JP4493468B2 - 耐炎化処理炉 - Google Patents
耐炎化処理炉 Download PDFInfo
- Publication number
- JP4493468B2 JP4493468B2 JP2004318641A JP2004318641A JP4493468B2 JP 4493468 B2 JP4493468 B2 JP 4493468B2 JP 2004318641 A JP2004318641 A JP 2004318641A JP 2004318641 A JP2004318641 A JP 2004318641A JP 4493468 B2 JP4493468 B2 JP 4493468B2
- Authority
- JP
- Japan
- Prior art keywords
- hot air
- flow path
- heat treatment
- treatment chamber
- flameproofing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Inorganic Fibers (AREA)
Description
耐炎化繊維及び炭素繊維製造用原料の前駆体繊維について、図6に示す耐炎化炉を用いて加熱空気中耐炎化処理し、耐炎化繊維を得た。
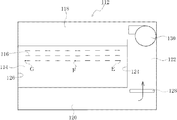
図7に示す従来の耐炎化炉を用いた以外は、実施例1と同様に耐炎化処理した。
4、114 熱処理室
6、116 ストランド
8、118 上方流路
10、120 下方流路
12、122 熱風循環路
14、124 隔壁
16、126 外壁
18、128 ヒーター
20、78、130 熱風循環手段
22、64、84、90 鉛直方向部材
24、66、86、92 水平方向部材
26、68、88、94 仕切板
28 分割流路(a)
30 分割流路(b)
34、36、56、74、76、102、104、106 ダンパー
44、46 通気性板材
70 分割流路(c)
72 分割流路(d)
96 分割流路(e)
98 分割流路(f)
100 分割流路(g)
E、F、G ストランド温度の測定地点
X、Y、Z 分割流路の幅
Claims (5)
- 炉内を水平走行する前駆体繊維ストランドの垂直方向に熱風を送り前記ストランドを耐炎化する熱処理室と、熱処理室の上方に形成した上方流路と、熱処理室の下方に形成した下方流路と、前記上方流路及び下方流路を連通する熱風循環路とを有する耐炎化処理炉であって、前記熱処理室の幅が3m以上であり、前記下方流路及び上方流路の少なくとも一方が、熱処理室内の前記熱風循環路側から前記熱風循環路と対向する外壁側にかけて、鉛直方向部材、水平方向部材からなり断面L字形状をなす仕切板で複数に分割された分割流路で構成され、これら分割流路により熱処理室内と熱風循環路とを連通させることにより、熱処理室内を垂直方向に流れる熱風風量を各分割流路毎に調節する耐炎化処理炉。
- 分割流路が、それぞれ熱風風量調節用のダンパーを有する請求項1に記載の耐炎化処理炉。
- 分割流路が、それぞれ熱風風量調節用の通気性板材を有する請求項1に記載の耐炎化処理炉。
- 熱処理室の外壁の外側に、上方流路及び下方流路を連通する熱風迂回路を有し、前記熱風迂回路が熱風風量調節用のダンパーを有する請求項1に記載の耐炎化処理炉。
- 仕切板の鉛直方向部材、水平方向部材を可動に設け、流路幅を調節することにより各流路の熱風風量を調節する構造である請求項1に記載の耐炎化処理炉。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004318641A JP4493468B2 (ja) | 2004-11-02 | 2004-11-02 | 耐炎化処理炉 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004318641A JP4493468B2 (ja) | 2004-11-02 | 2004-11-02 | 耐炎化処理炉 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006132005A JP2006132005A (ja) | 2006-05-25 |
| JP4493468B2 true JP4493468B2 (ja) | 2010-06-30 |
Family
ID=36725804
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004318641A Expired - Fee Related JP4493468B2 (ja) | 2004-11-02 | 2004-11-02 | 耐炎化処理炉 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4493468B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5205767B2 (ja) * | 2006-02-17 | 2013-06-05 | 東レ株式会社 | 熱処理炉および炭素繊維の製造方法 |
| DE102006037703B4 (de) * | 2006-08-11 | 2013-04-18 | Eisenmann Ag | Heißluftofen |
| KR101076571B1 (ko) | 2009-12-31 | 2011-10-24 | 주식회사 효성 | 탄소섬유용 전구체 섬유의 내염화처리로 및 이를 이용한 탄소섬유 제조방법 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4572460B2 (ja) * | 2000-10-05 | 2010-11-04 | 東レ株式会社 | 熱処理炉およびそれを用いた炭素繊維の製造方法 |
| JP2003155629A (ja) * | 2001-11-20 | 2003-05-30 | Toray Ind Inc | 炭素繊維用耐炎化熱処理装置および炭素繊維の製造方法 |
| JP2004115983A (ja) * | 2002-09-30 | 2004-04-15 | Toho Tenax Co Ltd | 耐炎化熱処理炉、及び耐炎化熱処理方法 |
-
2004
- 2004-11-02 JP JP2004318641A patent/JP4493468B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006132005A (ja) | 2006-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3868907B2 (ja) | 耐炎化熱処理装置、及び同装置の運転方法 | |
| KR101604932B1 (ko) | 내염화 열처리로 | |
| JP2010100967A (ja) | 熱処理炉ならびに耐炎化繊維束および炭素繊維の製造方法 | |
| JP5037978B2 (ja) | 耐炎化炉及び耐炎化処理方法 | |
| JP2007247130A (ja) | 熱処理炉および炭素繊維の製造方法 | |
| JP4493468B2 (ja) | 耐炎化処理炉 | |
| EP0110557B1 (en) | Apparatus for producing oxidized filaments | |
| JP2009242962A (ja) | 耐炎化処理装置および前駆体繊維束の耐炎化処理方法 | |
| JP5812205B2 (ja) | 気体供給吹出ノズル及びこれを用いた耐炎化繊維と炭素繊維との製造方法 | |
| JP2006057222A (ja) | 耐炎化処理炉及び耐炎化処理方法 | |
| JP2006193863A (ja) | 耐炎化処理炉 | |
| JP2004115983A (ja) | 耐炎化熱処理炉、及び耐炎化熱処理方法 | |
| JPH034832B2 (ja) | ||
| JP4276669B2 (ja) | 耐炎化熱処理装置、及び同装置の運転方法 | |
| JP4471779B2 (ja) | 耐炎化処理炉 | |
| JP6372095B2 (ja) | 炭素繊維の製造方法 | |
| JPH10266023A (ja) | ポリアクリロニトリル系耐炎繊維の製造方法及びその装置 | |
| JP4138368B2 (ja) | 耐炎化熱処理装置、及び耐炎化熱処理方法 | |
| JPH034834B2 (ja) | ||
| JP5037977B2 (ja) | 耐炎化炉及び耐炎化繊維の製造方法 | |
| JP2004197239A (ja) | 耐炎化炉 | |
| JP2014221956A (ja) | 熱処理装置及び該熱処理装置を用いた耐炎化繊維の製造方法 | |
| JP4437427B2 (ja) | 熱処理炉 | |
| JPH034833B2 (ja) | ||
| JP4740098B2 (ja) | 炭素繊維の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091214 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100406 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100406 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140416 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |