JP4366803B2 - 超硬合金押出し材料およびその製造方法並びに切削工具 - Google Patents
超硬合金押出し材料およびその製造方法並びに切削工具 Download PDFInfo
- Publication number
- JP4366803B2 JP4366803B2 JP2000006181A JP2000006181A JP4366803B2 JP 4366803 B2 JP4366803 B2 JP 4366803B2 JP 2000006181 A JP2000006181 A JP 2000006181A JP 2000006181 A JP2000006181 A JP 2000006181A JP 4366803 B2 JP4366803 B2 JP 4366803B2
- Authority
- JP
- Japan
- Prior art keywords
- cemented carbide
- extrusion
- extruded material
- less
- extruded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Drilling Tools (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Powder Metallurgy (AREA)
Description
【発明の属する技術分野】
本発明は、切削工具、冷間加工工具および熱間加工工具等の耐摩耗性部品の素材として有用な超硬合金押出し材料、およびこの様な超硬合金押出し材料を製造する為の有用な方法、並びにこうした超硬合金材料を素材として抗折力を高くすることのできる切削工具等に関するものである。
【0002】
【従来の技術】
WCを硬質相とし、Co,Ni,Fe等の鉄族元素を結合相として含むWC系超硬合金材料は、従来からその表面にTiNや(AlTi)N等の硬質皮膜を形成して、ドリルやエンドミル等の切削工具の素材として、或は熱間加工工具や冷間加工工具の素材として汎用されている。
【0003】
この様な超硬合金材料は、原料粉末混合→乾燥・造粒→成形→脱脂・半焼結→加工→焼結→HIP処理(熱間静水圧加圧処理)の工程で製造されており、この様にして製造されたものの機械的特性は通常等方性である。
【0004】
上記の様な超硬合金材料の機械的特性に異方性を持たせて、その特性(靭性や強度)を向上させるという技術も提案されている。これまでこれらの様な技術は、いずれも特殊な方法を用いてWC粒を板状に成長させて、その後熱間加工によりWC粒を配向させるものである。以下に、板状WC結晶を含有することにより特性向上を狙った先行技術について記す。
【0005】
特公昭47−23049号や同47−23050号では、0.01〜0.1μmの範囲の粒子からなる多孔質の凝集体コロイド状WC粉末を用いて焼結することにより、最大寸法が0.1〜50μmで、且つ最大寸法の3倍以上となる板状のWCを含有した超硬合金について記載されている。しかしながら、この様な方法では、板状WC結晶のサイズ・含有量を・分散状態等の制御が非常に難しく、むしろ機械的特性を劣化させるという問題がある。また、複雑な工程が必要であり、コストアップにもなる。
【0006】
特開昭57−34008号には、WC粉末を強粉砕して鉄族金属の存在下で炭化反応を起こさせ、WCが(001)面の結晶面で接合した状態の板状の双晶WCを得る方法が記載されている。この方法では、得られる板状の双晶WCの含有率や分離の問題がある。
【0007】
特開平2−47239号には、Wを過飽和に固溶した複合炭化物を原料とし、焼結時に板状WC結晶を晶出させる超硬合金についての方法が記載されている。しかしながら、この方法では、Wの過飽和固溶体を得る工程が必要であり、また板状WC結晶の生成率や適用できる組成が限定される問題がある。
【0008】
特開平5−339639号では、平均粒径0.5μm以下のWC粉末と立方晶系化合物を用いて、1450℃以上の温度で焼結して板状WC結晶を有する超硬合金の製造方法が記載されている。この方法では、長時間粉砕が必要であり、それに伴って酸素量等のコンタミネーションの問題があること、或は板状WC結晶の生成率が少ない、サイズコントロールができない等の問題がある。
【0009】
特開平7−278179号には、Coおよび/またはNiとWと炭素を含有した複合炭化物を1μm以下の粒径とし、この複合炭化物と炭素の混合粉末を出発原料として用いて、平均粒径が1μm以下でアスペクト比が2〜20の板状WC結晶を20体積%以上含有する超硬合金が記載されている。また、特開平7−292426号には、Coおよび/またはNi粉末と、炭素粉末、W粉末、またはWとCとを含む複合炭化物が生成される第一過程と、該複合炭化物と残留炭素との反応により板状WC粒が生成される第二過程とを含む、板状WC結晶含有超硬合金の製法が記載されている。しかしながら、これらの方法では、出発原料に用いる複合炭化物を前もって製造しておく必要があり、工程が煩雑でコストアップにつながるものである。
【0010】
特開平11−269573号では、出発原料として、金属亜鉛および/または亜鉛化合物でなる亜鉛含有物質と、金属タングステン粉末、カーボンおよび/または黒鉛でなる炭素源粉末と、Coおよび/またはNi粉末を使用し、焼結途中でWおよびCo表面の酸化物が亜鉛蒸気により還元されて活性となり、低温で多量の微粒で均一な複合炭化物を生成し、これと炭素との反応により微細でアスペクト比の大きい(3以上)板状WC結晶が多量に形成されることが記載されている。しかしながら、この方法では亜鉛化合物を焼結過程で蒸発・飛散除去する必要があり、残留亜鉛による機械的特性の低下やその蒸気圧によるボアや割れの問題がある。
【0011】
上記のようにアスペクト比2〜3以上の板状WCを形成させる方法はいくつか報告されているが、いずれも特殊な工程が必要であり、それに伴って板状WC粒の生成率やサイズコントロール、コストの問題、その他にも特殊工程を踏むゆえの弊害が生じている。
【0012】
また、生成させた板状WC結晶を配向させる方法として、特公昭47−23049号や同47−23050号、或は「粉末および粉末冶金」(第36巻第4号)では、ホットプレス法が記載されている。しかしながら、ホットプレス法では、(a)大きな加工率が得られない、(b)板状のものしか得られない、(c)製造コストが高い等の問題がある。また上記特公昭47−23049号や同47−23050号では、押出しによる方法も一部記載されているが、押出し条件に関する具体的記述はほとんどなされていない。
【0013】
【発明が解決しようとする課題】
本発明はこうした状況の下でなされたものであって、その目的は、わざわざ板状のWC粒を生成させ、それを配向させるのではなく、通常用いられているアスペクト比が2以下のWC粒を用いても、配向により、機械的特性を更に改善することのできる超硬合金押出し材料、およびこの様な超硬合金押出し材料を製造する為の有用な方法、並びに上記の様な超硬合金押出し材料を素材として抗折力を高くすることのできる切削工具、等を提供することにある。
【0014】
【課題を解決する為の手段】
上記目的を達成し得た本発明の超硬合金押出し材料とは、WCを70質量%以上含有し、残部がCo,NiおよびFeよりなる群から選ばれる1種以上で10質量%以上の鉄族元素からなる超硬合金押出し材料であって、前記WCの平均粒径が1μm以下であり、且つCuをターゲット材として測定したときの、押出し方向に垂直面での(001)面のX線回折ピーク強度をh(001)、押出し方向に垂直な面での(100)面のX線回折ピーク強度をh(100)と表したときに、これらの比[h(001)/h(100)]が0.35以下である点に要旨を有するものである。
【0015】
この超硬合金押出し材料においては、遷移金属の炭化物、窒化物または炭窒化物のいずれか1種以上で、その含有量が超硬合金押出し材料の総量の35質量%以下となる様に、WCの一部を置き換えることも有用であり、これによって耐酸化性、耐摩耗性、耐溶着性等を改善することができる。また上記の様な超硬合金材料の表面に硬質皮膜を形成することによって、抗折力を更に向上させた切削工具とすることができる。
【0016】
一方、上記の様な超硬合金押出し材料を製造するに当たっては、WCを70質量%以上含有し、残部がCo,NiおよびFeよりなる群から選ばれる1種以上で10質量%以上の鉄族元素からなる様に混合し、WCの平均粒径が1μm以下で且つ相対密度が90%以上となる押出し素材を得、該押出し素材を液相出現温度以上で押出し比を4以上とし、且つ押出し速度(ステム速度×押出し比)が40〜4000mm/secとなる様に熱間押出しする様にすれば良い。
【0017】
また、この方法においては、(1)遷移金属の炭化物、窒化物または炭窒化物のいずれか1種以上で、その含有量が超硬合金押出し材料の総量の35質量%以下となる様に、WCの一部を置き換えた押出し素材を用いることや、(2)上記押出し素材を、その周りに難焼結材料を配置した状態で金属カプセルに装填し、該カプセルを押し出し加工すること、等も好ましい実施形態として挙げられる。
【0018】
【発明の実施の形態】
本発明者らは、板状WC結晶を生成させてそれらを配向行させるのではなく、アスペクト比が2以下である様な通常用いられているWC粒を配向させて、超硬合金材料を更に高性能化するという観点から、様々な角度から検討を重ねてきた。その結果、平均粒径が1μm以下のWC粒子を用いて熱間押し出し処理を適用すれば、WC粒子を配行させて超硬合金材料の機械的特性を向上させることができることを見出し、本発明を完成した。そして、この様にして得られる超硬合金押出し材料では、強度や耐摩耗性に優れた長尺部材を安価に得ることができ、こうした長尺部材はエンドミルやドリルの素材として有用である。
【0019】
尚、上記「平均粒径」とは、フルマン法(Fullman法)によって測定した値であり、平均粒径をd、顕微鏡面上の任意の直線によってヒットされる単位長さ当たりの粒子個数をN1、任意の単位面内に含まれる粒子数をN2、としたときに、下記(1)式によって表されるものである。
d=(4/π)×(N1/N2) ……(1)
【0020】
本発明者らは、WC粒子の配向によって機械的特性を向上させる為の具体的手段として、大きな加工率が得られる熱間押出し法が最適であると考えた。この熱間押出し法については、これまでセラミックスであるWC粒子を非常に多く含む超硬合金材料に対する具体的な適用報告はなされていない。ところが、本発明者らがこの方法の適用可能性について検討を重ねたところ、様々な工夫を施してやれば、WC粒子を多く含む超硬合金材料においても押出しが十分可能であることが判明したのである。
【0021】
本発明者らは、押出し加工の適用可能性を検討する過程において、WCの平均粒径が押出し時の流れ性を大きく支配することを明らかにした。即ち、WC粒子の平均粒径が1μmよりも大きくなると、押出し時の超硬合金材料素材(押出し素材)の流れ性が急激に悪くなり、それが原因で押出し素材の表面状態が悪化し(凹凸が大きくなる)、また内部に欠陥が生じることになる。そして、表面の凹凸は製品製造時の加工量の増大を招き、また内部欠陥は強度低下を引き起こすことになる。こうした観点から、本発明の超硬合金材料におけるWC粒子の平均粒径は1μm以下とする必要がある。
【0022】
尚、WC粒子は0.5μm以下とするのが好ましいが、粒径が小さくなると配向の効果も小さくなることから、粒径は0.1μm以上とすることが好ましい。また、WC粒子の最大長さは10μm以下であることが好ましく、より好ましくは5μm以下とするのが良い。これは、WC粒子の平均粒径が1μm以下であっても、大きな粒子が含まれている場合には、その近傍に欠陥ができる可能性があるからである。
【0023】
また、本発明方法で規定する平均粒径は、押出し直前のそれを意味するものであるが、押出し前・後でのWC粒径は殆ど差がないものと見なして良く、押出し前・後での平均粒径は区別する必要はなく、例えば押出し直前のWCの平均粒径が1μm以下であることは押し出し後(即ち、超硬合金押出し材料)の平均粒径も1μm以下であることを意味する。
【0024】
ところで、押出し直前の素材(押出し素材)の相対密度は、90%以上とする必要がある。この押出し加工では、配行と同時に緻密化を成し遂げるという目的があるが、押出し直前の相対密度が90%未満であると、ポアを埋めることができず、こうして生じた残留ポアは破壊の起点となって強度低下の原因となる。尚、残留ポアは熱間静水圧プレス(HIP)等の後処理によって取り除くことも可能であるが、こうした処理を行なうとせっかく配向したWC粒の配向度を落とすことになるだけでなく、コストアップにつながることになる。
【0025】
上記の様な押出し加工を行なうに当たっては、押出し素材をカプセルに充填して行なうことが好ましい。このカプセルは、液相温度以上に加熱した押出し素材の保温と、押出し時に静水圧的な圧力を起こさせることが目的で使用するものである。即ち、カプセルを使用しないと、押出し時に素材表面の温度の低下や圧力の偏りが生じ、押出し素材に割れが生じる等の不都合が発生する。このカプセルの材質については、金属材料、ガラス、或いは粉末を固めたもの、等様々なものが使用できるが、押出し素材との大きな流れの差があってはならないことや、取り扱いが容易である等の理由によって鋼を使用することが好ましい。
【0026】
また、カプセルと押出し素材は、非常に高温の状態で接触することになるので、このときの両者の反応を抑える必要がある。こうしたことから、カプセルと超押出し素材の間には、両者の反応を防止する為の材料を介在させる必要がある。本発明者らはこうした材料についても検討したところ、難焼結性の粉末を使用することが好ましいことが判明した。即ち、カプセルと押出し素材の間に介在させる材料としては、両者の反応を防止するという目的に加えて、カプセルや超硬合金素材と押出し流れ性が大きく異なってはならないこと、更にはカプセル除去時に容易に除去できるという特性が必要である等を考慮すると、上記材料としては難焼結性のAlN粉末やBN粉末等であることが好ましい。これらの粉末は、1300℃程度に加熱しても容易に焼結することなく、反応防止や押出し時の流れ性を維持することが可能である。また、押出し後にも容易に除去が可能である。
【0027】
押出し時の押出し比については、4以上にすることが必要である。即ち、良好な押出し性(表面性状や内部欠陥の有無)を維持する為には、WC粒子の平均粒径は1μm以下であることが必要であるが、本発明者らがこの粒径においてもWC粒子の配行による機械的特性の改善を図るのに必要な条件について検討したところによると、この押出し比が4以上であると配行による十分な特性改善が達成できることが判明したのである。尚、この押出し比の上限については、限定するものではないが、高過ぎると内部欠陥が発生するので、80以下とすることが好ましい。
【0028】
また、熱間押出し時における押出し速度(ステム速度×押出し比)も適切に調整する必要があり、本発明では40〜4000mm/secと規定する。即ち、この押出し速度が40mm/sec未満では、十分な配向が得られず、4000mm/secを超えると内部欠陥が発生することになる。
【0029】
上記の様にして製造される超硬合金押出し材料は、WC粒子が配向した状態になっているのであるが、この配向を示す定量的な指標として、本発明者らは押出し方向に垂直な面での(001)面および(100)面における、Cuをターゲットとして測定したときのX線回折ピーク強度比を用いることが有用であるとの知見が得られた。
【0030】
即ち、押出し加工を施した場合に、(001)面は押出し方向に平行に並ぶ傾向にあり、(100)面は押出し方向に垂直に並ぶ傾向がある。そして、これらの度合いを示す値として、Cuをターゲットとして測定したときの、押出し方向に垂直な面での(001)面および(100)面のX線回折ピーク強度を、夫々h(001)およびh(100)として表したときに、これらの強度比[h(001)/h(100)]を用い、この比の値が0.35以下のときには機械的特性が著しく改善されることが判明したのである。
【0031】
そして、前述した如く、特にWC粒子を大きく板状に成長させた粒子を使用せずとも、押出し比を4以上とすると共に押出し速度を40〜4000mm/secとすることによって、通常の工程で作製したWC粒子を用いても希望する配行が得られ、機械的特性の向上が発揮されるのである。尚、前記強度比[h(001)/h(100)]については、超硬合金材料のどの断面においても0.35以下であることが好ましいが、必ずしもその必要はなく、任意の断面において上記強度比を測定したときに、その90%以上が上記の範囲を満足していれば、本発明の目的を達成することができる。
【0032】
本発明に係る超硬合金押出し材料においては、硬質相をなすWCと結合相をなす鉄族元素(Co,Ni,Fe等)との配合比率も適切に調節する必要がある。WCの含有量が70質量%未満になると、結合相の量(バインダー量)が多くなるのでこの結合相の塑性変形を利用して押出し加工は容易に行なえるが、硬さが低下して耐摩耗性が悪くなる。また、結合相の種類としては上記の如く、Co,Ni,Fe等の鉄族元素が挙げられるが、これらは単独または複合して使用すれば良い。
【0033】
本発明の超硬合金材料においては、そのWCの一部を、Ti,Ta,Mo,Ti,Cr,V,Nb,Zr,Hf等の遷移金属の炭化物、窒化物または炭窒化物のいずれか1種以上で置き換ることも有用であり、こうした化合物を添加することによって超硬合金押出し材料の耐酸化性、耐摩耗性、耐溶着性等を更に改善することができる。但し、その置換量が超硬合金押出し材料の総量に対して35質量%を超えると、WC粒子の配行による効果が発揮されにくくなるので、35質量%以下とすべきである。また、上記効果を発揮させる為には、添加する炭化物、窒化物または炭窒化物はできるだけ微細なものであることが好ましい。
【0034】
本発明に係る超硬合金押出し材料は、高強度および強靭性を発揮するものであり、長尺部材に形成した場合でも折れにくいものであるので、切削工具や、冷間加工工具若しくは熱間加工工具等の素材として有用である。また、本発明の超硬合金材料を用いて切削工具製品とする場合には、その素材表面にTiNや(AlTi)N等の硬質皮膜を形成することが好ましい。
【0035】
以下、本発明を実施例によって更に詳細に説明するが、下記実施例は本発明を限定する性質のものではなく、前・後記の趣旨に徴して設計変更することはいずれも本発明の技術的範囲に含まれるものである。
【0036】
【実施例】
原料として各種粒径のWC粉末、バインダー(Co,Ni,Fe)粉末、および遷移金属元素の炭化物、窒化物または炭窒化物を準備し、これらを用いて各種の組成割合となる様に湿式アトライターで混合、乾燥した後、CIP成形(冷間静水圧加圧成形)を行ない、その後仮焼して押出し素材を得た。
【0037】
押出し直前の押出し素材の相対密度(上記押出し素材は、各種で2個づつ準備し、その1つを押出し加工用、他の1つを相対密度測定用とした。)を測定すると共に、各種の押出し条件(押出し温度、押出し比、押出し速度)にて、熱間押出しを行ない、各種の超硬合金押出し材料を得た。このとき、カプセル素材として軟鋼を用い、押出し時のステム速度は10〜85mm/secとし、カプセルと押出し素材の間に各種反応防止剤(難焼結材料)を介在させた状態で熱間押出しを行なった。このときの原料の配合割合、押出し条件(押出し温度、押出し比、ステム速度、押出し速度)、反応防止剤の種類を一括して下記表1に示す。尚、下記表1の「押出し温度」の欄においては、押出し温度が液相出現温度以上の場合に○印、そうでない場合に×印を付して区別した。
【0038】
【表1】
得られた超硬合金材料について、そのWC粒子の平均粒径、X線強度比、抗折力を測定すると共に、表面状態を観察した。このとき、WCの平均粒径については前記したフルマン法によって測定し、表面状態は実体顕微鏡を用いて観察し、その凹凸の状態から下記の基準で評価した。
◎:非常に良い;顕微鏡観察で、0.0〜0.2mmの凹凸
○:良好;顕微鏡観察で0.2〜0.4mmの凹凸
△:普通;顕微鏡観察で0.4〜0.6mmの凹凸
×:不良;顕微鏡観察で0.6よりも大きい凹凸。
【0040】
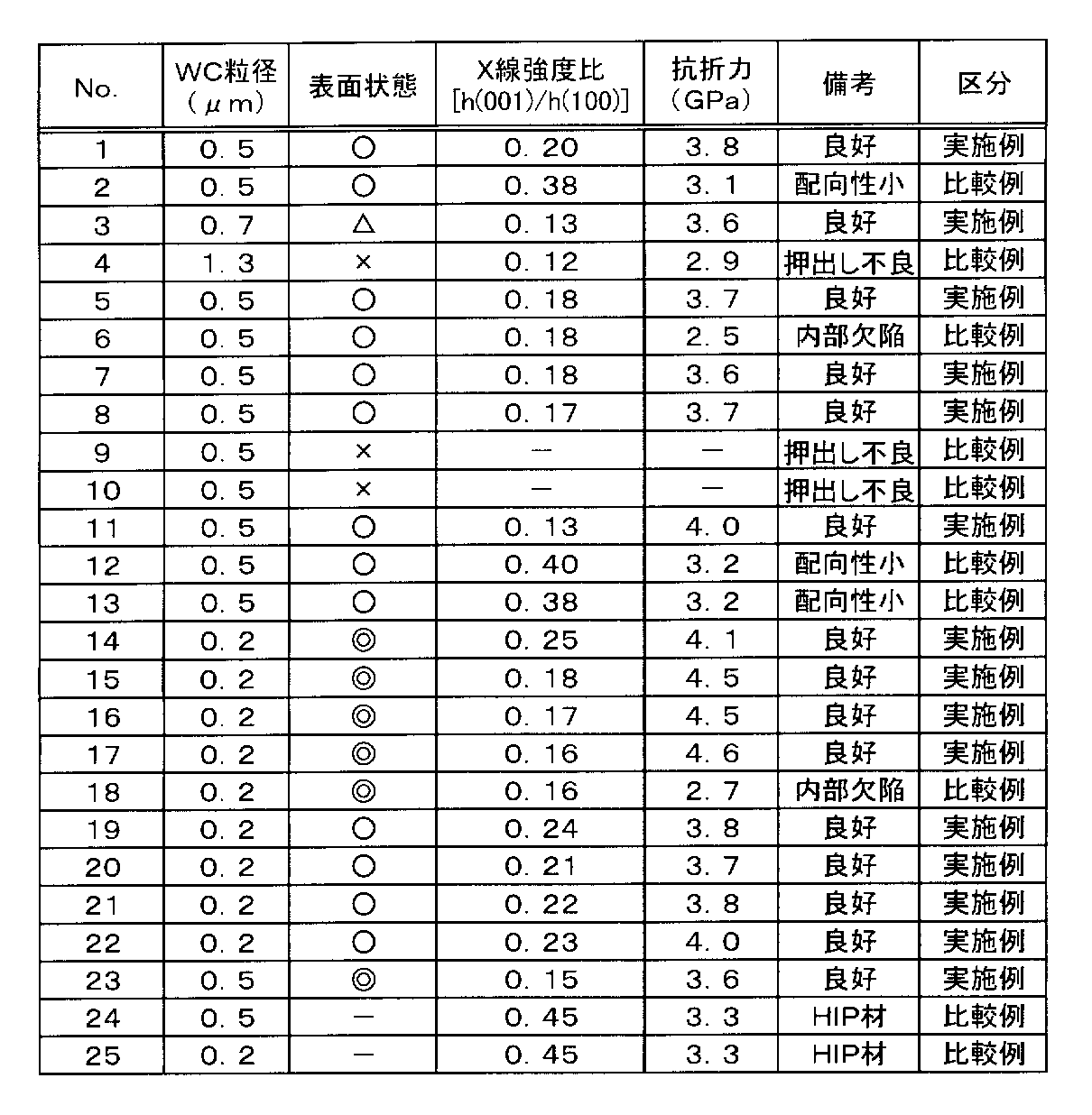
また、X線強度比は、X線回折計を用い、Cuをターゲットとして(001)面および(100)面の夫々のX線回折ピーク強度[h(001)およびh(100)]を測定し、これらの比[h(001)/h(100)]を計算した。尚X線回折ピーク強度比を測定するに当たっては、超硬合金材料を直交する2方向(押出し方向に平行な方向および垂直な方向)から測定し、その最低値を採用した。また、抗折力は、押出し方向に平行な面を引っ張り面としてJIS抗折試験[JIS B 1404(7.2)]に準拠して測定した。これらの結果を、一括して下記表2に示す。このとき、等方性な特性を示すもの(比較例)として、湿式アトライターで混合→乾燥→成形→焼結した後、HIP処理(1300℃、100MPa)を施した試料(この試料を「HIP材」と呼ぶ)の抗折試験の結果についても示した。
【0041】
【表2】
これらの結果から明らかな様に、本発明で規定する要件を満足する実施例のものでは、表面性状も良好で強度的にも優れたものであることが分かる。これに対して、本発明で規定する要件のいずれかを欠く比較例のものでは、いずれかの特性が劣っていた(押出し不良、内部欠陥、配行性小)。
【0043】
【発明の効果】
本発明は以上の様に構成されており、わざわざ板状のWC粒を生成させ、それを配向させるのではなく、通常用いられているアスペクト比が2以下のWC粒を用いても、配向により、機械的特性を更に改善することのできる超硬合金押出し材料が実現でき、この様な超硬合金押出し材料は高い抗折力が要求される切削工具等の素材として有用である。
Claims (6)
- WCを70質量%以上含有し、残部がCo,NiおよびFeよりなる群から選ばれる1種以上で10質量%以上の鉄族元素からなる超硬合金押出し材料であって、前記WCの平均粒径が1μm以下であり、且つCuをターゲット材として測定したときの、押出し方向に垂直な面での(001)面のX線回折ピーク強度をh(001)、押出し方向に垂直な面での(100)面のX線回折ピーク強度をh(100)と表したときに、これらの比[h(001)/h(100)]が0.35以下であることを特徴とする超硬合金押出し材料。
- 遷移金属の炭化物、窒化物または炭窒化物のいずれか1種以上で、その含有量が超硬合金押出し材料の総量の35質量%以下となる様に、WCの一部を置き換えたものである請求項1に記載の超硬合金押出し材料。
- 請求項1または2に記載の超硬合金の表面に硬質皮膜が形成されたものである切削工具。
- 請求項1に記載の超硬合金材料を製造するに当たり、WCを70質量%以上含有し、残部がCo,NiおよびFeよりなる群から選ばれる1種以上で10質量%以上の鉄族元素からなる様に混合し、WCの平均粒径が1μm以下で且つ相対密度が90%以上となる押出し素材を得、該押出し素材を液相出現温度以上で押出し比を4以上とし、且つ押出し速度(ステム速度×押出し比)が40〜4000mm/secとなる様に熱間押し出しすることを特徴とする超硬合金押出し材料の製造方法。
- 遷移金属の炭化物、窒化物または炭窒化物のいずれか1種以上で、その含有量が超硬合金押出し材料の総量の35質量%以下となる様に、WCの一部を置き換えた押出し素材を用いる請求項4に記載の製造方法。
- 上記押出し素材を、その周りに難焼結材料を配置した状態で金属カプセルに装填し、該カプセルを押出し加工するものである請求項4または5に記載の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000006181A JP4366803B2 (ja) | 2000-01-11 | 2000-01-11 | 超硬合金押出し材料およびその製造方法並びに切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000006181A JP4366803B2 (ja) | 2000-01-11 | 2000-01-11 | 超硬合金押出し材料およびその製造方法並びに切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001198710A JP2001198710A (ja) | 2001-07-24 |
| JP4366803B2 true JP4366803B2 (ja) | 2009-11-18 |
Family
ID=18534753
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000006181A Expired - Fee Related JP4366803B2 (ja) | 2000-01-11 | 2000-01-11 | 超硬合金押出し材料およびその製造方法並びに切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4366803B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6911063B2 (en) * | 2003-01-13 | 2005-06-28 | Genius Metal, Inc. | Compositions and fabrication methods for hardmetals |
| US7645315B2 (en) | 2003-01-13 | 2010-01-12 | Worldwide Strategy Holdings Limited | High-performance hardmetal materials |
| US7852562B2 (en) | 2005-02-28 | 2010-12-14 | Nalux Co., Ltd. | Optical element with laser damage suppression film |
| US7857188B2 (en) | 2005-03-15 | 2010-12-28 | Worldwide Strategy Holding Limited | High-performance friction stir welding tools |
| JP4178190B2 (ja) | 2006-08-25 | 2008-11-12 | ナルックス株式会社 | 多層膜を有する光学素子およびその製造方法 |
| CN111604651B (zh) * | 2020-06-28 | 2021-10-22 | 沈阳有色金属加工有限公司 | 大尺寸高纯铜旋转靶材的制备方法 |
-
2000
- 2000-01-11 JP JP2000006181A patent/JP4366803B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001198710A (ja) | 2001-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0759480B1 (en) | Plate-crystalline tungsten carbide-containing hard alloy, composition for forming plate-crystalline tungsten carbide and process for preparing said hard alloy | |
| CN102548932B (zh) | 固结在韧性基质材料中的韧性经涂布硬质颗粒 | |
| JP6095162B2 (ja) | 立方晶窒化ホウ素焼結体 | |
| US5993506A (en) | Plate-crystalline tungsten carbide-containing hard alloy, composition for forming plate-crystalline tungsten carbide and process for preparing said hard alloy | |
| JP7388431B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| WO1993005191A1 (fr) | Alliage dur et production de cet alliage | |
| CN116287927A (zh) | 具有增韧结构的硬质金属 | |
| EP1420076A1 (en) | Hard alloy and W-based composite carbide powder used as starting material | |
| JP2004076049A (ja) | 超微粒超硬合金 | |
| JP7392423B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| WO2025025551A1 (zh) | 一种无粘结相硬质合金及其制备方法和应用 | |
| JP7517483B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP4366803B2 (ja) | 超硬合金押出し材料およびその製造方法並びに切削工具 | |
| JP2006111947A (ja) | 超微粒子サーメット | |
| JP6775694B2 (ja) | 複合焼結体 | |
| JP7161677B2 (ja) | 耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JPH07278719A (ja) | 微粒板状晶wc含有超硬合金およびその製造方法 | |
| JP7494952B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP2004330314A (ja) | 被覆超硬合金工具 | |
| JP7587205B2 (ja) | 切削工具 | |
| JP6695566B2 (ja) | 非金属系材料を加工するための工具に用いる超硬合金 | |
| JP7209216B2 (ja) | 耐塑性変形性、耐チッピング性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP2002194474A (ja) | 炭化タングステン系超硬基複合材料焼結体 | |
| JP2010253607A (ja) | 切削工具 | |
| JP5031610B2 (ja) | TiCN基サーメット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040723 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061228 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20080109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090312 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090804 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090817 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120904 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120904 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120904 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130904 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |