JP4376992B2 - 遮蔽材 - Google Patents
遮蔽材 Download PDFInfo
- Publication number
- JP4376992B2 JP4376992B2 JP06019199A JP6019199A JP4376992B2 JP 4376992 B2 JP4376992 B2 JP 4376992B2 JP 06019199 A JP06019199 A JP 06019199A JP 6019199 A JP6019199 A JP 6019199A JP 4376992 B2 JP4376992 B2 JP 4376992B2
- Authority
- JP
- Japan
- Prior art keywords
- plate
- aluminum alloy
- plate thickness
- shielding material
- bending rigidity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000463 material Substances 0.000 title claims description 58
- 229910000838 Al alloy Inorganic materials 0.000 claims description 52
- 238000000465 moulding Methods 0.000 claims description 14
- 238000005452 bending Methods 0.000 description 30
- 230000000052 comparative effect Effects 0.000 description 20
- 238000004049 embossing Methods 0.000 description 20
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 230000037303 wrinkles Effects 0.000 description 4
- 238000005260 corrosion Methods 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 239000012212 insulator Substances 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 230000009897 systematic effect Effects 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 229910001335 Galvanized steel Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000008397 galvanized steel Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000001012 protector Effects 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images





Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、例えば自動車の排気案内部分やエンジンのマウント周辺などに用いられるアルミニウム合金板からなる遮蔽材に関する。
【0002】
【従来の技術】
自動車のマフラー周辺などの排気案内部分、トランスミッション部分およびエンジンのマウント周辺あるいは家電製品の発熱部などには、熱的分離などのために遮蔽材が取り付けられている。この遮蔽材は、一般にはヒートインシュレータ(ヒートプロテクタ)と称されているが、その特性として断熱性のほかに成形性、剛性、放熱性などが要求される。かかる遮蔽材としては、従来溶融亜鉛メッキ鋼鈑が主流であったが、軽量化の観点から近年アルミニウムまたはその合金が採用され始めている。アルミニウムまたはその合金を用いた遮蔽材は、通常一様にエンボス加工されてからプレス成形などにより所定形状に成形され、そして自動車や家電製品の所定部位に取り付けられる。
【0003】
【発明が解決しようとする課題】
現在用いられているエンボス加工されたアルミニウム合金板からなる遮蔽材は、その板厚が最小のものでも0.5mm程度である。一方、自動車などの軽量化をより一層進めるために、遮蔽材の板厚を、最低限必要な曲げ剛性を維持しつつ可能な限り薄くすることが望まれている。しかしながら、このようなエンボス加工を施した板材の曲げ剛性については系統的な調査がほとんど行われておらず、薄肉軽量化の限度についても未解決である。
【0004】
また、特に自動車に用いられる遮蔽材は、排気周りなどの部位に取り付けられることから、非常に複雑な形状を持つことが多く、そのプレス成形は一般に困難なものとなっている。このことから、プレス成形性に優れた自動車用遮蔽材の開発が望まれている。
【0005】
しかしながら、エンボス加工が施された板材にプレス成形を行なう際の成形性に関しては、系統的な調査はほとんどなされておらず、不明な点が多い。このため、エンボス加工が施された板材についてプレス成形性を向上させる有効な方策はとられていなかった。
【0006】
そこで、本発明の目的は、一般の自動車用部品におけるような複雑形状にも破断を生じることなくプレス成形による加工ができ、かつ、最低限必要な曲げ剛性を維持しつつ可能な限り板厚の薄いエンボス加工が施されたアルミニウム合金板からなる遮蔽材を提供することである。
【0007】
【課題を解決するための手段】
本発明者は、鋭意研究の結果、板厚が0.25mm〜0.35mmの範囲にあり、凹凸の高さが板厚の3.3倍以上、凸部間距離が板厚の33倍以下である規則的な凹凸を有するエンボス加工が施されたアルミニウム合金板からなり、プレス成形によって形成される遮蔽材が上述した本発明の目的に沿うものであることを見いだした。ここでいう「規則的な凹凸」は、以下に説明するように、交差する2方向に沿ってそれぞれ凹凸パターンが繰り返される平面的ないし2次元的パターンとして設けられていてもよいし、一方向に沿っては凹凸パターンが繰り返されるがこれと直交する方向には凹凸のない1次元的パターンとして設けられていてもよい。
【0008】
ここでのエンボスの形状は、例えば、図1(a)、(b)に示されたようなものである。図1(a)において、白丸(○)はエンボス加工による凸部頂点を表しており、黒丸(●)はエンボス加工による凹部頂点を表しており、また、実線は凸部頂点間を結ぶ稜線である。また、図1(b)は、図1(a)において2つの凸部A、A’と1つの凹部Bとを通る断面図である。
【0009】
このように、本発明における遮蔽材の一例は、格子状に規則的に凸部を有するとともに、格子の縦方向および横方向に一定の距離ずれた状態で格子状に規則的に凹部を設けたエンボス加工された板である。そして、そのエンボス加工による凹凸の高さ(以下、「エンボス高さ」という)hは、図1(b)からも明らかなように、板面の垂直方向に最も高い位置から最も低い位置までの距離(すなわち、エンボス加工によって形成された凹凸の最高点から最下点までの距離)である。また、凸部間距離(以下、「エンボスピッチ」という)lは、図1(a)に示すように、隣接する凸部間の水平方向に沿った距離である。
【0010】
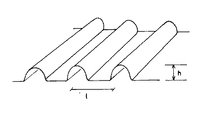
また、本発明における遮蔽材の別の一例は、図2に示すような一方向に規則的に凸部を有するエンボス加工された板である。この場合も、図1(a)、(b)で説明したのと同様に、エンボス高さhは、板面の垂直方向に最も高い位置から最も低い位置までの距離で定義され、エンボスピッチlは、隣接する凸部間の水平方向に沿った距離で定義される。
【0011】
本発明において、板厚を0.25mm以上としたのは、板厚が0.25mm未満では、アルミニウム合金板にエンボス加工を施して曲げ剛性を向上させたとしても、自動車用遮蔽材に必要な大きさの曲げ剛性を確保することが非常に困難であることが分かったからである。
【0012】
また、アルミニウム合金板の板厚を0.35mm以下としたのは、後の実施例で説明するように、板厚が0.35mmを超えると、エンボス加工が施されたアルミニウム合金板に深絞り成形などのプレス成形を施した際、絞りフランジ部の絞り抵抗が過大となり、結果として破断してしまい易いことが判明したからである。
【0013】
なお、通常のエンボス加工が施されていない平板では、周知のように板厚が小さくなるほど深絞り成形などのプレス成形時に破断が生じやすくなる。しかし、本発明者は、エンボス加工が施された板材の破断特性について、平板とは逆の傾向を見いだした。つまり、上述したように、エンボス加工が施されたアルミニウム合金板は、その板厚が0.35mmを超えて大きくなるほどプレス成形を施した際に破断しやすくなるのである。
【0014】
さらに、エンボス高さを凹凸の高さを板厚の3.3倍以上、エンボスピッチを板厚の33倍以下としたのは、自動車用遮蔽材の断熱性、成形性、放熱性などの諸特性を満足させるとともに、板厚が0.3mm以下と薄い場合であっても所定の曲げ剛性を確保するためである(板厚が厚い場合には曲げ剛性は確保されている)。この点について、図3を参照して説明する。図3は、図1(a)、(b)で説明した形状のエンボス加工が施された3種類の板材についてその板厚(mm)と曲げ剛性(kgf・mm)との関係をそれぞれ示すグラフである。図3において、□印はエンボス加工されていない鋼板、△印はエンボス加工されていないアルミニウム合金板、◆印は高さ1.4mm、ピッチ10mmで凹凸状のエンボス加工が施されたアルミニウム合金板をそれぞれ表している。
【0015】
図3からも明らかなように、エンボス加工されていないアルミニウム合金板の曲げ剛性は比較的小さいが、高さ1.4mm、ピッチ10mmのエンボス加工が施されたアルミニウム合金板の曲げ剛性は鋼鈑のそれに近い。このように、アルミニウム合金板にエンボス加工を施すことによりその曲げ剛性を向上させることができることが明らかであり、本発明者の知見によると、自動車用遮蔽材として必要な所定の曲げ剛性を確保するには、エンボス加工の高さが板厚の3.3倍以上でかつ突起間隔が板厚の33倍以下であることが望ましい。
【0016】
また、図4は、図3に示したのと同じ3種類の板材についてその単位面積当りの重量(g/cm2 )と曲げ剛性(kgf・mm)との関係をそれぞれ示すグラフである。図4に示すように、曲げ剛性一定という条件で考えた場合、アルミニウム合金板は鋼鈑よりも単位面積当りの重量が小さく、また、アルミニウム合金板のエンボス高さを大きくすると、その単位面積当りの重量を小さくすることができることが分かる。つまり、エンボス高さを大きくするほど、自動車用遮蔽材の軽量化を図ることが可能である。このような観点からも、エンボス加工の高さが板厚の3.3倍以上かつ突起間隔が板厚の33倍以下であることが好ましい。
【0017】
また、本発明において、自動車用遮蔽材として用いられるアルミニウム合金板は、リサイクル特性およびコストの面から、AAないしJIS規格による3000系アルミニウム合金板(以下、単に「3000系アルミニウム合金板」という)であることが好ましい。
【0018】
3000系アルミニウム合金として代表的なものに3004アルミニウム合金がある。3004アルミニウム合金は、キャン容器などの用途に用いられており、その生産量は年間30万トンに及ぶ。そのため、大量生産によるコストメリットが大きく、例えば5000系アルミニウム合金よりもかなり安価である。3004アルミニウム合金は、一般にその強度が5000系合金よりも低いが、Mgの添加量が1%程度であって圧延性がよいため、板の生産の面でもコスト的に優位である。従って、3004アルミニウム合金は、ヒートインシュレータとして用いるのに好適な材料である。
【0019】
3000系アルミニウム合金の一例としての3004アルミニウム合金は、基本的にMgを0.8〜1.3重量%、Mnを1.0〜1.5重量%、Siを0.3重量%、Feを0.7重量%、Cuを0.25重量%、Znを0.25重量%、残部Alおよび不可避的不純物を含有している。しかし、必ずしも各成分が規格通りにならずとも、適宜成分組成の変更は許容される。すなわち、上記元素の成分範囲の変更や、より具体的な用途および要求特性に応じて、他の元素を適宜含むことは許容される。
【0020】
また、3004アルミニウム合金は、引張強さが180N/mm2 、耐力が80N/mm2 、伸びが25%という機械的特性を有しており、耐食性についても良好である。3004アルミニウム合金は、5000系または6000系合金と同様に、耐食アルミニウム合金に分類されており、耐食性、強度、成形性などの諸特性のバランスがとれたアルミ合金である。なお、本発明において、3000系アルミニウム合金以外に、5000系または6000系アルミニウム合金を用いることも可能である。
【0021】
【実施例】
以下、本発明の実施例について説明する。
(実施例1)
板厚0.25mmの3004アルミニウム合金に、高さ1.4mm(板厚の5.6倍)、ピッチ10mm(板厚の40倍)で図1(a)、(b)に示したような波形のエンボス加工を施した後、プレス成形による加工を行った。このときのプレス形成条件は、図5に示すようなものとした。すなわち、しわ押さえ板11と円形ダイス12との間隔(ダイフェイスクリアランス)cをシム13により1.9mmに固定して、エンボス板(85mm四方の正方形ブランク)14に対して円筒型のパンチ15により深絞り成形試験を行うものとした。なお、パンチ径φp は40mm、ダイス径φd は42mmm、パンチ肩半径rp とダイス肩半径rd はともに3mmとした。
【0022】
そして、エンボス加工されたアルミニウム合金板について、曲げ剛性を調査した。その結果、本実施例1のアルミニウム合金板の曲げ剛性は35.3kgf・mmであった。また、円筒形ダイスによる深絞り成形試験での最大成形高さ(破断限界成形高さ)についても調べたところ、この場合、材料は破断することなく完全に絞り抜けた。これらの結果を〔表1〕に示す。
【0023】
(実施例2〜3)
板厚を0.30mm(実施例2)、0.35mm(実施例3)とした以外は、実施例1と同様に成形されたアルミニウム合金板について、曲げ剛性、円筒形ダイスによる深絞り成形試験での最高成形高さをそれぞれ調べた。その結果を〔表1〕に示す。
【0024】
(比較例1〜3)
板厚を0.15mm(比較例1)、0.40mm(比較例2)、0.50mm(比較例3)とした以外は、実施例1と同様に成形されたアルミニウム合金板について、曲げ剛性、円筒形ダイスによる深絞り成形試験での最高成形高さをそれぞれ調べた。その結果を〔表1〕に示す。
【0025】
【表1】

〔表1〕から明らかなように、アルミニウム合金板の板厚が0.25mm未満である比較例1では、破断することなく完全に絞り抜けたものの、曲げ剛性の大きさが自動車用遮蔽材に必要な大きさには達していない。
【0027】
一方、比較例2〜3は、曲げ剛性の点では実施例1〜3よりも優れているものの、破断が生じかつ最大成形高さが小さい。すなわち、比較例2〜3は、深絞り特性が実施例1〜3より劣っている。
【0028】
このように、板厚が大きい遮蔽材において深絞り性が劣る理由については、以下のように考えられる。図5に示すような深絞り成形では、パンチから材料に伝えられる成形荷重は、フランジ部分の材料を周方向に圧縮し、ダイス径に絞り込むために使われる。フランジ部の材料の絞り変形の抵抗力をFとし、パンチからの荷重が伝達される部分の材料の強度をSとすると、深絞り成形性はFとSの大小関係によって決まる。すなわち、Fが小さくSが大きいほど深絞り成形性は良好となる。また、パンチからの荷重伝達部の強度Sは通常板厚に比例する。
【0029】
通常のプレス成形品では、フランジ部のしわ発生をしわ押さえ力によって抑制しつつ成形が行われるが、こうした場合、フランジ部の絞り変形抵抗Fは板厚に比例することになる。一方、本発明のようなエンボス加工を施した遮蔽材の場合、フランジ部のしわ発生は不可避である。このような場合、フランジ部の絞り変形抵抗力Fは、板の面外方向に湾曲した板材61を面内の圧縮力62により縮める際の材料の変形抵抗として決まることになる。この際には、絞り変形抵抗は板材61の曲げ変形時の全塑性モーメントに基づいて決まると考えられ、近似的にはFは板厚の2乗に比例するものと考えられる。
【0030】
このように、エンボス加工を施した遮蔽材の場合、通常の板材と異なり、絞り変形抵抗Fは板厚の2乗に比例して増加し、一方パンチからの荷重伝達部分の材料強度Sは板厚に比例して増加する。このため、エンボス加工を施した遮蔽材では、板厚が増すほどに絞り変形抵抗Fが強度Sに対して相対的に大きくなり、深絞り成形に不利になるものと推論される。なお、エンボス加工が施されない一般の板材では、FおよびSはともに板厚に比例して増加するものと考えられるため、エンボス加工が施された遮蔽材に見られる上述のような板厚変化による成形性の変化はほとんど生じない。以上に述べたような理由から、本発明に係るエンボス加工が施された遮蔽材の場合、板厚が厚いほど深絞り成形性が不利になるものと考えられる。
【0031】
実施例1〜3および比較例1〜3から判断すると、エンボス加工が施されたアルミニウム合金板からなる自動車用遮蔽材の板厚は、0.25mm〜0.35mmの範囲であることがより好ましい。
【0032】
(比較例4)
板厚0.30mmの3004アルミニウム合金に高さ0.60mm(板厚の2.0倍)、ピッチ10mm(板厚の33倍)で図1に示したような形状のエンボス加工を施した。
【0033】
そして、エンボス加工されたアルミニウム合金板について、曲げ剛性を調べた。その結果、本比較例4のアルミニウム合金板の曲げ剛性は28.2kgf・mmであった。この結果を〔表2〕に示す。
【0034】
(比較例5)(実施例4〜5)
エンボス高さを0.6mm(板厚の2.0倍)、エンボスピッチを6mm(板厚の20倍)(比較例5)、エンボス高さを1.0mm(板厚の3.3倍)、エンボスピッチを6mm(板厚の20倍)(実施例4)、エンボス高さを1.0mm(板厚の3.3倍)、エンボスピッチを10mm(板厚の33倍)(実施例5)とした以外は、比較例4と同様に成形されたアルミニウム合金板について、その曲げ剛性を調べた。その結果を〔表2〕に示す。
【0035】
(比較例6〜7)
エンボス高さを0.2mm(板厚の0.67倍)、エンボスピッチを10mm(板厚の33倍)(比較例6)、エンボス高さを0.6mm(板厚の2.0倍)、エンボスピッチを20mm(板厚の66倍)(比較例7)とした以外は、比較例4と同様に成形されたアルミニウム合金板について、曲げ剛性をそれぞれ調べた。その結果を〔表2〕に示す。
【0036】
【表2】
〔表2〕から明らかなように、エンボス高さが板厚の2倍未満である比較例6では、曲げ剛性の大きさが18.8kgf・mmであり自動車用遮蔽材に必要な大きさには達していない。また、エンボスピッチが板厚の33倍以上である比較例7についても、曲げ剛性の大きさが25.7kgf・mmであり自動車用遮蔽材に必要な大きさには達していない。一方で、エンボス高さが板厚の3.3倍以上でありかつエンボスピッチが板厚の33倍以下である実施例4〜5では、曲げ剛性の大きさが自動車用遮蔽材として必要なレベルであると考えられる。これらの実施例4〜5および比較例4〜7から明らかなように、エンボス加工が施されたアルミニウム合金板からなる自動車用遮蔽材は、板厚が0.3mm付近と薄い場合であっても所定の曲げ剛性を維持するという観点から、そのエンボス高さが板厚の3.3倍以上で、かつ、エンボスピッチが板厚の33倍以下であることが好ましい。
【0038】
以上、本発明の実施例を図1(a)、(b)に示す特定のエンボス形状についてについて説明したが、本発明はこれ以外の様々なエンボス形状についてもほぼ同様に成り立つことが分かっている。また、3004アルミニウム合金以外のアルミニウム合金についても、上述の実施例とほぼ同様の結果が得られる。
【0039】
【発明の効果】
以上説明したように、本発明によると、エンボス加工が施されたアルミニウム合金板からなる遮蔽材について、深絞り成形などのプレス成形時における絞り変形抵抗が過大となる結果起こる破断を防止することができる。従って、複雑な形状の遮蔽材であっても良好な深絞り成形性を得ることができるとともに、最低限必要な曲げ剛性を維持しつつ軽量化を図ることが可能となる。
【図面の簡単な説明】
【図1】エンボス加工が施されたアルミニウム合金板の一例の概略的な模式図である。
【図2】エンボス加工が施されたアルミニウム合金板の別の一例の概略的な模式図である。
【図3】3種類の板材についてその板厚と曲げ剛性との関係をそれぞれ示すグラフである。
【図4】3種類の板材についてその単位面積当りの重量と曲げ剛性との関係をそれぞれ示すグラフである。
【図5】本発明の実施例において、プレス成形の条件を説明するための図である。
【図6】板材に圧縮力が加えられる様子を描いた模式図である。
【符号の説明】
11 しわ押さえ板
12 円形ダイス
13 シム
14 エンボス板
15 パンチ
Claims (3)
- 板厚が0.25mm〜0.35mmの範囲にあり、凹凸の高さが板厚の3.3倍以上、凸部間距離が板厚の33倍以下である規則的な凹凸を有するエンボス加工が施されたアルミニウム合金板からなり、プレス成形によって形成される遮蔽材。
- 3000系アルミニウム合金板からなることを特徴とする請求項1に記載の遮蔽材。
- 自動車用遮蔽材であることを特徴とする請求項1または2に記載の遮蔽材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP06019199A JP4376992B2 (ja) | 1999-03-08 | 1999-03-08 | 遮蔽材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP06019199A JP4376992B2 (ja) | 1999-03-08 | 1999-03-08 | 遮蔽材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000257441A JP2000257441A (ja) | 2000-09-19 |
| JP4376992B2 true JP4376992B2 (ja) | 2009-12-02 |
Family
ID=13135031
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP06019199A Expired - Lifetime JP4376992B2 (ja) | 1999-03-08 | 1999-03-08 | 遮蔽材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4376992B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102387945A (zh) * | 2009-04-01 | 2012-03-21 | 欧拓科技公司 | 结构化的金属热屏蔽罩 |
| KR20150071793A (ko) * | 2013-12-18 | 2015-06-29 | 현대자동차주식회사 | 터보 차저용 히트 쉴드 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102046449B (zh) | 2008-07-17 | 2014-02-12 | 株式会社深井制作所 | 隔热绝缘体 |
| RU2463191C1 (ru) * | 2008-07-17 | 2012-10-10 | Фукаи Сеисакусё Ко., Лтд. | Пластинчатое тело |
| US9108239B2 (en) | 2009-11-13 | 2015-08-18 | Sumitomo Light Metal Industries, Ltd. | Sheet material having concave-convex section, and laminated structure and vehicle panel using the same |
| WO2012008059A1 (ja) | 2010-07-12 | 2012-01-19 | 住友軽金属工業株式会社 | 凹凸部を有する板材並びにこれを用いた車両パネルおよび積層構造体 |
| JP2012051004A (ja) * | 2010-09-01 | 2012-03-15 | Sumitomo Light Metal Ind Ltd | 凹凸部を有する板材並びにこれを用いた車両パネルおよび積層構造体 |
| JP5868858B2 (ja) | 2010-09-08 | 2016-02-24 | 株式会社Uacj | 凹凸部を有する板材並びにこれを用いた車両パネル及び積層構造体 |
| USD673779S1 (en) | 2010-10-04 | 2013-01-08 | Sumitomo Light Metals Industries, Ltd. | Metal sheet material |
| WO2012096085A1 (ja) | 2011-01-11 | 2012-07-19 | 住友軽金属工業株式会社 | 凹凸部を有する板材並びにこれを用いた車両パネル及び積層構造体 |
| JP5901542B2 (ja) | 2011-01-17 | 2016-04-13 | 株式会社Uacj | 凹凸部を有する板材並びにこれを用いた車両パネル及び積層構造体 |
| KR101714203B1 (ko) * | 2015-09-02 | 2017-03-09 | 현대자동차주식회사 | 강도 보강용 금속 판재 |
| KR102199309B1 (ko) * | 2016-07-15 | 2021-01-06 | 제이에프이 스틸 가부시키가이샤 | 프레스품 제조 방법 |
| KR20190015465A (ko) * | 2016-07-15 | 2019-02-13 | 제이에프이 스틸 가부시키가이샤 | 프레스 성형용 금속판 및 그 제조 방법, 및 프레스품 제조 방법 |
-
1999
- 1999-03-08 JP JP06019199A patent/JP4376992B2/ja not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102387945A (zh) * | 2009-04-01 | 2012-03-21 | 欧拓科技公司 | 结构化的金属热屏蔽罩 |
| CN102387945B (zh) * | 2009-04-01 | 2015-06-10 | 欧拓管理公司 | 结构化的金属热屏蔽罩 |
| KR20150071793A (ko) * | 2013-12-18 | 2015-06-29 | 현대자동차주식회사 | 터보 차저용 히트 쉴드 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000257441A (ja) | 2000-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4376992B2 (ja) | 遮蔽材 | |
| JP2011206789A (ja) | プレス成形方法 | |
| US20150367397A1 (en) | Press-forming method | |
| JP6032373B2 (ja) | 自動車車体用構造部材の製造方法及びプレス成形装置 | |
| RU2702671C1 (ru) | Панелеобразное формованное изделие и способ его изготовления | |
| JP6330930B1 (ja) | プレス成形方法 | |
| KR20170080681A (ko) | 프레스 성형품의 제조 방법 및 제조 장치 | |
| JP2004314123A (ja) | 形状凍結性に優れたハット型成形部品及びプレス成形用金型 | |
| WO2019167793A1 (ja) | プレス部品の製造方法、プレス成形装置、及びプレス成形用の金属板 | |
| US8557395B2 (en) | Heat insulator | |
| WO2016203904A1 (ja) | 伸びフランジ成形部品の製造方法 | |
| JP6870672B2 (ja) | プレス成形方法 | |
| JP2010149184A (ja) | 熱間プレス成形品、その製造装置および製造方法 | |
| JP3839290B2 (ja) | 金属板の曲げ成形方法 | |
| WO2016147703A1 (ja) | プレス成形(press forming)方法及びプレス成形金型(tool of press forming) | |
| JP2007098443A (ja) | プレス成形方法及びプレス成形装置 | |
| JP5367998B2 (ja) | アルミニウム合金板の温間成形方法 | |
| JP2005288533A (ja) | 形状凍結性に優れたプレス金型 | |
| JP2000288643A (ja) | エンボス加工を施したアルミニウム合金板のプレス成形方法 | |
| CN113226584A (zh) | 冲压成形方法 | |
| CN112888514B (zh) | 冲压成形部件以其制造方法 | |
| JP4619262B2 (ja) | 残留オーステナイト変態誘起塑性を有する高強度鋼鈑のプレス成形方法 | |
| WO2017195795A1 (ja) | 構造体及びその製造方法 | |
| JP2562756B2 (ja) | 円筒深絞り用ダイスおよび円筒深絞り方法 | |
| JP2004167593A (ja) | 形状凍結性に優れたプレス加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081027 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081226 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090331 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090527 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090702 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20090709 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090908 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090910 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120918 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120918 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130918 Year of fee payment: 4 |
|
| EXPY | Cancellation because of completion of term |