JP4376100B2 - 光ファイバ母材の延伸方法 - Google Patents
光ファイバ母材の延伸方法 Download PDFInfo
- Publication number
- JP4376100B2 JP4376100B2 JP2004078632A JP2004078632A JP4376100B2 JP 4376100 B2 JP4376100 B2 JP 4376100B2 JP 2004078632 A JP2004078632 A JP 2004078632A JP 2004078632 A JP2004078632 A JP 2004078632A JP 4376100 B2 JP4376100 B2 JP 4376100B2
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- fiber preform
- tip
- stretching
- preform
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41B—WEAPONS FOR PROJECTING MISSILES WITHOUT USE OF EXPLOSIVE OR COMBUSTIBLE PROPELLANT CHARGE; WEAPONS NOT OTHERWISE PROVIDED FOR
- F41B11/00—Compressed-gas guns, e.g. air guns; Steam guns
- F41B11/70—Details not provided for in F41B11/50 or F41B11/60
- F41B11/72—Valves; Arrangement of valves
- F41B11/723—Valves; Arrangement of valves for controlling gas pressure for firing the projectile only
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/01486—Means for supporting, rotating or translating the preforms being formed, e.g. lathes
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/01466—Means for changing or stabilising the diameter or form of tubes or rods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41B—WEAPONS FOR PROJECTING MISSILES WITHOUT USE OF EXPLOSIVE OR COMBUSTIBLE PROPELLANT CHARGE; WEAPONS NOT OTHERWISE PROVIDED FOR
- F41B11/00—Compressed-gas guns, e.g. air guns; Steam guns
- F41B11/60—Compressed-gas guns, e.g. air guns; Steam guns characterised by the supply of compressed gas
- F41B11/64—Compressed-gas guns, e.g. air guns; Steam guns characterised by the supply of compressed gas having a piston effecting a compressor stroke during the firing of each shot
- F41B11/642—Compressed-gas guns, e.g. air guns; Steam guns characterised by the supply of compressed gas having a piston effecting a compressor stroke during the firing of each shot the piston being spring operated
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Geochemistry & Mineralogy (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Description
従来、このように先端に局部的な屈曲部を有する光ファイバ母材の曲がりの修正は、ガラス旋盤等を用いて行われている。ガラス旋盤による修正作業は、加熱源にガスバーナーを用いているため、局所加熱が可能となり、曲がりを生じている部分のみを修正することができ、外径100mm以下の光ファイバ母材の修正加工、特に外径80mm以下のものに対しては十分に修正加工が可能である。
また、先端部の曲がりを修正した後延伸するため、延伸して得られるより小径の光ファイバ母材の曲がりをさらに小さくすることができる。
次に、装着が可能と判断した光ファイバ母材については、屈曲部がヒーターのほぼ中央に位置するようにセットする。通常、この位置は、加熱炉のなかで温度が最高になる領域であり、一般的にはヒーターのほぼ中央か若干上よりの位置となる。
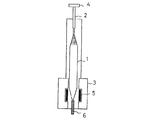
図1に示す大径光ファイバ母材の延伸方法について説明する。光ファイバ母材1は、外径40〜180mmの大径で棒状の石英系ガラスからなる母材1aと、その両端に溶着された石英系ガラス等からなるダミー棒1b,1cからなっている。さらに光ファイバ母材1の上端には、窒化珪素セラミックス製吊り下げ用支持棒2が取り付けられる。
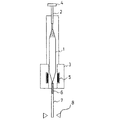
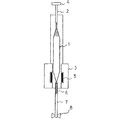
次に、図5に示すように、母材吊り下げ機構4を作動させて光ファイバ母材1を所定の速度で下方に移動させると同時に、光ファイバ母材1の最下端に取り付けられているアルミニウム製引き取り棒7をチャック8で把持して下方に移動させることで、光ファイバ母材1は延伸され、所定の径に縮径される。
1a……母材、
1b,1c……ダミー棒、
2……吊り下げ用支持棒、
3……加熱炉、
4……母材吊り下げ機構、
5……ヒーター、
6……引き取り用支持棒、
7……引き取り棒、
8……チャック。
Claims (4)
- 光ファイバ母材を電気炉で加熱延伸してより小径とする延伸加工において、該光ファイバ母材の一端から延伸するにあたり、予め光ファイバ母材先端部の屈曲部を電気炉内で加熱軟化させて曲がりを修正し、該曲がりの修正確認に、光ファイバ母材又はこれに接続されたダミー棒の先端と延伸軸とのずれを検出することを特徴とする光ファイバ母材の延伸方法。
- 光ファイバ母材を吊り下げ機構に装着して電気炉内に吊り下げ、光ファイバ母材先端部の屈曲部を加熱軟化させて、光ファイバ母材又はこれに接続されたダミー棒の先端と延伸軸とのずれを検出し、該ずれが10mm以下になった後、延伸を開始する請求項1に記載の光ファイバ母材の延伸方法。
- 非接触式位置検出装置を用いてずれを検出する請求項2に記載の光ファイバ母材の延伸方法。
- 非接触式位置検出装置として、レーザー測定器又は画像処理装置を用いる請求項3に記載の光ファイバ母材の延伸方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004078632A JP4376100B2 (ja) | 2004-03-18 | 2004-03-18 | 光ファイバ母材の延伸方法 |
| KR1020050003788A KR101120730B1 (ko) | 2004-03-18 | 2005-01-14 | 광섬유 모재의 연신 방법 |
| PCT/JP2005/003917 WO2005090246A1 (ja) | 2004-03-18 | 2005-03-07 | 光ファイバ母材の延伸方法 |
| CN2005800085475A CN1934038B (zh) | 2004-03-18 | 2005-03-07 | 光纤母材的拉伸方法 |
| US10/593,274 US7458234B2 (en) | 2004-03-18 | 2005-03-07 | Elongating method of optical fiber base material |
| TW094108246A TW200531944A (en) | 2004-03-18 | 2005-03-17 | Method for drawing base material of optical fiber |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004078632A JP4376100B2 (ja) | 2004-03-18 | 2004-03-18 | 光ファイバ母材の延伸方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005263561A JP2005263561A (ja) | 2005-09-29 |
| JP4376100B2 true JP4376100B2 (ja) | 2009-12-02 |
Family
ID=34993593
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004078632A Expired - Fee Related JP4376100B2 (ja) | 2004-03-18 | 2004-03-18 | 光ファイバ母材の延伸方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7458234B2 (ja) |
| JP (1) | JP4376100B2 (ja) |
| KR (1) | KR101120730B1 (ja) |
| CN (1) | CN1934038B (ja) |
| TW (1) | TW200531944A (ja) |
| WO (1) | WO2005090246A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2875325B1 (en) | 2012-07-19 | 2019-11-13 | 3M Innovative Properties Company | Determining elongation of elastic bandage |
| JP6452091B2 (ja) * | 2015-04-20 | 2019-01-16 | 信越化学工業株式会社 | 光ファイバ用多孔質ガラス母材の焼結方法 |
| CN107021616B (zh) * | 2017-05-31 | 2023-03-10 | 江苏富春江光电有限公司 | 小变径预制棒用光纤拉丝炉气封装置 |
| JP7042229B2 (ja) * | 2019-03-04 | 2022-03-25 | 信越化学工業株式会社 | 光ファイバ用ガラス母材の延伸方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5354348A (en) * | 1991-05-12 | 1994-10-11 | Mitsubishi Cable Industries, Ltd. | Method for producing silica glass optical fiber with carbon coating |
| JP3151367B2 (ja) * | 1995-02-07 | 2001-04-03 | 信越化学工業株式会社 | 光ファイバ母材の製造方法 |
| JPH09249428A (ja) * | 1996-03-15 | 1997-09-22 | Shin Etsu Chem Co Ltd | 光ファイバ母材の製造方法 |
| JP3777746B2 (ja) * | 1997-09-26 | 2006-05-24 | 住友電気工業株式会社 | ガラス母材の延伸方法 |
| JP3548428B2 (ja) * | 1998-07-03 | 2004-07-28 | キヤノン株式会社 | 位置計測装置及びそれを用いたデバイスの製造方法 |
| JP3437480B2 (ja) * | 1999-03-12 | 2003-08-18 | 信越化学工業株式会社 | ガラス母材延伸装置の調整方法 |
| JP3827877B2 (ja) * | 1999-01-29 | 2006-09-27 | 株式会社フジクラ | 光ファイバ母材の製造方法 |
-
2004
- 2004-03-18 JP JP2004078632A patent/JP4376100B2/ja not_active Expired - Fee Related
-
2005
- 2005-01-14 KR KR1020050003788A patent/KR101120730B1/ko not_active Expired - Fee Related
- 2005-03-07 CN CN2005800085475A patent/CN1934038B/zh not_active Expired - Fee Related
- 2005-03-07 US US10/593,274 patent/US7458234B2/en not_active Expired - Lifetime
- 2005-03-07 WO PCT/JP2005/003917 patent/WO2005090246A1/ja not_active Ceased
- 2005-03-17 TW TW094108246A patent/TW200531944A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005090246A1 (ja) | 2005-09-29 |
| KR101120730B1 (ko) | 2012-03-23 |
| KR20050093710A (ko) | 2005-09-23 |
| CN1934038B (zh) | 2011-02-23 |
| US7458234B2 (en) | 2008-12-02 |
| JP2005263561A (ja) | 2005-09-29 |
| CN1934038A (zh) | 2007-03-21 |
| TW200531944A (en) | 2005-10-01 |
| US20070137258A1 (en) | 2007-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3437480B2 (ja) | ガラス母材延伸装置の調整方法 | |
| JP4376100B2 (ja) | 光ファイバ母材の延伸方法 | |
| US8661857B2 (en) | Method of manufacturing optical fiber preform | |
| CN103570238B (zh) | 玻璃母材的延伸方法 | |
| CN101687688B (zh) | 使用保持装置生产石英玻璃筒的方法及实施该方法的适当的保持装置 | |
| US20190263711A1 (en) | Suspending device for optical fibre preforms | |
| JP2001122635A (ja) | 光ファイバ製造方法、プリフォーム製造方法、及びプリフォーム製造装置 | |
| JPH10158024A (ja) | 光ファイバ母材の延伸方法および延伸装置 | |
| GB2148874A (en) | Optical fibre fabrication by the rod-in-tube method | |
| JP3318156B2 (ja) | 光ファイバ母材の製造方法 | |
| JP3151386B2 (ja) | 光ファイバ母材の製造方法 | |
| JP3141546B2 (ja) | 光ファイバ用母材の延伸方法及び延伸装置 | |
| JPH05319845A (ja) | 光ファイバ母材の加工方法 | |
| JP6136554B2 (ja) | ガラス母材の延伸装置およびガラス母材の製造方法 | |
| JP3625632B2 (ja) | 光ファイバ用ガラス母材の延伸方法 | |
| JP3827877B2 (ja) | 光ファイバ母材の製造方法 | |
| JP2000128558A (ja) | 光ファイバ用石英ガラス母材の製造方法 | |
| JP2010090017A (ja) | 光ファイバ母材の製造装置および製造方法 | |
| JP3987462B2 (ja) | 光ファイバ用ガラス母材の製造方法及び装置 | |
| JPH08310825A (ja) | 光ファイバ母材の加工方法 | |
| JPS61101429A (ja) | ガラス管の製造方法 | |
| JP3141545B2 (ja) | 光ファイバ用母材の延伸方法 | |
| JP2002037639A (ja) | 光ファイバ母材の加工装置 | |
| JPH0840741A (ja) | 光ファイバ母材の延伸方法及び光ファイバ母材の延伸装置 | |
| JP2003002679A (ja) | 光ファイバ用母材の焼結方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090622 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090813 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090903 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090908 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120918 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150918 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |