JP4331650B2 - 静電塗装用スプレーガン - Google Patents
静電塗装用スプレーガン Download PDFInfo
- Publication number
- JP4331650B2 JP4331650B2 JP2004189578A JP2004189578A JP4331650B2 JP 4331650 B2 JP4331650 B2 JP 4331650B2 JP 2004189578 A JP2004189578 A JP 2004189578A JP 2004189578 A JP2004189578 A JP 2004189578A JP 4331650 B2 JP4331650 B2 JP 4331650B2
- Authority
- JP
- Japan
- Prior art keywords
- paint
- air
- spray gun
- electrostatic coating
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000007921 spray Substances 0.000 title claims description 45
- 238000010422 painting Methods 0.000 title description 4
- 239000003973 paint Substances 0.000 claims description 162
- 238000009503 electrostatic coating Methods 0.000 claims description 43
- 239000004020 conductor Substances 0.000 claims description 8
- 230000002093 peripheral effect Effects 0.000 claims description 7
- 239000011810 insulating material Substances 0.000 claims description 6
- 239000002245 particle Substances 0.000 description 24
- 230000000694 effects Effects 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 239000011248 coating agent Substances 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 230000005684 electric field Effects 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 5
- 230000006698 induction Effects 0.000 description 3
- 238000000889 atomisation Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000010287 polarization Effects 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
Images





Landscapes
- Electrostatic Spraying Apparatus (AREA)
Description
このような構成によれば、高電圧が印加された導体線がエアキャップ内を通ることにより安全性が増すと同時に安定して保持される効果を奏する。
このような構成とすれば、ピン電極から接地までの接地線を必要としない効果を奏する。
このような構成とすれば、導電性を有しない塗料を用いた静電塗装も可能となる効果を奏する。
このような構成としても霧化される塗料は帯電される。従って、請求項1に記載の発明と同様の効果を奏する。
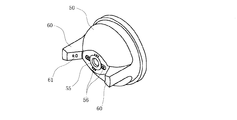
以下、本発明に係る静電塗装用スプレーガン(以下、単にスプレーガンという)の第1の実施形態について図1〜図5を参照しながら説明する。本実施形態のスプレーガン1は、塗料として電気抵抗の低い水系塗料又はメタリック系塗料を主に使用することを目的とするものである。図1に本実施形態のスプレーガン1の全体構造の縦断面図を、図2にその先端部分の縦断面図を、図3には先端のピン電極35付近の拡大縦断面と塗料、圧縮空気の流れを示す説明図を、図4には先端エアキャップ50の斜視図を、図5には電極の位置関係を表わす斜視図を示す。
塗料ノズル30の前後両端面間を貫通する中心孔は塗料流路31として前記弁口25に連通している。塗料ノズル30の前端、即ち塗料流路31の前端にあたる部分は小径に突出形成され、塗料吐出口32として後述のエアキャップ50の霧化エア噴出口33より外部に開口した状態で挿通されている。塗料バルブ20から供給された塗料は、塗料流路31を通り塗料吐出口32から前方に吐出される。
前記円筒状電極55は、図5の電極の位置関係を示す斜視図に示すように、エアキャップ50内部を通る導体線65によって抵抗保持体10の前面部に設けられた高電圧供給端子13につながれている。即ち、円筒状電極55には、高電圧発生回路で発生した直流高電圧が印加される。
霧化エア及びパターンエア用の圧縮空気は、図示しない圧縮空気発生装置から高圧エアホースによりグリップ3下部に取り付けたエアホースジョイント71に供給される。圧縮空気はここからグリップ3内のエア流路72を通り、バレル2後端部に設けられたエアバルブ73に導かれる。
また、トリガ68が引かれると同時に霧化エア流路75を通った圧縮空気が、霧化エア噴出口33を通り前方に噴出される。この霧化エアは、ピン電極35の表面を伝う塗料に衝突し霧吹きの原理により塗料を霧化させる。この霧化エアの噴出と同時に副霧化エア噴出孔56からも霧化エア流路36から供給される圧縮空気が噴出される。この圧縮空気もまた塗料の霧化に補助的役割を果たす。
他方、パターンエア流路54に供給された圧縮空気は、パターンエアとして左右の角部60に設けられたパターンエア噴出孔61から斜め内側前方に向けて勢い良く噴出される。このパターンエアは、霧化された塗料粒子の噴霧パターンを塗装に適した楕円形ないし小判形に形成する。なお、この噴霧パターンの形成には前記副霧化エア噴出孔56から噴出される圧縮空気も補助的役割を果たす。
図6に、第2の実施形態に係るスプレーガン1aの先端部分の縦断面図を示す。本実施形態の構成が第1の実施形態と異なる点は、ピン電極35が設けられていない点のみである。一般に電気力線は、尖った部分、細い部分から多く生じその付近の電界強度は強くなる。この点からいえば細いピン電極35を塗料吐出口32内から前方に向けて突出させることが好ましい。しかし、そのようなピン電極35がなくても塗料自体が導電性を有し、接地電位に保たれているので静電誘導により塗料は帯電した状態で霧化され得る。従って、第1の実施形態と同様にして静電塗装が可能であり、第1の実施形態と同様の効果を得ることができる。
これまでの実施形態ではピン電極35あるいは塗料ノズル30内の塗料を、塗料の有する導電性を利用して接地してきたが、代わりにピン電極35または塗料ノズル30内と接地とを結ぶ接地線を設けて接地するようにしてもよい。そのようにすれば導電性を有しない塗料、導電性の低い塗料を使用した静電塗装も可能となる。
Claims (7)
- 圧縮空気で霧化した塗料を高電圧を使用して帯電させ被塗物に塗着させる静電塗装用スプレーガン(1)であって、
前部が略円柱状に形成されたバレル(2)と、
該バレルの前端部に取り付けられ先端に塗料吐出口(32)を有する絶縁材料製の塗料ノズル(30)と、
該塗料ノズルと前記バレルの前端面を覆い、中央部には前記塗料吐出口を挿通させると共に該塗料吐出口を通って吐出される塗料を霧化する圧縮空気を噴出させる霧化エア噴出口(33)を兼ねる円筒状電極(55)を取り付けた絶縁材料製のエアキャップ(50)と、
前記塗料吐出口から突出するピン電極(35)と、を備え、
該ピン電極を接地して前記円筒状電極に直流高電圧を印加するようにしたことを特徴とする静電塗装用スプレーガン。 - 前記エアキャップの内面と前記塗料ノズルの外周面との間に圧縮空気を供給するパターンエア流路(54)を形成すると共に、前記エアキャップの左右両端部から前方に突出し該パターンエア流路に連通して圧縮空気を斜め内側前方に噴出させるパターンエア噴出孔(61)を穿設した一対の角部(60)を設けたことを特徴とする請求項1に記載の静電塗装用スプレーガン。
- 前記塗料ノズルは塗料を霧化する前記圧縮空気を供給する霧化エア流路(36)を内部に有し、前記円筒状電極(55)の外側の前記エアキャップ部に該霧化エア流路に連通して圧縮空気を斜め内側前方に噴出させる複数の副霧化エア噴出孔(56)を穿設したことを特徴とする請求項1又は2に記載の静電塗装用スプレーガン。
- 前記円筒状電極(55)への給電は、前記バレル(2)の前面部に設けた高電圧供給端子(13)から前記エアキャップ内部を通って該円筒状電極に至る導体線(65)にて行なうことを特徴とする請求項1乃至3の何れかに記載の静電塗装用スプレーガン。
- 前記ピン電極(35)を塗料の有する導電性を利用して接地するようにしたことを特徴とする請求項1乃至4の何れかに記載の静電塗装用スプレーガン。
- 前記ピン電極(35)を接地線を介して接地するようにしたことを特徴とする請求項1乃至4の何れかに記載の静電塗装用スプレーガン。
- 前記ピン電極(35)を無くし、前記塗料吐出口(32)から吐出される塗料を、その塗料の有する導電性を利用して接地するようにしたことを特徴とする請求項1乃至4の何れかに記載の静電塗装用スプレーガン。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004189578A JP4331650B2 (ja) | 2004-06-28 | 2004-06-28 | 静電塗装用スプレーガン |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004189578A JP4331650B2 (ja) | 2004-06-28 | 2004-06-28 | 静電塗装用スプレーガン |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006007129A JP2006007129A (ja) | 2006-01-12 |
| JP4331650B2 true JP4331650B2 (ja) | 2009-09-16 |
Family
ID=35774947
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004189578A Expired - Fee Related JP4331650B2 (ja) | 2004-06-28 | 2004-06-28 | 静電塗装用スプレーガン |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4331650B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5400995B2 (ja) * | 2009-09-05 | 2014-01-29 | 旭サナック株式会社 | 静電塗装スプレーガン |
-
2004
- 2004-06-28 JP JP2004189578A patent/JP4331650B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006007129A (ja) | 2006-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4331724B2 (ja) | 静電塗装用スプレーガン | |
| JP5513061B2 (ja) | 静電塗装システム、および、静電塗装用スプレーガン | |
| JP5400995B2 (ja) | 静電塗装スプレーガン | |
| CN104245148B (zh) | 静电涂装用的喷涂装置 | |
| CN101132862A (zh) | 静电涂敷装置 | |
| JP6589280B2 (ja) | 静電噴霧装置 | |
| JP6473629B2 (ja) | 静電噴霧装置 | |
| JP5587563B2 (ja) | 静電塗装用スプレーガン | |
| CN100574894C (zh) | 静电喷涂用喷枪 | |
| JP4331650B2 (ja) | 静電塗装用スプレーガン | |
| JP2010064035A (ja) | 静電噴出装置 | |
| JP4668869B2 (ja) | 静電塗装用スプレーガン | |
| JP4773218B2 (ja) | 静電塗装用ガン | |
| JP3740071B2 (ja) | 静電塗装ガン | |
| JP4499588B2 (ja) | 静電塗装用スプレーガン | |
| JP5809347B2 (ja) | 静電塗装用スプレー装置 | |
| JP2007117839A (ja) | 静電塗装用ガン | |
| JPH07213958A (ja) | スプレーガン式静電塗装装置 | |
| JP2005349306A (ja) | 静電塗装用スプレーガン | |
| JP7583444B2 (ja) | スプレーガンのノズル、及びスプレーガン | |
| JP2008229589A (ja) | 塗装用ガンのノズル | |
| JP5600574B2 (ja) | 静電塗装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070402 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090601 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090609 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4331650 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120626 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |