JP4348423B2 - 製品の末端上に延長部分を形成するための方法 - Google Patents
製品の末端上に延長部分を形成するための方法 Download PDFInfo
- Publication number
- JP4348423B2 JP4348423B2 JP26109896A JP26109896A JP4348423B2 JP 4348423 B2 JP4348423 B2 JP 4348423B2 JP 26109896 A JP26109896 A JP 26109896A JP 26109896 A JP26109896 A JP 26109896A JP 4348423 B2 JP4348423 B2 JP 4348423B2
- Authority
- JP
- Japan
- Prior art keywords
- product
- molten material
- extension
- extended end
- interface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
- B23P6/002—Repairing turbine components, e.g. moving or stationary blades, rotors
- B23P6/007—Repairing turbine components, e.g. moving or stationary blades, rotors using only additive methods, e.g. build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/10—Repairing defective or damaged objects by metal casting procedures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D27/00—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting
- B22D27/04—Influencing the temperature of the metal, e.g. by heating or cooling the mould
- B22D27/045—Directionally solidified castings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/49318—Repairing or disassembling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Description
【発明の分野】
本発明は、製品の末端上に延長部分を形成するための方法に関するものである。より詳細には、本発明は、配向ミクロ組織(directionally oriented microstructure)及び超合金組成を有する製品の末端上に、適合性の合金組成を有する延長部分を形成するための方法に関する。さらに詳細には、本発明は、かかる方法において、延長部分を形成するための外部部材を使用することなく、製品の末端を、溶融合金から直接延長部分を一方向凝固(directional solidification)させるための成長用種晶として使用する方法に関する。この方法は、タービンの動翼や静翼(ベーン又はノズル)のような翼形羽根部材、並びにタービンシュラウド及び燃焼器シングルのような非翼形製品の先端を補修するのに使用することができる。
【0002】
【発明の背景】
超合金から配向鋳造組織を成長させるためのこれまでに報告された技術は、単純な形材及び部材を製造するのに適した方法から始まって、複雑な形状を有する製品を製造するために現在使用されている方法(例えば、ガスタービンエンジンの高温域において使用されるNi基超合金羽根部材の一方向凝固法)にまで進化した。例えば「メタルズ・ハンドブック(Metals Handbook) 」第9版第15巻「鋳造 (Casting)」319〜323頁(ASMインターナショナル (ASM International)、1988年)のような刊行物には、タービン動翼及び静翼のような配向超合金羽根部材を製造するための様々な方法の例が多数記載されている。これらの方法の大部分は、鋳型のサセプター加熱と共にある種のウィズドロアル型(withdrawal-type) の真空誘導鋳造炉を使用するものである。
【0003】
鋳造分野においては、溶融材料(金属など)を管の中で上方に押上げるため、密閉容器内において不活性気体又は空気などによる流体圧力が溶融材料に加えられてきた。そうした方法の一つとその関連装置を開示した特許として米国特許第3302252号が挙げられるが、これは冷却鋳型内部への注湯管を通して製品を上方へと連続鋳造する方法に関するものである。鋳造品は鋳型から連続的に引上げられる。
【0004】
鋳造技術のもう一つの実例は、EFG法(Edge-defined, Film-fed Growth process) と呼ばれることもある方法である。この方法では、液体金属に外圧が加えられるのではなく、狭い成形管又はダイ内部での毛管作用によって溶融材料が上方に吸上げられて凝固する。多くの場合、結晶成長を開始させるために液体材料に種晶が導入される。この方法の様々な特徴を開示した代表的な特許としては、米国特許第3471266号、同第4120742号及び同第4937053号が挙げられる。
【0005】
一方向凝固製品又は単結晶製品の製造に関連した鋳造技術における上記特許明細書の一部及びその他の文献では、所定の結晶配向(一次配向及び/又は二次配向)を有する種晶が使用されてきた。こうした種晶は、所望の結晶配向(crystal orientation) を有する製品の凝固を開始させるための手段を構成する。羽根部材の製造に際しても、種晶は、部材の形状及び結晶配向を画定するための鋳造用の型(セラミック鋳型)と共に使用される。
【0006】
従前、単結晶製品又は一方向凝固した細長い結晶粒からなる製品(ターボ機械用エーロフォイルなど)の構成要素同士を接合する際には、所定の結晶配向を有する個別に鋳造された部材を使用するのが通例であった。こうした複数の部材を集成して、部材間の界面に沿ってそれらを接合する。米国特許第3967355及び4033792号はこの種の接合方法に関する特許の代表例であって、米国特許第4033792号明細書には、接合界面の両側における結晶組織を整合させることが望ましい旨記載されている。
【0007】
上記のような鋳造技術を用いることによって、羽根部材のような配向製品を単結晶として或いは多数の柱状結晶粒からなる一方向凝固結晶組織として製造することができる。単結晶製品及び一方向凝固製品のいずれも好ましい結晶配向をもつように製造することができる。羽根部材に多用されるニッケル基超合金における望ましい結晶配向は、部材の長さ方向(成長方向に対応する)に沿った弾性率が最小限に抑えられるように、<001>結晶方向が部材の長さ方向に平行であって、従って成長方向に対して実質的に平行であるようなものである。かかる配向は、こうした合金のクリープ強さと延性と耐熱疲労性の間に良好なバランスをもたらすことが知られている。
【0008】
上記のタイプの複雑な形状を有する羽根部材の一例は、米国特許第4010531号明細書に記載されたターボ機械用の羽根である。かかる羽根部材は、冷却のため気体が中空内部空間から外壁及び末端領域へと循環されるように、末端領域へと通じる複雑な中空内部空間をもった翼形の外壁を有していて、上記末端領域は部材の末端から突出した翼端部を含んでいる。
【0009】
翼形羽根部材は極端な環境の中で使用されることが多く、そうした環境の中で、環境に関連した各種の損傷及び摩耗機構に暴露されることになる。かかる損傷及び摩耗機構としては、高速及び/又は高温の空中浮遊粒子の衝突による浸食、高温の酸化性気体及び/又は腐食性気体の作用、低サイクル疲労過程、並びに他の部材との摩擦によって引起こされる機械的摩耗が挙げられる。これらの機構は、特にかかる部材の末端領域もしくは翼端部において、亀裂及びその他の損傷を引起こすことが知られている。羽根部材の製造コストは比較的高いのが通例であり、翼端部が損傷又は摩耗を受けたときには部材の交換よりもその補修が望ましいことが多い。運転時又は製造時に羽根部材(又は配向ミクロ組織を有するその他の製品)の翼端部又は末端領域が損傷を受けた場合、その補修の問題はいっそう複雑かつ困難なものとなる。かかる補修の問題が特に重大となるのは、エーロフォイルのような配向製品においてしばしば望まれるごとく、補修部分においても配向ミクロ組織を保持しなければならない場合である。補修に使用を行うのに使用される材料において元の配向を複製することは困難だからである。
【0010】
タービン動翼の翼端部の補修に使用されてきた一つの方法は、溶接又はそれに類する方法によって損傷又は摩耗を受けた翼端部に材料を追加するというものであった。この方法の欠点は、溶接部のミクロ組織が配向せず、そのため配向ミクロ組織を有する製品の残部に比べて翼端部又は延長部分の機械的性質が低下することである。また、現在使用されている耐酸化性材料の多くは溶接が困難であって、溶接操作中に亀裂を生じることが知られていた。
【0011】
もう一つの方法は、ろう付け、溶接、拡散接合又は類似の接合方法によって、別個に形成された翼端部をエーロフォイルの末端に付け加えるというものである。この方法は、例えば、米国特許第3967355号、同第4010531号及び同第4033792号明細書に記載されている。かかる方法を使用する際には、エーロフォイルの残部の結晶組織に類似した結晶組織を有する翼端部を形成すると共に、翼端部及びエーロフォイルの残部のミクロ組織に適合性のミクロ組織を接合部に生じさせることが望まれることがある。
【0012】
共に本願出願人に譲渡された米国特許第5291937号及び同第5304039号明細書には、羽根部材のような一方向凝固製品の末端上に延長部分を形成するための2通りの方法が記載されている。両方法共に、セラミック材料で作製したダイ及びダイ増設部を用いており、ダイ増設部内に溶融材料を押込むため流体圧力を加える。延長部分を形成すべき製品末端はダイ開口及びダイ増設部の中に配置されて、溶融材料と接触する。製品末端は、該製品末端が溶融材料と相互作用するのに十分な時間にわたって溶融材料と接触状態に保たれ、しかる後、製品末端上での延長部分の一方向凝固が起こるような速度で製品がダイ開口を通して引上げられる。上記特許明細書には、羽根部材(特にその末端領域及び翼端部)を補修するには、これらの方法をどのように使用すればよいか記載されいる。
【0013】
しかしながら、羽根部材のような一方向凝固製品の末端上に延長部分を形成するための新規方法、特に上記特許明細書に記載された装置(例えば、セラミックダイやダイ増設部など)及びダイ内部に溶融材料を押込むために流体圧力を加えるための手段を必要としない方法を開発することが望まれている。
【0014】
【発明の概要】
本発明は、配向ミクロ組織を有する超合金製品(例えば羽根部材など)の末端上に、適合性の溶融合金材料(好ましくは超合金材料)の浴から延長部分を直接形成するための方法に関する。かかる製品は、延長部分を追加すべき製品の末端を通して連絡した内部通路を有していてもよい。延長部分は、等軸結晶粒、多数の結晶粒を含んでなる配向した結晶組織又は単結晶を含み得る。さらに、本発明の方法は、製品の配向結晶組織が延長部分にまで連続するように、延長部分のエピタキシャル成長にも使用することができる。本発明の方法では、延長部分の形状を画定するため及び/又は延長部分の形成に用いる融液が製品の特定部分に浸透するのを防止するため、犠牲材又はバリヤー材を使用することもできる。
【0015】
本発明は、概説すれば、製品の末端上に一体延長部分を形成するための方法であって、
▲1▼基端部、移行部、ある外横断面形状をもった延長端部、配向ミクロ組織、及び超合金組成を有する製品であって、上記基端部と上記延長端部が上記移行部でつながっている製品を選択する工程、
▲2▼上記製品の超合金組成に適合性の合金組成を有する溶融材料を用意する工程、
▲3▼上記製品の延長端部を上記溶融材料中に浸漬する工程、
▲4▼上記延長端部の一部が上記溶融材料によって加熱されてミクロ組織成長用の種晶として溶融材料と相互作用するのに十分な時間にわたって、上記製品の延長端部を上記溶融材料と接触状態に保持する工程、及び
▲5▼溶融材料が上記延長端部と上記溶融材料との界面における種晶上で上記製品の配向ミクロ組織に適合性のミクロ組織を有する一体延長部分として凝固するような速度にて、上記延長端部を上記溶融材料から引上げる工程であって、当該引上げ工程の間に、上記界面から上記基端部までの温度が低下するような温度勾配を上記製品が有する工程
を含んでなる方法を提供する。
【0016】
温度勾配の調節によって延長部分のミクロ組織を制御することができる。本発明の方法において、温度勾配に対する追加の制御を行うためには、延長部分の成長時に製品の加熱及び/又は冷却を行うための追加工程を採用すればよい。
【0017】
【好ましい実施の形態】
本発明は、一つの態様において、超合金材料の溶融浴からの凝固によって、配向を示す超合金製品の末端に延長部分を直接成長させるための新規方法に関する。この方法は、成長を開始させるための種晶(又は手段)として製品自体を使用することによって、製品の結晶組織及び総合ミクロ組織に対して適合性及び連続性を示すような結晶組織及び総合ミクロ組織を有する延長部分(特に延長部分の成長の起点となる製品の金属学的組織とほとんど区別できないミクロ組織を有する延長部分)を形成するのに使用することができる。本発明の方法は、かかる製品上に新しい延長部分を設けるために使用することもできるし、或いは既存の延長部分を補修又は交換するために使用することもできる。本発明の方法は、多種多様な製品に対して使用可能であるが、中空内部空間並びに延長部分を形成すべき末端を通して中空内部空間と連絡した開口又は通路を有する製品上に延長部分を形成するのに特に有用である。例えば、本発明の方法はタービン羽根のような翼形羽根部材の先端部を形成又は修理するのに特に有用である。
【0018】
本明細書で用いる「結晶組織」という用語は、全体的な結晶形態(例えば、単結晶、多数の細長い結晶粒、及びその他の結晶形態など)並びにそれらの配向を意味するものである。また、「配向した」、「配向」又はこれに類する他の用語は、多数の細長い結晶粒を含んでなる一方向凝固多結晶質組織及び単結晶を始めとする、高度に配向した結晶組織を意味する。本明細書で用いる「金属学的組織」という用語は、全体的な化学組成又は合金組成、並びに結晶組織内の析出物、相、介在物及び樹枝状晶(dendrite)などの大きさ、形状、間隔及び組成のような特性を包括して意味する。例えば、鋳造Ni基超合金は一般にγ’析出物、離隔した樹枝状晶の樹枝 (arm)及びその他様々な識別可能な相(例えば、各種の炭化物相や炭窒化物相など)を含んでいる。結晶組織及び金属学的組織は、化学分析法、分光分析法、X線分析法及び顕微鏡写真法を始めとする様々な公知の常用分析技術によって測定し同定することができる。本明細書で用いる「ミクロ組織」という用語は、結晶組織及び金属学的組織の両者を含意する。
【0019】
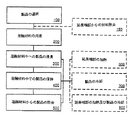
図1、図2A及び図2Bに示す通り、本発明は製品の末端上に一体延長部分を形成するための方法に関する。当該方法は、▲1▼基端部4、移行部6、ある外横断面形状(図示せず)をもった延長端部8、配向ミクロ組織10及び超合金組成を有する製品2であって、基端部4と延長端部8とが移行部6でつながっている製品2を選択する工程100、▲2▼製品2の超合金組成に適合性の合金組成を有する溶融材料12を用意する工程200、▲3▼製品2の延長端部8を溶融材料12の中に浸漬する工程300(図2A参照)、▲4▼延長端部8の一部が溶融材料12によって加熱されてミクロ組織成長用の種晶として溶融材料12と相互作用するのに十分な時間にわたって、製品2の延長端部8を溶融材料12と接触状態に保持する工程400、及び▲5▼溶融材料12が延長端部8と溶融材料12との界面14における種晶上で製品2の配向ミクロ組織10に適合性のミクロ組織18を有する一体延長部分16として凝固するような速度にて、延長端部8を溶融材料12から引上げる工程500(図2B参照)であって、当該引上げ工程500の間に、界面14から基端部4までの温度が低下するような温度勾配を製品2が有する工程、を含んでなる(図1参照)。
【0020】
選択工程100は、延長部分を形成すべき製品2を選択することを含んでなる。この工程では、延長部分をもたない製造されたばかりの製品が選択されることもあれば、或いは既存の延長部分への付加又は修正を要する製品が選択されることもある。また、タービンエンジンのような用途に使用されて、既存の延長部分の修正、交換又は補修が必要となった製品が選択されることもある。前述の通り、本発明の方法はタービン動翼又は静翼のような翼形羽根部材を始めとするエーロフォイル上に延長部分を形成するのに特に有用である。選択される製品2は超合金組成並びに配向した結晶組織10を有している。かかる製品は、例えば、「メタルズ・ハンドブック (Metals Handbook)」第10版第1巻「性質及び選択:鉄、鋼及び高性能合金(Properties and Selection: Irons, Steels, and High-Performance Alloys)」(ASMインターナショナル社、1990年)981〜994頁及び995〜1006頁に記載されているような公知のNi基、Fe基又はCo基の超合金組成を有し得る。この文献には多数の鋳造可能な超合金が記載されており、一方向凝固又は単結晶として製造可能なNi基超合金について詳細に記載されている。本発明の目的に適う超合金としては、現在では羽根部材用途に産業上広く利用されているとはいえない耐熱合金、例えばNb基及びTi合金(Nb−Ti合金を含む)、方向性配列Ni基又はNb−Ti基複合合金並びにNi−Al合金も挙げられる。
【0021】
本発明の製品2は多数の有用な形態を有し得るが、一般には基端部4、移行部6及びある外横断面形状をもった延長端部8を有するものとして特徴づけるられる。ただし、本発明の方法に関して、製品2は好ましくはタービン動翼又は静翼のような羽根部材の形態のエーロフォイルである。
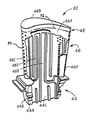
製品2が、図3に示すようなタービン動翼42の形態の羽根部材などの、エーロフォイルを含んでなる場合、タービン動翼42は基部44、翼形部46及び翼端部48を有しているが、これらはそれぞれ基端部4、移行部6及び延長端部8に対応している。基部44は様々な形態を有し得るが、一般には動翼42をタービンエンジンの他の部分(例えば、ディスク又はブリスク)に動翼42を取付けるための手段を含んでおり、かかる取付け手段として一般にシャンク44A及びダブテール部44Bのような要素が含まれている。基部44は、翼形部内に画定された中空内部空間と連絡するための手段(例えば、内部通路44C又は流路)をも有している。タービン動翼42の翼形部46は公知のものであって、一般に、前縁46Cと翼弦に沿って離隔した後縁46Dとをつなぐ凹形圧力側側壁46A及び凸形の吸引側側壁46B、並びにこれらの要素を動翼の外端で一つにつなぐ翼端部48を有している(図3及び図5参照)。翼形部46は、また、使用中に空気などの冷却流体を基部44から翼形部46内に循環させるため、基部44の内部通路44Cに連絡した部分的に中空の内部空間46Eも有していることが多い。このような部分的に中空の内部空間は、通路又は穴50を通して翼形部46の外部と連絡する蛇行形又は迷路形の冷却流路46Fからなるのが通例である。冷却流路46Fは、端壁62を貫通した多数の小さい通路74又は穴にも連絡している場合が多い。通路74も、製品42の使用に際して空気などの冷却流体の流れとの関連で用いられる。翼形部46における基部44と反対側の末端には翼端部48が設けられている。図3及び図5に示す通り、翼端部48はむく(solid) であってもよいし(図3)、或いは周辺リム58及び端壁62を含んでいてもよい。後者の場合、リム58は0.02〜0.15インチ程度の厚さを有していて端壁62の外面から0.02〜0.25インチだけ延びているのが通例であるが、かかる延長部分の厚さ及び長さは、動翼42の全体的な寸法(ガスタービンの動翼は一般にジェットエンジンの動翼よりも遥かに大きい)及びエンジン内での動翼42の位置を始め、幾つかの因子によって左右される。本明細書に記載した通り、翼端部48は使用中に摩耗又は損傷を受けることが多い。翼端部48(より概括的には延長端部8)の横断面形状は、図3及び図5に示すような翼形を始め、どんな形状であってもよい。
【0022】
既存の延長部分を有する製品(例えば、摩耗、酸化又は損傷を受けたタービン動翼)を選択する場合、本発明の方法による新しい材料の付加を容易にするため、適宜製品2から延長端部8又は翼端部48の一部分を除去してもよい。この工程は、図1において、溶融材料を用意する工程200に先立つ延長端部8の一部分を除去する任意工程150として示してある。例えば、本発明の方法の後段の工程における溶融材料との相互作用を促進するため、タービン動翼の翼端部のひどく酸化された部分を除去するのが望ましいこともある。また、翼端部の長さ又は横断面をより一様なものにするため、翼端部48の一部分を除去することが望ましいこともある。そうすれば、例えばタービン動翼の翼端部を溶融材料中に入れたときに翼端部の末端部で平坦な表面が得られ、延長部分を形成する材料を凝固させるためのより均一な表面が得られることになる。また、既存の製品(例えば、タービン動翼)から材料を除去するに当たっては、タービン動翼の翼端部の末端に平坦でない表面(例えば、鋸歯状パターン、段付きパターン又はその他の平坦でない表面)を与えて、新しい翼端部を形成する材料を凝固させるための不均一な表面が得られるように、材料を除去してもよい。製品の末端の加熱時に新たな結晶組織の核生成を促す可能性のある機械的損傷を防ぐことができる限り、適宜どのような材料除去法(例えば、研削、のこ引き、機械加工、エッチング又はその他の適当な材料除去方法)を用いてもよい。
【0023】
製品の選択工程及び任意工程の材料除去に続く工程は、製品の超合金組成に適合性の合金組成を有する溶融材料を用意する工程200である。かかる溶融材料は、抵抗加熱、誘導加熱、電子ビーム加熱及びその他の適当な加熱法など、数多くの方法のいずれかを使用して用意することができる。加熱は適当な装置(例えば、セラミックるつぼ、水冷式銅製るつぼ又は耐火性るつぼ)内で行えばよい。加熱は空気中で行うこともできるが、大半の超合金についてはアルゴンのような保護雰囲気中又は真空中において行うのが好ましい。溶融材料を用意するための好ましい方法は、図2に示すように、公知の誘導加熱手段13及び水冷式銅製るつぼ15を加熱のために用いて、アルゴン雰囲気中で加熱を行うことである。この装置は、融液がセラミックるつぼからのセラミックで汚染されるおそれがなく、融液と大気成分(窒素及び酸素など)との反応が防止されるという利点をもつ。溶融材料の合金組成は、後で述べる通り後段の工程で製品上に一体延長部分が形成されるように、製品の超合金組成に適合性でありさえすればよい。一般に、本発明において、「適合性」という用語は、溶融材料から凝固した延長部分と製品との間における、結晶組織及び/又は金属学的組織のある程度の連続性又は類似性を意味する。「適合性」という用語は、一方の合金が他方の合金に対して、合金元素の喪失、汚染、液体金属脆化、界面での脆性相の形成などの悪影響を与えないことも意味する。「適合性」という用語は、また、製品と延長部分との間における機械的・物理的性質及び金属学的組織の不連続性がある程度限られていることを意味することもある。結局、適合性は性能で評価しなければならない。仮にある合金の延長部分を別の合金の製品上に繰返し成長させることができ、成長した延長部分をもつ製品が後段の製造作業を円滑に行えるもので、しかも完成した製品が使用に際して満足できる性能を示すならば、上記の一般事項に当てはまらなくても、これら2種類の合金は適合性であると結論しなければならない。こうした考察は、犠牲材の追加についての説明にも適用することができる。本明細書で用いる「‥‥に適合性の溶融材料」という表現は、適合性についての上記基準を満足する材料又は合金で液体として存在しているものを意味する。延長部分の結晶組織及び金属学的組織は製品のものと異なっていてもよいので、製品と延長部分との間で必要とされる適合性の程度に応じて、ある所定の製品に対して広い許容範囲の適合性溶融材料が可能である。延長部分の結晶組織及び金属学的組織が製品とよく整合していることが望まれるような用途(例えば、エピタキシャル成長が望まれる場合や延長部分についても配向した結晶組織を有していなければならない場合など)においては、許容範囲は概して狭くなり、溶融材料の合金組成は製品の合金組成と同一もしくは非常に類似していることが最も望ましいこともある。延長部分の結晶組織及び金属学的組織が製品と必ずしも整合していなくてもよい用途(例えば等軸結晶組織その他の非配向結晶組織で十分な場合など)においては、許容範囲は概して広くなり、溶融材料の合金組成が製品の合金組成と全く異なっていてもよい。また、ある種の用途では、それぞれの異なる必要条件に対応した異なる性質が発現するように、製品の結晶組織及び/又は金属学的組織とは実質的に異なる結晶組織及び/又は金属学的組織を生じさせることが望ましいこともある。例えば、延長部分よりも製品の弾性率を低くすると共に耐クリープ性及び耐疲労性を向上させることが望ましいこともあれば、延長部分の耐摩耗性及び耐酸化性を高くすることが望ましいこともある。図2A及び図2Bに斜線の方向を変えて示した通り、製品の超合金組成は、製品上で溶融材料から成長させた延長部分の合金組成と異なっていてもよい。ただし、上記で引用した特許明細書に記載されている通り、合金組成が異なっていても、延長部分の結晶組織が製品の結晶組織と一体かつ連続して成長するように、合金組成を選択し得る。こうした成長モードは「エピタキシャル成長」と呼ばれることもある。本発明においては、このことも、製品の合金組成と延長部分の合金組成との高度の適合性を言い表すはずである。また、製品の結晶組織又は金属学的組織又はその双方が基端部4から延長端部8にかけて変化していてもよく、本明細書における製品と延長部分との間の適合性についての記載は一義的には延長部分と製品2の延長端部8との適合性のことを指している。
【0024】
図1、図2A及び図2Bを再度参照すると、溶融材料を用意する工程200に続く工程は、浸漬工程300(図2A参照)、保持工程400及び引上げ工程500(図2B参照)である。浸漬工程300では、製品の延長端部と溶融材料との緊密な接触が成立して、様々な公知の伝熱機構が生じて製品(特にその延長端部)の温度が溶融材料の温度近くまで急激に上昇し始める。浸漬工程300は製品を溶融材料中に望ましい深さまで浸漬することによって実施されるが、その深さは製品の性状(例えばその寸法や合金組成など)、溶融材料の温度及び延長端部の形状(例えば、平坦な端部又は段付き端部の別)を始め、数多くの因子によって左右され、浸漬の最大深さは、一般に、上記のような諸因子を考慮して延長端部について望まれる再融解量によって限定される。浸漬工程300は望ましければどんな方法で実施してもよく、所望の深さまで段階的に浸漬しても或いはほとんど瞬間的に浸漬してもよく、降下速度をゆっくりと変化させてもよいし、或いは上記方法の組合せを始めとして他のどんな適した浸漬方法で行ってもよい。
【0025】
延長端部の一部が溶融材料によって加熱されてミクロ組織成長用の種晶として溶融材料と相互作用するのに十分な時間にわたって行われる保持工程400は、本発明の方法において重要であるだけでなく、極めて変動の大きい工程である。本明細書に記載の通り、相互作用の大きさ並びに延長部分が種晶として機能する程度(又は範囲)は本発明の方法によってかなり変化するからである。材料、装置及び作業条件の組合せによっては、保持工程400での「十分な時間」が実質的にゼロとなることもあり、例えば、製品のミクロ組織との適合性のミクロ組織を有していて所期の用途に必要な条件を十分満足する連続一体延長部分を生じさせるのに製品と溶融材料との間に比較的小さな相互作用しか要しない場合などでみられる。延長部分をエピタキシャル成長させる場合のように、もっと大きな相互作用が望まれる用途では、平衡化に十分な時間はもっと長く、ほとんどの組合せの製品と溶融材料について、30分程度であろうと予想される。長時間を要することが予想される用途では、所要時間の推定には、製品及び溶融合金についての既知の伝熱データ又はそれらの測定値を用いて、延長端部の所望部分の再融解(melt back) に要する時間を計算すればよい。保持工程400に要する時間は、浸漬工程300で用いた方法及びその工程に要した時間によっても影響される。
【0026】
浸漬工程300、保持工程400又は両工程に際して、本明細書に記載の通り、製品と溶融材料との相互作用を促進及び制御するための手段(例えば、補足的な加熱、冷却又はその両方)を用いることが望ましいこともある。さらに、溶融材料内を攪拌又は振盪させる手段、或いは超音波振動などによって製品を振盪させる手段など、公知の手段を設けることが望ましいこともある。
【0027】
引上げ工程500は、延長端部8に延長部分16が形成される工程である。引上げ工程500は、溶融材料12が延長端部8と溶融材料12との界面14における種晶上で製品2の配向ミクロ組織10に適合性のミクロ組織を有する一体延長部分として凝固するような速度にて、延長端部8を溶融材料12から取り出すことを含んでなり、当該引上げ工程500の間、製品2は温度勾配を有していて温度は界面14から基端部4までの間で低下する。引上げ工程500は、後でさらに説明する通り、所望のミクロ組織特性の延長部分16を生じる任意の(一定又は可変)速度で実施し得る。引上げ工程500の速度は、製品2上での溶融材料12の凝固特性に依存し、双方の合金組成、溶融材料12の温度、製品2内部の温度勾配、界面14の温度及びその他の因子にも依存する。
【0028】
以上の工程は同一装置を用いて実施するのが好ましい。これらの工程は、数多くの公知の浸漬・保持・引上げ手段のいずれを用いて実施してもよい。好適な浸漬・保持・引上げ手段は、典型的には、製品2を保持又は把持するための手段(図示せず)、保持手段に接続していて、製品2を溶融材料12に浸浸すると共に溶融材料12から引上げるための駆動手段(図示せず)、並びにこれらの工程において駆動手段の運動を制御するための手段(図示せず)を含んでなる。製品2を保持するには、例えば公知のつかみ具又はクランプ機構など、製品2を把持するのに適した任意の手段を用いればよい。好ましくは、浸浸工程300、保持工程400及び引上げ工程500は、結晶引上げ技術で公知の駆動手段(例えば、チョクラルスキー(Czochralski) 法やブリッジマン(Bridgman)法の実施に用いられる駆動手段)に類似した自動化プログラム可能コンピューター制御駆動手段を用いて実施される。また、溶融材料を収容するのに用いる装置は、非制御下の機械的振動からできるだけ隔離することが望ましい。また、制御手段は、製品内の温度勾配、溶融浴の温度、製品/溶融浴界面の温度及びその他の因子などの諸因子(定数であることも変数であることもある)の計算値又は測定値に基づいて、駆動手段の運動を調整できるようなものであることが望ましい。浸浸工程300及び引上げ工程500では、製品と溶融材料との間の相対運動が必要とされる。本発明の方法において、かかる相対運動を達成するには、製品、溶融材料又はその両方を移動させればよいが、発明者の考えるところでは、溶融材料を静止状態に保ちながら製品を移動させるのが一般に好ましいと思われる。
【0029】
本発明の方法の一つの実施形態で得られる延長部分の一例を、図3及び図4に翼形部46上の延長部分56として例示する。延長部分56は二点鎖線52から始まるが、この二点鎖線52は、上記工程の間に起こる再融解を考慮に入れて、新しい翼端部48を構成する延長部分56の成長の起点となる界面14を示している。図4の部分的な略図にみられる通り、翼端部48を種晶として使用することによって、適合性のミクロ組織を有するむくの延長部分56が得られるが、ここの場合の延長部分56には、その母体の翼端部48の結晶粒と連続性及び一体性をもつ多数の細長い結晶粒を含まれている。
【0030】
図5の部分略図並びに図5中の線6−6に沿った図6の断面図に、ガスタービンエンジン用空冷式動翼の別形態の翼端部を示す。この形態の翼端部は、運転条件によっては対向する部材との干渉又は摩擦を起こしてゼロクリアランス状態に近付くことがあるので、「スキーラーチップ(squealer tip)」と呼ばれることもある。かかる干渉の結果、翼端部48の周辺リム58は摩耗又は損傷を受けることがある。また、かかる摩擦条件が存在しなくても、長期稼働の間には、空中浮遊粒子及び酸化がリム58の摩耗及び損傷を引き起こすこともある。本発明の方法は、上記の通り延長部分を形成することによってかかる損傷を補修するのにも使用することができる。ただし、この場合の延長部分56(本発明の方法を概括的な説明を考慮する場合には延長部分16)は、むくの延長部分56ではなく、翼端部48のうちの周辺リム58からなる部分のみを延長したものである。リム58上でのみ延長部分を形成するためには、溶融材料と端壁62との接触を避けなければならない。
【0031】
リム58の幅が狭い(すなわち、損傷が端壁62の近くまで進行している)場合には、端壁62への損傷を避けるため、リム58の溶融材料12との相互作用を限定すると共に注意深く制御する必要がある。このことは、特に、本明細書に記載の通り、端壁62に部分的中空内部空間と連絡した通路74又は穴のような構造が存在する場合に重要である。本発明の方法の一つの実施形態では、図7に示す通り、翼端部48のリム58に設けた犠牲材又は付加部分64を使用する。図7に示すリム58の端面66は浸食又は損傷を受けた状態にあって、補修を必要とする。犠牲材64は翼端部48と同一のミクロ組織(例えば多数の細長い結晶粒又は単結晶)を有する必要はない。必要なことは、犠牲材がリム58に取り付けられることと、溶融材料に適合性の材料であることだけである。例えば、溶融材料12がNi基超合金である場合、付加部分64としては、Ni、溶融材料12を希釈したりその組成を実質的に変化させることのない元素群を含んだNi基合金、溶融材料12の合金元素群の中の1種類を含んだ合金などが可能であろう。犠牲材64は、通路74が影響を受けない限り、フレーム溶射、電着、予備成形部材の溶接・ろう付け又は拡散接合など、当業者に公知の様々な方法によって付加することができる。通路74が影響を受けると、動翼42の内部空間との連絡を復旧するために追加作業が必要となる。また、本発明方法の実施に際して犠牲材64は溶融材料中で少なくとも部分的に融解してなくなるので、付加部分64の形状はどんな便宜的なものであってもよい。付加部分64は、図7に示す通り、リム58の延長部分であり得る。付加部分64は、また、リム58に設けられたシム、シート又はフォイルであってもよいし、適していればその他のどんな形態を有していてもよい。溶融材料12によって犠牲材64が融解してなくなればリム58のミクロ組織が溶融材料12に暴露され、その表面は本発明による種晶として機能できるようになる。犠牲材64を使用すると、また、図1に示す通り、動翼42などの製品を適正に配置することが容易になり、図5、図6及び図7に示すように動翼42を補修する場合には、図7の再融解線68が端壁62の表面又は内側ではなく端壁62から離れた位置に存在するようにできる。こうした犠牲材がなければ、溶融材料との完全な接触及び相互作用を達成するため、リム58を端壁62の内部にまで再融解することが必要になることもあろう。
【0032】
図8〜図10を参照すると、端壁62を保護するためのもう一つの方法は、翼端部48に設けられたバリヤー材をリム58の内部又は端壁62上又はその両方に使用することである。バリヤー65は、溶融材料12に融解も溶解もしない(さもなければ溶融材料12を汚染する)材料でできているのが好ましい。Ni基溶融材料に対しては、セラミック又は耐火性金属をバリヤー65として使用し得る。バリヤー65の主たる目的は、通路74などの構造を覆って、浸漬工程300、保持工程400及び引上げ工程500に際してそれらが塞がれるのを防止することにある。バリヤー65は、引上げ工程500でリム58上に延長部分が凝固する際に、翼端部48の新たな部分(例えば、リム58)の規定に役立つ働きもする。バリヤー65は適宜どんな方法で形成してもよく、例えば、ろう付け、溶接又は拡散接合によってセラミック又は耐火性金属予備成形物をリム58又は端壁62に取り付けてもよいし、溶射成形、物理蒸着及び化学蒸着のような各種の溶着技術を用いてもよいし、或いはスラリーからセラミックを成形してもよい。浸漬工程300、保持工程400及び引上げ工程500の後、バリヤー65は適宜どんな材料除去法で取り外してもよい。
概略断面図の図8、図9及び図10は、中空内部空間を有する動翼42の補修のための本発明の方法の一連の工程を例示したものである。内部空間は、例えば、流体冷却式タービン動翼(又は静翼)42の内部に設けられた蛇行状又は迷路状の通路70であり得る。便宜上、一部の参照番号は上記で使用したものと同じである。図8は、リム58が溶融材料12と接触して溶融材料12中に部分的に再融解した状態を示している。元々のリム末端は二点鎖線66で示した。図9では、リム58の再融解がさらに進行して、再融解はリム58の残部が溶融材料12の凝固のための種晶として作用するのに十分な再融解線68にまで達している。次いで、図10において矢印54で示す通り、動翼42を溶融材料12と接触させたまま上方に移動させ、上述の通り界面14での連続的凝固によって、リム58上で二点鎖線72の下側の部分からなる延長部分56が再融解線68からの凝固によって成長することになる。延長部分56がその一部分でむくであって、本明細書で説明しかつ図5〜図7に示す通り中空内部空間との連絡するために追加の穴が所望される場合には、公知の方法を用いてそれらを形成すればよい。例えば、こうした穴は、材料除去技術として広く利用されている公知のレーザ、電解加工又は放電加工法で穴あけすることによって形成できる。本発明の方法では、溶融材料が種晶として作用する製品の端部よりも低い融点を有する場合に、溶融材料と種晶との間の相互作用は製品端部の成長用種晶を必ずしも完全に融解しなくてもよいと考えられる。必要なことは、界面を越えて溶融材料中で結晶組織が成長できるような条件が界面に存在することだけである。
【0033】
再び図1、図2A及び図2Bを参照すれば、浸漬工程300、保持工程400並びに溶融材料12から延長端部8を引上げる工程500では、製品2の内部に温度勾配が樹立されるが、かかる温度勾配は界面14と基端部4との間の温度勾配、すなわち製品2内部の所定位置での温度が界面14から基端部4に向かって低下するような温度勾配とみなすことができる。ある製品2の内部における温度勾配は、溶融材料12の温度、製品2の熱伝導率、製品2内部の内部通路を始めとする形状、製品2の引上げ速度及びその他の因子(本発明の方法の実施に用いられる装置の構成、並びにこれらの工程に際して製品2に適用し得る外部加熱源又は外部冷却源の存在など)の関数である。超合金などの溶融材料の凝固技術分野で知られている通り、凝固の起こる界面の温度勾配は得られる製品のミクロ組織に影響を及ぼす。超合金では、10℃/cm程度の比較的緩やかな温度勾配は配向の少ない多量の等軸結晶粒組織を生じる傾向があるが、これは摂動によって一定方向以外の熱の流れが生じるからである。傾きのより急な温度勾配(例えば、25〜150℃/cm)では、界面14での溶融材料12の樹枝状凝固を促すような条件を界面に生じる傾向がある。製品2内部(特に延長端部及び界面14近傍)における温度勾配は、また、一次及び二次樹枝状晶の間隔を始めとする樹枝状成長の性状にも影響を及ぼす。延長部分内部にある特定の方向性をもった形態及び配向(多結晶質一方向凝固又は単結晶の成長)を生じることが望まれる場合には、界面14における温度勾配の制御が特に重要である。本発明の方法は、製品2内部における温度勾配を変化させるための任意工程を含んでいてもよい。かかる工程としては、外部(すなわち溶融材料12からの伝導以外の)加熱手段によって製品の延長端部を加熱する工程600、外部冷却手段を用いて製品から熱を除去する工程700、並びに製品の延長端部を外部加熱手段によって加熱すると共に延長端部以外の位置において製品を外部冷却手段によって冷却する工程800が挙げられる。これらの任意工程は、上述の浸漬工程、保持工程及び引上げ工程のいずれか又は全てで採用し得る。外部加熱手段は公知であって、例えば、製品の延長端部を加熱するように配置された独立の誘導コイルの使用が挙げられる。外部加熱手段も凝固技術分野において公知であって、例えば、水冷チルのようなチル、金属冷却板又はその他の手段の使用が挙げられる。かかる冷却手段は製品2の基端部4又は移行部6に取付けられるのが普通であるが、製品の延長端部上に加熱手段が使用されていない場合には延長端部にチルを取付けることもできる。これらの工程は、界面及び製品内部双方での温度勾配の制御に使用することができる。
【0034】
製品2の形態及び本発明の方法における工程の組合せによっては、同じ溶融材料又は異なる合金組成物を使用して浸漬工程300、保持工程400及び引上げ工程500を繰返すことが望ましい場合もあり、これらの工程と共に、上記のような任意工程としての材料除去工程及び/又は加熱もしくは冷却工程を繰返すこともできる。
【0035】
再び図2A及び2Bを参照すれば、溶融材料からの凝固技術に関する当業者には自明の通り、本発明の方法を用いて形成された延長部分は一般に未完成の状態にある。そのため、完成品としての延長部分を得るために、追加工程としての材料除去及び表面仕上工程(研削、機械加工、研磨或いはその他の材料除去及び/又は表面仕上工程など)の使用が必要となる場合が多い。
【0036】
【実施例】
原子パーセントで表してNi−13.7Al−7.9Cr−12.3Co−2.1Ta−0.1B−0.9Mo−1.6W−0.9Re−0.6C−0.5Hf(不純物を除く)の合金組成物から製造されたタービン動翼の形態の既存の羽根部材を、本発明の方法による延長部分形成のための製品として使用した。この評価に際しては、図3〜図10に図示しかつ本明細書に記載したような先端部の補修を模擬するために、タービン動翼の翼形部に延長部分を付加することが所望された。この鋳造動翼のミクロ組織は、図4に示すものと同様な配向した多数の一方向凝固結晶粒からなるものであった。溶融材料を得るのに使用した材料も同一の公称合金組成を有するものであった。このNi基超合金の原料を、アルゴンガスで充満できるようにした作業室内に設置された水冷式銅製るつぼに入れた。作業室をアルゴンガスで満たした後、超合金をるつぼ内で融解した。誘導加熱手段を用いてるつぼ内の超合金装入物を融解し、温度1400℃に加熱した。製品の浸漬・保持及び引上げのため、製品を保持手段内に配置した。保持手段は、製品を溶接して取り付けるためのボルトを含んでいて、そのボルトはデジタル符号器を備えたねじ式駆動棒からなる駆動手段に取付けられていた。駆動手段はその運動を制御するための手段と接続されており、制御手段には、溶融材料中への製品の延長端部の挿入深さ、保持時間及び引上げ速度を制御するためコンピューター制御装置が含まれていた。次に、動翼を融液プール中に約1〜5ミリの深さまで降下させ、5分間保持した。その間に、動翼は融液と相互作用して挿入部分が再融解した。動翼は超合金融液から延長部分を凝固させるための配向成長用種晶としても作用した。次に、動翼を毎分約10mmの速度で上方に移動させることによって、動翼を融液から引上げた。引上げ及び一方向凝固は、毎分約6mmの延長部分が凝固するまで継続した。こうして、動翼と同じ多結晶質一方向凝固結晶組織を有する延長部分を凝固させることができた。かかる延長部分は上記製品の延長端部との連続性及び一体性を有していた。
【0037】
本発明の実施によって得られた製品は、基部と、ある外横断面形状を有する部分的に中空の翼形部を含んでいた。この製品は、端壁を有していないという点では、本明細書に記載したタイプの翼端部を含んでいなかった。しかし、その形状は翼形部の壁の厚さが約6mmというものであって、これは本明細書に記載した端壁を有する典型的なタービン動翼の周辺リムに極めて酷似している。このように、この実施例は典型的なタービン動翼の翼端部のミクロ組織及び幾何学的形状に酷似しており、かかる翼端部の成長又は補修を行うための本発明方法の実証に役立つ。使用した製品は翼形部に、多数の配向した細長い結晶粒からなる第1の結晶組織と、製品の合金組成に基づく第1の金属学的組織を有していた。翼形部と一体性及び連続性を示す延長部分は、翼形部の第1の結晶組織に適合性でその連続部をなす第2の結晶組織と、同じく第1の金属学的組織と連続した適合性の第2の金属学的組織を有していた。ただし、元の製品及び新たな翼端部の成長に用いた温度勾配の差に由来して樹枝状晶腕の間隔が僅かに異なるため、第2の金属学的組織と第1の金属学的組織とは多少なりとも識別できた。
【0038】
翼形部と延長部分の界面部分は、関連技術(例えば、別々に製造した別個の整合する部材同士を拡散接合する方法)に関して報告されたものとは異なっていた。幾つかの点で、翼端部の連続鋳造についての関連特許明細書に記載された界面と類似していた。ただし、本明細書に記載した方法を用いた場合には、該関連技術で用いられるセラミックダイやダイ増設部からのセラミック粒子による汚染のおそれは全くない。また、本発明の方法では、溶融材料に流体圧力を加えるための手段は全く必要とされない。本発明と関連技術との主たる相違点は界面にある。本発明においては、延長部分用に選択された溶融材料から製品の表面上に原子層を次々と付着させることによって延長部分をエピタキシャル成長させることができる。こうすると、延長部分の結晶粒は製品の結晶粒と界面を越えて連続性を示すようになる。本発明の方法では二次結晶粒(樹枝状晶)の配向を成長させることができ、かかる二次結晶粒の配列方向を横断方向に整合させることが困難な従来の界面接合技術とは異なる。製品の元の金属学的結晶粒組織又は配向に一次方向だけでなく二次方向にも整合したエピタキシャル成長領域(すなわち補修領域)を形成することができる。大半の関連補修方法では界面及び補修領域に等軸結晶粒を有しており、こうした関連方法に対する利点は機械的及び金属学的性質の点で顕著である。関連方法の大半では、元の製品の金属学的結晶粒組織は延長部分又は補修領域と整合しないからである。本体と延長部分に異種合金を選択した場合でも、凝固組織近傍の液体中での原子種の急速な混合の結果、一般に界面領域中で金属学的組織の漸次移行があると予想される。大半の関連方法では、多大の注意を払って実施したとしても、本体と独立の延長部分との間に局部的な表面むら及び僅かな位置ずれが極めて生じ易く、その結果2つの部品間にある種の低角度境界が生じることがある。同様に、いずれかの部品上の汚物が界面に取り込まれて接合部を弱体化する可能性も高い。さらに、こうした製品の補修に関連技術では、溶融金属が通路内に流入して凝固して通路を塞いでしまうのが通例であるという不都合もある。そうした場合、通路を開け直すのに追加の機械加工操作が必要となる。
【0039】
上記の実施例は、母体としての翼形羽根部材と同じ横断面を有する(翼形羽根部材の翼端部の補修において必要とされるようなタイプの)延長部分の制御された成長が達成されたことを実証している。この実施例では1つの延長部分だけであるが、本発明を複数の延長部分(例えば、複数のタービン動翼の翼端部)の同時成長にも拡張し得ることは言うまでもない。本発明は、通路を有するその他の方向性配列製品(例えば、タービン静翼)の補修にも使用することができる。
【0040】
上記で引用した特許明細書にも記載されている通り、延長部分の結晶組織は既存の製品の結晶組織と実質的に同じであるべきである結論されているが、意外なことに、延長部分と既存の製品との間に金属学的組織(特に合金組成)のかなりの変化が存在していてもよく、場合によっては好ましいこともあることが判明した。かかる結果は、本発明の方法の利用に際しても応用できる。
【0041】
本発明の方法は、エーロフォイルのような製品上に延長部分を形成するための関連方法に比べ、幾つかの点で予想外の利点を有している。溶接した延長部分は、その形成に用いられる溶接方法の使用を容易にするような組成、融解特性、流れ特性その他の性質を有していなければならず、そのため、延長部分の付加される製品の組成とは異なる組成を有することが多い。また、溶接した延長部分はその形成に用いられる溶接方法の性質上等軸ミクロ組織を有するのが通例であって、本発明の方法で可能となる配向ミクロ組織を形成しない。拡散接合その他の方法で接合された延長部分は、本明細書に記載した通り、ボイド及び/又は低角粒界のような欠陥をしばしば含有することが知られている。従って、延長部分と製品との界面はある種の用途に望まれるだけの強度を有していない。本明細書で引用した延長部分を鋳造するための関連方法は異なる成形方法を使用するもので、本発明の方法の実施には必要とされない追加の装置(例えば、セラミックダイ、ダイ増設部並びに延長部分を形成するための溶融浴の加圧手段)の使用が必要とされる。こうした追加装置を使用することなく、本明細書に記載した望ましいミクロ組織特性を有する延長部分を形成することができて、かかる延長部分を形成するためのコストの削減及び上記の装置による汚染の可能性の回避が達成されるということは、延長部分の鋳造に関する上記関連方法に対する予想外の顕著な利点である。
【0042】
以上の実施の形態は本発明の説明のために開示したものであり、そのすべての可能な変形を網羅しているわけではない。上記で示した実施の形態に様々な変形や改変が可能であることは、当業者には容易に理解されるはずである。こうした変形及び改変はすべて特許請求の範囲に包含されると理解すべきである。
【図面の簡単な説明】
【図1】 本発明の方法のフローチャート図。
【図2】 本発明の方法の実施に適した装置の断面図。2Aは本発明の方法によって製品を融液に浸漬する工程、2Bは製品を引上げる工程を示す。
【図3】 延長端部又は翼端部を有するタービンエンジン用のタービン動翼の部分切欠き斜視図。
【図4】 補修済みのタービン動翼の部分略図であって、本発明の方法に従って形成された延長部分が多数の細長い結晶粒を含むことを示している。
【図5】 空冷式タービン動翼の一例の翼端部の部分略図である。
【図6】 図5に示す翼端部の一部分の線6−6に沿った断面図。
【図7】 図6に示す翼端部の同じ部分の犠牲材を追加したときの断面図。
【図8】 部分的に中空の製品に本発明の方法を適用したときの概略断面図。
【図9】 部分的に中空の製品に本発明の方法を適用したときの概略断面図。
【図10】 部分的に中空の製品に本発明の方法を適用したときの概略断面図。
【符号の説明】
2 製品
4 基端部
6 移行部
8 延長端部
10 ミクロ組織
12 溶融材料
13 誘導加熱手段
14 界面
15 るつぼ
16 延長部分
18 ミクロ組織
42 タービン動翼
44 基部
46 翼形部
48 翼端部
50 通路又は穴
56 延長部分
58 周辺リム
62 端壁
64 犠牲材又は付加部分
65 バリヤー
74 通路
Claims (9)
- 製品の末端上に一体延長部分を形成するための方法であって、
(1)基端部、移行部、端壁と該端壁から延びるリムとをもった延長端部、配向ミクロ組織、及び超合金組成を有する製品であって、上記基端部と上記延長端部が上記移行部でつながっている製品を選択する工程、
(2)上記製品の超合金組成に適合性の合金組成を有する溶融材料を用意する工程、
(3)前記リムに、前記溶融材料に溶解可能な適合性の材料からなる犠牲材を設ける工程、
(4)上記製品の延長端部を上記溶融材料中に浸漬する工程、
(5)上記延長端部の一部が上記溶融材料によって加熱されてミクロ組織成長用の種晶として溶融材料と相互作用するのに十分な時間にわたって、上記製品の延長端部を上記溶融材料と接触状態に保持する工程、及び
(6)溶融材料が上記延長端部と上記溶融材料との界面における種晶上で上記製品の配向ミクロ組織に適合性のミクロ組織を有する一体延長部分として凝固するような速度にて、上記延長端部を上記溶融材料から引上げる工程であって、当該引上げ工程の間に、上記界面から上記基端部までの温度が低下するような温度勾配を上記製品が有する工程を
含んでなる方法。 - 前記浸漬工程又は前記保持工程に際して、前記溶融材料又は前記製品を振盪させる工程をさらに含んでなる、請求項1記載の方法。
- 前記浸漬工程、前記保持工程又は前記引上げ工程のいずれかに際して、前記界面及び前記製品内部における温度勾配が制御できるように、前記製品の前記延長端部を外部加熱手段によって加熱する工程をさらに含んでなる、請求項1記載の方法。
- 前記浸漬工程、前記保持工程又は前記引上げ工程のいずれかに際して、前記界面及び前記製品内部における温度勾配が制御できるように、前記製品を外部冷却手段によって冷却する工程をさらに含んでなる、請求項1記載の方法。
- 前記浸漬工程、前記保持工程又は前記引上げ工程のいずれかに際して、前記界面及び前記製品内部における温度勾配が制御できるように、前記製品の前記延長端部を外部加熱手段によって加熱すると共に前記製品の前記延長端部以外の位置において前記製品を外部冷却手段によって冷却する工程をさらに含んでなる、請求項1記載の方法。
- 前記一体延長部分が配向ミクロ組織を有する、請求項1記載の方法。
- 前記一体延長部分の配向ミクロ組織が実質的に前記製品の延長端部の配向ミクロ組織のエピタキシャル成長部分である、請求項6記載の方法。
- 前記浸漬工程に先立って、前記溶融材料よりも高い融点を有するバリヤー材であって、しかも前記製品の前記延長端部のうち一体延長部分の凝固を起こすべき部分が前記溶融材料に暴露されるように調整されたバリヤー材を前記製品の前記延長端部上に設ける工程をさらに含んでなる、請求項1記載の方法。
- 前記溶融材料と前記製品が同一の組成を有する、請求項1記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/538,152 US5778960A (en) | 1995-10-02 | 1995-10-02 | Method for providing an extension on an end of an article |
| US08/538152 | 1995-10-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09182950A JPH09182950A (ja) | 1997-07-15 |
| JP4348423B2 true JP4348423B2 (ja) | 2009-10-21 |
Family
ID=24145727
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP26109896A Expired - Fee Related JP4348423B2 (ja) | 1995-10-02 | 1996-10-02 | 製品の末端上に延長部分を形成するための方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5778960A (ja) |
| JP (1) | JP4348423B2 (ja) |
| FR (1) | FR2739311B1 (ja) |
| GB (1) | GB2305877B (ja) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6352101B1 (en) * | 1998-07-21 | 2002-03-05 | General Electric Company | Reinforced ceramic shell mold and related processes |
| US6932145B2 (en) | 1998-11-20 | 2005-08-23 | Rolls-Royce Corporation | Method and apparatus for production of a cast component |
| CA2663076C (en) * | 1998-11-20 | 2013-11-12 | Rolls-Royce Corporation | Method and apparatus for production of a cast component |
| US7343960B1 (en) | 1998-11-20 | 2008-03-18 | Rolls-Royce Corporation | Method and apparatus for production of a cast component |
| DE59909337D1 (de) * | 1999-06-03 | 2004-06-03 | Alstom Technology Ltd Baden | Verfahren zur Herstellung oder zur Reparatur von Kühlkanälen in einstristallinen Komponenten von Gasturbinen |
| US6339878B1 (en) | 2000-03-27 | 2002-01-22 | United Technologies Corporation | Method of repairing an airfoil |
| US6468040B1 (en) | 2000-07-24 | 2002-10-22 | General Electric Company | Environmentally resistant squealer tips and method for making |
| US7575038B2 (en) | 2001-06-11 | 2009-08-18 | Howmet Research Corporation | Single crystal seed |
| US6908288B2 (en) * | 2001-10-31 | 2005-06-21 | General Electric Company | Repair of advanced gas turbine blades |
| US6616410B2 (en) | 2001-11-01 | 2003-09-09 | General Electric Company | Oxidation resistant and/or abrasion resistant squealer tip and method for casting same |
| EP1464791B1 (de) * | 2003-03-25 | 2008-12-10 | Siemens Aktiengesellschaft | Verfahren und Vorrichtung zur Herstellung einer Turbinenkomponente |
| US7610946B2 (en) * | 2007-01-05 | 2009-11-03 | Honeywell International Inc. | Cooled turbine blade cast tip recess |
| JP4528995B2 (ja) * | 2007-08-02 | 2010-08-25 | 国立大学法人東北大学 | Siバルク多結晶インゴットの製造方法 |
| US20090071002A1 (en) | 2007-09-18 | 2009-03-19 | United Technologies Corp. | Methods for Repairing Gas Turbine Engine Components |
| US20100028160A1 (en) * | 2008-07-31 | 2010-02-04 | General Electric Company | Compressor blade leading edge shim and related method |
| EP2196276A1 (de) | 2008-12-15 | 2010-06-16 | Siemens Aktiengesellschaft | Formkörper zum Löten, Anordnung von Formlkörpern, ein Verfahren sowie ein Bauteil |
| CN103028718A (zh) * | 2011-09-30 | 2013-04-10 | 广西玉柴机器股份有限公司 | 柴油机气缸的铸造方法 |
| CN102528375A (zh) * | 2012-02-07 | 2012-07-04 | 新疆昆仑轮胎有限公司 | 轮胎模具修复方法 |
| US20140053403A1 (en) * | 2012-08-22 | 2014-02-27 | General Electric Company | Method for extending an original service life of gas turbine components |
| US9511388B2 (en) * | 2012-12-21 | 2016-12-06 | United Technologies Corporation | Method and system for holding a combustor panel during coating process |
| DE102017223411A1 (de) * | 2017-12-20 | 2019-06-27 | Rolls-Royce Deutschland Ltd & Co Kg | Verfahren zur Verbindung von Bauteilen mittels generativer Fertigung und Vorrichtung |
| CN110842177A (zh) * | 2019-12-04 | 2020-02-28 | 山东汇丰铸造科技股份有限公司 | 一种大型卷扬机用高耐磨球墨铸铁卷筒及其制造方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2879189A (en) * | 1956-11-21 | 1959-03-24 | Shockley William | Method for growing junction semi-conductive devices |
| US3302252A (en) * | 1963-12-03 | 1967-02-07 | Amsted Ind Inc | Apparatus for continuous casting |
| US3471266A (en) * | 1967-05-29 | 1969-10-07 | Tyco Laboratories Inc | Growth of inorganic filaments |
| US3967353A (en) * | 1974-07-18 | 1976-07-06 | General Electric Company | Gas turbine bucket-root sidewall piece seals |
| US4033792A (en) * | 1974-12-23 | 1977-07-05 | United Technologies Corporation | Composite single crystal article |
| US4784715A (en) * | 1975-07-09 | 1988-11-15 | Milton Stoll | Methods and apparatus for producing coherent or monolithic elements |
| US4010531A (en) * | 1975-09-02 | 1977-03-08 | General Electric Company | Tip cap apparatus and method of installation |
| JPS5254411A (en) * | 1975-10-30 | 1977-05-02 | Victor Co Of Japan Ltd | Static capacitance type pick-up stylus and production of same |
| US4944925A (en) * | 1985-06-10 | 1990-07-31 | Sumitomo Electric Industries, Ltd. | Apparatus for producing single crystals |
| CH670406A5 (ja) * | 1987-03-19 | 1989-06-15 | Bbc Brown Boveri & Cie | |
| US4937053A (en) * | 1987-03-27 | 1990-06-26 | Mobil Solar Energy Corporation | Crystal growing apparatus |
| JP2585123B2 (ja) * | 1990-04-13 | 1997-02-26 | 東芝セラミックス株式会社 | シリコン単結晶の製造方法 |
| JPH0412083A (ja) * | 1990-04-27 | 1992-01-16 | Osaka Titanium Co Ltd | シリコン単結晶製造方法 |
| US5047112A (en) * | 1990-08-14 | 1991-09-10 | The United States Of America As Represented By The United States Department Of Energy | Method for preparing homogeneous single crystal ternary III-V alloys |
| EP0476389A3 (en) * | 1990-08-30 | 1993-06-09 | The Furukawa Electric Co., Ltd. | Method of growing single crystal of compound semiconductors |
| DE4039807C1 (ja) * | 1990-12-13 | 1991-10-02 | Mtu Muenchen Gmbh | |
| US5291937A (en) * | 1992-07-30 | 1994-03-08 | General Electric Company | Method for providing an extension on an end of an article having internal passageways |
| US5304039A (en) * | 1992-07-30 | 1994-04-19 | General Electric Company | Method for providing an extension on an end of an article and extended article |
| EP0637476B1 (en) * | 1993-08-06 | 2000-02-23 | Hitachi, Ltd. | Blade for gas turbine, manufacturing method of the same, and gas turbine including the blade |
| US5676191A (en) * | 1996-06-27 | 1997-10-14 | General Electric Company | Solidification of an article extension from a melt using an integral mandrel and ceramic mold |
-
1995
- 1995-10-02 US US08/538,152 patent/US5778960A/en not_active Expired - Lifetime
-
1996
- 1996-09-30 FR FR9611847A patent/FR2739311B1/fr not_active Expired - Fee Related
- 1996-10-01 GB GB9620436A patent/GB2305877B/en not_active Expired - Fee Related
- 1996-10-02 JP JP26109896A patent/JP4348423B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| GB9620436D0 (en) | 1996-11-20 |
| US5778960A (en) | 1998-07-14 |
| GB2305877B (en) | 1999-12-22 |
| FR2739311A1 (fr) | 1997-04-04 |
| JPH09182950A (ja) | 1997-07-15 |
| FR2739311B1 (fr) | 1998-09-11 |
| GB2305877A (en) | 1997-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4348423B2 (ja) | 製品の末端上に延長部分を形成するための方法 | |
| US5304039A (en) | Method for providing an extension on an end of an article and extended article | |
| US5743322A (en) | Method for forming an article extension by casting using a ceramic mold | |
| JP4659164B2 (ja) | 一方向凝固鋳造品並びにその製造方法 | |
| US5673745A (en) | Method for forming an article extension by melting of an alloy preform in a ceramic mold | |
| EP2204475A2 (en) | Unidirectional-solidification process and castings formed thereby | |
| US20130022803A1 (en) | Unidirectionally-solidification process and castings formed thereby | |
| US5291937A (en) | Method for providing an extension on an end of an article having internal passageways | |
| EP0815990B1 (en) | Solidification of an article extension from a melt using an integral mandrel and ceramic mold | |
| JP4191267B2 (ja) | セラミックモールドを用いて溶融物から物品伸延部を凝固させる方法 | |
| US5673744A (en) | Method for forming an article extension by melting of a mandrel in a ceramic mold | |
| EP1728971A1 (en) | Integral turbine composed of a cast single crystal blade ring diffusion bonded to a high strength disk | |
| US20230033669A1 (en) | Multiple materials and microstructures in cast alloys |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070206 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20070326 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20070329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070803 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070918 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090623 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090623 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090623 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120731 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120731 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130731 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |