JP4337074B2 - 砂鋳型の造型・型合わせ方法及び砂鋳型 - Google Patents
砂鋳型の造型・型合わせ方法及び砂鋳型 Download PDFInfo
- Publication number
- JP4337074B2 JP4337074B2 JP2000234119A JP2000234119A JP4337074B2 JP 4337074 B2 JP4337074 B2 JP 4337074B2 JP 2000234119 A JP2000234119 A JP 2000234119A JP 2000234119 A JP2000234119 A JP 2000234119A JP 4337074 B2 JP4337074 B2 JP 4337074B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- sand
- molds
- matching
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Mold Materials And Core Materials (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
【発明の属する技術分野】
本発明は、鋳造用砂鋳型、特に、軽合金鋳物に好適で多品種少量生産に好適な砂鋳型、を造型し型合わせする砂鋳型の造型・型合わせ方法及び砂鋳型に関する。
【0002】
【従来の技術】
従来、鋳造用鋳型として金型を用いるダイキャストは公知であるが、ダイキャストは、金型が高価でるあるため大量生産には向くが、他品種少量生産には向いていない。このため、ベントナイトを粘結剤とした生砂で鋳型を上型と下型を交互に造型し、その上下の鋳型を造型機とは別に設けた型合わせ装置によって型合わせすることが広く行われている。
しかしながら、生砂の造型では寸法精度が不十分な製品がありその適用範囲が狭くなっていた。一方、砂鋳型の生産性がより高くなれば、砂鋳型の適用範囲が広がることになる。
【0003】
【発明が解決しようとする課題】
本発明は、上記の問題に鑑みてなされたものである。本発明の目的は、従来より寸法精度が高く、生産性が高い砂鋳型の造型・型合わせ方法及びそれを用いた砂鋳型を提供することである。
【0004】
【課題を解決するための手段】
上記の目的を達成するために本発明における砂鋳型の造型・型合わせ方法は、半割砂鋳型を2つ同時に造型して型合わせする砂鋳型の造型・型合わせ方法であって、前記半割鋳型を造型するための2つのキャビティを、左金型、右金型及びこれらの金型の間に挟まれた中間金型を型合わせをすることにより構成する工程と、該キャビティに鋳物砂を硬化させる樹脂を用いた鋳物砂を充填して硬化させて2つの半割鋳型を同時に造型する工程と、前記左右の金型を開くと共に前記左右の金型に半割鋳型を保持したまま前記中間金型を退避させる工程と、選択的に半割鋳型と同一の前記樹脂を用いた中子を前記半割鋳型に納めたのち、前記2つの半割鋳型を型合わせして鋳型を完成する工程と、を含むことを特徴とする。
【0005】
本発明によれば、従来より寸法精度が高く、生産性が高くなる。即ち、生砂よりも寸法精度の高い鋳物砂を硬化させる樹脂を用いた鋳物砂で、中子も造型することから、寸法精度が高くなる。
また、別に設けた型合わせ装置を用いることなく、半割鋳型を左右の金型に保持したまま中間金型を退避させて、半割鋳型を型合わせして鋳型を完成することから、半割鋳型を造型する造型ステ−ションで型合わせも可能であるため、生産性が高くなる。
【0006】
また、上記の目的を達成するために本発明における造型・型合わせ方法を用いた砂鋳型は、請求項1から請求項3のいずれかに記載の砂鋳型の造型・型合わせ方法を用いることを特徴とする低圧鋳造用、差圧鋳造用若しくは重力鋳造用の砂鋳型である。本発明によれば、製品寸法及び品質が良くなる。
【0007】
ここで、本発明において、中間金型若しくは左右いずれかの金型に設けた湯口模型は、湯口を形成する模型であって、鋳造方案によって、その位置を選択される。予めこれらの金型湯口模型を設けておけば、鋳型完成後に湯口をドリルなどで形成する必要はなく、そのための鋳型の反転などをする必要がなくなる。
【0008】
本発明において、中間金型に設けた型合わせ用の模型とは、造型された場所で型合わせする。この模型により半割鋳型の造型と同時に半割鋳型に凹凸が形成され、中間金型を待避した後、半割鋳型を閉じることにより完成鋳型を得ることが出来る。このため、造型とは別の場所で鋳型を閉じずに型合わせができ、鋳型のグイチが生じることがなく、製品の精度が良くなる。
【0009】
また、本発明において、鋳物砂及び中子砂が同一の鋳物砂を硬化させる樹脂を用いた鋳物砂である場合には、砂再生や砂処理に際して、他種類の砂が混合しないため、安定的な回収及び砂処理をすることができる。鋳物砂を硬化させる樹脂としては、シェルモ−ルドの粘結剤として、加熱されることで鋳物砂を硬化する樹脂、フェノール樹脂が用いられる。また、コ−ルドボックスの粘結剤として、ガスを用いることで鋳物砂を硬化する樹脂、ウレタン樹脂が用いられる。したがって、鋳物砂の硬化には、粘結剤の種類に応じて硬化用のガスを用いたり、硬化用に加熱する。尚、砂の種類は、ジルコン砂、ケイ砂、更には人工鋳物砂など、その種類は問わない。
【0010】
さらに、本発明において、低圧鋳造用、差圧鋳造用若しくは重力鋳造用に砂鋳型を用いた場合には、高品質で寸法精度の良い鋳物を鋳造することが出来る。
【0011】
【発明の実施の形態1】
以下、図面に基づき発明を説明する。図1は、本発明の実施の形態の造型前の金型位置をあらわす概略図である。図1において、左金型1と右金型2の間には、中間金型3が左右金型1,2の中心に図示しないそれぞれのシリンダの作動により侵入及び待避可能に構成されている。また、中間金型3の両側にはパタ−ン3A、3Bが設けられている。さらに、前記中間金型3に型合わせ用の模型5,6が設けられており、2つの半割鋳型の造型時に型合わせ用の凹凸5A,5B,6A,6Bも同時に造型されるようになっている。尚、湯口模型Sは中間金型3に設けられている。また、鋳造方案により湯口模型Sは左金型1又は右金型2に設けても良い。
【0012】
以下、これらの構成を用いた場合の動きについて説明する。はじめに、図1の状態にあった左右の金型を閉じて、左金型1、中間金型3及び右金型2を密着させる(図2)。これにより、キャビティ7、8が構成される。このキャビティ7,8に鋳物砂を充填する。
【0013】
その後、所定の硬化方法で鋳物砂を硬化して半割鋳型7A、8Aを造型する。2つの半割鋳型7A,8Aの造型時に型合わせ用の凹凸5A,5B,6A,6Bも同時に造型される。次いで中間金型3が待避される(図3)。この状態では、半割鋳型7A、8Aは、左金型1及び右金型2にそれぞれ保持されている。そして、図示していない回転機構により半割鋳型7A、8Aの合わせ面を水平にする(図4)。
この状態で、別途製造した中子Cを半割鋳型7Aの所定の場所に納める。この場合、中子Cは、半割鋳型7A、8Aと同じ鋳物砂で造型される。
【0014】
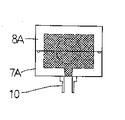
中子Cを納めた後、半割鋳型7A、8Aを型合わせ用の凹凸5A,5B,6A,6Bを基準として型合わせして鋳型を完成する(図5)。そして、完成鋳型9から左右の金型を離型し(図6)、注湯する。注湯には、低圧鋳造用や差圧鋳造用ににスト−ク10を設けた場合(図8)と、重力注湯用に掛堰11を設けた場合(図9)がある。
【0015】
尚、左右方向に開く左金型1と右金型2を使用するのではなく、上下の金型を使用して充填硬化させる場合には、半割鋳型7A、8Aの合わせ面が水平方向のまま造型されるので、中子納めの際には、回転機構を使用する必要はない。
【0016】
【発明の効果】
本発明は上記の説明から明らかなように、生砂よりも寸法精度の高い鋳物砂を硬化させる樹脂を用いた鋳物砂で中子も造型することおよび、半割鋳型を造型する造型ステ−ションで型合わせも可能であることから、従来より寸法精度が高く、生産性が高くなる。
また、本発明にかかる砂鋳型は、請求項1から請求項3のいずれかに記載の砂鋳型の造型・型合わせ方法を用いることを特徴とする低圧鋳造用、差圧鋳造用若しくは重力鋳造用の砂鋳型であることから、製品寸法及び品質が良くなる。以上のように、本発明の産業界に与える効果は著大である。
【図面の簡単な説明】
【図1】本発明の実施の形態の造型前の金型位置をあらわす概略図である。
【図2】左金型、中間金型及び右金型を密着させたときの概略図である。
【図3】半割鋳型を造型した後、中間金型が待避された状態の概略図である。
【図4】半割鋳型の合わせ面を水平にしたときの概略図である。
【図5】中子納めをした後、半割鋳型を合わせて鋳型を完成した状態を表す図である。
【図6】完成鋳型から左右の金型を離型したときの状態を示す図である。
【図7】低圧鋳造用にスト−クを設けた場合の注湯時の概略図である。
【図8】重力注湯用に掛堰を設けた場合の注湯時の概略図である。
【符号の説明】
1 左金型
2 右金型
3 中間金型
3A,3B パタ−ン
5,6 模型
7,8 キャビティ
7A,8A 半割鋳型
9 完成鋳型
S 湯口模型
C 中子
Claims (5)
- 半割砂鋳型を2つ同時に造型して型合わせする砂鋳型の造型・型合わせ方法であって、
前記半割鋳型を造型するための2つのキャビティを、左金型、右金型及びこれらの金型の間に挟まれた中間金型を型合わせをすることにより構成する工程と、
該キャビティに鋳物砂を硬化させる樹脂を用いた鋳物砂を充填して硬化させて2つの半割鋳型を同時に造型する工程と、
前記左右の金型を開くと共に前記左右の金型に半割鋳型を保持したまま前記中間金型を退避させる工程と、
選択的に半割鋳型と同一の前記樹脂を用いた中子を前記半割鋳型に納めたのち、前記2つの半割鋳型を型合わせして鋳型を完成する工程と、
を含むことを特徴とする砂鋳型の造型・型合わせ方法。 - 前記2つの半割鋳型の一方に少なくともひとつの湯口を設けるため、前記中間金型又は左右いずれかの金型に少なくともひとつの湯口模型を設けたことを特徴とする請求項1に記載の砂鋳型の造型・型合わせ方法。
- 前記中間金型に型合わせ用の模型が設けられており、前記2つの半割鋳型の造型時に型合わせ用の凹凸も同時に造型されることを特徴とする請求項1又は請求項2に記載の砂鋳型の造型・型合わせ方法。
- 前記鋳型を完成する工程において、前記2つの半割鋳型を90度回転させ下型となる半割鋳型の湯口を下方にして型合わせ面を水平にする工程を含む請求項1から請求項3のいずれかに記載の砂鋳型の造型・型合わせ方法を用いることを特徴とする低圧鋳造用若しくは差圧鋳造用の砂鋳型。
- 請求項1から請求項3のいずれかに記載の砂鋳型の造型・型合わせ方法を用いることを特徴とする低圧鋳造用、差圧鋳造用若しくは重力鋳造用の砂鋳型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000234119A JP4337074B2 (ja) | 2000-08-02 | 2000-08-02 | 砂鋳型の造型・型合わせ方法及び砂鋳型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000234119A JP4337074B2 (ja) | 2000-08-02 | 2000-08-02 | 砂鋳型の造型・型合わせ方法及び砂鋳型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002045945A JP2002045945A (ja) | 2002-02-12 |
| JP4337074B2 true JP4337074B2 (ja) | 2009-09-30 |
Family
ID=18726535
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000234119A Expired - Fee Related JP4337074B2 (ja) | 2000-08-02 | 2000-08-02 | 砂鋳型の造型・型合わせ方法及び砂鋳型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4337074B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110029627A (zh) * | 2019-03-28 | 2019-07-19 | 漳州市禹丰水泥制品有限公司 | 一种新型护坡砖、制作该护坡砖的模具及制作方法 |
-
2000
- 2000-08-02 JP JP2000234119A patent/JP4337074B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002045945A (ja) | 2002-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101823121B (zh) | 由树脂砂单箱无冒口铸造玻璃模具的方法 | |
| US3216074A (en) | Method for making shaped foundry articles | |
| US20140034263A1 (en) | Freight car yoke molding apparatus and method | |
| CN118595398B (zh) | 一种双层隔板的铸造方法 | |
| JP4337074B2 (ja) | 砂鋳型の造型・型合わせ方法及び砂鋳型 | |
| CN110586865B (zh) | 一种中小型铸钢件通用铸造方法 | |
| CN203778688U (zh) | 一种嵌入式芯盒铸造模 | |
| CN102672113A (zh) | 由树脂砂单箱浇注玻璃模具铜合金口模的方法 | |
| US2791811A (en) | Shell mold and apparatus for producing it | |
| US3572418A (en) | Method for assembling molding flasks with sand cores | |
| US20080105398A1 (en) | Article For Multiple Core Stacking And Method Thereof | |
| CN106111897B (zh) | 一种立式填砂、多边形定位的蝶阀芯盒 | |
| CN107350426A (zh) | 一种轴承座的毛胚制作方法 | |
| CN206839048U (zh) | 一种轴承座覆膜砂模具 | |
| US1335509A (en) | Method of making molds for finished castings | |
| CN107175318A (zh) | 一种轴承座覆膜砂模具的上模 | |
| CN223405940U (zh) | 一种尾板铸件树脂砂造型模具 | |
| CN220970693U (zh) | 一种用于生产铜管件的可重复利用的砂铸模芯 | |
| CN216656279U (zh) | 一种高精度的压铸件模具 | |
| CN220092965U (zh) | 一模多用的覆膜砂模具 | |
| CN114406210B (zh) | 一种用于行星架砂型的造型方法 | |
| CN221087196U (zh) | 一种泥芯模具的射口结构 | |
| CN206839058U (zh) | 一种轴承座覆膜砂模具的上模 | |
| CN207308889U (zh) | 一种轴承座覆膜砂模具的标志块 | |
| CN107812882B (zh) | 一种采用活动模板的造型方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090130 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090331 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090605 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4337074 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130710 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |