JP4385482B2 - フィルムキャリアの製造方法 - Google Patents
フィルムキャリアの製造方法 Download PDFInfo
- Publication number
- JP4385482B2 JP4385482B2 JP2000102596A JP2000102596A JP4385482B2 JP 4385482 B2 JP4385482 B2 JP 4385482B2 JP 2000102596 A JP2000102596 A JP 2000102596A JP 2000102596 A JP2000102596 A JP 2000102596A JP 4385482 B2 JP4385482 B2 JP 4385482B2
- Authority
- JP
- Japan
- Prior art keywords
- resist pattern
- hole
- layer
- insulating film
- conductor layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Wire Bonding (AREA)
Description
【発明の属する技術分野】
本発明は半導体素子を搭載できる両面配線層を有するフィルムキャリアに関し、特に導通孔と両面配線層の導通信頼性に優れたフィルムキャリアの製造方法に関する。
【0002】
【従来の技術】
プリント配線板は、テレビ、携帯電話、ゲーム機、ラジオ、音響機器、VTR等の民生用電子機器や、電子計算機、OA機器、電子応用機器、電気計測器、通信機等の産業用電子機器に広く使用されている。近年、パーソナルコンピュータに等に代表されるように、これら電子機器はより高性能でコンパクト化の要求が高まっている。これら要求を充たすため、プリント配線板上に直接半導体チップを搭載・実装するTAB用のフィルムキャリアが使用されている。
このような電子機器の小型化、高密度化、高性能化に対応化できるフィルムキャリアとして、配線の細線化、ビアホールの小径化、ランド、パッドの小径化、基材のフレキシブル化、多層化及びファイン化が急速に進んでいる。
【0003】
また、使用される基材はエポキシ樹脂、フェノール樹脂、アクリル樹脂が従来から使用されていたが、最近では、機械的強度及び耐熱性に優れたポリイミドフィルムやポリエステルフィルム等が使用され、更に高性能化の目的で高分子液晶樹脂、フッ素系樹脂、ポリフェニールキャリアの開発も進んでいる。
【0004】
従来のフィルムキャリア構成及び製造法について説明する。図3(a)〜(f)にフィルムキャリアの製造方法の一例を示す。
まず、絶縁性フィルム11の両面に銅箔等を貼り合わせて導体層12及び導体層13を形成する(図3(a)参照)。
次に、絶縁性フィルム11の両側にパンチプレス等によりスプロケットホール14を形成する(図3(b)参照)。
次に、導体層12の所定位置に開口部15を形成する(図3(c)参照)。
次に、導体層12をマスクにして開口部15よりレーザービームを照射し、導通孔用穴16を形成する(図3(d)参照)。
次に、導体層13をカソード電極にして電解銅めっきにて導通孔用穴16内に銅めっきを施して、両面の導体層12及び導体層13を電気的に接続する導通孔17を形成する(図3(e)参照)。
次に、両面の導体層12及び導体層13のパターニング処理を行って配線層12a及び配線層13aを形成して、フィルムキャリア20を得る。
【0005】
【発明が解決しようとする課題】
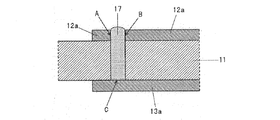
しかしながら、上記フィルムキャリア20の構成では、導通孔17と配線層12a及び配線層13aとは異なる工程で形成されるため、導通孔17と配線層12a及び導通孔17と配線層13aとの間に接続面A、接続面B及び接続面Cが形成される(図4参照)。このような接続面が形成されると、その接続面にクラックが生じたり、電気的な抵抗が生じ接続不良が発生するという問題がある。
接続不良が発生することによる、フィルムキャリアの良品率の低下及び製造効率が低下するという問題がある。
【0006】
本発明は上記問題点に鑑み考案されたもので、配線層と導通孔の接続信頼性に優れたフィルムキャリア及びその製造方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
長尺状の絶縁性フィルムの両端の長手方向に沿ってスプロケットホール及び前記絶縁性フィルムの両面に配線層が形成されており、前記両面の配線層が導通孔を介して電気的に接続されてなるフィルムキャリアの製造方法において、以下の工程を少なくとも有することを特徴とするフィルムキャリアの製造方法としたものである。
(a)長尺状の絶縁性フィルム(1)の両端の長手方向に沿ってスプロケットホール(2)を形成する工程。
(b)前記絶縁性フィルム(1)の所定位置に導通孔用穴(3)を形成する工程。
(c)前記絶縁性フィルム(1)の前記スプロケットホール(2)部分の両面にマスキングテープをラミネートし、第1の保護層を形成する工程。
(d)前記絶縁性フィルム(1)の両面及び導通孔用穴(3)にスパッタリングにて、薄膜導体層(4)を形成する工程。
(e)前記スプロケットホール(2)部分の前記第1の保護層を剥離した後、前記スプロケットホール(2)部分の両面にマスキングテープをラミネートし、第2の保護層を形成する工程。
(f)前記絶縁性フィルム(1)の前記薄膜導体層(4)上にめっきにて配線層を形成するためのレジストパターン(5a)及びレジストパターン(5b)を形成し、前記スプロケットホール(2)部分の前記第2の保護層を剥離する工程。
(g)前記レジストパターン(5a)及びレジストパターン(5b)をマスクにして前記薄膜導体層(4)上に銅めっきを行い、所定膜厚の導体層(6)を形成する工程。
(h)前記レジストパターン(5a)及びレジストパターン(5b)を剥離し、前記レジストパターン(5a)及びレジストパターン(5b)下部にあった薄膜導体層(4)をフラッシュエッチングにて除去して配線層(6a)、配線層(6b)及び導通孔(7)を形成する工程。
【0008】
【発明の実施の形態】
以下本発明の実施の形態につき図面を用いて説明する。
図1に本発明のフィルムキャリアの製造方法の一実施例を示す構成断面図を、図2(a)〜(g)にフィルムキャリアの製造工程を工程順に示す模式断面図をそれぞれ示す。
先ず、絶縁性フィルム1の両端の長手方向に沿ってスプロケットホール2を形成する(図1(a)参照)。
【0009】
次に、絶縁性フィルム1の所定位置に導通孔用穴3をパンチプレス、或いは、レーザー照射により形成する(図1(b)参照)。パンチプレスとレーザー照射の選択は、加工する孔径により選択する。
【0010】
次に、絶縁性フィルム1の両面及び導通孔用穴3にスパッタリングにて、薄膜導体層4を形成する(図1(c)参照)。
【0011】
次に、薄膜導体層4が形成された絶縁性フィルム1の両面に感光層5を形成する(図1(d)参照)。
【0012】
次に、所定のパターンが形成されたマスクを用いて感光層5を露光、現像処理等の一連のパターニング処理を行って、薄膜導体層4が形成された絶縁性フィルム1の両面にレジストパターン5a及びレジストパターン5bを形成する(図1(e)参照)。
【0013】
次に、レジストパターン5a及びレジストパターン5bをマスクにして薄膜導体層4上に電解金属めっきにて導体層6を形成する(図1(f)参照)。
【0014】
次に、レジストパターン5a及びレジストパターン5bを剥離処理し、レジストパターン5a及びレジストパターン5b下部にあった薄膜導体層4をフラッシュエッチングにて除去し、絶縁性フィルム1の両面に導通孔7で電気的に接続された配線層6a及び配線層6bを形成する(図1(g)参照)。
【0015】
更に、ソルダーレジストを印刷し、絶縁層を形成し、端子電極部にニッケル及び金めっき、或いは錫めっき等を施してフィルムキャリア10を得る。
【0016】
このように、スパッタリングにて形成された薄膜導体層上に導通孔及び配線層を一括して形成することにより、導通孔と配線層が同一材料、同一工程で形成され、導通孔と配線層の間の接続面もなく、絶縁性フィルムに対し接着性の優れた導通孔と配線層を得ることができる。その結果、導通孔と配線層の導通信頼性に優れたフィルムキャリアを歩留まり良く安価に作製できる。
【0017】
【実施例】
以下、本発明を実施例にて詳細に説明する。
48mm幅、50μm厚のポリイミドフィルムからなる絶縁性フィルム1の両端に、パンチプレスにてスプロケットホール2を形成した。
【0018】
次に、絶縁性フィルム1の所定位置にCO2レーザーを照射した後過マンガン酸カリウム溶液を用いて、レーザー加工時に付着したスミヤを除去して、140μmφの導通孔用穴3を形成した。
【0019】
次に、絶縁性フィルム1のスプロケットホール2の保護用にスプロケットホール部分の両面にマスキングテープをラミネートし、保護層を形成した。
【0020】
次に、絶縁性フィルム1の両面からパラジウムのスパッタリングを行って、絶縁性フィルム1の両面及び導通孔用穴3に薄膜導体層4を形成した。
【0021】
次に、スプロケットホール部分の保護層を剥離して、再度、マスキングテープをスプロケットホール部分にラミネートし、保護層を形成した。
【0022】
次に、薄膜導体層が形成された絶縁性フィルム1の両面にスクリーン印刷にて感光層5を形成した。
【0023】
次に、絶縁性フィルム1の両面の感光層5に50μmピッチ配線パターン及びグラウンド用パッドが形成されたマスクを介して露光し、現像処理等のパターニング処理を行って、絶縁性フィルム1の両面にレジストパターン5a及びレジストパターン5bを形成し、スプロケットホール部分の保護層を剥離した。
【0024】
次に、レジストパターン5a及びレジストパターン5bをマスクにして電解銅めっきを行い、薄膜導体層4上に20μm厚の銅からなる導体層6を形成した。
【0025】
次に、レジストパターン5a及びレジストパターン5bをアルカリ剥離液を用いて剥離し、レジストパターン5a及びレジストパターン5b下部にあった薄膜導体層4をフラッシュエッチングにて除去し、導通孔7で電気的に接続された配線層6a及び配線層6bを形成した。
【0026】
配線層の膜厚は16〜19μmであり、また、導通孔の銅めっき厚は10〜16μmであった。
【0027】
次に、配線層上にソルダーレジストをスクリーン印刷して20μm厚の絶縁層を形成し、導体表面にニッケル/金(0.5/0.5μm厚)の無電解めっきを施し、本発明のフィルムキャリア10を作製した。
【0028】
【発明の効果】
本発明のフィルムキャリアはスパッタリングによって形成された薄膜導体層を介して配線層及び導通孔が形成されているため、絶縁性フィルム両面の配線層間の電気的接続信頼性の高いフィルムキャリアを得ることができる。
さらに、本発明の製造法でフィルムキャリアを作製した場合、製造工程が削減され、高い良品率、製造効率でフィルムキャリアを製造することができる。
【図面の簡単な説明】
【図1】本発明のフィルムキャリアの製造方法の一実施例を示す模式構成断面図である。
【図2】(a)〜(g)は、本発明のフィルムキャリアの製造方法を工程順に示すフィルムキャリアの構成断面図である。
【図3】(a)〜(f)は、従来のフィルムキャリアの製造方法を工程順に示すフィルムキャリアの構成断面図である。
【図4】 従来のフィルムキャリアの配線層と導通孔の接続面の状態を模式的に示す説明図である。
【符号の説明】
1、11……絶縁性フィルム
2……スプロケットホール
3……導通孔用穴
4……薄膜導体層
5……感光層
5a、5b……レジストパターン
6……導体層
6a、6b……配線層
7……導通孔
10……フィルムキャリア
12、13……導体層
12a、13a……配線層
14……スプロケットホール
15……開口部
16……導通孔用穴
17……導通孔
20……フィルムキャリア
A、B、C……配線層と導通孔の接続面
Claims (1)
- 長尺状の絶縁性フィルムの両端の長手方向に沿ってスプロケットホール及び前記絶縁性フィルムの両面に配線層が形成されており、前記両面の配線層が導通孔を介して電気的に接続されてなるフィルムキャリアの製造方法において、以下の工程を少なくとも有することを特徴とするフィルムキャリアの製造方法。
(a)長尺状の絶縁性フィルム(1)の両端の長手方向に沿ってスプロケットホール(2)を形成する工程。
(b)前記絶縁性フィルム(1)の所定位置に導通孔用穴(3)を形成する工程。
(c)前記絶縁性フィルム(1)の前記スプロケットホール(2)部分の両面にマスキングテープをラミネートし、第1の保護層を形成する工程。
(d)前記絶縁性フィルム(1)の両面及び導通孔用穴(3)にスパッタリングにて、薄膜導体層(4)を形成する工程。
(e)前記スプロケットホール(2)部分の前記第1の保護層を剥離した後、前記スプロケットホール(2)部分の両面にマスキングテープをラミネートし、第2の保護層を形成する工程。
(f)前記絶縁性フィルム(1)の前記薄膜導体層(4)上にめっきにて配線層を形成するためのレジストパターン(5a)及びレジストパターン(5b)を形成し、前記スプロケットホール(2)部分の前記第2の保護層を剥離する工程。
(g)前記レジストパターン(5a)及びレジストパターン(5b)をマスクにして前記薄膜導体層(4)上に銅めっきを行い、所定膜厚の導体層(6)を形成する工程。
(h)前記レジストパターン(5a)及びレジストパターン(5b)を剥離し、前記レジストパターン(5a)及びレジストパターン(5b)下部にあった薄膜導体層(4)をフラッシュエッチングにて除去して配線層(6a)、配線層(6b)及び導通孔(7)を形成する工程。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000102596A JP4385482B2 (ja) | 2000-04-04 | 2000-04-04 | フィルムキャリアの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000102596A JP4385482B2 (ja) | 2000-04-04 | 2000-04-04 | フィルムキャリアの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001291746A JP2001291746A (ja) | 2001-10-19 |
| JP4385482B2 true JP4385482B2 (ja) | 2009-12-16 |
Family
ID=18616446
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000102596A Expired - Fee Related JP4385482B2 (ja) | 2000-04-04 | 2000-04-04 | フィルムキャリアの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4385482B2 (ja) |
-
2000
- 2000-04-04 JP JP2000102596A patent/JP4385482B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001291746A (ja) | 2001-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101375998B1 (ko) | 다층 배선기판의 제조방법 및 다층 배선기판 | |
| JP4538486B2 (ja) | 多層基板およびその製造方法 | |
| CN103517558B (zh) | 封装基板制作方法 | |
| CN103458628A (zh) | 多层电路板及其制作方法 | |
| US20140036465A1 (en) | Packaging substrate, method for manufacturing same, and chip packaging body having same | |
| JP2005109101A (ja) | 電磁シールド型可撓性回路基板 | |
| JP2002111205A (ja) | 多層配線板の製造方法および多層配線板 | |
| JP5299206B2 (ja) | 回路基板の製造方法 | |
| JP2003243824A (ja) | 配線形成用フレキシブル基板およびフレキシブル配線基板並びにフレキシブル配線基板の製造方法 | |
| KR101313155B1 (ko) | 인쇄회로기판의 도금방법 및 이를 이용한 연성 인쇄회로기판의 제조방법 | |
| JP4385482B2 (ja) | フィルムキャリアの製造方法 | |
| KR20140102144A (ko) | 다층배선기판 제조용의 지지기판, 다층배선기판의 제조방법 | |
| JP4123637B2 (ja) | フィルムキャリアの製造方法 | |
| JP4863076B2 (ja) | 配線基板及びその製造方法 | |
| JP2000133943A (ja) | 多層基板の製造方法 | |
| KR101073066B1 (ko) | 단층인쇄회로기판 및 그 제조방법 | |
| JP2002176232A (ja) | アライメントマーク | |
| JP4736251B2 (ja) | フィルムキャリア及びその製造方法 | |
| JP4359990B2 (ja) | フィルムキャリアの製造方法 | |
| JP3858765B2 (ja) | フィルムキャリアおよびその製造方法 | |
| JP4359991B2 (ja) | フィルムキャリアの製造方法 | |
| CN120376417A (zh) | 嵌入式基板制备方法及嵌入式基板 | |
| JP2006049587A (ja) | プリント配線板及びその製造方法 | |
| JP4359992B2 (ja) | フィルムキャリアの製造方法 | |
| JP2002368427A (ja) | 多層プリント配線基板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070323 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090303 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090407 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090603 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090623 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090807 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090908 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090921 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121009 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131009 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |