JP4508574B2 - 燃料電池用セパレータ、燃料電池用セパレータの製造方法 - Google Patents
燃料電池用セパレータ、燃料電池用セパレータの製造方法 Download PDFInfo
- Publication number
- JP4508574B2 JP4508574B2 JP2003303299A JP2003303299A JP4508574B2 JP 4508574 B2 JP4508574 B2 JP 4508574B2 JP 2003303299 A JP2003303299 A JP 2003303299A JP 2003303299 A JP2003303299 A JP 2003303299A JP 4508574 B2 JP4508574 B2 JP 4508574B2
- Authority
- JP
- Japan
- Prior art keywords
- surface layer
- layer
- fuel cell
- resin
- cell separator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Fuel Cell (AREA)
Description
プロトン交換膜は、分子中に水素イオンの交換基を持つため、飽和含水状態とすることによりイオン導電性電解質として機能することができる。一対の電極は、一方が水素極(陰極)と呼ばれ、他方が酸素極(陽極)と呼ばれ、水素極には、水素ガスが供給され、酸素極には、酸素ガスが供給される。一対の燃料電池用セパレータは、水素極側の面に水素極に供給される水素ガスの流路を有し、酸素極側の面に酸素極に供給される酸素ガスの流路を有する。
従って、PEFCでは、酸素ガス及び水素ガスを燃料として、水の電気分解の逆反応を生じさせて起電力を得る構成となっており、水素極で生じた電子が、電流として外部回路を通過する際に、負荷に対して電力を供給することができる。
また、PEFCでは、単電池から得られる電位差(電圧)が小さく、大きな電位差(電圧)を得るために単電池を複数積層してスタックを形成して使用するが、これにより電力の損失が発生してしまわないように、燃料電池用セパレータは、導電性に優れたものである必要がある。
さらに、燃料電池用セパレータは、ある程度の強度を有するとともに、外部から水素ガス、酸素ガス、冷却水等を供給するための溝を形成できるように形状加工性に優れたものである必要がある。
しかしながら、これらの燃料電池用セパレータでは、気体不透過性を確保するために樹脂の含有量を低減することができないため、プレス成形により表面に絶縁性の樹脂膜が形成されてしまうことがあり、優れた導電性と気体不透過性とを両立させることは困難であった。
上記一方の面側に設けられた第一の表層、上記他方の面側に設けられた第二の表層、及び、上記第一の表層と上記第二の表層との間に介在する中心層を含む3層構造からなり、
上記中心層における上記樹脂の含有量は、上記第一の表層における上記樹脂の含有量、及び、上記第二の表層における上記樹脂の含有量よりも多いことを特徴とする。
第一の表層を構成する第一の表層部材を仮成形する第一の仮成形工程、
中心層を構成する中心部材を仮成形する第二の仮成形工程、
第二の表層を構成する第二の表層部材を仮成形する第三の仮成形工程、並びに、
上記中心部材、上記第一の表層部材、及び、上記第二の表層部材を圧着する圧着工程を有することを特徴とする。
第一の表層の構成材料、中心層の構成材料、及び、第二の表層の構成材料を順に成形型に投入した後、一体的に成形する成形工程を有することを特徴とする。
なお、本明細書において、鱗片状黒鉛とは、そのアスペクト比(最も長い部分の長さ/最も短い部分の長さ)が5を超える黒鉛を意味し、粒状黒鉛とは、上記アスペクト比が5以下の黒鉛を意味するものとする。
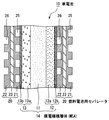
図1は、第一の本発明の燃料電池用セパレータを用いたPEFCの単電池の構造の一例を模式的に示した断面図である。図2は、第一の本発明の燃料電池用セパレータの水素極側の面の一例を模式的に示した平面図である。図3は、第一の本発明の燃料電池用セパレータの酸素極側の面の一例を模式的に示した平面図である。
なお、このようなPEFCの単電池10から得られる電位差(電圧)は小さいため、実際に使用する場合は、PEFCの単電池10を複数積層してスタックを形成し、大きな電位差(電圧)が得られるようにする。
燃料電池用セパレータ20では、第一の溝25は、水素ガスの流路となるものであり、また、第二の溝26は、酸素ガスの流路となるものである。
第一の表層21は、炭素及び樹脂を含有する。炭素を含有させることにより導電性を得ることができ、また、炭素は、金属のようにプロトン交換膜11を被毒化させることがない。また、樹脂を含有させることにより気体不透過性を得ることができるとともに、成形性を向上させることができる。
第一の表層21を構成する粒状黒鉛の平均粒子直径の望ましい下限は10μmであり、望ましい上限は100μmである。10μm未満であると、粒状黒鉛の粒子同士の接触抵抗が大きくなり、導電性が低下することがある。100μmを超えると、粒状黒鉛の粒子間の空隙を充分に充填することができず、強度が不充分になることがある。
なお、粒状黒鉛の粒子直径とは、粒状黒鉛が微粒子の凝集体である場合には、上記凝集体の粒子直径を意味する。
フェノール樹脂としては、例えば、ノボラック系フェノール樹脂、レゾール系フェノール樹脂、ノボラック系フェノール樹脂とレゾール系フェノール樹脂との混合物等が挙げられる。
これらの樹脂は、単独で用いられてもよく、2種以上が併用されてもよい。
第一の表層21では、中心層23よりも樹脂の含有量を少なくすることにより、炭素粒子間に樹脂が入り込んで導電性が低下してしまうことを防止しており、中心層23よりも導電性を向上させることができる。
なお、本明細書において、密度率とは、層又は部材等を構成する材料の真密度(理論密度)に対する層又は部材等の実際の密度の比(実際の密度/真密度)を意味する。なお、2種以上の材料からなる層又は部材等の真密度は、材料毎に、材料の真密度と層又は部材等における材料の体積比との積を算出した後、これらの積を全て足し合わせることにより求められる。例えば、第一の表層が樹脂と炭素とからなる場合には、樹脂の真密度と第一の表層における樹脂の体積比とを掛け合わせた値に、炭素の真密度と第一の表層における炭素の体積比とを掛け合わせた値を足し合わせることにより、第一の表層の真密度を算出することができる。
上記密度率を測定する方法としては特に限定されず、例えば、アルキメデス法、水銀圧入法等により測定することができる。
また、第一の表層21の貫層方向における抵抗率の望ましい上限は、10mΩ・cmである。10mΩ・cmを超えると、第一の表層21を設けても燃料電池用セパレータ20の導電性が向上しないことがある。より望ましい上限は、5mΩ・cmである。
なお、本明細書に記載の抵抗率は、JIS C 2525「金属抵抗材料の導体抵抗及び体積抵抗率試験方法」に準拠した測定方法により測定されたものである。また、上記抵抗率は、PEFCの使用温度領域全域(常温〜90℃程度)で満たされる必要があり、通常、温度20±10℃、湿度65±20%の常温常湿領域と、温度80±10℃、湿度65±20%の高温常湿領域とで測定を行って確認する。
なお、第一の表層21に形成されている第一の溝25については、後述する。
第二の表層22は、炭素及び樹脂を含有する。第二の表層22を構成する炭素及び樹脂としては、第一の表層21と同様のものが挙げられる。第二の表層22は、第一の表層21と同一の組成であってもよいし、異なる組成であってもよい。
また、第二の表層22の貫層方向における抵抗率の望ましい上限は、10mΩ・cmである。10mΩ・cmを超えると、第二の表層22を設けても燃料電池用セパレータ20の導電性が向上しないことがある。より望ましい上限は、5mΩ・cmである。
なお、第二の表層22により構成される第二の溝26については、後述する。
中心層23は、炭素及び樹脂を含有する。
中心層23を構成する鱗片状黒鉛の平均粒子長径の望ましい下限は5μmであり、望ましい上限は100μmである。5μm未満であると、鱗片状黒鉛の粒子同士の接触抵抗が大きくなり、導電性が低下することがある。100μmを超えると、樹脂粉末と混合させる際に、均一に混合することが困難となり、燃料電池用セパレータ20の性能の低下を引き起こすことがある。
なお、鱗片状黒鉛の粒子長径とは、鱗片状黒鉛が微粒子の凝集体である場合には、上記凝集体の粒子長径を意味する。
また、中心層23を構成する炭素と、第一の表層21を構成する炭素、及び、第二の表層22を構成する炭素とが異なる種類の炭素である場合、各層における樹脂の含有量が同じであれば、中心層23と第一の表層21及び第二の表層22とは、各層の熱膨張の違いにより層の界面で剥離を生じやすいが、第一の本発明の燃料電池用セパレータでは、中心層23における樹脂の含有量が、第一の表層21及び第二の表層22における樹脂の含有量よりも多いので、層の界面で剥離が生じにくい。
これらの樹脂は、単独で用いられてもよく、2種以上が併用されてもよい。
中心層23では、第一の表層21及び第二の表層22よりも樹脂の含有量を多くすることにより、気体不透過性を向上させることができる。
また、中心層23における樹脂の含有量は、第一の表層21における樹脂の含有量、及び、第二の表層22における樹脂の含有量よりも多く、3重量%以上多いことが望ましい。これにより、中心層は、第一の表層及び第二の表層よりも気体不透過性に優れたものとすることができ、第一の表層及び第二の表層は、炭素粒子間に樹脂が入り込んで導電性が低下してしまうことを防止して、中心層よりも導電性の優れたものとすることができるので、導電性と気体不透過性とに優れた燃料電池用セパレータにすることができる。
なお、上記気体透過係数は、JIS K 7126「プラスチックフィルム及びシートの気体透過度試験方法」のA法(差圧法)に準拠した測定方法により測定する。
また、第一の本発明の燃料電池用セパレータの貫層方向における抵抗率の望ましい上限は10mΩ・cmである。10mΩ・cmを超えると、燃料電池用セパレータ20の導電性が不充分なことがある。より望ましい上限は5mΩ・cmである。
なお、上記接触抵抗は、試験片(燃料電池用セパレータ)を2枚重ね合わせ、荷重を加えた状態で、直流電流を貫層方向に流し、電流値と試験片間の電圧値とを測定し、これらの値から抵抗値を算出することにより求めることができる。また、上記接触抵抗は、PEFCの使用温度領域全域(常温〜90℃程度)で満たされる必要があり、通常、温度20±10℃、湿度65±20%の常温常湿領域と、温度80±10℃、湿度65±20%の高温常湿領域とで測定を行って確認する。
なお、上記曲げ強度は、JIS R 1601「ファインセラミックスの曲げ強さ試験方法」に準拠した測定方法により測定する。
図2に示したように、燃料電池用セパレータ20の水素極12側の面には、第一の溝25が設けられている。
第一の溝25は、燃料電池用セパレータ20の中央部全体に設けられており、図2の横方向に設けられた2本の横溝25aと、図2の縦方向に設けられ、両端が2本の横溝25aに繋がった多数の平行な縦溝25bとからなる。第一の溝25の両端には、水素ガスを各セルの第一の溝25に供給するための水素ガス孔27と、水素ガスを各セルの第一の溝25から排出させるための水素ガス孔28とが設けられている。
また、図2では示していないが、燃料電池用セパレータ20の外周部の第一の溝25以外の部分には、酸素ガスを各セルの第二の溝26に供給するための酸素ガス孔29と、酸素ガスを各セルの第二の溝26から排出させるための酸素ガス孔30とが設けられている。
第二の溝26は、燃料電池用セパレータ20の中央部全体を蛇行する1本の溝からなる。第二の溝26の両端には、酸素ガス孔29と酸素ガス孔30とが設けられている。
また、図3では示していないが、燃料電池用セパレータ20の外周部の第二の溝26以外の部分には、水素ガス孔27と水素ガス孔28とが設けられている。
なお、第一の溝25と第二の溝26とは、互いに直交している。燃料電池用セパレータ20の強度を確保するうえで効果的であるとともに、単電池を複数積層したスタック構造とした際に、水素ガス孔27、28及び酸素ガス孔29、30に接続されるパイプを配設しやすくなるからである。
第一の溝25及び第二の溝26の深さとしては特に限定されないが、燃料電池用セパレータ20の厚さの半分以下であることが望ましい。燃料電池用セパレータ20の強度を、単電池を複数積層したスタック構造としても変形や破損を生じないものとするためである。
なお、上記第一の溝又は上記第二の溝が冷却水の流路とされる場合には、2枚の燃料電池用セパレータを重ね合わせて使用し、冷却水が電極と接することがないように、2枚の燃料電池用セパレータ同士が接する面に冷却水を流し、それぞれの電極と接する反対面に水素ガス及び酸素ガスを流すことになる。このとき、上記2枚の燃料電池用セパレータのうち、両方が第一の本発明の燃料電池用セパレータであってもよいし、一方のみが第一の本発明の燃料電池用セパレータであってもよい。
また、第一の本発明の燃料電池用セパレータに設けられる第一の溝及び第二の溝のパターンとしては、図2に示した第一の溝25や図3に示した第二の溝26に限定されないが、第一の本発明の燃料電池用セパレータの中央部に均一に設けられることが望ましい。上記第一の溝及び上記第二の溝を流れる水素ガス、酸素ガス、冷却水等の流体を、電極等に充分な接触面積で均一に接触させるためである。
なお、セパレータ内部に冷却水の流路を設ける際には、第一の表面層、第二の表面層及び中心層のいずれに設けてもよい。
第一の本発明の燃料電池用セパレータを製造する方法としては特に限定されないが、例えば、第一の表層を構成する第一の表層部材を仮成形する第一の仮成形工程、中心層を構成する中心部材を仮成形する第二の仮成形工程、第二の表層を構成する第二の表層部材を仮成形する第三の仮成形工程、並びに、上記中心部材、上記第一の表層部材、及び、上記第二の表層部材を圧着する圧着工程を有する方法や、第一の表層の構成材料、中心層の構成材料、及び、第二の表層の構成材料を順に成形型に投入した後、一体的に成形する成形工程を有する方法等が好適に用いられる。
上記第一の表層部材111を仮成形する方法としては特に限定されず、例えば、射出成形、プレス成形等の公知の成形方法を用いることができる。なかでも、成形圧力5〜15MPa、成形温度80〜110℃、成形時間10〜20分の条件でプレス成形する方法等が好適に用いられる。
上記第一の表層部材111の形状は、仮成形する際の成形型101、102の形状を調整し、必要に応じて、更に切削加工、穴あけ加工、レーザー加工等を行うことにより調整することができる。
上記中心部材112を仮成形する方法としては特に限定されず、例えば、射出成形、プレス成形等の公知の成形方法を用いることができる。なかでも、成形圧力5〜15MPa、成形温度80〜110℃、成形時間10〜20分の条件でプレス成形する方法等が好適に用いられる。
上記中心部材112の形状は、仮成形する際の成形型103、104の形状を調整し、必要に応じて、更に切削加工、穴あけ加工、レーザー加工等を行うことにより調整することができる。
上記第二の表層部材113を仮成形する方法としては特に限定されず、例えば、射出成形、プレス成形等の公知の成形方法を用いることができる。なかでも、成形圧力5〜15MPa、成形温度80〜110℃、成形時間10〜20分の条件でプレス成形する方法等が好適に用いられる。
上記第二の表層部材113の形状は、仮成形する際の成形型105、106の形状を調整し、必要に応じて、更に切削加工、穴あけ加工、レーザー加工等を行うことにより調整することができる。
上記圧着方法としては特に限定されず、例えば、加圧のみを用いる方法、加圧と加熱とを併用する方法等が挙げられる。なかでも、圧着圧力10〜30MPa、圧着温度150〜200℃、圧着時間15〜30分の条件で圧着する方法等が好適に用いられる。
なお、上記第一〜第三の仮成形工程において、樹脂を完全に硬化させておらず、中心部材112における樹脂の含有量を、第一の表層部材111及び第二の表層部材113における樹脂の含有量よりも多くしていることにより、圧着時に中心部材112の内部から第一の表層部材111及び第二の表層部材113の内部に樹脂を移動させ、樹脂を接着剤として機能させることができる。
上記成形の方法としては特に限定されず、例えば、射出成形、プレス成形等の公知の成形方法を用いることができる。なかでも、成形圧力10〜30MPa、成形温度150〜200℃、成形時間15〜30分の条件でプレス成形する方法等が好適に用いられる。
第三の本発明の燃料電池用セパレータの形状は、上記成形型161、162の形状を調整し、必要に応じて、更に切削加工、穴あけ加工、レーザー加工等を行うことにより調整することができる。
なお、第一の表層の構成材料151、中心層の構成材料152、及び、第二の表層の構成材料153の成形型161、162への投入順は、中心層の構成材料152が第一の表層の構成材料151と第二の表層の構成材料153との間に投入されれば特に限定されない。
(1)第一の溝のパターンが形成され、第一の表層部材の形状に対応した成形型に、粒状黒鉛(エスイーシー社製、商品名;SGL、平均粒子直径25μm):レゾール系フェノール樹脂=87重量%:13重量%の割合で乾式混合された第一の表層の構成材料を所定量投入し、成形圧力9.8MPa、成形温度90℃、成形時間15分の条件でプレス成形を行い、密度率が75%の第一の表層部材を作製した。
第一の溝のパターンが形成され、燃料電池用セパレータの形状に対応した成形型(下パンチ)に、粒状黒鉛(エスイーシー社製、商品名;SGL、平均粒子直径25μm):レゾール系フェノール樹脂=87重量%:13重量%の割合で乾式混合された第一の表層の構成材料を所定量投入し、すり切りを行い、表面をならした。
次いで、すり切りを行った第一の表層の構成材料の上に、鱗片状黒鉛(エスイーシー社製、商品名;SNO、平均粒子長径30μm):レゾール系フェノール樹脂=80重量%:20重量%の割合で乾式混合された中心層の構成材料を所定量投入し、すり切りを行い、表面をならした。
次に、すり切りを行った中心層の構成材料の上に、粒状黒鉛(エスイーシー社製、商品名;SGL、平均粒子直径25μm):レゾール系フェノール樹脂=87重量%:13重量%の割合で乾式混合された第二の表層の構成材料を所定量投入し、すり切りを行い、表面をならした。
最後に、第二の溝のパターンが形成され、燃料電池用セパレータの形状に対応した成形型(上パンチ)を、すり切りを行った第二の表層の構成材料の上にかぶせた後、成形圧力19.6MPa、成形温度160℃、成形時間30分の条件でプレス成形を行い、両面に溝が設けられた燃料電池用セパレータを製造した。なお、密度率は、第一の表層が75%、中心層が90%、第二の表層が75%であった。
表1に示したように、第一の表層部材、中心部材、及び、第二の表層部材の構成材料の配合比、及び、密度率を変更したこと以外は、実施例1と同様にして、両面に溝が設けられた燃料電池用セパレータを製造した。なお、上記密度率は、成形型への燃料電池用セパレータの構成材料の投入量を変更することにより調整した。
実施例1〜5及び比較例1〜3で作製した燃料電池用セパレータについて、JIS C 2525「金属抵抗材料の導体抵抗及び体積抵抗率試験方法」に準拠した測定方法により層方向及び貫層方向の抵抗率を測定した。なお、上記抵抗率は、温度20±10℃、湿度65±20%の常温常湿領域で測定された。
結果を表1に示した。
実施例1〜5及び比較例1〜3で作製した燃料電池用セパレータについて、上述した方法により接触抵抗を求めた。また、上記接触抵抗は、温度20±10℃、湿度65±20%の常温常湿領域で測定された。
結果を表1に示した。
実施例1〜5及び比較例1〜3で作製した燃料電池用セパレータについて、JIS K 7126「プラスチックフィルム及びシートの気体透過度試験方法」のA法(差圧法)に準拠した測定方法により気体透過係数を測定した。なお、試験気体としては、水素ガス(H2)を使用した。
結果を表1に示した。

11 プロトン交換膜
12 酸素極
13 水素極
14 膜電極積層体(MEA)
20、50、60 燃料電池用セパレータ
21、51、61 第一の表層
22、52、62 第二の表層
23、53、63 中心層
25、55、65 第一の溝
26、56、66 第二の溝
27、28 水素ガス孔
29、30 酸素ガス孔
Claims (7)
- 一方の面に第一の溝が設けられ、他方の面に第二の溝が設けられた炭素及び樹脂を含有する板状の燃料電池用セパレータであって、
前記一方の面側に設けられた第一の表層、前記他方の面側に設けられた第二の表層、及び、前記第一の表層と前記第二の表層との間に介在する中心層を含む3層構造からなり、
前記第一の表層と前記第二の表層とは、粒状黒鉛を含有するとともに、前記中心層は、鱗片状黒鉛を含有し、
前記第一の表層、前記第二の表層及び前記中心層は、樹脂として、フェノール樹脂、ポリイミド樹脂又はエポキシ樹脂を含有し、
前記中心層における前記樹脂の含有量は、前記第一の表層における前記樹脂の含有量、及び、前記第二の表層における前記樹脂の含有量よりも多く、
前記中心層における前記樹脂の含有量は、15〜30質量%であることを特徴とする燃料電池用セパレータ。 - 中心層における前記樹脂の含有量は、第一の表層における前記樹脂の含有量、及び、第二の表層における前記樹脂の含有量よりも3質量%以上多い請求項1に記載の燃料電池用セパレータ。
- 中心層を構成する材料及びその割合に基づいた中心層の理論密度に対する前記中心層の実際の密度の比の百分率は、80%以上である請求項1又は2に記載の燃料電池用セパレータ。
- 中心層に含有される鱗片状黒鉛は、平均粒子径が5〜100μm、アスペクト比が5を超える請求項1〜3のいずれかに記載の燃料電池用セパレータ。
- 第一の表層及び第二の表層に含有される粒状黒鉛は、平均粒子径が10〜100μm、アスペクト比が5以下である請求項1〜4のいずれか1に記載の燃料電池用セパレータ。
- 請求項1〜5のいずれか1に記載の燃料電池用セパレータを製造する方法であって、
第一の表層を構成する第一の表層部材を仮成形し、前記第一の表層部材に含まれる前記樹脂を半硬化させる第一の仮成形工程、
中心層を構成する中心部材を仮成形し、前記中心部材に含まれる前記樹脂を半硬化させる第二の仮成形工程、
第二の表層を構成する第二の表層部材を仮成形し、前記第二の表層部材に含まれる前記樹脂を半硬化させる第三の仮成形工程、並びに、
前記中心部材、前記第一の表層部材、及び、前記第二の表層部材を圧着し、前記中心部材の内部から前記第一の表層部材及び前記第二の表層部材の内部に前記樹脂を移動させ、前記樹脂を接着剤として機能させる圧着工程を有することを特徴とする燃料電池用セパレータの製造方法。 - 請求項1〜5のいずれか1に記載の燃料電池用セパレータを製造する方法であって、
第一の表層の構成材料、中心層の構成材料、及び、第二の表層の構成材料を順に成形型に投入した後、一体的に成形する成形工程を有することを特徴とする燃料電池用セパレータの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003303299A JP4508574B2 (ja) | 2003-08-27 | 2003-08-27 | 燃料電池用セパレータ、燃料電池用セパレータの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003303299A JP4508574B2 (ja) | 2003-08-27 | 2003-08-27 | 燃料電池用セパレータ、燃料電池用セパレータの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005071933A JP2005071933A (ja) | 2005-03-17 |
| JP4508574B2 true JP4508574B2 (ja) | 2010-07-21 |
Family
ID=34407337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003303299A Expired - Lifetime JP4508574B2 (ja) | 2003-08-27 | 2003-08-27 | 燃料電池用セパレータ、燃料電池用セパレータの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4508574B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4860142B2 (ja) * | 2004-12-03 | 2012-01-25 | Jfeケミカル株式会社 | 燃料電池用セパレータの製造方法 |
| EP1976046A4 (en) * | 2006-01-25 | 2012-09-19 | Dainippon Ink & Chemicals | FUEL CELL REMOVER, PROCESS FOR ITS MANUFACTURE AND FUEL CELL WITH SEPARATOR |
| JP5209404B2 (ja) * | 2008-08-07 | 2013-06-12 | 東海ゴム工業株式会社 | フレーム部材およびそれを用いた燃料電池用セパレータ |
| JP5209406B2 (ja) * | 2008-08-07 | 2013-06-12 | 東海ゴム工業株式会社 | フレーム部材およびそれを用いた燃料電池用セパレータ |
| JP5209405B2 (ja) * | 2008-08-07 | 2013-06-12 | 東海ゴム工業株式会社 | フレーム部材およびそれを用いた燃料電池用セパレータ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4232273B2 (ja) * | 1999-05-11 | 2009-03-04 | トヨタ自動車株式会社 | 燃料電池用のセパレータおよびその製造方法 |
| JP2002110189A (ja) * | 2000-09-29 | 2002-04-12 | Toshiba Corp | 燃料電池用セパレータ及びその製造方法並びに該セパレータを用いた固体高分子型燃料電池 |
| JP2002216788A (ja) * | 2001-01-24 | 2002-08-02 | Shin Kobe Electric Mach Co Ltd | 炭素質成形品の製造法 |
| JP4269551B2 (ja) * | 2001-11-19 | 2009-05-27 | パナソニック株式会社 | 燃料電池用セパレータの製造方法 |
| JP2003223906A (ja) * | 2002-01-30 | 2003-08-08 | Aisin Seiki Co Ltd | 導電性部材の製造方法および燃料電池用セパレータの製造方法 |
-
2003
- 2003-08-27 JP JP2003303299A patent/JP4508574B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005071933A (ja) | 2005-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4916088B2 (ja) | 電気伝導性親水性剤を有する燃料電池用の多孔質炭素体 | |
| CN102257661B (zh) | 气体扩散层及其制造方法以及燃料电池 | |
| CN103608955B (zh) | 燃料电池用微细多孔质层片材及其制造方法 | |
| EP2192644A2 (en) | Molding material for fuel cell separator | |
| CN104795578B (zh) | 具有一体膜电极组件和气体扩散层的燃料电池及制造方法 | |
| CN103959534B (zh) | 燃料电池层 | |
| JP2009266787A (ja) | 燃料電池用分離板及びその製造方法 | |
| WO2016051633A1 (ja) | 燃料電池用ガス拡散層、燃料電池及び燃料電池用ガス拡散層の形成方法 | |
| JP2002110189A (ja) | 燃料電池用セパレータ及びその製造方法並びに該セパレータを用いた固体高分子型燃料電池 | |
| WO2007132549A1 (ja) | 燃料電池用セパレータ及びその製造方法 | |
| JP2009093967A (ja) | 燃料電池用セパレータ | |
| JP5743762B2 (ja) | 電解質膜・電極接合体及びその製造方法 | |
| KR101022153B1 (ko) | 연료전지용 분리판 및 그의 제조 방법 | |
| CA2416652A1 (en) | Fuel cell separator production method, fuel cell separators, and polymer electrolyte fuel cells | |
| JP2008541379A (ja) | 燃料電池のための多孔性導電性流体分配プレート | |
| JP4508574B2 (ja) | 燃料電池用セパレータ、燃料電池用セパレータの製造方法 | |
| JP2003217611A (ja) | 燃料電池用セパレータおよび燃料電池 | |
| JP2025027035A (ja) | セパレータおよびその製造方法 | |
| JP2009093937A (ja) | 燃料電池セパレータ | |
| JP4942362B2 (ja) | 膜−電極接合体及びそれを用いた固体高分子型燃料電池 | |
| JP4965832B2 (ja) | 燃料電池セパレータの製造方法及び燃料電池セパレータ | |
| JP2002164058A (ja) | 燃料電池のガス拡散層 | |
| KR100834607B1 (ko) | 고분자전해질형 연료전지용 분리판 형성용 조성물 및그로부터 형성된 고분자전해질형 연료전지용 분리판 | |
| JP6007163B2 (ja) | 電解質膜・電極構造体 | |
| CN113871672B (zh) | 燃料电池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060719 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100325 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100325 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100427 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100427 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130514 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4508574 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140514 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |