JP4432477B2 - 接合体、接合体の製造方法、およびインクジェットヘッド - Google Patents
接合体、接合体の製造方法、およびインクジェットヘッド Download PDFInfo
- Publication number
- JP4432477B2 JP4432477B2 JP2003405868A JP2003405868A JP4432477B2 JP 4432477 B2 JP4432477 B2 JP 4432477B2 JP 2003405868 A JP2003405868 A JP 2003405868A JP 2003405868 A JP2003405868 A JP 2003405868A JP 4432477 B2 JP4432477 B2 JP 4432477B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- flow path
- gap
- joint surface
- joined body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 229920005989 resin Polymers 0.000 claims description 141
- 239000011347 resin Substances 0.000 claims description 141
- 238000005304 joining Methods 0.000 claims description 21
- 238000000034 method Methods 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 10
- 230000008878 coupling Effects 0.000 claims description 3
- 238000010168 coupling process Methods 0.000 claims description 3
- 238000005859 coupling reaction Methods 0.000 claims description 3
- 238000007639 printing Methods 0.000 claims description 3
- 239000011800 void material Substances 0.000 claims description 3
- 238000012790 confirmation Methods 0.000 description 29
- 238000002347 injection Methods 0.000 description 19
- 239000007924 injection Substances 0.000 description 19
- 238000001746 injection moulding Methods 0.000 description 9
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 239000007788 liquid Substances 0.000 description 7
- 238000010926 purge Methods 0.000 description 6
- 239000002184 metal Substances 0.000 description 5
- 238000007689 inspection Methods 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 230000000007 visual effect Effects 0.000 description 3
- 230000002950 deficient Effects 0.000 description 2
- 238000007641 inkjet printing Methods 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 235000001674 Agaricus brunnescens Nutrition 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 239000004944 Liquid Silicone Rubber Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images






Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
また、前記空隙は、前記接合面に交差する方向に前記接合面から離れるに従って、前記空隙の断面積が大きくなるような領域を有するので、液体の漏れ防止の効果を奏するほか、射出された樹脂が当該領域で固化することによって、第1の部材と第2の部材との接合を安定的で強固なものとすることができる。
また、前記空隙は、前記接合面に交差する方向に前記接合面から離れるに従って、前記空隙の断面積が大きくなるような領域を有するので、液体の漏れ防止の効果を奏するほか、射出された樹脂が当該領域で固化することによって、第1の部材と第2の部材との接合を安定的で強固なものとすることができる。
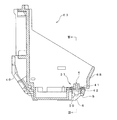
図1に示すカラーインクジェットプリンタ100のインクジェットヘッド63は、その本体フレーム68に、四色(例えば、シアン、マゼンタ、イエロー、ブラック)のインクを噴射させるために各色ごとに配設された計四個の圧電式のインクジェットヘッドユニット(以下「ヘッドユニット」)6を固着し、更に、カラーインクがそれぞれ充填される計四個のインクカートリッジ61を本体フレーム68に着脱可能に取り付けた構成としている。この本体フレーム68は、駆動機構65により直線方向に往復駆動されるキャリッジ64に固着されている。用紙を送るためのプラテンローラ66は、その軸線がキャリッジ64の往復移動方向に沿うよう配置され、ヘッドユニット6と対向して配置されている。
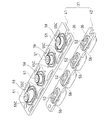
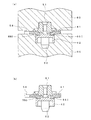
次に、インクジェットヘッド63を説明する。図2はインクジェットヘッドの断面図である。図3は図2におけるIII-III線断面図である。図4はヘッドユニットの分解斜視図である。図5は図3で鎖線で囲まれた部分の拡大図である。
次に、継手部材31の上半部41と下半部42の接合構成を説明する。上述したとおり、継手部材31は上半部41と下半部42の二つの半部を向き合わせて接合し固着した構成とされる。上半部41と下半部42は、その互いに対向する面(接合面。図5における符号36)同士を向き合わせて接触させたときに、両半部41・42の間に空隙55が形成されるように、その形状を設定してある。そして、この空隙55に樹脂を射出して流し込み固化させることによって、両半部41・42を互いに剥離しないよう接合して固着している。
36 接合面
41 上半部(第1の部材)
42 下半部(第2の部材)
51 第1の流路
52 第2の流路
55 空隙
55C 円錐部(接合面に交差する方向に接合面から離れるに従って断面積が大きくなる領域)
58 確認用窓(孔)
Claims (11)
- 内部に第1の流路を形成した第1の部材と、内部に第2の流路を形成した第2の部材とを、前記第1の流路と前記第2の流路とが連通するように向き合わせ、前記第1の部材と前記第2の部材との接合面に形成された空隙に樹脂を射出して前記第1の部材と前記第2の部材とを接合させる接合体において、
前記空隙は、前記接合面近傍において前記第1の流路および前記第2の流路を囲むように形成されており、
前記第2の部材の接合面に、当該接合面と交差する方向から見て、前記空隙の内周に接し且つ前記第1の流路及び前記第2の流路を囲むように配置された、凸状の壁部が形成されており、
前記空隙は、前記接合面に交差する方向に前記接合面から離れるに従って、その断面積が大きくなるような領域を有することを特徴とする接合体。 - 請求項1に記載の接合体において、
前記第2の流路は、前記第1の流路の数より多い数の流路からなることを特徴とする接合体。 - 請求項1又は請求項2に記載の接合体において、
前記空隙が、
前記接合面近傍において前記第1の流路および前記第2の流路を囲む環状部と、
前記環状部に連通し且つ前記環状部の外側に向かって延在する2つの延在部であって、一方が樹脂の入口側となり他方が樹脂の出口側となる2つの延在部とを有していると共に、
前記第1の部材には、前記出口側の延在部および前記出口側の延在部から流れ出た樹脂の流路のいずれかを外部空間に連通させる孔が形成されていることを特徴とする接合体。 - 請求項1から請求項3までの何れか一項に記載の接合体において、
前記第1の部材と前記第2の部材は、樹脂からなることを特徴とする接合体。 - 請求項4に記載の接合体において、
前記第1の部材と前記第2の部材は、前記空隙に射出する樹脂によって、その空隙を形成している部分が溶融される材料であることを特徴とする接合体。 - 請求項5に記載の接合体において、
前記第1の部材と前記第2の部材は、前記空隙に射出する樹脂と同一の材質からなることを特徴とする接合体。 - 第1の雌雄型間に樹脂を射出して内部に第1の流路を形成した第1の部材を形成する第1の工程と、
第2の雌雄型間に樹脂を射出して内部に前記第1の流路に連通する第2の流路を形成した第2の部材を形成する第2の工程と、
前記第1の部材と前記第2の部材とを向き合わせ、その接合面近傍において前記第1の流路および前記第2の流路を囲むように形成された空隙に樹脂を射出して、前記第1の部材と前記第2の部材とを接合する第3の工程と、を備えており、
前記第2の工程において、前記第2の部材の接合面に、前記第1の部材と前記第2の部材を向き合わせた状態で、当該接合面と交差する方向から見て、前記空隙の内周に接し且つ前記第1の流路及び前記第2の流路を囲むように配置される、凸状の壁部を形成し、
前記第1の工程及び前記第2の工程において、それぞれ、前記第1の部材と前記第2の部材を向き合わせた状態で、前記空隙が、前記接合面に交差する方向に前記接合面から離れるに従って、その断面積が大きくなるような領域を有するように、前記第1の部材及び前記第2の部材を形成することを特徴とする接合体の製造方法。 - 請求項7に記載の接合体の製造方法において、
前記第1の工程が、前記第1の部材に対して、前記空隙および前記空隙から流れ出た樹脂の流路のいずれかを外部空間に連通させる孔を形成する工程を含んでおり、
前記第1の部材に形成された前記孔から、前記空隙内および前記空隙から流れ出た樹脂の流路内のいずれかにおける樹脂の流れ込み状況を確認する第4の工程をさらに備えていることを特徴とする接合体の製造方法。 - 請求項7に記載の接合体の製造方法において、
前記空隙が、
前記接合面近傍において前記第1の流路および前記第2の流路を囲む環状部と、
前記環状部に連通し且つ前記環状部の外側に向かって延在する2つの延在部であって、一方が樹脂の入口側となり他方が樹脂の出口側となる2つの延在部とを有していると共に、
前記第1の工程が、前記第1の部材に対して、前記出口側の延在部および前記出口側の延在部から流れ出た樹脂の流路のいずれかを外部空間に連通させる孔を形成する工程を含んでおり、
前記第1の部材に形成された前記孔から、前記出口側の延在部内および前記出口側の延在部から流れ出た樹脂の流路内のいずれかにおける樹脂の流れ込み状況を確認する第4の工程をさらに備えていることを特徴とする接合体の製造方法。 - 印字面に対しインクを噴射する複数のノズルと、該ノズルに連通するインク供給口と、を有するヘッドユニットと、
インク供給源から前記インク供給口に至るインク流路の少なくとも一部をなすインク供給通路を内部に形成した、継手部材と、を備えるとともに、
前記継手部材は、請求項1から請求項3までの何れか一項に記載の接合体によって構成されることを特徴とするインクジェットヘッド。 - 請求項10に記載のインクジェットヘッドにおいて、
前記ヘッドユニットは、複数列の前記ノズルと、そのノズル列に対応した複数のインク供給口とを有し、
前記継手部材は、請求項2に記載の接合体によって構成され、
前記インク供給源側に位置する前記第1の部材は、前記第1の流路を有し、
前記ヘッドユニット側に位置する前記第2の部材は、前記複数のインク供給口に対応した複数の前記第2の流路を有することを特徴とするインクジェットヘッド。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003405868A JP4432477B2 (ja) | 2003-01-09 | 2003-12-04 | 接合体、接合体の製造方法、およびインクジェットヘッド |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003002955 | 2003-01-09 | ||
| JP2003405868A JP4432477B2 (ja) | 2003-01-09 | 2003-12-04 | 接合体、接合体の製造方法、およびインクジェットヘッド |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004230881A JP2004230881A (ja) | 2004-08-19 |
| JP4432477B2 true JP4432477B2 (ja) | 2010-03-17 |
Family
ID=32964636
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003405868A Expired - Fee Related JP4432477B2 (ja) | 2003-01-09 | 2003-12-04 | 接合体、接合体の製造方法、およびインクジェットヘッド |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4432477B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5435962B2 (ja) | 2009-01-07 | 2014-03-05 | キヤノン株式会社 | 液体噴射記録ヘッド、及び液体噴射記録ヘッドの製造方法 |
| JP2010188536A (ja) * | 2009-02-16 | 2010-09-02 | Seiko Epson Corp | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 |
| JP5430718B2 (ja) * | 2012-07-19 | 2014-03-05 | キヤノン株式会社 | 液体吐出ヘッド、および該液体吐出ヘッドの製造方法 |
-
2003
- 2003-12-04 JP JP2003405868A patent/JP4432477B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004230881A (ja) | 2004-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4193435B2 (ja) | インクカートリッジ、および、そのインク充填方法 | |
| JP5019061B2 (ja) | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 | |
| JP5472574B2 (ja) | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 | |
| JP2002178541A (ja) | 記録ヘッドユニット | |
| US7862759B2 (en) | Method of manufacturing liquid ejecting head | |
| US7958634B2 (en) | Liquid ejecting head manufacturing method | |
| JP7057111B2 (ja) | シール機構の製造方法 | |
| TWI547384B (zh) | 多部件流體流動結構 | |
| JP2004351839A (ja) | 接合構造及び接合構造の製造方法 | |
| JP2009190278A (ja) | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 | |
| JP5019058B2 (ja) | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 | |
| JP5257133B2 (ja) | 液体噴射ヘッドの製造方法、液体噴射ヘッド及び液体噴射装置 | |
| CN102205723B (zh) | 液体喷射头以及液体喷射装置 | |
| EP1336497B1 (en) | Ink-jet printhead and method of manufacturing the same | |
| JP2009113250A (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP4432477B2 (ja) | 接合体、接合体の製造方法、およびインクジェットヘッド | |
| JP5678463B2 (ja) | 液体噴射ヘッド、液体噴射ヘッドユニット及び液体噴射装置 | |
| JP2003305873A (ja) | インクジェットプリンタヘッド及びその製造方法 | |
| JP2010082894A (ja) | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 | |
| JP2005324544A (ja) | 液体供給部材、液体噴射装置、および、取付方法 | |
| JP5472595B2 (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP4193891B2 (ja) | インクカートリッジ、および、そのインク充填方法 | |
| CN107020821A (zh) | 流道部件的制造方法、流道部件以及液体喷射头 | |
| JP2012254551A (ja) | 液体噴射ヘッドおよび液体噴射装置 | |
| JP2009196292A (ja) | フィルタアッセンブリの組立方法およびインクジェットヘッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090224 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090427 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091201 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4432477 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130108 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140108 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |