JP4479552B2 - ホースおよびその製法 - Google Patents
ホースおよびその製法 Download PDFInfo
- Publication number
- JP4479552B2 JP4479552B2 JP2005082225A JP2005082225A JP4479552B2 JP 4479552 B2 JP4479552 B2 JP 4479552B2 JP 2005082225 A JP2005082225 A JP 2005082225A JP 2005082225 A JP2005082225 A JP 2005082225A JP 4479552 B2 JP4479552 B2 JP 4479552B2
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- film
- chromium
- metal
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L11/00—Hoses, i.e. flexible pipes
- F16L11/04—Hoses, i.e. flexible pipes made of rubber or flexible plastics
- F16L11/045—Hoses, i.e. flexible pipes made of rubber or flexible plastics with four or more layers without reinforcement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L9/00—Rigid pipes
- F16L9/14—Compound tubes, i.e. made of materials not wholly covered by any one of the preceding groups
- F16L9/147—Compound tubes, i.e. made of materials not wholly covered by any one of the preceding groups comprising only layers of metal and plastics with or without reinforcement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L11/00—Hoses, i.e. flexible pipes
- F16L11/04—Hoses, i.e. flexible pipes made of rubber or flexible plastics
- F16L2011/047—Hoses, i.e. flexible pipes made of rubber or flexible plastics with a diffusion barrier layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Laminated Bodies (AREA)
- Physical Vapour Deposition (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Description
東レ社製、トレリナA670X01
PA12(エムス社製、グリルアミドL25AH、末端アミノ基濃度:60μ当量/g)
硫酸ニッケル :250g/リットル
塩化ニッケル : 45g/リットル
ほう酸 : 40g/リットル
ピット防止剤(奥野製薬工業社製、アクナH) : 2ml/リットル
一次光沢剤(奥野製薬工業社製、Mu−2) : 5ml/リットル
pH:4.2
温度:50℃
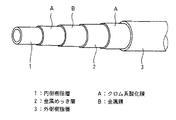
まず、上記PPS樹脂を用いて、内側樹脂層を押出成形した。ついで、この内側樹脂層の外周面に、DCマグネトロンスパッタリング装置を用いて、後記の表2に示す条件にて、スパッタリングにより、クロム系酸化膜を形成し、つづいて、後記の表2に示す条件にて、スパッタリングにより、金属膜を形成した。その後、それを、窒素ガス雰囲気下で、上記DCマグネトロンスパッタリング装置から取り出し、すぐに、上記ワット浴に浸けた。そして、上記金属膜の外周面に、上記ワット浴にて、電流密度1A/dm2 で5分間、電解めっきを行い、ニッケルめっき層(金属めっき層)を形成した。つぎに、それを上記ワット浴から取り出し、ニッケルめっき層の外周面を乾燥させた後、そのニッケルめっき層の外周面に、DCマグネトロンスパッタリング装置を用いて、後記の表2に示す条件にて、スパッタリングにより、クロム系酸化膜を形成した。そして、このクロム系酸化膜の外周面に、外側樹脂層を押出成形した。このとき、内側樹脂層から外側樹脂層までの全体の厚みが1.5mmになるようにした。このようにして、図1に示す6層構造の燃料輸送用ホース(内径33mm、外径36mm)を作製した。
まず、上記PPS樹脂を用いて、内側樹脂層を押出成形した。ついで、この内側樹脂層を上記ワット浴に浸け、この内側樹脂層の外周面に直接、上記実施例と同様にして電解めっきを行ったが、ニッケルめっき層(金属めっき層)は形成されなかった。そこで、上記内側樹脂層をアルカリニッケル液(奥野製薬工業社製、TMP−化学ニッケル)に浸け、40℃で5分間、無電解ニッケルめっきを行ったが、ニッケルめっき層(金属めっき層)は形成されなかった。そして、この内側樹脂層のみからなる燃料輸送用ホース(内径33mm、外径33.2mm)を比較例1とした。
まず、上記PPS樹脂を用いて、内側樹脂層を押出成形した。ついで、この内側樹脂層の外周面に、DCマグネトロンスパッタリング装置を用いて、後記の表2に示す条件にて、スパッタリングにより、Ni−Cr金属膜のみを形成した。それ以降は、上記実施例と同様にして、ニッケルめっき層(金属めっき層),クロム系酸化膜,外側樹脂層を順に形成した。このようにして、5層構造の燃料輸送用ホース(内径33mm、外径36mm)を作製した。
まず、上記PPS樹脂を用いて、内側樹脂層を押出成形した。ついで、この内側樹脂層の外周面に直接、上記実施例と同様にして外側樹脂層を押出成形した。このようにして、2層構造の燃料輸送用ホース(内径33mm、外径36mm)を作製した。
上記各燃料輸送用ホースを長手方向に切り開いた後、直径56mmの円盤状に打ち抜き、各サンプルを作製した。そして、差圧式・蒸気透過率測定装置(GTRテック社製、GTR−30XATG)を用いて,上記サンプルにおける、市販レギュラーガソリンと、エタノールとを90:10(体積割合)で混合したアルコール添加ガソリンの透過係数を、40℃で2週間測定した。なお、表中の透過係数は、2週間後の数値を示す。
各燃料輸送用ホースを10mm幅で短冊状に切断して、サンプルを作製した。そして、各サンプルの先端部の各層を剥離し、その剥離した内側樹脂層と金属めっき層の各層の先端部を引張試験機(オリエンテック社製)の各チャックに挟み、引張速度50mm/分の条件で、内側樹脂層/金属めっき層間の180度剥離強度(N/cm)を測定した。同様にして、金属めっき層/外側樹脂層間(比較例3は、内側樹脂層/外側樹脂層間)の180度剥離強度(N/cm)を測定した。なお、剥離強度が20N/cm以上であれば、層間接着性が良好であると考えられる。

2 金属めっき層
3 外側樹脂層
A クロム系酸化膜
B 金属膜
Claims (3)
- 管状の内側樹脂層と、この内側樹脂層の外周に形成された金属めっき層と、この金属めっき層の外周に形成された外側樹脂層とを備えたホースであって、上記内側樹脂層と金属めっき層との間に、クロム系酸化膜と金属膜とを備えた多層膜が形成され、その多層膜のうちのクロム系酸化膜が上記内側樹脂層の外周面上に位置決めされ、上記多層膜のうちの金属膜の外周面上に上記金属めっき層が位置決めされ、かつ、上記金属めっき層と外側樹脂層との間に、クロム系酸化膜を備えた単層膜もしくは多層膜が形成され、その多層膜のうちのクロム系酸化膜の外周面上に上記外側樹脂層が位置決めされていることを特徴とするホース。
- 上記請求項1記載のホースの製法であって、内側樹脂層の外周面に、スパッタリング,イオンプレーティングおよび真空蒸着からなる群から選ばれた少なくとも一つの物理蒸着法により、クロム系酸化膜を形成する工程と、このクロム系酸化膜の外周に、上記物理蒸着法により、金属膜を形成する工程と、この金属膜の外周面に金属めっき層を形成した後、この金属めっき層の外周面に、上記物理蒸着法により、クロム系酸化薄膜を備えた単層膜もしくは多層膜を形成する工程と、その多層膜のうちのクロム系酸化膜の外周面に外側樹脂層を形成する工程とを備えていることを特徴とするホースの製法。
- 請求項2記載のホースの製法において、上記内側樹脂層の外周に上記金属膜を形成した後から、その金属膜の外周面に金属めっき層を形成する工程に移るまでが、不活性ガスの雰囲気下で行われるホースの製法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005082225A JP4479552B2 (ja) | 2005-03-22 | 2005-03-22 | ホースおよびその製法 |
| US11/385,753 US7434599B2 (en) | 2005-03-22 | 2006-03-22 | Hose and method of producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005082225A JP4479552B2 (ja) | 2005-03-22 | 2005-03-22 | ホースおよびその製法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006266318A JP2006266318A (ja) | 2006-10-05 |
| JP4479552B2 true JP4479552B2 (ja) | 2010-06-09 |
Family
ID=37033988
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005082225A Expired - Fee Related JP4479552B2 (ja) | 2005-03-22 | 2005-03-22 | ホースおよびその製法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7434599B2 (ja) |
| JP (1) | JP4479552B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006118669A (ja) * | 2004-10-25 | 2006-05-11 | Sanoh Industrial Co Ltd | 樹脂チューブ |
| JP4544125B2 (ja) * | 2005-10-17 | 2010-09-15 | 東海ゴム工業株式会社 | 低透過樹脂ホースおよびその製法 |
| JP4544129B2 (ja) * | 2005-10-25 | 2010-09-15 | 東海ゴム工業株式会社 | 低透過樹脂ホースおよびその製法 |
| JP4896703B2 (ja) * | 2006-12-26 | 2012-03-14 | 東海ゴム工業株式会社 | ニッケル電気めっき膜およびその製法 |
| DE102010009796A1 (de) * | 2010-03-01 | 2011-09-01 | Rehau Ag + Co. | Verwendung eines Rohres zum Transport von reinem Wasserstoff |
| CA2801874C (en) * | 2010-06-09 | 2014-09-09 | Sanoh Kogyo Kabushiki Kaisha | Metal pipe for vehicle piping and method of surface-treating the same |
| JP2013538154A (ja) * | 2010-09-03 | 2013-10-10 | アエラズール エス.エー. | 航空機用熱可塑性プラスチックホース |
| US9746108B2 (en) * | 2014-03-04 | 2017-08-29 | W.E. Hall Company, Inc. | Composite underground pipe structure |
| JP6467195B2 (ja) | 2014-11-10 | 2019-02-06 | 三桜工業株式会社 | 車輌配管用被覆金属管 |
| JP7179460B2 (ja) * | 2015-09-28 | 2022-11-29 | 株式会社ブリヂストン | ホース用樹脂材料、ホース管及びホース |
| US12498076B2 (en) * | 2022-06-23 | 2025-12-16 | Dynaflex Products | Method of plating an automotive exhaust pipe |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS581076A (ja) * | 1981-06-26 | 1983-01-06 | Nisshin Steel Co Ltd | Lng又はlpgタンク用高ニッケル―鉄合金鋼板の表面処理方法 |
| US4467002A (en) * | 1981-12-15 | 1984-08-21 | Raychem Limited | Dimensionally-recoverable article |
| US4606953A (en) * | 1983-06-23 | 1986-08-19 | Nippon Steel Corporation | Polypropylene coated steel pipe |
| US4916031A (en) * | 1985-11-20 | 1990-04-10 | Toyo Seikan Kaisha, Ltd. | Surface-treated steel plate and bonded structure of metal material |
| US5271977A (en) * | 1989-02-10 | 1993-12-21 | Bridgestone Corporation | Low permeable rubber hose |
| JPH04131581A (ja) * | 1990-09-25 | 1992-05-06 | Bridgestone Corp | 低透過性ゴムホース |
| JPH08269723A (ja) | 1995-03-27 | 1996-10-15 | Toyoda Gosei Co Ltd | めっき層を有する樹脂成形品及びその製造方法 |
| GB2311114B (en) * | 1996-03-15 | 1999-04-28 | T & N Technology Ltd | Convoluted flexible protective sleeves |
| US6546963B2 (en) * | 2000-12-08 | 2003-04-15 | Halter Marine, Inc. | Fire resistant piping system |
| US7033679B2 (en) * | 2001-01-25 | 2006-04-25 | Kyocera Optec Co., Ltd. | Metal film and metal film-coated member, metal oxide film and metal oxide film-coated member, thin film forming apparatus and thin film forming method for producing metal film and metal oxide film |
-
2005
- 2005-03-22 JP JP2005082225A patent/JP4479552B2/ja not_active Expired - Fee Related
-
2006
- 2006-03-22 US US11/385,753 patent/US7434599B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US7434599B2 (en) | 2008-10-14 |
| US20060213569A1 (en) | 2006-09-28 |
| JP2006266318A (ja) | 2006-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4479552B2 (ja) | ホースおよびその製法 | |
| US6652939B2 (en) | Low permeation nylon tube with aluminum barrier layer | |
| KR920009633B1 (ko) | 다층피막을 가진 내열성 및 내식성 강관 | |
| US6591871B2 (en) | Low permeation polybutylene terephthalate and polybutylene naphthalate fuel and vapor tubes | |
| JP4383487B2 (ja) | 金属張積層体及び金属張積層体の製造方法 | |
| AU2002341655A1 (en) | Low permeation nylon tube with aluminium barrier layer | |
| CN100503889C (zh) | 具有对树脂层的接合性优异的金属层和树脂层的非六价铬系的耐腐蚀包膜 | |
| CN103097583A (zh) | 容器用钢板及其制造方法 | |
| TWI597161B (zh) | Metallic external material with resin film and its manufacturing method | |
| CN103026046A (zh) | 钢制的燃料压送配管 | |
| US6517118B2 (en) | Hose device for fuel transportation | |
| CN103208320A (zh) | 母线用板状导体及包括该板状导体的母线 | |
| US6974614B2 (en) | Low permeation high density polyethylene tube with aluminum barrier layer | |
| EP1304519A2 (en) | Process for making a fluid-impermeable layer, and an impermeable hose | |
| JP5305373B2 (ja) | 樹脂配管 | |
| JP4562510B2 (ja) | 多層樹脂チューブ | |
| JP2012219370A (ja) | 車両用配管の表面処理構造 | |
| KR20150009988A (ko) | 가공성이 우수한 내열·내식성 도금층을 갖는 배관 | |
| CN113544315A (zh) | 铝基线材 | |
| JP2009052102A (ja) | 表面処理鋼板、樹脂被覆鋼板、缶および缶蓋 | |
| JP2002060972A (ja) | 自動車燃料タンク用ステンレス鋼板 | |
| JPH09285828A (ja) | 樹脂被覆金属板のしごき加工方法およびその加工ダイス | |
| JP2006212966A (ja) | 低透過樹脂ホースおよびその製法 | |
| JP2008297588A (ja) | 自動車高圧配管用高張力鋼管 | |
| JP2002228069A (ja) | 樹脂製コネクタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100223 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100308 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130326 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130326 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140326 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |