JP4480071B2 - 吸着パッド用ポーラス材 - Google Patents
吸着パッド用ポーラス材 Download PDFInfo
- Publication number
- JP4480071B2 JP4480071B2 JP2004155647A JP2004155647A JP4480071B2 JP 4480071 B2 JP4480071 B2 JP 4480071B2 JP 2004155647 A JP2004155647 A JP 2004155647A JP 2004155647 A JP2004155647 A JP 2004155647A JP 4480071 B2 JP4480071 B2 JP 4480071B2
- Authority
- JP
- Japan
- Prior art keywords
- adsorption
- suction pad
- valve
- suction
- pad
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011148 porous material Substances 0.000 title claims description 24
- 230000001681 protective effect Effects 0.000 claims description 24
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims description 7
- 229910010037 TiAlN Inorganic materials 0.000 claims description 5
- -1 TiCrN Inorganic materials 0.000 claims description 4
- 238000001179 sorption measurement Methods 0.000 description 97
- 239000011521 glass Substances 0.000 description 56
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 36
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 36
- 229910052710 silicon Inorganic materials 0.000 description 36
- 239000010703 silicon Substances 0.000 description 36
- 235000012431 wafers Nutrition 0.000 description 36
- 229910052799 carbon Inorganic materials 0.000 description 28
- 238000011156 evaluation Methods 0.000 description 18
- 239000000758 substrate Substances 0.000 description 18
- 238000005245 sintering Methods 0.000 description 16
- 238000004519 manufacturing process Methods 0.000 description 12
- 229910001220 stainless steel Inorganic materials 0.000 description 11
- 239000010935 stainless steel Substances 0.000 description 11
- 239000000853 adhesive Substances 0.000 description 10
- 230000001070 adhesive effect Effects 0.000 description 10
- 238000007088 Archimedes method Methods 0.000 description 9
- 239000003822 epoxy resin Substances 0.000 description 9
- 229920000647 polyepoxide Polymers 0.000 description 9
- 238000000465 moulding Methods 0.000 description 8
- 230000001590 oxidative effect Effects 0.000 description 8
- 239000002245 particle Substances 0.000 description 8
- 230000000630 rising effect Effects 0.000 description 8
- 238000005299 abrasion Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 4
- 239000000843 powder Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000003575 carbonaceous material Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000002156 adsorbate Substances 0.000 description 1
- 230000000274 adsorptive effect Effects 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000007888 film coating Substances 0.000 description 1
- 238000009501 film coating Methods 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
Images


Landscapes
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Jigs For Machine Tools (AREA)
- Manipulator (AREA)
Description
この問題を解決するために、導電性のある硬質材料を用いれば良いが、重量およびコスト等で材質に制限を受ける場合がある。
一方、ポーラス材となるカーボンの硬さが100Hv、ステンレスの硬さが200Hvであるため、それより硬いシリコンウェーハやガラス基板の吸着、開放をポーラスカーボンやポーラスステンレスの上で繰り返すことにより、吸着面にシリコンウェーハやガラス基板の吸着痕や接触傷や摩耗が発生し、吸着力が低下する。また、摩耗により、摩耗粉が発生し、シリコンウェーハやガラス基板を汚染する可能性がある。
本発明は上記従来技術の問題を解決することを目的とする。
上記点に鑑みて、本発明は、少なくともポーラス材表面にシリコンウェーハの硬さの600Hv以上の表面硬さを有する保護膜を形成したことを特徴とする。また好ましくはガラス基板の硬さの1000Hv以上の表面硬さを有する表面保護膜を形成させる。更にその保護膜は導電性を持つことが好ましい。該保護膜は、DLC、TiN、TiCN、TiAlN、TiCrN、CrN、Crの中の1つで形成するのが良い。
特にTiN、TiCN、TiAlN、TiCrN、CrNは良導体であり、また水素添加量の多いDLCは導電性を有し、硬さが1800以上と硬いため、傷や摩耗の心配がなく、より好ましい。
また前記保護膜は、10μmを超えて形成すると気孔の一部または全部が塞がり、通気量と吸着力が低下し、シリコンウェーハまたはガラス基板を強固に固定することが出来ず吸着パッドとして性能が満足できない。保護膜の厚みが薄い方が気孔の塞がりが少なくなり、シリコンウェーハやガラス基板を強固に固定出来ることができるため、保護膜はより薄い方が望ましい。そのため保護膜は10μm以下とする。
上記構成の保護膜を施した吸着パッドは導電性により、位置決め制御が可能になり、シリコンウェーハやガラス基板の吸着面の変形や傷の発生を防ぎ、吸着力を長期間維持することが出来る。
また保護膜としては高硬さの方が望ましいが、保護膜の内部応力により膜が安定せず、剥離してしまうため10000Hv以下が望ましい。
焼結して得られた焼結体をφ100×0×5mm、平面度を1μmに加工後、十分に洗浄し、ポーラスカーボンを得た。加工物に対しアルキメデス法により開気孔を測定した結果、開気孔率は40%であった。
このポーラスカーボンの吸着面にTiNを1μmコーティングし、その硬さをダイナミック超微小硬さ計で測定したところ、2300Hvであった。
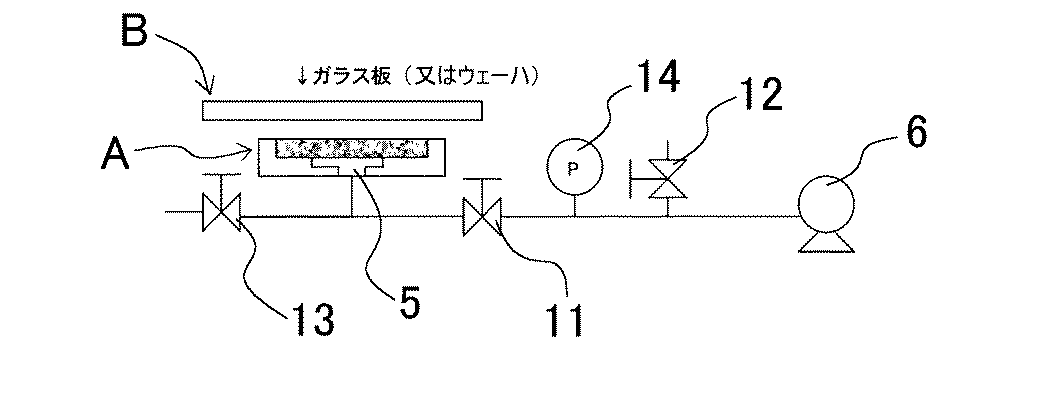
図1に示す通りステンレス製吸着パッド治具3を製作し、そこに上記で得た吸着パッド用ポーラスカーボン2をエポキシ樹脂で接着部4を接着固定し、吸着パッドAを製作した。次に図2の通り、得られた吸着パッドAの吸引口5と真空ポンプ6とをバルブ11及び圧力計14を介して接続し、テスト装置とした。
吸着パッドA単独で(吸着パッドに何も吸着させない状態で)バルブ11を開き、バルブ12とバルブ13を閉じて真空ポンプ6を起動させ、吸着パッドA単独の圧力(吸着パッドの抵抗)を測定した後、吸着パッドAに平面度が1μm以下のφ150mmのガラス板Bを吸着させ、ガラス吸着時の圧力を測定した。ガラス板の開放はバルブ11を閉じ、バルブ13を開いて行った。
ガラス板Bの吸着と開放を10,000回以上実施し、10,000回以上後の吸着パッドAの評価を行った結果を表1に示す。表1に示す通り、ガラス板Bと吸着面1に摩耗や傷の痕跡はなく、平面度もテスト前と同じ1μm以下を示した。
吸着力の評価方法はガラス吸着時と未吸着時との差圧×吸着面積を吸着力として、吸着力30kgf以上を合格とし、合格となった。
焼結して得られた焼結体をφ100×0×5mm、平面度を1μmに加工後、十分に洗浄し、ポーラスカーボンを得た。加工物に対しアルキメデス法により開気孔を測定した結果、開気孔率は40%であった。
このポーラスカーボンの吸着面にTiCNを1μmコーティングし、その硬さをダイナミック超微小硬さ計で測定したところ、3000Hvであった。
図1に示す通りステンレス製吸着パッド治具3を製作し、そこに上記で得た吸着パッド用ポーラスカーボン2をエポキシ樹脂で接着部4を接着固定し、吸着パッドAを製作した。次に図2の通り、得られた吸着パッドAの吸引口5と真空ポンプ6とをバルブ11および圧力計14を介して接続し、テスト装置とした。
吸着パッドA単独で(吸着パッドに何も吸着させない状態で)バルブ11を開き、バルブ12とバルブ13を閉じて真空ポンプ6を起動させ、吸着パッドA単独の圧力(吸着パッドの抵抗)を測定した後、吸着パッドAに平面度が1μm以下のφ150mmのガラス板Bを吸着させ、ガラス吸着時の圧力を測定した。ガラス板の開放はバルブ11を閉じ、バルブ13を開いて行った。
ガラス板Bの吸着と開放を10,000回以上実施し、10,000回以上後の吸着パッドAの評価を行った結果を表1に示す。表1に示す通り、ガラス板Bと吸着面1に摩耗や傷の痕跡はなく、平面度もテスト前と同じ1μm以下を示した。
吸着力の評価方法はガラス吸着時と未吸着時との差圧×吸着面積を吸着力として、吸着力30kgf以上を合格とし、合格となった。
焼結して得られた焼結体をφ100×0×5mm、平面度を1μmに加工後、十分に洗浄し、ポーラスカーボンを得た。加工物に対しアルキメデス法により開気孔を測定した結果、開気孔率は40%であった。
このポーラスカーボンの吸着面にTiAlNを1μmコーティングし、その硬さをダイナミック超微小硬さ計で測定したところ、3000Hvであった。
図1に示す通りステンレス製吸着パッド治具3を製作し、そこに上記で得た吸着パッド用ポーラスカーボン2をエポキシ樹脂で接着部4を接着固定し、吸着パッドAを製作した。次に図2の通り、得られた吸着パッドAの吸引口5と真空ポンプ6とをバルブ11および圧力計14を介して接続し、テスト装置とした。
吸着パッドA単独で(吸着パッドに何も吸着させない状態で)バルブ11を開き、バルブ12とバルブ13を閉じて真空ポンプ6を起動させ、吸着パッドA単独の圧力(吸着パッドの抵抗)を測定した後、吸着パッドAに平面度が1μm以下のφ150mmのガラス板Bを吸着させ、ガラス吸着時の圧力を測定した。ガラス板の開放はバルブ11を閉じ、バルブ13を開いて行った。
ガラス板Bの吸着と開放を10,000回以上実施し、10,000回以上後の吸着パッドAの評価を行った結果を表1に示す。表1に示す通り、ガラス板Bと吸着面1に摩耗や傷の痕跡はなく、平面度もテスト前と同じ1μm以下を示した。
吸着力の評価方法はガラス吸着時と未吸着時との差圧×吸着面積を吸着力として、吸着力30kgf以上を合格とし、合格となった。
焼結して得られた焼結体をφ100×0×5mm、平面度を1μmに加工後、十分に洗浄し、ポーラスカーボンを得た。加工物に対しアルキメデス法により開気孔を測定した結果、開気孔率は40%であった。
このポーラスカーボンの吸着面にTiCrNを5μmコーティングし、その硬さをダイナミック超微小硬さ計で測定したところ、2000Hvであった。
図1に示す通りステンレス製吸着パッド治具3を製作し、そこに上記で得た吸着パッド用ポーラスカーボン2をエポキシ樹脂で接着部4を接着固定し、吸着パッドAを製作した。次に図2の通り、得られた吸着パッドAの吸引口5と真空ポンプ6とをバルブ11および圧力計14を介して接続しテスト装置とした。
吸着パッドA単独で(吸着パッドに何も吸着させない状態で)バルブ11を開き、バルブ12とバルブ13を閉じて真空ポンプ6を起動させ、吸着パッドA単独の圧力(吸着パッドの抵抗)を測定した後、吸着パッドAに平面度が1μm以下のφ150mmのガラス板Bを吸着させ、ガラス吸着時の圧力を測定した。ガラス板の開放はバルブ11を閉じ、バルブ13を開いて行った。
ガラス板Bの吸着と開放を10,000回以上実施し、10,000回以上後の吸着パッドAの評価を行った結果を表1に示す。表1に示す通り、ガラス板Bと吸着面1に摩耗や傷の痕跡はなく、平面度もテスト前と同じ1μm以下を示した。
吸着力の評価方法はガラス吸着時と未吸着時との差圧×吸着面積を吸着力として、吸着力30kgf以上を合格とし、合格となった。
焼結して得られた焼結体をφ100×0×5mm、平面度を1μmに加工後、十分に洗浄し、ポーラスカーボンを得た。加工物に対しアルキメデス法により開気孔を測定した結果、開気孔率は40%であった。
このポーラスカーボンの吸着面にTiNを1μmコーティングし、その硬さをダイナミック超微小硬さ計で測定したところ、1800Hvであった。
図1に示す通りステンレス製吸着パッド治具3を製作し、そこに上記で得た吸着パッド用ポーラスカーボン2をエポキシ樹脂で接着部4を接着固定し、吸着パッドAを製作した。次に図2の通り、得られた吸着パッドAの吸引口5と真空ポンプ6とをバルブ11および圧力計14を介して接続しテスト装置とした。
吸着パッドA単独で(吸着パッドに何も吸着させない状態で)バルブ11を開き、バルブ12とバルブ13を閉じて真空ポンプ6を起動させ、吸着パッドA単独の圧力(吸着パッドの抵抗)を測定した後、吸着パッドAに平面度が1μm以下のφ150mmのガラス板Bを吸着させ、ガラス吸着時の圧力を測定した。ガラス板の開放はバルブ11を閉じ、バルブ13を開いて行った。
ガラス板Bの吸着と開放を10,000回以上実施し、10,000回以上後の吸着パッドAの評価を行った結果を表1に示す。表1に示す通り、ガラス板Bと吸着面1に摩耗や傷の痕跡はなく、平面度もテスト前と同じ1μm以下を示した。
吸着力の評価方法はガラス吸着時と未吸着時との差圧×吸着面積を吸着力として、吸着力30kgf以上を合格とし、合格となった。
焼結して得られた焼結体をφ100×0×5mm、平面度を1μmに加工後、十分に洗浄し、ポーラスカーボンを得た。加工物に対しアルキメデス法により開気孔を測定した結果、開気孔率は40%であった。
このポーラスカーボンの吸着面にCrを10μmコーティングし、その硬さをダイナミック超微小硬さ計で測定したところ、800Hvであった。
図1に示す通りステンレス製吸着パッド治具3を製作し、そこに上記で得た吸着パッド用ポーラスカーボン2をエポキシ樹脂で接着部4を接着固定し、吸着パッドAを製作した。次に図2の通り、得られた吸着パッドAの吸引口5と真空ポンプ6とをバルブ11および圧力計14を介して接続しテスト装置とした。
吸着パッドA単独で(吸着パッドに何も吸着させない状態で)バルブ11を開き、バルブ12とバルブ13を閉じて真空ポンプ6を起動させ、吸着パッドA単独の圧力(吸着パッドの抵抗)を測定した後、吸着パッドAに平面度が1μm以下のφ150mmのシリコンウェーハBを吸着させ、シリコンウェーハ吸着時の圧力を測定した。シリコンウェーハBの開放はバルブ11を閉じ、バルブ13を開いて行った。
シリコンウェーハBの吸着と開放を10,000回以上実施し、10,000回以上後の吸着パッドAの評価を行った結果を表1に示す。表1に示す通り、シリコンウェーハBと吸着面1に摩耗や傷の痕跡はなく、平面度もテスト前と同じ1μm以下を示した。
吸着力の評価方法はシリコンウェーハ吸着時と未吸着時との差圧×吸着面積を吸着力として、吸着力30kgf以上を合格とし、合格となった。
次にシリコンウェーハの代わりにφ150mmのガラス板に対して吸着と開放を10,000回以上実施し、10,000回以上後の吸着パッドの評価を行った。表1に示す通り、吸着面に摩耗が発生し、平面度は1μm以上を示した。
吸着力の評価方法はガラス板吸着時と未吸着時との差圧×吸着面積を吸着力として、吸着力30kgf以下となり不合格となった。
図1に示す通りステンレス製吸着パッド治具3を製作し、そこに上記で得た吸着パッド用ポーラスカーボン2をエポキシ樹脂で接着部4を接着固定し、吸着パッドAを製作した。次に図2の通り、得られた吸着パッドAの吸引口5と真空ポンプ6とをバルブ11および圧力計14を介して接続しテスト装置とした。
吸着パッドA単独で(吸着パッドに何も吸着させない状態で)バルブ11を開き、バルブ12とバルブ13を閉じて真空ポンプ6を起動させ、吸着パッドA単独の圧力(吸着パッドの抵抗)を測定した後、吸着パッドAに平面度が1μm以下のφ150mmのガラス板Bを吸着させ、ガラス吸着時の圧力を測定した。ガラス板の開放はバルブ11を閉じ、バルブ13を開いて行った。
ガラス板Bの吸着と開放を10,000回以上実施し、10,000回以上後の吸着パッドAの評価を行った結果を表1に示す。表1に示す通り、ガラス板Bと吸着面1に摩耗や傷の痕跡はなく、平面度もテスト前と同じ1μm以下を示した。
吸着力の評価方法はガラス吸着時と未吸着時との差圧×吸着面積を吸着力として、吸着力30kgf以上を合格とし、合格となった。
平均粒径20μmに調整した自己焼結性炭素粉をφ120mmの金型を用い油圧プレスで成形圧0.5t/cm2で成形し、φ120×0×10mmの円板成形体を得た。その円板成形体を非酸化雰囲気で昇温速度30℃/hrで1000℃まで昇温して、30分保持し放冷した。
焼結して得られた焼結体をφ100×0×5mm、平面度を1μmに加工後、十分に洗浄し、ポーラスカーボンを得た。加工物に対しアルキメデス法により開気孔を測定した結果、開気孔率は40%であった。
このポーラスカーボンの吸着面の硬さをダイナミック超微小硬さ計で測定したところ、100Hvであった。
図1に示す通りステンレス製吸着パッド治具3を製作し、そこに上記で得た吸着パッド用ポーラスカーボン2をエポキシ樹脂で接着部4を接着固定し、吸着パッドAを製作した。次に図2の通り、得られた吸着パッドAの吸引口5と真空ポンプ6とをバルブ11および圧力計14を介して接続しテスト装置とした。
吸着パッドA単独で(吸着パッドに何も吸着させない状態で)バルブ11を開き、バルブ12とバルブ13を閉じて真空ポンプ6を起動させ、吸着パッドA単独の圧力(吸着パッドの抵抗)を測定した後、吸着パッドAに平面度が1μm以下のφ150mmのシリコンウェーハBを吸着させ、シリコンウェーハ吸着時の圧力を測定した。シリコンウェーハの開放はバルブ11を閉じ、バルブ13を開いて行った。
シリコンウェーハBの吸着と開放を10,000回以上実施し、10,000回以上後の吸着パッドAの評価を行った結果を表1に示す。表1に示す通り、吸着面に摩耗が発生し、平面度は1μm以上を示した。
吸着力の評価方法はシリコンウェーハ吸着時と未吸着時との差圧×吸着面積を吸着力として、吸着力30kgf以下となり不合格となった。
平均粒径20μmに調整した自己焼結性炭素粉をφ120mmの金型を用い油圧プレスで成形圧0.5t/cm2で成形し、φ120×0×10mmの円板成形体を得た。その円板成形体を非酸化雰囲気で昇温速度30℃/hrで1000℃まで昇温して、30分保持し放冷した。
焼結して得られた焼結体をφ100×0×5mm、平面度を1μmに加工後、十分に洗浄し、ポーラスカーボンを得た。加工物に対しアルキメデス法により開気孔を測定した結果、開気孔率は40%であった。
このポーラスカーボンの吸着面にCrを12μmコーティングし、その硬さをダイナミック超微小硬さ計で測定したところ、800Hvであった。
図1に示す通りステンレス製吸着パッド治具3を製作し、そこに上記で得た吸着パッド用ポーラスカーボン2をエポキシ樹脂で接着部4を接着固定し、吸着パッドAを製作した。次に図2の通り、得られた吸着パッドAの吸引口5と真空ポンプ6とをバルブ11および圧力計14を介して接続しテスト装置とした。
吸着パッドA単独で(吸着パッドに何も吸着させない状態で)バルブ11を開き、バルブ12とバルブ13を閉じて真空ポンプ6を起動させ、吸着パッドA単独の圧力(吸着パッドの抵抗)を測定した後、吸着パッドAに平面度が1μm以下のφ150mmのシリコンウェーハBを吸着させ、シリコンウェーハ吸着時の圧力を測定した。シリコンウェーハの開放はバルブ11を閉じ、バルブ13を開いて行った。
吸着力の評価方法はシリコンウェーハ吸着時と未吸着時との差圧×吸着面積を吸着力として、吸着力30kgf以上を合格としたが、保護膜の厚さを12μmにした吸着パッドの吸着力は30kgfを下回り、不合格となった。
Claims (3)
- 表面硬さが600Hv以上を有する保護膜を形成し、
前記保護膜が、10μm以下の厚さを有する、ことを特徴とする、
吸着パッド用ポーラス材。 - 前記保護膜が、導電性を有する、
請求項1の吸着パッド用ポーラス材。 - 前記保護膜が、DLC、TiN、TiCN、TiAlN、TiCrN、CrN、Crの中の1つの保護膜である、
請求項1又は2の吸着パッド用ポーラス材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004155647A JP4480071B2 (ja) | 2004-05-26 | 2004-05-26 | 吸着パッド用ポーラス材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004155647A JP4480071B2 (ja) | 2004-05-26 | 2004-05-26 | 吸着パッド用ポーラス材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005340413A JP2005340413A (ja) | 2005-12-08 |
| JP4480071B2 true JP4480071B2 (ja) | 2010-06-16 |
Family
ID=35493644
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004155647A Expired - Fee Related JP4480071B2 (ja) | 2004-05-26 | 2004-05-26 | 吸着パッド用ポーラス材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4480071B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4545536B2 (ja) * | 2004-09-17 | 2010-09-15 | 太平洋セメント株式会社 | 真空吸着用治具 |
| JP5068705B2 (ja) * | 2008-07-03 | 2012-11-07 | 株式会社ディスコ | 加工装置のチャックテーブル |
| JP6946076B2 (ja) * | 2017-06-29 | 2021-10-06 | 日本特殊陶業株式会社 | 真空吸着部材 |
-
2004
- 2004-05-26 JP JP2004155647A patent/JP4480071B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005340413A (ja) | 2005-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6684292B2 (ja) | ダイヤモンドのみの接触面を有する物品 | |
| JP2010016176A (ja) | 試料保持具 | |
| EP3795288B1 (en) | Chuck table and method of manufacturing chuck table | |
| JPH11309638A (ja) | 真空吸着盤 | |
| KR20140048048A (ko) | 정전 척 유전체층 및 정전 척 | |
| CN107142449A (zh) | 一种高精度极小尺寸自支撑铍薄膜的制备方法 | |
| JPH10256358A (ja) | ウエハー吸着装置およびその製造方法 | |
| JP4480071B2 (ja) | 吸着パッド用ポーラス材 | |
| JP4703590B2 (ja) | 真空吸着装置及びそれを用いた吸着方法 | |
| JP6154173B2 (ja) | 真空吸着装置及び吸着プレート | |
| JP4724770B2 (ja) | 吸着体 | |
| JPH11243135A (ja) | 真空吸着盤 | |
| JP7779929B2 (ja) | 高さ調節部材、熱処理装置および静電チャック装置 | |
| JP4405857B2 (ja) | 吸着体 | |
| JP5011736B2 (ja) | 静電チャック装置 | |
| JPH09150339A (ja) | 真空吸着装置 | |
| JP4519457B2 (ja) | 加工用基板固定装置およびその製造方法 | |
| JP2009055017A (ja) | 保持用治具およびそれを用いた吸着装置 | |
| JP2005118979A (ja) | 研削・研磨用真空チャックおよび吸着板 | |
| JP2014049629A (ja) | 接合方法 | |
| JPH0922935A (ja) | 吸着固定用シート | |
| US20240094627A1 (en) | Member for exposure device, manufacturing method for member for exposure device, and composite member for exposure device | |
| JP4681255B2 (ja) | ポーラスカーボン | |
| JP4202703B2 (ja) | 研磨装置 | |
| JP6263725B2 (ja) | 吸着テーブル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090814 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090820 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090929 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100310 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100312 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130326 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160326 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |