JP4431441B2 - 射出成形法及び射出成形装置 - Google Patents
射出成形法及び射出成形装置 Download PDFInfo
- Publication number
- JP4431441B2 JP4431441B2 JP2004157849A JP2004157849A JP4431441B2 JP 4431441 B2 JP4431441 B2 JP 4431441B2 JP 2004157849 A JP2004157849 A JP 2004157849A JP 2004157849 A JP2004157849 A JP 2004157849A JP 4431441 B2 JP4431441 B2 JP 4431441B2
- Authority
- JP
- Japan
- Prior art keywords
- cavity
- mold
- face
- coil
- injection molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000001746 injection moulding Methods 0.000 title claims description 41
- 239000003507 refrigerant Substances 0.000 claims description 59
- 238000002347 injection Methods 0.000 claims description 38
- 239000007924 injection Substances 0.000 claims description 38
- 229920005989 resin Polymers 0.000 claims description 34
- 239000011347 resin Substances 0.000 claims description 34
- 238000010438 heat treatment Methods 0.000 claims description 15
- 238000000465 moulding Methods 0.000 claims description 11
- 239000002826 coolant Substances 0.000 claims description 8
- 238000001816 cooling Methods 0.000 claims description 6
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 238000000034 method Methods 0.000 description 9
- 229920005992 thermoplastic resin Polymers 0.000 description 7
- 229920001187 thermosetting polymer Polymers 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 230000000694 effects Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 230000035939 shock Effects 0.000 description 4
- 239000002344 surface layer Substances 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 3
- 230000005674 electromagnetic induction Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C2045/7368—Heating or cooling of the mould combining a heating or cooling fluid and non-fluid means
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
キャビティに対向し、且つ相互に対向するように設けられた凹部の表面が波形であることを特徴とする射出成形法。
(1)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部を設け、該凹部の各々にIHコイルを配設して前記キャビティの加熱制御を行うと共に、
前記凹部を取り囲むように環状溝を設け、該環状溝の各々に冷媒路を配設して前記キャビティの冷却を行う構成。
(2)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部を設け、該凹部の各々にIHコイルを配設して前記キャビティの加熱制御を行うと共に、
前記凹部の各々に冷媒路を配設して前記キャビティの冷却を行う構成。
(3)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部を設け、該凹部の各々に冷媒路を配設して前記キャビティの冷却を行うと共に、
前記凹部を取り囲むように環状溝を設け、該環状溝の各々にIHコイルを配設して前記キャビティの加熱制御を行う構成。
キャビティに対向し、且つ相互に対向するように設けられた凹部の表面が波形であることを特徴とする射出成形装置。
(1)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部が設けられ、該凹部の各々にIHコイルが配設されていると共に、
前記凹部を取り囲むように環状溝が設けられ、該環状溝の各々に冷媒路が配設されている構成。
(2)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部が設けられ、該凹部の各々にIHコイルが配設されていると共に、
前記凹部の各々に冷媒路が配設されている構成。
(3)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部が設けられ、該凹部の各々に冷媒路が配設されていると共に、
前記凹部を取り囲むように環状溝が設けられ、該環状溝の各々にIHコイルが配設されている構成。
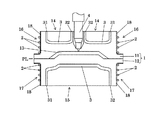
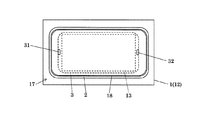
図1は本発明に係る射出成形装置の第1実施例を示す概略断面図、図2は図1のII−II線概略横断面図、図3は本発明に係る射出成形装置の第2実施例を示す概略断面図、図4は図3の概略底面図である。
鉄を多く含む金属の周囲または近くにコイルを配設して、コイルに交流の電流が流れると磁力線が発生する。磁力線は金属を通過するが、交流は大きさや向きが絶えず変化するため、発生する磁力線も絶えず変化することになる。このように金属に磁力線の変化を与えると、電磁誘導作用によって渦電流が流れ鉄系金属は抵抗が大きいので熱くなる。電磁誘導作用とは、磁力線の変化がコイルに電気を誘導する働きをいう。本発明では、例えば、15KHz〜100KHzを用いる。この高周波は鉄系金属加熱に適していて、効率がよく、急速に加熱が可能である。
11 固定型
12 可動型
13 キャビティ
14・15 凹部
16・17 環状溝
18 絶縁耐熱シート
19 遮蔽体
2 IHコイル
3 冷媒路
31 冷媒路入口
32 冷媒路出口
4 バルブノズル
Claims (9)
- 下記(1)、(2)又は(3)に示される射出成形法において、
キャビティに対向し、且つ相互に対向するように設けられた凹部の表面が波形であることを特徴とする射出成形法。
(1)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部を設け、該凹部の各々にIHコイルを配設して前記キャビティの加熱制御を行うと共に、
前記凹部を取り囲むように環状溝を設け、該環状溝の各々に冷媒路を配設して前記キャビティの冷却を行う構成。
(2)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部を設け、該凹部の各々にIHコイルを配設して前記キャビティの加熱制御を行うと共に、
前記凹部の各々に冷媒路を配設して前記キャビティの冷却を行う構成。
(3)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部を設け、該凹部の各々に冷媒路を配設して前記キャビティの冷却を行うと共に、
前記凹部を取り囲むように環状溝を設け、該環状溝の各々にIHコイルを配設して前記キャビティの加熱制御を行う構成。 - 樹脂の射出前に前記IHコイルによってキャビティを昇温し、射出充填後に前記冷媒路の冷媒によってキャビティを冷却することを特徴とする請求項1に記載の射出成形法。
- 射出前のキャビティを樹脂成形温度の60〜90%に昇温することを特徴とする請求項2に記載の射出成形法。
- 樹脂の射出前に前記冷媒路の冷媒によってキャビティを冷却し、射出充填後に前記IHコイルによってキャビティを加熱制御することを特徴とする請求項1に記載の射出成形法。
- 下記(1)、(2)又は(3)に示される射出成形装置において、
キャビティに対向し、且つ相互に対向するように設けられた凹部の表面が波形であることを特徴とする射出成形装置。
(1)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部が設けられ、該凹部の各々にIHコイルが配設されていると共に、
前記凹部を取り囲むように環状溝が設けられ、該環状溝の各々に冷媒路が配設されている構成。
(2)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部が設けられ、該凹部の各々にIHコイルが配設されていると共に、
前記凹部の各々に冷媒路が配設されている構成。
(3)固定型と可動型とからなる金型(モールド)の各々に、
キャビティに対向し、且つ相互に対向するように凹部が設けられ、該凹部の各々に冷媒路が配設されていると共に、
前記凹部を取り囲むように環状溝が設けられ、該環状溝の各々にIHコイルが配設されている構成。 - 前記環状溝が波形又は上下若しくは下方に突き抜けた直線状であることを特徴とする請求項5に記載の射出成形装置。
- 樹脂の射出前に前記IHコイルによってキャビティが昇温され、射出充填後に前記冷媒路の冷媒によってキャビティが冷却される構成であることを特徴とする請求項5又は6に記載の射出成形装置。
- 射出前のキャビティが樹脂成形温度の60〜90%に昇温される構成であることを特徴とする請求項7に記載の射出成形装置。
- 樹脂の射出前に前記冷媒路の冷媒によってキャビティが冷却され、射出充填後に前記IHコイルによってキャビティが加熱制御される構成であることを特徴とする請求項5又は6に記載の射出成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004157849A JP4431441B2 (ja) | 2004-05-27 | 2004-05-27 | 射出成形法及び射出成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004157849A JP4431441B2 (ja) | 2004-05-27 | 2004-05-27 | 射出成形法及び射出成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005335234A JP2005335234A (ja) | 2005-12-08 |
| JP4431441B2 true JP4431441B2 (ja) | 2010-03-17 |
Family
ID=35489315
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004157849A Expired - Fee Related JP4431441B2 (ja) | 2004-05-27 | 2004-05-27 | 射出成形法及び射出成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4431441B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1800829A1 (en) | 2005-12-22 | 2007-06-27 | Thermal Cyclic Technologies TCTech i Stockholm AB | Injection mould with induction heating means and method of injection moulding including an induction heating step. |
| EP1800822A1 (en) * | 2005-12-22 | 2007-06-27 | Thermal Cyclic Technologies TCT Tech i Stockholm | Injection mould with spirally formed cooling ducts and corresponding injection moulding method. |
| DE602005012525D1 (de) * | 2005-12-22 | 2009-03-12 | Thermal Cyclic Technologies Tc | Spritzgiesswerkzeug mit Induktionsheizung und Spritzgiessverfahren mit einem Induktionsheizschritt |
| EP1800823A1 (en) * | 2005-12-22 | 2007-06-27 | Thermal Cyclic Technologies TCTech i Stockholm AB | Injection mould with variable coolant flow rate, the corresponding method and injection mould with a venting ring |
| EP1925421B1 (en) * | 2006-11-21 | 2011-05-11 | Thermal Cyclic Technologies TCTech i Stockholm AB | Injection-mould with inductive heating and injection moulding method |
| DE202009001959U1 (de) * | 2009-03-11 | 2010-07-29 | Kunststoffinstitut für die mittelständische Wirtschaft NRW GmbH | Formwerkzeug |
| JP5340039B2 (ja) * | 2009-06-02 | 2013-11-13 | パナソニック株式会社 | 樹脂射出成形方法 |
| CN103764359B (zh) | 2011-06-28 | 2016-04-20 | 泰克瑞典公司 | 用于对模具或工具进行加热的装置和方法 |
| CN102740520B (zh) * | 2012-06-14 | 2014-05-21 | 上海交通大学 | 外置式组合感应加热线圈相控阵感应加热系统及其应用 |
| JP2015089667A (ja) * | 2013-11-07 | 2015-05-11 | 三菱化学株式会社 | 電磁誘導加熱式金型 |
| DE102018115189A1 (de) | 2018-06-25 | 2020-01-02 | Khs Corpoplast Gmbh | Vorrichtung zur Herstellung von Behältern durch Blasformen |
-
2004
- 2004-05-27 JP JP2004157849A patent/JP4431441B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005335234A (ja) | 2005-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104412705B (zh) | 快速加热和冷却的模具 | |
| RU2630119C2 (ru) | Способ и устройство подогрева пресс-формы, в частности, для литья под давлением | |
| JP4431441B2 (ja) | 射出成形法及び射出成形装置 | |
| JP5469669B2 (ja) | 装置の予熱を可能にする誘導加熱を用いて材料を成形する装置 | |
| JP4784948B2 (ja) | プラスチック射出ノズル用非接触高周波誘導加熱装置 | |
| JP5905959B2 (ja) | 成形型または金型を加熱する装置および方法 | |
| KR20100082842A (ko) | 폴리머 성형 장치 및 방법 | |
| TWI421161B (zh) | 高週波電磁感應加熱裝置及使用其加熱模具表面的方法 | |
| TW201540843A (zh) | 用於加熱模具的裝置 | |
| JP2012505777A5 (ja) | ||
| CA2821997A1 (en) | Hot runner nozzle | |
| CN106714998B (zh) | 成型装置 | |
| JP5587845B2 (ja) | アルミ鋳造装置 | |
| JP6691649B2 (ja) | 電磁誘導加熱式樹脂成形金型及び該金型を用いた樹脂成形体の製造方法 | |
| KR100734948B1 (ko) | 비접촉 고주파 유도 플라스틱 금형 가열 장치 및 이를이용한 플라스틱 사출성형 방법 | |
| CN101767196A (zh) | 一种中间罐旁通式双通道电磁精炼与加热装置 | |
| JP2012214041A (ja) | 樹脂成形用電磁誘導加熱式金型装置を用いた樹脂成形体の製造方法 | |
| JP6040546B2 (ja) | 樹脂成形用電磁誘導加熱式金型装置 | |
| KR20090127558A (ko) | 비접촉 고주파 유도 금형 가열 장치 | |
| JP2015089667A (ja) | 電磁誘導加熱式金型 | |
| KR101030595B1 (ko) | 웰드레스 방식의 사출금형 장치 | |
| KR20100093310A (ko) | 금형의 온도 조절 블럭 | |
| CN106535383A (zh) | 汽车维修用电感加热头及装置 | |
| KR101862921B1 (ko) | 고주파 유도 금형 가열 장치 | |
| KR20170002435A (ko) | 몰드 가열 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070509 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091020 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091208 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091221 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121225 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121225 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131225 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |