JP4389727B2 - 高張力冷延鋼板およびその製造方法 - Google Patents
高張力冷延鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP4389727B2 JP4389727B2 JP2004245389A JP2004245389A JP4389727B2 JP 4389727 B2 JP4389727 B2 JP 4389727B2 JP 2004245389 A JP2004245389 A JP 2004245389A JP 2004245389 A JP2004245389 A JP 2004245389A JP 4389727 B2 JP4389727 B2 JP 4389727B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- martensite
- phase
- steel sheet
- ratio
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Heat Treatment Of Sheet Steel (AREA)
Description
この技術は、鋼板のミクロ組織において、マルテンサイト占積率が3〜30%、かつ該マルテンサイトの平均結晶粒径が5μm 以下であり、鋼板の特性として加工硬化指数が0.13以上、降伏比が75%以下、引張強さ×全伸びが 18000 MPa・%以上、穴拡げ比が1.2 以上であることを特徴とするものである。
この技術では、静的な引張試験(JIS 規格では 0.001〜0.01s-1程度)における加工硬化指数(n値)で耐衝撃特性を評価しているが、鋼の強度はひずみ速度の上昇に伴い上昇し、衝突時における部材の変形速度は10〜103 s-1にも達するため、静的な引張試験の評価では不十分で、部材の変形速度を考慮して評価する必要がある。
特許文献1に記載のような従来技術で製造された鋼板では、上記した部材の変形速度を加味して評価すると、耐衝撃特性が要求される性能を満足できないという問題があった。
ここで、静動比とは、ひずみ速度が10-2〜10-3s-1の静的変形(引張り試験)時の強度に対する、ひずみ速度が 102〜103 s-1の高速(動的)変形時の強度の比を意味し、この値が高いほど、衝突時の強度が高く、エネルギー吸収が大きいといえる。
しかしながら、従来、このようなひずみ速度10s-1程度での吸収エネルギーを向上させる手段についてはほとんど検討されていない。
しかしながら、この技術では、耐衝撃特性の向上については何ら検討されていない。
また、この技術では、マルテンサイトおよびフェライトの硬さ測定をビッカース硬度測定により行い、その値で制御している。しかしながら、非特許文献1で明らかにされているように、マルテンサイトの硬さは圧痕サイズ依存性があり、1μm 以下の圧痕サイズで評価した結果と、ビッカース硬度計で測定できる5μm 以上の圧痕サイズで評価した結果が異なり、本発明者らの検討では、ひずみ速度10s-1程度での吸収エネルギーで評価される耐衝撃特性とビッカース硬度計を用いて測定した硬さとの相関は認められなかった。
(1) 引張強さ(TS)≧ 590 MPa
(2) 強度−伸びバランス(TS×El)≧ 16000 MPa・%
(3) 耐衝撃特性:ひずみ速度が10s-1で、
(a) ひずみ10%までの吸収エネルギー: 59 MJ・m-3以上
(b) TS:1MPa 当たりのひずみ10%までの吸収エネルギー:0.100 MJ・m-3/MPa以上
ひずみ速度:10s-1での応力−ひずみ関係を精度良く取得することは、従来極めて困難であったが、最近開発された検力ブロック式衝撃引張試験機を用いることにより測定が可能となった。そこで、この装置を用いて、ひずみ速度:10s-1での鋼板の吸収エネルギーの向上について検討したところ、この吸収エネルギーは、フェライト−マルテンサイト複合組織鋼でかつマルテンサイト相の分散状態およびマルテンサイト相のナノ硬さを的確にコントロールすることによって向上させ得ることが見出された。
具体的には、フェライト分率:50%以上、マルテンサイト分率:10%以上で、マルテンサイト相の板厚方向の相間隔に対する圧延方向の相間隔の比を0.85以上、1.5 以下とし、さらにマルテンサイト相のナノ硬さを8GPa 以上とすることが重要である。
その結果、同一の引張強度を有する従来鋼に比べて高い吸収エネルギーを確保できるようになったのである。
これに対し、より正確にマルテンサイトの硬さを測定できるナノ硬さ試験機を用いてマルテンサイト相の硬さを測定したところ、はじめて、ひずみ速度10s-1程度での吸収エネルギーで評価される耐衝撃特性とマルテンサイト相のナノ硬さの間に相関を認めることができ、その結果、ひずみ速度:10s-1での吸収エネルギーを向上させることに成功した。
また、マイクロビッカース硬度計を用いて同様の試験を試みたが、この試験では、本発明鋼について、硬さと耐衝撃性および伸び特性との相関は認められなかった。
1.質量%で、
C:0.04%以上、0.13%以下、
Si:0.3 %以上、1.2 %以下、
Mn:1.0 %以上、3.5 %以下、
P:0.04%以下、
S:0.01%以下および
Al:0.07%以下
を含み、残部はFeおよび不可避的不純物の組成になり、フェライト分率が50%以上、マルテンサイト分率が10%以上で、かつマルテンサイト相の板厚方向の相間隔に対する圧延方向の相間隔の比が0.85以上、1.5 以下の組織を有し、しかもマルテンサイト相のナノ硬さが8GPa 以上であることを特徴とする高張力冷延鋼板。
Cr:0.5 %以下、
Mo:0.3 %以下、
Ni:0.5 %以下および
B:0.002 %以下
のうちから選んだ1種または2種以上を含有する組成になることを特徴とする高張力冷延鋼板。
Ti:0.05%以下および
Nb:0.05%以下
のうちから選んだ1種または2種を含有する組成になることを特徴とする高張力冷延鋼板。
まず、本発明において、鋼素材の成分組成を上記の範囲に限定した理由について説明する。なお、成分に関する「%」表示は特に断らない限り質量%を意味するものとする。
C:0.04%以上、0.13%以下
Cは、引張強さ(TS)を適切にコントロールし、さらにマルテンサイト分率を10%以上とするために、0.04%以上の含有が必要である。しかしながら、Cが0.13%を超えると溶接性が著しく劣化するため、上限を0.13%とする。好ましくは0.07〜0.12%の範囲である。
Siは、マルテンサイトの分散状態およびマルテンサイトのナノ硬さを制御するために重要な元素である。冷却中におけるマルテンサイトの軟化を防止し、ナノ硬さを向上させるためには0.3 %以上のSiを含有させる必要がある。しかしながら、1.2 %を超えて過剰に添加してもこの効果は飽和し、むしろ化成処理性の著しい低下を招くため、上限を1.2 %とする。好ましくは 0.4〜0.7 %である。
Mnは、TS≧590 MPa を確保するために 1.0%以上の含有が必要であり、要求強度に応じて1.0 %以上で適宜含有させることができる。また、Mnはマルテンサイトのナノ硬さ向上にも極めて有効である。しかしながら、3.5% を超える過剰な添加は、強度を著しく上昇させ、伸びを低下させるので、上限を 3.5%とする。好ましくは 2.3〜2.8 %である。
Pは、旧オーステナイト粒界に偏析して低温靭性を劣化させると共に、鋼中で偏析する傾向が強いため鋼板の異方性を大きくして加工性を低下させるので、極力低減することが好ましいが、0.04%までは許容できるので、P含有量は0.04%以下に制限する。好ましくは0.02%以下である。
Sが旧オーステナイト粒界に偏析したり、MnSが多量に生成した場合、低温靭性が低下し、また水素誘起割れも発生し易くなるため、極力低減することが好ましいが、0.01%までは許容できるので、S含有量は0.01%以下に制限する。好ましくは 0.006%以下である。
Alは、鋼の脱酸剤として添加され、鋼の清浄度を向上させるのに有効な元素であり、0.001 %以上含有させることが好ましい。しかしながら、0.07%を超えて含有させると、介在物が多量に発生し、冷延鋼板の疵の原因になるため、上限を0.07%とした。より好ましくは0.05%以下である。
Cr:0.5 %以下
Crは、焼入性を向上してマルテンサイト量をコントロールするために使用することができる。この効果を得るためには、Crを0.02%以上含有させることが好ましい。しかしながら、0.5 %を超えて多量に含有させると部品に成形したあとに行われる電着塗装性を低下させるため、上限を 0.5%とした。好ましくは 0.2%以下である。
Moは、焼入性を向上してマルテンサイト量をコントロールするために使用することができ、この効果を得るためには0.05%以上含有させることが好ましいが、0.3 %を超えて含有させると冷間圧延性を低下させるので、0.3 %以下に限定した。好ましくは 0.2%以下である。
Niは、焼入性を向上してマルテンサイト量をコントロールするために使用することができ、この効果を得るためには0.05%以上含有させることが好ましいが、0.5 %を超えて含有させると冷間圧延性の低下を招くので、0.5 %以下に限定した。好ましくは 0.3%以下である。
Bは、焼入性を向上してマルテンサイト量をコントロールするために使用することができ、この効果を得るためには0.0005%以上含有させることが好ましいが、0.002 %を超えて含有させると冷間圧延性の低下を招くので、0.002 %以下に限定した。好ましくは 0.001%以下である。
Tiは、フェライト粒径を細かくしてマルテンサイト相の分散をコントロールするために使用することができる。この効果を得るためには、Tiを 0.005%以上含有させることが好ましいが、0.05%を超えて多量に含有させてもその効果は飽和するため、上限を0.05%とした。好ましくは 0.005〜0.02%の範囲である。
Nbは、Tiと同様、フェライト粒径を細かくしてマルテンサイト相の分散をコントロールするために使用することができる。この効果を得るためには、Nbを0.005 %以上含有させることが好ましいが、0.05%を超えて多量に含有させてもその効果は飽和するため、上限を0.05%とした。好ましくは0.005〜0.02%の範囲である。
フェライト分率:50%以上
強度−伸びバランス(TS×El)を 16000 MPa・%以上とするためには、組織全体に対するフェライトの分率を50%以上とすることが必要である。すなわち、フェライト分率が50%未満では、フェライト以外の硬質な組織が多くなるため、強度が高くなりすぎ、かえって強度−伸びバランスが低下する。また、ひずみ速度10s-1程度では、フェライト部分の変形時の応力の増加代が大きいため、フェライトが少ないと吸収エネルギーの上昇代が少なくなる。フェライト分率の好適範囲は60〜80%程度である。
強度−伸びバランス(TS×El)を 16000 MPa・%以上とし、かつ耐衝撃特性を向上させるためには、マルテンサイト分率を10%以上とする必要がある。すなわち、マルテンサイト分率が10%未満では、十分に満足できる耐衝撃特性が得られない。マルテンサイト分率の好適範囲は20〜40%程度である。
強度−伸びバランス(TS×El)を 16000 MPa・%以上とし、かつひずみ速度:10s-1でのひずみ10%までの吸収エネルギーが 59 MJ・m-3以上で、かつTS:1MPa 当たりのひずみ10%までの吸収エネルギーが0.100 MJ・m-3/MPa 以上を達成するためには、この相間隔比が重要である。すなわち、この相間隔比が0.85に満たなかったり、1.5 を超えていると、十分に満足いくほどの伸びおよび耐衝撃特性を得ることができない。
これに対し、マルテンサイト相の板厚方向の相間隔に対する圧延方向の相間隔の比が1に近い、すなわちマルテンサイト相の板厚方向の相間隔と圧延方向の相間隔に大きな違いがない場合には、マルテンサイトによって転位(ひずみ)の移動が抑制されるため、転位(ひずみ)の蓄積量が増加して変形応力が上昇し、耐衝撃特性が向上する。また、マルテンサイト相の分布が比較的均質となるため、伸び特性も向上する。
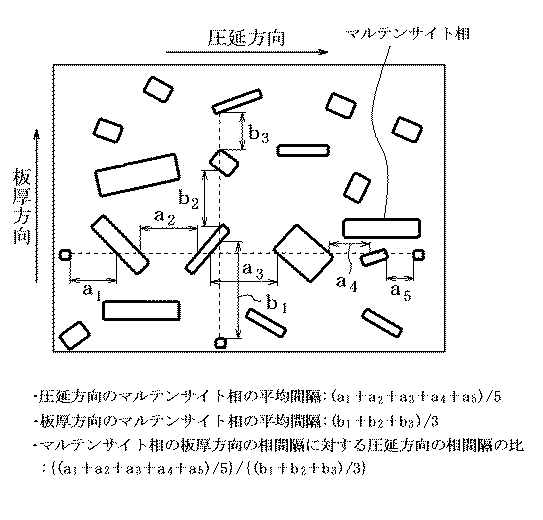
マルテンサイト相の相間隔比は、上述したフェライト分率およびマルテンサイト分率を求めた場合と同様に、圧延方向に平行な板厚断面を鏡面研磨後、1.5%ナイタールにてエッチングし、板厚1/4位置について、走査型電子顕微鏡(SEM)で1000倍の写真を撮影し、この1000倍のSEM 写真上で圧延方向に平行な方向および板厚方向にそれぞれ50μm の直線を20μm 以上の間隔で5本引き、その線上に存在したマルテンサイト相の間隔を測定し、圧延方向および板厚方向での平均間隔を求め、その平均値の比を計算した。
同図に示したところから明らかなように、圧延方向に平行なマルテンサイト相の平均間隔は、次式
(a1+a2+a3+a4+a5)/5
で、一方、板厚方向のマルテンサイト相の平均間隔は、次式
(b1+b2+b3)/3
で表される。
従って、マルテンサイト相の板厚方向の相間隔に対する圧延方向の相間隔の比は、
{(a1+a2+a3+a4+a5)/5}/{(b1+b2+b3)/3}
で表される。
さらに、ひずみ速度:10s-1でのひずみ10%までの吸収エネルギーが 59 MJ・m-3以上で、かつTS:1MPa 当たりのひずみ10%までの吸収エネルギーが0.100 MJ・m-3/MPa 以上という、優れた耐衝撃特性を得るためには、マルテンサイト相のナノ硬さを8GPa 以上とすることが重要である。
ナノ硬さが8GPa に満たないと、強度−伸びバランス(TS×El)と共に、耐衝撃特性が低下する。この理由は、ナノ硬さにより評価されるマルテンサイトの変形応力が低い場合には、転位移動の抑制効果が小さくなるためと考えられる。なお、マルテンサイトのナノ硬さは硬いほど良く、好適範囲は10GPa 以上である。
すなわち、ナノ硬さは、鋼板を表面から板厚1/4 位置まで研削し、電解研磨により研削ひずみを除去したのち、Hysitron社のTRIBOSCOPEを用いてマルテンサイトの硬さ15点を測定し、その平均値をナノ硬さ値とすればよい。測定は、圧痕サイズをほぼ同一にして行う。具体的には、圧痕の大きさと比例関係にある圧痕深さ(=contact depth)が50±20nmになるように荷重を調整して、硬さを測定する。このときの圧痕の1辺は約350 ±100 nmとなる。
前記の好適成分組成に調整した溶鋼を、転炉等の通常公知の方法で溶製したのち、連続鋳造等の通常公知の方法で鋳造して、鋼スラブとする。
ついで、加熱後、熱間圧延を施すが、この加熱処理および熱間圧延は常法に従って行えば良く、特に制限されることはない。但し、熱間圧延後の諸工程は、次の条件で行う必要がある。
熱間圧延後の巻取り温度が 450℃に満たないと、熱延板の強度が高くなって冷間圧延性が低下し、連続冷間圧延時に破断する危険性が高くなる。一方、650 ℃超では、バンド状組織の発達が著しくなり、冷延圧下率および焼鈍温度のコントロールをもってしてもバンド状組織を解消できず、マルテンサイト相の相間隔比を所定の範囲に制御することができない。なお、好ましい巻取り温度は 500℃以上、 650℃以下である。
冷延圧下率が30%未満では、粗大な組織となることに加えて、マルテンサイト相の板厚方向の相間隔に対する圧延方向の相間隔の比が0.85未満となり、目標とするマルテンサイト相の相間隔比が得られず、伸びおよび耐衝撃特性が劣化する。一方、70%を超えると熱延巻取り温度および焼鈍温度を制御してもバンド状組織を解消できず、マルテンサイト相の板厚方向の相間隔に対する圧延方向の相間隔の比が 1.5超えとなり、やはりマルテンサイト相の相間隔比を所定の範囲とすることができない。
巻取り温度および冷延圧下率は高い方がバンド状組織が形成され易く、これを解消するために、冷間圧延後に高い温度で加熱することが必要となる。
加熱温度が、上記の温度範囲を下回ると、バンド状組織が解消できず、目標とするマルテンサイト相の相間隔比が得られない上に、SiやMnの置換型原子の拡散が不充分でマルテンサイト相のナノ硬さを8GPa 以上とすることができない。一方、加熱温度が上記の温度範囲を上回ると、加熱時のオーステナイトが不均一に分散するため目標とするマルテンサイト相の相間隔比が得られず、さらにオーステナイト粒が粗大化することにより、おそらくはマルテンサイトブロックサイズが粗大化するために、マルテンサイトのナノ硬さを8GPa 以上とすることができず、伸びおよび耐衝撃特性が劣化する。
マルテンサイト相の板厚方向の相間隔に対する圧延方向の相間隔の比をより好ましい範囲に制御するためには、上記範囲の中でもAc3超えのオーステナイト単相域まで加熱することがより好ましい。特に冷間圧下率が60%以上と高い場合にはオーステナイト単相域まで加熱することが特に好ましい。
冷却速度が10℃/s未満または冷却停止温度が 340℃超では、目標とするマルテンサイトのナノ硬さが得られない。ここで、冷却速度は、上記加熱温度域の下限温度すなわち(巻取り温度(℃)+冷延圧下率(%)×4.5 )(℃)から制御冷却停止温度までの平均冷却速度である。
一方、50℃/sを超える冷却速度では冷却が不均一となり易く、板幅全体において所定の特性が得られない場合があるため、冷却速度は50℃/s以下とすることが好ましい。また、かかる制御冷却は 300℃以下まで行うことが好ましく、さらに好ましくは 275℃以下まで行う。なお、かかる制御冷却の後は、特に規定する必要はなく、例えば空冷(放冷)としてもよいし、徐冷としてもよく、公知の方法で室温程度まで冷却すればよい。しかしながら、再加熱して焼き戻すことはマルテンサイトのナノ硬さを低下させるため、避けた方が好ましい。
かくして得られた高張力冷延鋼板の鋼組織を観察すると共に、通常の静的引張り試験、検力ブロック方式によるひずみ速度:10s-1での高速引張り試験およびナノ硬さ試験を行った。
得られた結果を表3に示す。
なお、表1に示すAc3は、粗圧延後に採取したシートバーから切り出したサンプルについて、富士電波工機社製サーメックマスターZを用いて、実験により求めた。
(a) 組織観察によるフェライト分率、マルテンサイト分率の測定およびマルテンサイト相の相間隔比の測定は、圧延方向に平行な板厚断面の板厚1/4 位置にて行った。
フェライトおよびマルテンサイト分率は、板厚断面を鏡面研磨後、1.5 %ナイタールにてエッチングし、板厚1/4位置にて走査型電子顕微鏡(SEM)で1000倍の写真を撮影し、マルテンサイト部分とフェライト部分およびその他の相の部分を識別し、画像解析により各相の面積率を定量評価し、各相の分率とした。また、その他の相の部分は、上記SEM での観察により、その種類を判別した。
なお、ここで、表3のNo.37については、上記したその他の相の部分についてのSEMによる観察だけでは組織の種類を確定できなかったため、SEM 観察を行った試料を用い、EBSP(Electron Back Scatter diffraction Pattern)による解析を行い、該その他の相がオーステナイトであることを確認した。
マルテンサイト相の相間隔比は、上記したようにして撮影した1000倍のSEM 写真上で圧延方向に平行な方向および板厚方向にそれぞれ50μm の直線を20μm 以上の間隔で5本引き、その線上に存在したマルテンサイト相の間隔を測定し、圧延方向および板厚方向での平均間隔を求め、その平均値の比を計算した。
同図に示したところから明らかなように、圧延方向に平行なマルテンサイト相の平均間隔は、次式
(a1+a2+a3+a4+a5)/5
で、一方、板厚方向のマルテンサイト相の平均間隔は、次式
(b1+b2+b3)/3
で表される。
従って、マルテンサイト相の板厚方向の相間隔に対する圧延方向の相間隔の比は、
{(a1+a2+a3+a4+a5)/5}/{(b1+b2+b3)/3}
で表される。
(c) 検力ブロック方式によるひずみ速度10/sでの高速引張り試験は、鷺宮製作所製の検力ブロック式衝撃引張試験機(TS−2000)を用いて、圧延方向と直角な方向にひずみ速度:10s-1の条件で試験を行った。
(d) ナノ硬さは、表面から板厚1/4 位置まで研削し、電解研磨により研削ひずみを除去したのち、Hysitron社のTRIBOSCOPEを用いてマルテンサイトの硬さ15点を測定し、その平均値を硬さ値とした。測定は、圧痕サイズをほぼ同一にして行った。具体的には圧痕の大きさと比例関係にある圧痕深さ(=contact depth )が50±20nmになるように荷重を調整して、硬さを測定した。このときの圧痕の1 辺は約 350±100 nmとなる。
Claims (4)
- 質量%で、
C:0.04%以上、0.13%以下、
Si:0.3 %以上、1.2 %以下、
Mn:1.0 %以上、3.5 %以下、
P:0.04%以下、
S:0.01%以下および
Al:0.07%以下
を含み、残部はFeおよび不可避的不純物の組成になり、フェライト分率が50%以上、マルテンサイト分率が10%以上で、かつマルテンサイト相の板厚方向の相間隔に対する圧延方向の相間隔の比が0.85以上、1.5 以下の組織を有し、しかもマルテンサイト相のナノ硬さが8GPa 以上であることを特徴とする高張力冷延鋼板。 - 請求項1において、鋼板が、さらに質量%で、
Cr:0.5 %以下、
Mo:0.3 %以下、
Ni:0.5 %以下および
B:0.002 %以下
のうちから選んだ1種または2種以上を含有する組成になることを特徴とする高張力冷延鋼板。 - 請求項1または2において、鋼板が、さらに質量%で、
Ti:0.05%以下および
Nb:0.05%以下
のうちから選んだ1種または2種を含有する組成になることを特徴とする高張力冷延鋼板。 - 請求項1乃至3のいずれか1項に記載の組成からなる鋼スラブを、熱間圧延後、 450℃以上、 650℃以下の温度で巻取り、ついで30%以上、70%以下の圧下率で冷間圧延を施したのち、(巻取り温度(℃)+冷延圧下率(%)×4.5 )(℃)以上、(巻取り温度(℃)+冷延圧下率(%)×5.5 )(℃)以下の温度域に加熱し、その後、平均冷却速度:10℃/s以上の速度で 340℃以下まで冷却することを特徴とする高張力冷延鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004245389A JP4389727B2 (ja) | 2003-08-26 | 2004-08-25 | 高張力冷延鋼板およびその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003301473 | 2003-08-26 | ||
| JP2004208834 | 2004-07-15 | ||
| JP2004245389A JP4389727B2 (ja) | 2003-08-26 | 2004-08-25 | 高張力冷延鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006052458A JP2006052458A (ja) | 2006-02-23 |
| JP4389727B2 true JP4389727B2 (ja) | 2009-12-24 |
Family
ID=36030115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004245389A Expired - Fee Related JP4389727B2 (ja) | 2003-08-26 | 2004-08-25 | 高張力冷延鋼板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4389727B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4925611B2 (ja) * | 2005-06-21 | 2012-05-09 | 住友金属工業株式会社 | 高強度鋼板およびその製造方法 |
| JP5564754B2 (ja) * | 2008-01-16 | 2014-08-06 | 新日鐵住金株式会社 | 曲げ性に優れた高強度冷延鋼板の製造方法 |
| JP5605310B2 (ja) * | 2011-06-07 | 2014-10-15 | 新日鐵住金株式会社 | 鋼材および衝撃吸収部材 |
| TWI510641B (zh) | 2011-12-26 | 2015-12-01 | Jfe鋼鐵股份有限公司 | High strength steel sheet and manufacturing method thereof |
| JP6720504B2 (ja) * | 2015-11-06 | 2020-07-08 | 日本製鉄株式会社 | 高強度鋼板及びその製造方法 |
| CN109207841B (zh) * | 2017-06-30 | 2021-06-15 | 宝山钢铁股份有限公司 | 一种低成本高成型性1180MPa级冷轧退火双相钢板及其制造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03277743A (ja) * | 1990-03-27 | 1991-12-09 | Kawasaki Steel Corp | 超高張力冷延鋼板およびその製造法 |
| JPH04128319A (ja) * | 1990-09-18 | 1992-04-28 | Kobe Steel Ltd | 低降伏比高強度冷延鋼板の製造方法 |
| JP3403245B2 (ja) * | 1994-06-21 | 2003-05-06 | 川崎製鉄株式会社 | 耐衝撃性に優れた自動車用鋼板とその製造方法 |
| JP3734187B2 (ja) * | 1996-04-19 | 2006-01-11 | 新日本製鐵株式会社 | 静的強度に対し動的強度が高い冷延鋼板およびその製造方法 |
| JP3370875B2 (ja) * | 1996-11-18 | 2003-01-27 | 株式会社神戸製鋼所 | 耐衝撃性に優れた高強度鋼板及びその製造方法 |
| JP3936440B2 (ja) * | 1997-08-06 | 2007-06-27 | 新日本製鐵株式会社 | 耐衝突安全性と成形性に優れた自動車用高強度鋼板とその製造方法 |
-
2004
- 2004-08-25 JP JP2004245389A patent/JP4389727B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006052458A (ja) | 2006-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102643398B1 (ko) | 핫 스탬프 성형체 | |
| KR101288701B1 (ko) | 초고강도 냉연 강판 및 그 제조 방법 | |
| CN101960038B (zh) | 冷轧钢板 | |
| EP1350859B1 (en) | High-tensile strength hot-rolled steel sheet excellent in elongation properties and stretch flangeability, and producing method thereof | |
| KR100942087B1 (ko) | 확공 가공성이 우수한 고강도 열연 강판 및 그의 제조방법 | |
| KR102500089B1 (ko) | 고강도 용융 아연 도금 강판 및 그의 제조 방법 | |
| EP1870483B1 (en) | Hot-rolled steel sheet, method for production thereof and workedd article formed therefrom | |
| EP2757171A1 (en) | High-strength hot-dipped galvanized steel sheet having excellent formability and impact resistance, and method for producing same | |
| KR102604058B1 (ko) | 핫 스탬프 성형체 | |
| KR102932951B1 (ko) | 고강도 강판 및 그의 제조 방법 | |
| KR102858951B1 (ko) | 강판, 부재 및 그들의 제조 방법 | |
| JP2003253385A (ja) | 高速変形特性および曲げ特性に優れた冷延鋼板およびその製造方法 | |
| JP2004256872A (ja) | 伸びおよび伸びフランジ性に優れる高張力冷延鋼板およびその製造方法 | |
| KR100903546B1 (ko) | 형상 동결성과 성형후의 내구피로특성이 우수한 고장력열연강판 및 그 제조방법 | |
| EP1659191B1 (en) | High tensile strength cold-rolled steel sheet and method for production thereof | |
| JPH10259448A (ja) | 静的吸収エネルギー及び耐衝撃性に優れた高強度鋼板並びにその製造方法 | |
| JP4389727B2 (ja) | 高張力冷延鋼板およびその製造方法 | |
| JP4059050B2 (ja) | 冷延鋼板製造用母板、高強度高延性冷延鋼板およびそれらの製造方法 | |
| JP4333444B2 (ja) | 伸び特性、伸びフランジ特性、引張疲労特性および耐衝突特性に優れた高強度熱延鋼板およびその製造方法 | |
| JP7678395B2 (ja) | ホットスタンプ成形体 | |
| WO2023199777A1 (ja) | ホットスタンプ成形体 | |
| JP7192819B2 (ja) | 高強度鋼板およびその製造方法 | |
| JP7192818B2 (ja) | 高強度鋼板およびその製造方法 | |
| CN100363522C (zh) | 高张力冷轧钢板及其制造方法 | |
| WO2026042396A1 (ja) | 鋼板、部材およびそれらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20060602 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070528 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090730 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090730 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090915 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090928 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121016 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4389727 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121016 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131016 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |