077A Expired - Fee Related JP4315005B2 (ja) | 2004-01-30 | 2004-01-30 | 電縫鋼管の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4315005B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117161632B (zh) * | 2023-11-02 | 2023-12-29 | 天津市腾丰钢管有限公司 | 一种用于制造焊管的自动化焊接装置及其焊接方法 |
-
2004
- 2004-01-30 JP JP2004023077A patent/JP4315005B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005211954A (ja) | 2005-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2967914C (en) | Method of producing steel pipe and press die used for same | |
| JP5402404B2 (ja) | 差厚金属板及びその製造方法 | |
| JP6015686B2 (ja) | 電縫鋼管の製造方法 | |
| US7107682B2 (en) | Method for manufacturing tubes and profiles | |
| JP5135540B2 (ja) | 鋼管製造設備及び鋼管製造方法 | |
| JP4315005B2 (ja) | 電縫鋼管の製造装置 | |
| US20170100765A1 (en) | Method of forming a tubular member | |
| CN101300090B (zh) | 具有极佳焊缝特性的电阻焊接管的制造设备 | |
| JP2008184686A (ja) | 建築用低yr角鋼管の製造方法 | |
| JP4093015B2 (ja) | 溶接鋼管の接合部成形方法及びその製造装置 | |
| JP2008194744A (ja) | 電縫鋼管の矯正方法 | |
| JP4720480B2 (ja) | 溶接部特性の良好な電縫管の製造方法 | |
| US8296932B2 (en) | Manufacturing equipment for electric resistance welding pipes having excellent characterization for welded seam | |
| JP5867071B2 (ja) | 厚肉電縫鋼管の製造方法 | |
| JP2005308021A (ja) | 円筒状軸受部材及びその製造方法 | |
| JP2008100261A (ja) | リブ付きスパイラル鋼管の製造方法 | |
| JP5176495B2 (ja) | 溶接部特性に優れた電縫管の製造方法 | |
| JPH1177148A (ja) | 鋼管の製造設備列 | |
| JP6127709B2 (ja) | プレス切断用電縫管及びその製造方法 | |
| JP3946534B2 (ja) | 外径形状に優れた電縫鋼管の製造方法 | |
| JP2005034882A (ja) | 鋼管のシーム捩れ矯正方法及び矯正装置 | |
| JP2024114517A (ja) | 溶接装置及び電縫管の製造方法 | |
| JP2002028718A (ja) | 電縫鋼管の製造装置 | |
| JPH0229439B2 (ja) | ||
| JP2009045631A (ja) | パイプの曲げ加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090428 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090511 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120529 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |