JP4509376B2 - 押出ライン及びフォーム押出システム - Google Patents
押出ライン及びフォーム押出システム Download PDFInfo
- Publication number
- JP4509376B2 JP4509376B2 JP2000526341A JP2000526341A JP4509376B2 JP 4509376 B2 JP4509376 B2 JP 4509376B2 JP 2000526341 A JP2000526341 A JP 2000526341A JP 2000526341 A JP2000526341 A JP 2000526341A JP 4509376 B2 JP4509376 B2 JP 4509376B2
- Authority
- JP
- Japan
- Prior art keywords
- die
- chamber
- mixer
- extrudate
- mixing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/20—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/3403—Foaming under special conditions, e.g. in sub-atmospheric pressure, in or on a liquid
- B29C44/3407—Vacuum extrusion using underwater barometric leg
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J3/00—Processes of utilising sub-atmospheric or super-atmospheric pressure to effect chemical or physical change of matter; Apparatus therefor
- B01J3/006—Processes utilising sub-atmospheric pressure; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J3/00—Processes of utilising sub-atmospheric or super-atmospheric pressure to effect chemical or physical change of matter; Apparatus therefor
- B01J3/03—Pressure vessels, or vacuum vessels, having closure members or seals specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/72—Measuring, controlling or regulating
- B29B7/728—Measuring data of the driving system, e.g. torque, speed, power, vibration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/82—Heating or cooling
- B29B7/826—Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/3403—Foaming under special conditions, e.g. in sub-atmospheric pressure, in or on a liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/36—Feeding the material to be shaped
- B29C44/46—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length
- B29C44/50—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length using pressure difference, e.g. by extrusion or by spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/60—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/12—Articles with an irregular circumference when viewed in cross-section, e.g. window profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/254—Sealing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/31—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections
- B29C48/313—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections by positioning the die lips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/355—Conveyors for extruded articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/362—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using static mixing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/80—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the plasticising zone, e.g. by heating cylinders
- B29C48/83—Heating or cooling the cylinders
- B29C48/832—Heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/86—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the nozzle zone
- B29C48/87—Cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/90—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/919—Thermal treatment of the stream of extruded material, e.g. cooling using a bath, e.g. extruding into an open bath to coagulate or cool the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
- B29C2791/006—Using vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92019—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92028—Force; Tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92114—Dimensions
- B29C2948/92133—Width or height
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92114—Dimensions
- B29C2948/92152—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92209—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92323—Location or phase of measurement
- B29C2948/92428—Calibration, after-treatment, or cooling zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92323—Location or phase of measurement
- B29C2948/92438—Conveying, transporting or storage of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92514—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92523—Force; Tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92571—Position, e.g. linear or angular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/9258—Velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92628—Width or height
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92647—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92695—Viscosity; Melt flow index [MFI]; Molecular weight
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92809—Particular value claimed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92876—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92904—Die; Nozzle zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92923—Calibration, after-treatment or cooling zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92933—Conveying, transporting or storage of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92961—Auxiliary unit, e.g. for external melt filtering, re-combining or transfer between units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/10—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels flexible, e.g. blown foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/885—External treatment, e.g. by using air rings for cooling tubular films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/90—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article
- B29C48/904—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article using dry calibration, i.e. no quenching tank, e.g. with water spray for cooling or lubrication
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/90—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article
- B29C48/905—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article using wet calibration, i.e. in a quenching tank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9115—Cooling of hollow articles
- B29C48/912—Cooling of hollow articles of tubular films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Description
〔技術分野〕
本発明は一般に、押出ライン及びフォーム押出システムに関し、特に、高品質低密度のフォームボードを経済的な処理量で形成する装置に関する。
【0002】
〔発明の背景〕
米国オハイオ州トレド所在のオーエンス・コーニング社の登録商標である周知のカラーPINK及びFOAMULARで市販されている高品質低密度のポリスチレンフォームボードの真空押出は、傾斜気圧レッグ真空押出ライン(inclined barometric leg vacuum extrusion lines)で達成される。かかるシステムでは、真空室は、幾分傾斜している。ダイスの上側端部には付形又は校正装置が付設さてれている。下端部では、真空室は、フード延長部により閉鎖されていて、溜まっている水(以下、「貯留水」という場合がある)の中に浸漬されている。貯留水は、真空室の下端部を密封し、押出物が真空室を出たときに押出物のための浸漬冷却浴となる。浮力のある押出物は、連続的に移動しているベルトの下に支持され、このベルトは、大きな曲率半径で貯留水の中を移動する。押出物の表面が大気中に現れると、これは切断されて次の加工が行われる。かかる設備は費用が高くつき、しかも多くの作動上の問題を提起する。その理由は特に、真空室の上端部が下端部の上に何メートルもあり、しかも下端部から相当な距離を置いて位置しているからである。比較的複雑な付形及び校正装置の全体が位置している傾斜室の上端部のところで落下したものは、何メートルも離れて下に位置した貯留水の中から文字通り釣り上げられなければならない。
【0003】
米国特許第4,783,291号では、真空室の出口側端部をウォーターバッフルシールで密封する水平方向真空室形システムが用いられている。押出物は、浸漬冷却貯留部の真空部分と大気圧部分を連結する水中オリフィスを通って出る。押出物は、湾曲ベルトコンベヤによりオリフィスを通って運ばれ、オリフィスの頂部は、真空レベルに応じてオリフィスを絞る可動シャッターを有している。シャッターは、貯留部の低水位低気圧部分から高水位真空部分に移動する水の総流量制御弁として働く。真空作業中、真空室内部の貯留水のレベル又は水位は、過剰の水を循環させて大気圧部分に戻すことにより維持される。
【0004】
かなり大きな又は複雑な押出物の場合、比較的構造が複雑な動力駆動式且つ可調式装置がダイスの下流側に必要である。ファンの形をしたダイスの場合、ダイスのリップは湾曲しており、かかる装置はダイスを文字通り包囲するのがよい。かかる装置の代表例は、「スリンキー(slinky)」と呼ばれる装置であり、この装置は、動力駆動式ディスクの上側及び下側の組又は組立体を有し、これらディスクは、弧状又は湾曲軸に回転自在に取り付けられ、これらの軸は、ダイスリップのファンの形の曲率と本質的に同一の中心かち互いに異なる半径で延びている。かかる付形及び校正装置は全て、構造が複雑であり、特に始動時にはアクセス及び点検整備が必要となる。
【0005】
移動していて発泡中の高温押出物は真空下ではアモルファス状態のものであり、ウォーターバッフルシールの冷却浸漬貯留部を大気中に出るまでは実質的に固定された状態にはならない。もし付形又は校正装置が正しく機能していなければ、アモルファス状態の押出物は、逸脱するようになる場合があり、膨張し又は機械ラインから逸れる。大抵は始動の際であるが、これが生じると、ラインの操業停止を回避するために問題を解決する必要がある。もしラインを相当に長い時間にわたって操業停止すると、装置を取り外して交換し、又は徹底的にクリーニングしなければならない場合があり、それを行った後にラインの操業再開が可能になる。操業停止時間と操業時間及び速度の関係は、生産設備の経済性の目安である。したがって、装置に迅速に接近できること、押出物が一貫性のない又は過剰な力で押され又は押し進められることなくシステムを通って引き出されることが重要である。また、水中の出口オリフィスが幅及び厚さにばらつきのある押出物のサイズと厳密に一致することが重要である。開きが大きすぎると効率が悪くなり、開きが小さすぎると詰まり、逸脱、引きちぎれ及び他の問題が生じる場合がある。
【0006】
フォームボード、例えば上述の断熱ボードの押出製造の場合、サイズ及び厚さは相当大きく、例えば厚さは10〜12cm(3.94インチ〜4.72インチ)であり、幅は最高1m以上である。かかるボードは約1000cm2 (155インチ2 )を越える横断面積を有する場合がある。かかるボードを実利的な量、例えば約450kg/h(1000.0ポンド/h)〜約1360kg/h(3000.0ポンド/h)以上の量で製造するためには、システムは、相当大きな処理量の能力を備え、しかもメルトの均質性を達成しなければならない。適正な一定の気泡サイズ及び低密度で大きなサイズの製品、例えば横断面積が少なくとも80cm2 (12.4インチ2 )、好ましくは約200cm2 (31インチ2 )〜約1000cm2 (155インチ2 )の製品に合った適正な一定の気泡サイズ及び構造を達成するためには、適正で均質なメルトを形成しなければならない。
【0007】
メルトは、熱及び高圧を受けて押出機によりペレット、再生スクラップ及び他の添加物から形成される。他の添加剤としては、例えば難燃剤や紫外線安定剤が挙げられる。加圧下であってもメルト中で膨張しないが、メルトがダイスから出て真空室内に入ると膨張する発泡剤も又、添加される。真空により、圧力差が増大し、膨張が促進され、低密度フォームの生産が可能になる。
【0008】
公知のように、メルトは、完全な混合及びメルトの形成のためには或る高い温度に達しなければならないが、特に低密度真空フォームシステムでは品質が一定したフォーム製品を達成しなければならず、また一定の限界粘度範囲が達成されなければならない。特定の粘度範囲は、製品のサイズ及び密度で決まる。サイズの大きな製品を得るには高い粘度が必要となる。もし製品の粘度が十分ではなく、流動性が高すぎると、気泡は発泡中に破裂し又は潰れることになる。もしメルトの粘度が高すぎると、均質な気泡の成長は、困難であるという程度と不可能であるという程度の間に位置する。気泡は大気圧システム中では潰れるが、真空フォームシステムでは、例えば気泡の潰れ又は製品の品質が極上レベルには至らないという問題が、一層顕著な場合がある。真空フォームシステムは、通常の大気圧フォームシステムとは異なっている。ダイスのリップのところには圧力降下があるだけでなく、特に浸漬シールから出たときには大気圧への逆行も生じ、その結果、気泡が潰れ又は製品が不均等に実際に変形し又は縮む場合があり、その結果、むら又は密度の勾配が生じ、得られる製品の品質は許容レベル以下になる。真空発泡法では、適正な密度を達成しなければならないだけでなく、メルト全体を通じて一定に維持しなければならない。粘度はメルトの温度を調節することにより、或る程度制御される。
【0009】
かかる目的に用いられる多くの熱交換器に関する問題は、幾つかの部分から成る。一つの組をなす問題は、複雑さとコストである。別の組をなす問題は、有効性と効率である。ポリマーメルトを高圧且つ高温状態でエルボ又は直角曲がり部又は末広がりの流路を通して移動させるのは、エネルギ効率が悪く、しかも費用が高くつく。さらに、凹み又は潜在的なデッドスペースを回避し又は最小限に抑える必要がある。これはメルトの均質性に寄与せず、しかも頻繁なクリーニング及びかかる目的のための操業停止を必要とする。かかるデッドスペースは全く非効率的であるというほかない。複雑な形態の熱交換器が米国特許第4,423,767号に示されている。
【0010】
メルトの流路は、できるだけ機械軸線に近接し又はこれと一致すべきであり、熱交換器は、できるだけコンパクトであることが必要である。押出機やダイスの過剰の寸法増大は、効率低下の原因となる。というのは、もしメルトの移動距離が長すぎると熱交換器により達成される熱的均質性及び粘度均質性が損なわれるからである。これは、良好な低密度のフォームを達成するためにダイスが真空室の内部に位置している場合及び調整、或いは熱膨張又は他の現象による動き又は変位を許容する必要がある場合には一層面倒である。
【0011】
メルトの均質性を達成しようとして静止ミキサーが採用されたが、これらはそのようには動作せず、しかも上述の高い処理量及び真空押出の圧力変化を受ける高品質フォーム製品の生産に必要な能力又は効率を備えていない。
【0012】
高い押出量と高い製品品質の両方を達成するため、メルトの温度及びかくして粘度を正確に制御すると共にダイスに対する熱的均質性を維持できるミキサーを備えることが重要である。このようにするだけで真空下で形成される高品質低密度のフォームの利点を得ることができ、フォームの密度勾配が減少する。なお、密度勾配があるとその結果として、特にボードが真空室から大気圧領域に移動したときに気泡又はボードの潰れが生じる場合があり、又はかかる潰れが原因となって密度勾配が生じる場合がある。横断面に(比較的薄い状態から厚い状態まで)ばらつきがあり、しかも密度にばらつきのある製品の範囲に関してこの製品品質の向上を達成するためには、熱交換器はメルトの温度を非常に正確に制御すると共に処理量が様々であっても全ての場合に温度の均一性を維持できなければならないが、これは、大きな押出物に関しての処理量が多い場合、最も困難である。
【0013】
〔発明の概要〕
水平方向真空押出ラインは、1又は2以上の押出機を有し、かかる押出機は、ホットプラスックメルトを形成する一軸又は二軸押出機であるのがよく、このホットプラスチックメルトとしては、多種類の添加剤、例えば難燃剤、潤滑剤、紫外線(UV)安定剤、発泡剤が挙げられる。製品がフォームボード(これは、例えば1000cm2 (155インチ2 )以上の相当大きなサイズのものである場合がある)の場合、メルトがダイスを出る前にメルトを限界域の均一粘度にする必要がある。これは、もしダイスが密封真空室内にあり、製品が例えば断熱材に用いられるタイプの低密度フォームボードである場合には特にそうである。この均一な粘度を達成するため、ホットメルトを大容量ミキサークーラに通し、このミキサークーラは、メルトの温度をメルトの均質性に合わせて所望均一の粘度を狭い範囲内で達成する。なお、この範囲は生産されるフォームボードのサイズ及び密度で決まる。
【0014】
ホットメルトは、機械軸線又はライン軸線上に位置した押出機を出る。ミキサークーラは、押出機の直ぐ下流側でその軸線上に位置している。ミキサークーラは、比較的軸方向に短い圧力容器であり、この圧力容器は、上流側管板及び下流側管板を有し、これら管板の間には、互いの間隔が密な比較的小径の混合管が延びており、これら混合管は各々、個々の静止ミキサーとしてメルトを回転させながら混合する軸方向に連続した一連のそらせブレードを有するのがよい。各管板にはヘッドが連結されており、これらヘッドは、多数本の又は束をなした小径混合管の入口端部及び出口端部の上に位置する大きなフレア状になった円錐形の室を有している。ヘッドは、拡張及び収縮流路をもたらすが、相当広いデッドスペースを生じさせるエルボ、切欠き、凹み又はコーナーを備えておらず、かかるデッドスペースはメルトに悪影響を及ぼす。入口ヘッドは、機械軸線上に位置していて、反対側のヘッド又は下流側ヘッドの出口と軸方向に整列した入口を有している。出口は、入口よりも僅かに小さく、背圧を生じさせる。入口及び出口への連結は、標準型ANSI高圧フランジ連結具によって得ることができる。混合管の束は、機械軸線に対して実質的に対称であり、各管はその軸線に平行である。ユニットの全体的な寸法は、軸方向長さよりもほんの僅か小さい。ユニットは極めてコンパクトであって、ラインに容易に出入れできる。
【0015】
束を構成する多数本の管(これは、必要な処理量に応じて約50本〜約300本の範囲にある)は、実質的にメルト流路の横断面積を増加させ、それにより混合管の束を通るメルトの流れを遅くする。横断面積の比は、2:1以上であり、大きな容積のものについては、かかる比はたとえ大きな直径の入口だけを考慮しても20:1以上であるのがよい。
【0016】
ここの混合管を通っているメルトは、ミキサークーラに入っているメルト又はミキサークーラを出ているメルトよりも実質的に遅い速度で動く。冷却媒体を圧力容器のシェル中に循環させる。各管は、循環媒体内へ完全に浸漬されている。一連のバッフルが、シェル内に設けられていて、冷却剤の流れが圧力容器のシェルを出る前に管の大多数を数回以上にわたって流れるようになっている。相当多くの量の冷却剤が、熱を抽出している熱交換器を通過する。抽出された熱の量は、厳密に制御され、このようにしてミキサークーラを通って移動するメルトの温度を約1°F(約0.5℃)の範囲内に設定できる。
【0017】
ミキサークーラは、短いゲル管によって押出機の出力部に連結され、幾分小径であるがこれよりも長いゲル管によってダイスに連結されている。ミキサークーラからダイスへの長いゲル管は好ましくは、静止ミキサーを有し、この静止ミキサーは、層状の流体の流れに起因して生じ、メルトの均質性を維持する残留断熱膜を粉砕する。上流側のゲル管は、静止ミキサーのブレード及びフィンを更に有するのがよい。しかしながら、上流側のゲル管は、システムの処理量に応じて省略できる。
【0018】
ダイスは、密封可能な真空室の内側に配置され、長い小径のゲル管が、大気中から相当な大きさ又は直径の固定隔壁を通って真空室に延びている。ダイスは、実質的に隔壁の中心に又はその近傍に配置されていて、隔壁の外側に設けられた可動キャリジによって支持されている。
【0019】
ダイス、ゲル管及びミキサークーラは、かかるダイキャリジに取り付けられており、1又は複数の押出機もまた、意図的な調節又は交換と、熱又は圧力による膨張収縮に起因して生じる移動量の両方についてラインの軸方向に運動自在に支持された別個のキャリジに取り付けられている。キャリジは互いに連結又は結合されている。押出機キャリジとフロアとの間には油圧アクチュエータ又は横送り組立体が設けられている。このアクチュエータは、直径が比較的小さいが、相当大きな移動量、例えば約370cm(145.67インチ)〜450cm(177.17インチ)台の移動量をもたらす。ダイスを軸方向に例えば付形又は校正機構に対して真空室内で調節可能に移動させるためには、ミキサークーラ、ゲル管及びダイスを支持したダイキャリジと固定隔壁との間には大きいけれども短いアクチュエータが設けられている。この大きいけれども短い油圧シリンダは、約5cm(1.97インチ)の移動量を有するのがよい。シリンダアクチュエータは両方とも、例えば熱又は圧力による膨張で生じるような非常に僅かな移動量を可能にするが、これを制限する中立位置を備えた弁を有するのがよい。
【0020】
ミキサークーラは、相当高い処理容量を有しているが、非常にコンパクトなのでフロアから相当な距離離して支持されるようになっている。ただし、これは幾分かは、直径が数メートルの固定隔壁のサイズに起因している。ミキサークーラの移動ダイスキャリジは、下流側ゲル管及びダイスを全て機械軸線又はライン軸線上で軸方向運動自在に片持ち状態で支持している。
【0021】
付形機構、例えば上述の「スリンキー」ダイス付形機構が機械軸線に対して固定されている場合、ダイスを軸方向に移動させることによって調節を行うことができる。もしダイスが例えば、1996年8月14日に出願された米国特許出願第08/696,718号(発明の名称は、「真空押出装置及び方法(Vacuum Extrusion Apparatus and Method )」)に示されているような付形機構に調節自在に取り付けられていれば、ダイスを軸方向に移動させる理由は主として、組合せ体の調整のため又は熱又は圧力により生じた運動量の調節のためである。
【0022】
密封可能な真空室は、1又は2以上の大きな可動部分を有しており、これら部分は、ダイスが貫通した固定隔壁と下流側の隔壁との間に延びるビーム又はトラスを包囲している。付形及び校正装置を、ラインの軸方向に運動できるようこのビームの又はトラスに取り付けるのがよい。可動部分により、適度のスペース又は周囲環境があれば、この装置に迅速に接近でき、これは始動時に特に重要である。入れ子状部分は、膨張可能なシール及び迅速動作式トグルクランプによって上流側固定隔壁に且つ互いに又は固定部分に迅速に密着する。
【0023】
付形及び校正装置は、発泡中の押出物の付形及び膨張具合を制御し、かかる付形及び校正装置は、相当な長さのものであるのがよい。押出物がかかる装置を出て真空下で十分な膨張を生じた後、この押出物はダムを通り越し、ダムの縁は、近い軸線のちょうど下に位置し、発泡中の押出物は、浸漬用貯留水の中へ下方に偏向される。この貯留水部は、内側部分及び大気圧部分を有し、発泡後の押出物が連続的に真空室を出ることができるようにするウォーターバッフルシールとして働く。押出物が下方に偏向される直前に、押出物はダンサーロールを通り、このダンサーロールは押出物を隣接の支持体から持ち上げるが、貯留水部内への押出物の下方偏向を困難にし又は過度にするほど遠くには変位させない。
【0024】
ダンサーロールは、かなり大型であり、押出物の下を完全に横切って延びている。ダンサーロールは、アームフレーム上に支持され、回動され、ロールの上流側か下流側かの何れかのところにおいて押出物の下で片寄っている。アームフレームのピボットを、ダムの上流側側部又はダムそれ自体に設けられた室の隔壁又は内側フレーム部分に設けるのがよい。ピボット内の符号器が、アームフレーム及びかくしてロールの角度位置を測定する。アームフレームは、低圧空気圧ピストン−シリンダ組立体によって支持されていて、ダンサーロールが浮動して押出物の底部に当たるようになっている。符号器は当然のことながらアーム及びロールの位置の測定手段であり、これは所与の上向きの圧力の場合に押出物の偏向の度合いの測定手段である。これは、上流側の付形及び校正工程と下流側のトラクター装置との間で室内の押出物に加わる張力のアナログ制御である。
【0025】
間接的に測定された張力は、引取装置の牽引具合を制御するのに用いられ、この引取装置は、ラインのテール側端部のところに幾分距離を離して位置している。好ましいトラクター装置は、真空ベルト引取装置である。押出物に加わる張力が大きすぎると、押出物が矩形及び校正装置内で又はその直ぐ下流側で引きちぎれる傾向があるのは明らかであると考えられる。張力が小さすぎると、それにより押出物は押出物自体を押すことになり、それにより逸脱又は偏向を生じさせ、製品及び均質な気泡構造の自然な成長に悪影響を及ぼす。いずれの場合にも、ラインを作動停止させ、室を開放させる必要があり、しかも是正又は調節が必要になり、システムの再スレッディング(rethreading )又は再始動を行う。
【0026】
押出物に加わる適正な張力を維持するための別の理由は、水中穴又はオリフィスを通って押出物が浸漬用貯留水部の真空室部分からウォーターバッフルシールを通って貯留水部の低水位大気圧部分に移るようにするということである。真空下にある室が水を大気圧部分から真空室内へ引き入れて循環ポンプによって強制的に放出されるようにするので、押出物とオリフィスのエッジ又は縁部との間の隙間は密接していて且つ一様でなければならない。もしそうでなければ、エネルギの非効率、制御サージ、及びこれに付随した制御上の問題が生じることになる。もし隙間が狭すぎると、押出物が詰まったり、或いはその意図した経路から逸脱する場合がある。問題が面倒になるのは、押出物が成長し続けているからである。押出物がその一次「ボード」形状を達成するが、これは依然として幅及び厚みが幾分軸方向に増加している場合がある。
【0027】
オリフィスを通る押出物の移動を容易にするため、案内システムがオリフィスの直ぐ上流側に設けられる。案内システムは、突出フード内に設けられ、オリフィスは下方の浅い部分に設けられる。
【0028】
オリフィスのところの案内システムは、上側及び下側の密接ガイドローラセットを有している。各セットは、動力が供給される大径のエンドロールを有し、一連の密接小径アイドラーロールが、2つの大きなエンドロールの内部をつなぐ接線に接した状態で設けられている。大きなロールは、始動又はスレッディングの際の場合だけ動力が供給され、すべてのロールは、システムが動作中及び連続的に動作している時はフリーホイール又は遊び状態にある。大きなロールは、ウレタン又はゴムタイプのカバーを有するのがよい。
【0029】
発泡中のボードは浮くので、上側ガイドロール組(セット)はオリフィスの固定された上側水平方向エッジに差し向けられている。下側ロールセットは、上側ロールセットに近付いたり遠ざかることができ、オリフィスのための底部又はシャッター又はゲートは、下側ロールセットの下流側端部に取り付けられている。したがって、下側オリフィスエッジシャッター及び底部密接ロールセットは、ユニットとして動く。
【0030】
上側ロールセットの直ぐ上流側には、固定定盤又はプレートが設けられており、この下側をボード押出物が摺動する。定盤と反対側の押出物の下方側側部には、厚み検出ロールが設けられており、この検出ロールは回動アームフレームの一対のアームの遠方側端部相互間に延びている。定盤は、吊下げ厚さ測定ロールの基準平面又は逆転防止装置であり、ロールは低圧空気圧シリンダ又はアクチュエータ組立体によってボード押出物の底部に当接保持されている。厚さ又は(y)寸法測定ローラは、アームフレームピボットが水面上に位置している間、製品の下で水中を横方向に延びる。ピボット内の回転式符号器が、ローラの位置を検出し、これは製品の厚さのアナログで表される目安である。発生した信号は、PID(比例積分変差)動作制御装置を動作させ、これは、(y)寸法での製品に既知の成長速度についての調節可能な補償要因を有するのがよい。PID制御装置は、水位の上方に位置したモータを動作させ、このモータは、底部シャッターだけでなくシャッターの上縁部と常時整列した底部の組をなす密接ガイドローラの位置を垂直方向に移動させ又は制御する。
【0031】
幅又は(x)寸法は、2つのエッジローラにより検出され、これらエッジローラは、それぞれの基端部が水位の上方の隔壁上の垂直方向軸線に枢着されたスイングアームの遠方側端部に取り付けられている。個々の空気圧シリンダ組立体は、個々のエッジローラを押圧してこれらを押出物のそれぞれのエッジに係合させる。各アームピボット内の回転浮動器は、ローラの位置を検出して製品のエッジの位置を検出する。これは、製品の幅又は(x)寸法の目安となる。この情報は、オリフィスについての個々の横方向又は縁部ゲートを動作させる個々のPID動作制御装置に送られる。
【0032】
各エッジゲートは、垂直方向内縁部を有しているが、傾斜した互いに平行な軌道に取り付けられている。この傾斜度は、約30°〜約45°であるのがよく、ゲートは、これと嵌合する傾斜した形態を有している。この場合、これにより、ゲートのための動作駆動装置が、水から出た高い位置に位置決めされる。各ゲートを、フードから延びる傾斜ブラケットに取り付けられたモータによって作動するのがよい。例えば、回転スクリュー駆動装置は、水中ゲートに連結されたロッドを往復動させ、ロッドは軌道に平行に延びている。エッジローラはまた、製品の中心線を加算法によって検出することもできる。中心線が公差から外れていれば、是正措置を取ることができるが、これは通常はオリフィスの連続方式の制御の動作に悪影響を及ぼすことはない。
【0033】
押出物がオリフィスを通過した後、オリフィスは依然として完全に浸漬した状態又は水中にある状態で貯留水部の低水位大気圧部分に入る。低水位貯留水部は、ラインの軸方向に或る長さにわたって延びるのがよい。フォーム製品は、製品の上に位置していて、曲率中心が製品よりも相当上に位置している大きな半径の円弧上に配列された一連のアイドラーローラによって水中に保持される。浮力が製品を上方に偏向させてこれを制御された状態で水から徐々に出し、ここでアイドラーローラの頂部上に支持される。製品は、ブローオフ装置を通って移動し、ここで車の洗浄と非常によく似た方式で過剰の水分が除去される。ラインのテール側端部のところの製品は、真空テーブル又はプルスタンド形トラクター引取装置を通り、この引取装置は押出物を掴んで引っ張る。プルスタンドを越えて、押出物又はボードは、ばり取りされ、所定長さに切断され、又は別の加工が行われる。
【0034】
プルスタンドは好ましくは、動力駆動式有孔又はオープンベルトを有する真空テーブル又はトラクターであり、かかるベルトは、真空室を横切って移動する。真空は、押出物をベルトに付着させた状態で保持し、ベルトの直線速度は、モータ駆動装置によって増速され、ダンサーロールの角度位置及びダンサーロール制御装置によって制御される。テーブル又はプルスタンド内の真空レベルは、適当な真空又は掴み力を達成するよう制御することができ、引張り度は、ダンサーロール及び制御装置によって制御される。
【0035】
このように、発泡中の押出物は、連続作業中、真空室内の付形及び校正装置と大気中に位置するテール側端部のところのプルスタンドとの間の任意の位置において、押されれたり押し進められることはない。このように、種々のサイズの高品質フォーム製品を経済的且つ効率的に製造することができる。
【0036】
上述の目的及び関連の目的を達成するため、本発明は、請求項、以下の詳細な説明及び本発明の例示の実施形態を詳細に記載した添付の図面に具体的に記載されている特徴を有しているが、これらは本発明の原理を用いることができる種々の方法のうち幾つかの例であるに過ぎない。
〔図示の好ましい実施形態の詳細な説明〕
今図面を参照し、特に図1A及び図1Bを参照すると、押出ライン又はシステムが、押出機30を備えた上流側端部のところで始まることが分かる。押出機は、スタンド31に取り付けられていて、ホッパ32を有し、これらホッパにより、原料が押出機バレル33に送られて、熱及び圧力を受けて発泡性ポリマーメルトの状態に形成される。
【0037】
符号35のところに示された押出機の延長部は、符号36のところに見える大径の固定隔壁を通って突出している。ダイス37が、全体を符号40で示す室内で押出機延長部の端部に取り付けられている。固定隔壁36は、室40の上流側又は入口側端部を形成する。上流側端部は、固定隔壁42によって形成され、ウォーターバッフルシールが全体を符号44で示されている。このシールにより、製品が連続方式で室を出ることができる。
【0038】
図1Aでは、室は、固定部分47の上流側端部上で伸縮できる可動部分46を有している。固定部分は、フロア49上に設置された支柱48に取り付けられ、可動部分は、レール51に設けられたローラ50に取り付けられている。可動部分は、符号52のところに概略的に示されたモータによって動力が供給され、これはガレージドアと非常によく似ている。
【0039】
真空室の上流側端部内には、付形及び校正装置が設けられており、この付形及び校正装置は、付形装置又はシェーパ54及び符号55,56のところに見える校正装置から成るのがよい。図1Aに示す特定の装置は、イタリア国トリノ所在のLMP・IMPIANTI社によって製造された形式のものであるのがよい。押出物は、再循環材料及び未使用材料から押出機33内で可塑化され、これら材料には、例えば難燃剤、紫外線安定剤及び発泡剤のような添加剤が添加される。これは、メルトの状態に形成され、このメルトは次にシェーパ54を通って押し出され、全体として平らなプレート又はボードの形になる。押出物が引続き発泡して装置55,56を通過している時に、厚さ及び偏平度が校正される。室を閉鎖して密封すると、押出物の膨張及び付形は、密度の低い材料を形成する場合、真空下で達成されて低密度フォーム製品が得られる。
【0040】
付形装置及び校正装置はそれぞれ符号58,59,60のところに見えるそれぞれのキャリジに取り付けられていて、これらキャリジは、ラインの軸方向に又はトラス61上の縦方向に平行な方向に運動自在に取り付けられている。トラス61は、固定上流側隔壁36及び内側支持体62から延びている。
【0041】
全体を符号64で示す発泡性押出物は、ダイスから付形及び校正装置を通り、次に支持体62に枢着された回動アーム組立体66に取り付けられているダンサーロール又は浮動ロール65上を通る。アーム組立体66は、空気圧シリンダ組立体67によって上方に押圧され、それによりローラは上昇して押出物を或る程度上方に偏向させる。空気圧シリンダ組立体内の圧力は、ローラを押出物の下で浮動させるよう制御される。ダンサーロールの位置は、以下に説明するようにトラクター引取り装置を制御する。
【0042】
押出物がダンサーロール65上を通過した後、これはローラコンベヤシステム69によって下方に偏向される。コンベヤシステムは、頂部に設けられた多数の密な間隔を置いたローラ及び押出物の下に位置した比較的間隔の広いローラを有するのがよい。ローラは、押出物が下方に偏向されて貯留水部71の上水位部分70内に入るように位置決めされると共に取り付けられており、この貯留水部71は、ダム72によって真空室の下流側端部内に収容されている。コンベヤシステム69の曲率がゆるやかなので、押出物は、貯留水部71中に完全に浸漬されるようになる。
【0043】
押出物64は、隔壁42に設けられた窓を通過してフード74に入り、このフードは、貯留水部71の大気圧下水位部分のための細長い格納部75内に突出している。符号78のところに示したフードの端部は、貯留水部71の大気圧水位部分76の十分下に位置している。貯留水部の部分70の上方には、スプレーノズル79が配置されており、これらスプレーノズルは、貯留水部の大気圧部分76に連結されている。室を排気すると、水が室内に引き込まれて、押出物が貯留水部の部分70内に沈む前に押出物を噴霧状に噴射して冷却を容易にする。
【0044】
コンベヤ部分69から、押出物は全体として矩形の窓又はオリフィス82に差し向けられた全体を符号80で示すガイドローラ組立体を通り、このオリフィス82は、貯留水部の上水位真空部分70と貯留水部の下水位大気圧部分76の境界を設定している。真空下において、水は大気圧部分から上水位真空部分に流れる傾向があり、真空部分のレベルは、例えば上述の1996年8月14日に出願された米国特許出願第08/696,472号(発明者は、ロジャー・ライトル(Roger Lightle )氏等、発明の名称は、「真空押出装置及び方法(Vacuum Extrusion Apparatus and Method )」)に記載されている再循環ポンプによって制御できる。
【0045】
理解されるように、もし室が圧力室として用いられる場合、貯留水部内の水位が逆になり、シール又はオリフィス82を浸漬状態に維持するための循環が、逆方向に生じる。
【0046】
押出物が符号78のところでフードの下方下流側端部を出ると、コンベヤシステム84により表面に浮かばないようになり、このコンベヤシステムは、主として図1Bに示されていて、押出物の上に配置されている。一連の比較的密に間隔を置いた横方向アイドラーローラであるのがよく、これらアイドラーローラは、移動中の連続押出物を浸漬状態に単に保つだけである。コンベヤは、比較的大きな丸み又はアールの状態で形成され、このアールは、押出物を貯留水部の大気圧部分76内で相当長い距離及び時間にわたって水中に維持する。
【0047】
押出物が水位76に近付くと、コンベヤシステム84は、符号85で分かるように終端し、第2の湾曲コンベヤシステム86が押出物の下側を支持してこれを格納部75の端壁87の上方に且つ水から出た状態に持ち上げる。符号88のところに示すコンベヤ86の入口は、フレア状になっており、或いはコンベヤ84のテール部85から間隔を置いて位置していて、したがって押出物が一方の下から他方の頂部に自由に動くようになっている。
【0048】
押出物が格納壁87を通過した後、押出物は符号90で示すブローオフ装置を通過する。ノズル91を通過した空気のジェットは、押出物から過剰の水分を除去するだけであり、これは車の洗浄に通常用いられている装置と非常によく似ている。押出物は、ブローオフ装置からトラクター引取装置93内へ移動する。トラクター引取装置93は、スタンド94に取り付けられていて、このトラクター引取装置は、複数の動力駆動式上側ローラ96及び下側ローラ97からなるのがよく、これら上側ローラ96及び下側ローラ97は押出物を掴んで、これを図1Aに示す校正装置から引き出してダンサーロール65の頂部上に渡し、そして、ウォーターバッフルシールを通って大気中に移動させる。連続作業中、校正装置からトラクター引取装置まで押出物に加わる引張り作用又は推進作用は生じない。多数のローラは、ゴム材料、例えば、ウレタンで被覆されたものであるのがよく、押出物に加わる絞り圧力は最小限に押さえられる。以下に説明するように、ダンサーロールの位置は、トラクター引取装置の引張力、及び、かくして、ウォーターバッフルシールを通って校正装置から発泡性押出物に加わる張力を制御するのに用いることができる。
【0049】
押出物は、引取装置を出た後、符号99のところに示す切断及びばり取りユニットを通過する。ユニット99は押出物を所定長さに切断すると共に側縁部をばり取りし又は処理することができる。かかる作業によって生じたスクラップを処理して回収する。
【0050】
押出物は、切断及びばり取り作業99を通過した後においてはかなり大きなパネル又はボードの形態になっており、かかるパネルを次に輸送のために積み重ねて包装し、或いはさらに加工して例えば積層又はサンドイッチパネルを形成してもよい。積重ね体を、かかる包装又は次の加工のために最終ステーション100のところに形成してもよい。押出物は、格納部75を出た後、テーブル高さで加工され、この高さは、貯留水部の大気圧部分についての格納部75の高さとほぼ同じである。この理由のため、切断及びばい取りステーションは積重ねステーションと共にかかるテーブル高さでスタンド上に支持されている。
【0051】
次に図2、図3及び図4を参照すると、真空システムに用いられる構成及び装置が、多くの処理量及び相当大きなサイズの押出物を達成しながら製品の品質を高めるよう設計された多くの方法で設計変更できることが分かる。
【0052】
先ず最初に図2を参照すると、全体を符号102,103で示すタンデム押出機を用いたシステムが示されている。二次押出機103のポリマーメルト出力部には、ミキサークーラ104及び「スリンキー」付形機構105が連結されており、これらは大きな固定隔壁106の内側に取り付けられている。原料がホッパー107,108を通って一次押出機102に供給される。一次押出機の出力部は、二次押出機103に直接又はギヤポンプを介して通じるのがよい。一次押出機と二次押出機の両方は、それぞれ符号110,111のところに見えるスタンドに取り付けられており、これらスタンドはそれぞれローラ112,113に取り付けられると共に114のところで互いに連結又は結合されている。
【0053】
ミキサークーラ104は又、符号116のところに見えるスタンドに取り付けられており、このスタンドはローラ支持体117を有している。スタンド116は、継手118のところでスタンド111に連結されている。
【0054】
また、スタンド116によってゲル管120が支持され、このゲル管120は、図6において符号121のところに詳細に示されていて、固定隔壁106に設けられたグランドシール押出ダイス122の端部が、全体を符号125のところに示す真空室内に位置している。しかしながら、真空室は、図2に開放状態で示されている。
【0055】
ミキサークーラ104からダイス122へ突出したゲル管は、傾斜ストラット126によってキャリジ116上に支持されている。固定隔壁106に対するダイスの運動は、キャリジ116と固定隔壁との間に連結されたピストン−シリンダ組立体又はアクチュエータ127によって得られる。このようにすると、ダイス122を、軸方向に固定された「スリンキー」付形機構105に対してラインの軸方向に調節できる。
【0056】
図2の真空室125は、図1Aの固定部分と同一の固定部分47を有するのがよいが、符号130,131のところに見える2つの実質的に大きな可動部分を有している。これら大きな可動部分は、固定された上流側の隔壁106の場合と同様に固定部分47よりも実質的に大きい。真空室は、トラス又はビーム133を有し、このビームは、大きな上流側の固定された隔壁106と真空室の固定部分47内の下流側の隔壁134との間に延びている。符号136で示した押出物が付形機構105を出た後、この押出物は、フレーム138によってトラス又はビーム133の頂部上に支持されたコンベヤテーブル137の頂部上に進む。追加の測定及び(又は)校正装置、例えば主スキン層を形成し又は表面模様付けするために用いることができる測定及び(又は)校正装置を、コンベヤテーブルに沿って配置するのがよい。いずれの場合においても、発泡性押出物は、付形機構を出た後、大きくなり続け、そして閉鎖された場合の室内の真空の有利な影響を受けて大きくなり続けることができる。押出物は、テーブル137を出た後、ダンサーロール65の頂部上に移動し、そしてコンベヤシステム69に入り、ウォーターバッフルシール中へ下方に偏向され、このウォーターバッフルシールを通って押出物は大気中に出る。真空室の出口側端部のところに位置した浸漬用冷却貯留水部は実質的に、大きな横断面積の押出物又はボードの成長又は形成工程を終了させる。図2のタンデム押出機構成は、ミキサークーラ104及び大きな容積の真空室と相俟って、相当大きな横断面積を有する高品質の均質なフォームボードの製造を可能にする。例えば、図2の押出システムは、約1000〜1400kg/h(2000〜3000ポンド/h)を越える処理量で約1000cm2 (155インチ2 )の高品質フォーム押出物を製造するであろう。
【0057】
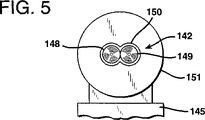
図3は、図2に似たシステムを示しているが、符号142のところに示す単一の二軸押出機だけを示している。原料は、符号143,144で示したホッパを通って二軸押出機に供給される。押出機は、ガイドローラ146に取り付けられたスタンド145に取り付けられている。
【0058】
押出機の端面図が図5に示されており、ここでは2本の互いに噛み合うスクリューが符号148,149で示されている。互いに噛み合う2本のスクリューは、符号150のところに見える8字形バレル内を延び、このバレルは、適当な加熱ジャケット151によって包囲されている。二軸押出機は、イタリア国トリノ所在の上述のLMP・IMPIANTI社によって製造された形式のものであるのがよい。
【0059】
注目されることとして、スタンド145は、継手118によってスタンド116に連結され、この継手は、図2に示すものと同一であるのがよい。押出機142は、図3に符号153で示すアクチュエータによって相当な距離動くことができる。アクチュエータは、スタンド145から突出したブラケット154に取り付けられていて、符号155のところでフロア49に固定されている。以下に詳細に説明するアクチュエータ153により、押出機をライン中に配置し又はラインから外すことができるよう相当な量動かすことができ、しかも、ラインをミキサークーラの取外し又は交換、或いはダイスの交換又は調節のために迅速に開くことができる。アクチュエータの細部は、図7に記載されている。
【0060】
図2と図3を比較すると、室125の2つの大径部分130,131が閉鎖位置に移動され、そして以下に説明するようにロックされて密閉されていることが分かる。図3では、「スリンキー」付形機構105及び内コンベヤシステムは、図2に示すものと同一である。
【0061】
図4では、ガイドローラ146上に支持されたスタンド145に取り付けられている大容量一軸押出機160が採用されている。スタンド145は、継手118を介してダイス支持スタンド116に連結されている。アクチュエータ153を、一軸押出機160、二軸押出機142又は図2のタンデム押出機102,103に用いることができる。原料及び再生スクラップは、ホッパ161,162を通って押出機に供給され、ホットメルトは、ミキサークーラ104及びダイス122を通って供給され、このダイスは、付形機構105によって包囲されている。真空室の入れ子状大径部分130,131が、図4において閉鎖されロックされ密閉された状態で示されている。
【0062】
押出物165は、付形機構105を出た後、ビーム又はトラス133の頂部上に設けられたスタンド167上に支持されているコンベヤテーブル166上に移動する。しかしながら、図3のコンベヤシステムとは異なり、コンベヤテーブル166は、その下流側端部168まで下方に僅かに傾斜しており、この下流側端部は、隔壁134の手前で終わっている。ダンサーロール65及びダンサーロールを支持したアーム組立体は、隔壁134の上流側に位置しており、ダンサーロールは押出物を文字通り持ち上げてこれを傾斜したコンベヤテーブル166の下端部168から離す。隔壁134はこの場合、ウォーターバッフルシールのためのダムとして働くことができ、押出物を貯留水部の真空室部分内へ下方に方向転換させるためのコンベヤシステム69が幾分短くされた状態で上流側に動かされている。この場合、このようにすることにより、真空室の固定部分が短くなっている。方向転換用コンベヤ部分69の上流側端部は、コンベヤ部分69の上方部分の下で貯留水部の真空室部分内への押出物の移動を容易にするための符号169で示された下方案内傾斜部を有している。
【0063】
次に図6を参照すると、「スリンキー」付形機構は、ダイス122を包囲するよう固定隔壁106の内部に取り付けられていることがわかる。「スリンキー」付形機構105は、上述の米国特許第4,234,529号に示された機構と類似しているが、上述の米国特許第4,469,652号に示された方法と類似した方法で固定隔壁106の外部から駆動される。ダイス122は、半円形又はファン形ダイスフェース172を有している。付形機構は、符号173,174のところに示す一連の半径方向に等間隔を置いて対をなす上側及び下側の半円形磨きロッドを有し、これらロッドは、半円形ダイスフェース172の周りに延びている。符号175,176のところに示す一連の比較的薄いウェーハ又はローラが、それぞれの磨きロッド又は軸に取り付けられており、これらローラは、矢印177,178によって指示されるように押出中、互いに逆方向に回転駆動される。ウェーハ又はローラは、互いに嵌合して1つを回転駆動すると全てが駆動されるようになっている。
【0064】
弧状セグメント形駆動ローラは、同一の速度及びトルクの状態で駆動されるよう上側ローラ及び下側ローラが対になっているが、速度及びトルクは、押出物がダイスフェースの半径方向に移動しているときに変わる場合がある。対をなす上側弧状ローラと下側弧状ローラのための駆動装置は、シャフト180によって指示されるように隔壁106を貫通して延びており、このシャフト180には、段付きベルト182によって駆動されるプーリ181が取り付けられている。このシャフトは、隔壁内に設けられた密閉式軸受内に回転自在に取り付けられている。隔壁の内側では、シャフト180は段付きベルト183を駆動し、それによりプーリ184,185を互いに逆方向に駆動する。かかるプーリは自在継手方式の又は可撓性駆動シャフト186,187を駆動し、それによりそれぞれ駆動スプロケット189,190を回転させ、伝動装置192,193を介して一対の組をなす弧状ローラを上述の互いに逆方向に駆動する。対をなす各ローラセットの駆動伝動装置が、ローラの組を速度及びトルクに関して制御できるよう設けられている。5つの対をなすローラセットだけが示されているが、これよりも少ない数又は多い数のローラセットを、発泡性製品のサイズに応じて用いることができることは理解されよう。
【0065】
各ローラセットは、例えば符号197,198のところに示すブラケットにより符号195,196のところに示すような一対の垂直方向に延びるロッドに取り付けられている。ブラケットは、調節のため及び浮動のためにそれぞれの空気圧ピストン−シリンダ組立体200によって支持されている。制御された空気圧は、浮動を達成するために各ロールの組の空重(風袋)又は死重を補償する。次に、僅かの追加の圧力を用いてロールによって発泡性押出物に及ぼされる力を制御する。この圧力は、極めて穏やかであるが、ファン形ダイスフェースから出る発泡中の押出物をボードの形に制限するのに非常に効果がある。
【0066】
「スリンキー」付形機構の種々の特徴は、符号203のところに見える種々のブラケットによって隔壁106の内部上に支持されている。ダイスの上下及びその軸線又はラインの上下に位置しているアレイ状に配置された付形ローラは相当な垂直方向調整度又は運動量を持っているが、ラインの軸方向における付形機構の調整度はそれほど大きくはない。
【0067】
付形機構に対するラインの軸方向におけるダイスの調節を達成するために、図8に示された機構127は、キャリジ116を移動させるだけでなく、ミキサークーラ104及び真空室の内側で端部がダイス122を支持した管120を移動させるよう用いられる。かかるダイスの調節は、非常に大々的である必要はない。移動中のダイスキャリジが、符号116のところに示されており、このダイスキャリジは、比較的短いストロークの油圧ピストン−シリンダ組立体208を支持している。ピストン−シリンダ組立体又はアクチュエータは、それ自体のモータ209、ポンプ210及び動作弁211を有するのがよい。この組立体208のシリンダは、フレーム116に設けられたパッド212に取り付けられている。ロッド213は、キャリジの直立フレーム部材215内に設けられたブッシュ214を貫通して突出し、符号216のところで固定隔壁106のフレーム部分217に固定されている。アクチュエータ208のストロークは、比較的短く、例えば約5cm台である。このように、固定隔壁に対するキャリジの相対運動は、ダイス122を支持したゲル管120が図6に示すグランドシール121内で摺動した状態で得られる。グランドシールは、上述の1996年8月14日に出願された同時係属米国特許出願第08/696,718号(発明者は、ロバート・エル・サンディンスキー(Robert L. Sandinski )氏等、発明の名称は、「真空押出装置及び方法(Vacuum Extrusion Apparatus and Method )」)に示された形式のものであるのがよい。
【0068】
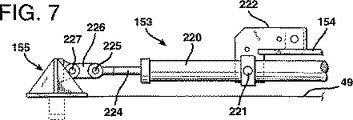
1又は2以上の押出機のための横送りユニットは、図7に符号220のところに示すかなり長い油圧ピストン−シリンダ組立体から成るアクチュエータを利用している。ピストン−シリンダ組立体のシリンダは、符号221のところのピボットを介して、押出機のキャリジベース154に固定されたブラケット222に取り付けられている。アクチュエータ220のロッド224は、符号225のところで補償リンク226に枢着されており、このリンクは符号227のところで、フロア49に固定された固定アンカー155に枢着されている。ピストン−シリンダ組立体220のストロークは、ダイス調節シリンダアクチュエータ208のストロークよりも実質的に長い。例えば、シリンダ組立体220のストロークは、約370cm(145.67インチ)〜約450cm(177.17インチ)台であるのがよく、押出機を相当長い距離移動させることになる。しかしながら、作動中、ダイス調節装置のピストン−シリンダ組立体208は通常、ピストン−シリンダ組立体220を越え、弁211は、温度及び圧力のばらつきを補償するために固定隔壁に対するダイスのキャリジ及びかくしてダイスの僅かな軸方向運動を可能にする中立位置を有するのがよい。
【0069】
次に、図9及び図10を参照すると、室のロック機構230の好ましい形態が示されており、この室の配設場所は、図1Aの頂部のところに矢印で示されている。ロック機構は、固定ブラケット232に取り付けられた一連の比較的薄型のピストン−シリンダ組立体231から成るのがよく、これらブラケット232は、真空室の固定部分47の外部に取り付けられている。各ピストン−シリンダ組立体は、符号233のところでそのブラケットに枢着されている。組立体231のロッド234は、符号235のところで三角形のクランクリンク236に枢着され、このクランクリンクは符号237のところでブラケット232に枢着されている。また、トグルリンク239が符号238のところでクランクリンク236に枢着されており、このトグルリンクもまた、符号240のところで「く」の字形のリンク241に枢着され、この「く」字形リンク241は符号242のところでブラケット232に枢着されている。リンク241の曲げられた遠方側端部243は、可動又は入れ子状真空室部分46の端部に設けられたパッド244に係合するようになっている。
【0070】
図9では、トグルロック機構が、引込み状態で示されており、リンク241は、入れ子状部分46から離れていて、図9に示すように右側に移動できるようになっている。図10では、トグルロック機構は、ロック位置で示されている。ピストン−シリンダ組立体は、伸長していて、それによりクランクリンク236をピボット237の周りに回動させてピボット238を移動させ、それにより「く」字形リンク241を図示の位置まで回動させてリンク241の端部243がパッドに当たるようになっている。3つのピボット240,238,237は、真ん中のピボットが僅かにオーバーセンタ状態のトグルロックを形成している。図10に示すロック位置にある場合、全体を符号246で示したシールはこの場合、膨らまされて、真空室を排気又は加圧のために密封する。シールの細部は、図11に一層明確に示されている。
【0071】
図11のシール246は、固定隔壁36と真空室の移動部分46の反対側の端部との間に位置した状態で示されている。移動部分46は、固定隔壁36に向かって軸方向に突出していて、軸方向に向いたチャネル形の溝を形成しているリング248,249を備えたフランジ247を有している。符号251のところに示す膨張式ガスケットのための受座250が、リング相互間に嵌まっている。受座250は、軸方向に向いたチャネル型の溝内にぴったりと嵌まっており、ガスケットは、符号252,253のところに示す2つのスナップ嵌め耳部を有するのがよく、それによりガスケットを容易に挿入したり交換したりすることができるようになっている。ガスケットは、軸方向に向いた突条255を有する膨張可能なOリングの形をしており、この突条は、シールを膨張させると、固定隔壁の内部に圧接する。図1Aの実施形態では、図11に示すシールは、移動部分46の左側の端部に設けられることになろう。右側の端部のシールは、図9及び図10に示されたようになっている。
【0072】
図2、図3及び図4の実施形態では、移動部分130と固定隔壁106との間のシールは、図11に示すようなものである。2つの移動部分130,131相互間のシールは、これが膨張して反対側の移動部分のフランジに当たることを除き、図示したものと同一である。固定部分47と移動部分131との間のシールは、図9及び図10に示すようなものであろう。しかしながら、移動部分131の端部を閉鎖するフランジ又はプレートは、小径固定部分47の偏心開口部を有する。
【0073】
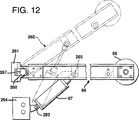
図12を参照すると、ダンサーロール65は、アーム組立体66のアームの外端部の間に位置していることがわかる。ダンサーロール65は、ウレタンのカバー又は被覆材を備えるのがよい。アーム組立体は、符号260のところでブラケット261に枢着されている。空気圧ピストン−シリンダ組立体67は、アーム組立体を符号262のところに示す想像線の位置まで上方に回動させ又は浮動させる。組立体67は、符号263のところのその盲端部が垂直方向に調節できるブラケット264に枢着されており、このブラケット264は、例えば隔壁62又は134に取り付けられるのがよい。ピストン−シリンダ組立体のロッドは、符号265のところで枢着されている。図示の幾つかの実施形態から明らかなように、ダンサーロール組立体を隔壁に取り付けて上流側の方向か、或いは下流側の方向かのいずれかの方向に向くようにするのがよい。いずれの場合であっても、ピストン−シリンダ組立体は、ローラ65を、この上を通る押出物の下の浮動位置まで上方に押圧する。ピボット260は回転式符号器267を有し、この回転式符号器267は、ローラ65の位置を検出するのに用いられ、これは、押出物がローラの取り付けられている隔壁の上を通ってその下降動作を開始してウォーターバッフルシールの真空室部分内へ入り、それにより浸漬され、そして室を出て大気中に出る際に押出物に加わる張力のアナログ制御手段となる。
【0074】
次に、図13〜図15を参照すると、ミキサークーラユニット104が、軸方向に間隔を置いた管板又はプレート271,272の間に延びるシェル270を有していることが分かる。シェル270は、管板の内部に設けられた僅かな大きさの肩に嵌まっていて、符号273のところに示すように溶接されている。全体を符号275で示す多数本の又は束になった混合管がシェル270内で管板を貫通して延びている。シェル内の各管は、組をなす湾曲した混合要素276を備え、各管が静止ミキサーであるようになっている。ブレード276は湾曲しており、これらブレードにより、管を通って移動しているメルトが管の軸線の回りに移動し又は回転するようになっている。各管の静止ミキサーは、米国マサチューセッツ州ノースアンドオーバー所在のセミニアー−ケニックス(Cemineer-Kenics)社によって製造販売されている形式のものであるのがよい。図示していないが、束内の管の各々は、静止ミキサーの湾曲要素を備えている。図示の実施形態では、90本を越える数の混合管を設けるのがよい。多量の処理量の場合、束を構成する混合管の本数は、225本から300本以上という多くの本数であるのがよい。
【0075】
束を構成する管は、符号278のところに示すように僅かな間隔を置いて位置している。管から成る束は、本数にもかかわらず、束が符号280のところに示すミキサー及び機械の軸線に関して対称であるように配置されている。管は全てかかる軸線に平行であり、束の横方向寸法は、できるだけ円に近いものであり、その中心は軸線280に位置している。このように、管板を貫通して突出した管束のフェースは、全体を符号284で示すボルト締結具のリングによって管板に連結された符号282,283のところに示す円錐形ヘッド又はプレナムによって被覆されるのがよい。各ヘッドは、符号286,287のところに示すように幅の広いフレア状になった円錐形凹部を備えている。各円錐形凹部の外端部又は幅広の端部は、管束の突出端部をぴったりと包囲している。符号289のところに示す充填材が、束を包囲しており、メルトの流路中のデッドスペースを最小限に抑えている。入口ヘッド282は、肩291を備えていてねじ穴292によって包囲された軸方向入口通路290を備えている。このように、標準のANSIフランジ連結具を、入口ヘッドに固定するのがよい。
【0076】
出口ヘッドは、これと整列した軸方向出口294を備え、この出口は入口290よりも直径が幾分小さい。フランジアダプタ295がヘッド283の下流側フェースに固定されている。ゲル管120は、締結具297によってヘッドに保持されているその端部に螺着されたリング296を有している。互いに嵌まり合う円錐形表面を備えた位置合わせリング298,299,300が、ゲル管とフランジ295との間に介在している。ゲル管の内部は、符号302のところに示す静止ミキサー要素を備え、これら静止ミキサー要素はメルトを軸線280の回りに連続回転させる。管は、断熱材304を包囲する外側シェル303を備えるのがよい。
【0077】
ミキサークーラは、符号306のところに示す入口及び出口307を備えている。加うるに、シェルは、ベント308及びドレン309を備えている。図示の実施形態では、入口306は底部に位置し、出口307は頂部に位置している。入口と出口との間には、符号312,313,314,315のところに示された一連のバッフルが位置している。バッフル312,314は、シェルの頂部から延び、バッフル313,315は、シェルの底部から延びており、シェルを通って循環した冷却剤が、管束中を曲がりくねった経路又は正弦波状の経路をなして移動するようにする。図示の実施形態では、冷却剤は、束の管の大多数を5回通るであろう。
【0078】
図13及び図14に示すように、ヘッド282,283は、入口及び出口のところにそれぞれ圧力又は温度センサを取り付けることができるようにする半径方向ポート317を備えるのがよい。管板271,272は、ミキサークーラをスタンド116上に支持する下方に突出した支持体318,319を備えている。
【0079】
図15を参照すると、出口307を出た冷却剤が熱交換器322を通り、ここで熱が抽出されることが分かる。次に冷却剤は循環ポンプ333、制御弁334、フィルタ335を通り、最終的に温度調節器336を通り、その後に入口306を通ってシェル270に戻る。循環冷却剤は、適当な添加材を加えた水であるのがよい。
【0080】
束の形態の管の本数とは無関係に、各束内の混合管の直径は約3.17cm(1.25インチ)であるのがよい。束内の管の本数を2倍又は3倍にしてもミキサークーラの全体的寸法はそれほど変化しない。例えば、約90個の束を備えたミキサークーラの全高は、84cm(33.07インチ)であり、約229本の管で束を構成したミキサークーラの高さは、約120cm(47.24インチ)である。キャリジ116の高さを調節するだけで寸法が様々なミキサークーラを使うことができる。上述の処理量を達成するため、束を構成する管の本数は約229本である。
【0081】
ミキサークーラの入口の大きさは出口よりも実質的に大きいことが注目される。入口の直径は15.2cm(5.98インチ)台であり、出口の直径は約13.7cm(5.39インチ)であるのがよい。束の個々の混合管は各々約2.54cm(1インチ)の内径(ID)を有している場合、管束の内部の横断面積と入口面積の比の値は、約6.36であり、横断面積と出口の比の値は、約11.31であるのがよく、これらの両方は、約2:1の比よりもかなり大きい。
【0082】
これらの比は混合管中を通るメルトの運動を遅くし、それにより熱の効率的且つ一様な抽出を可能にすることは理解されよう。本発明のシステムのミキサークーラを用いると、メルトの温度は1°F(0.5℃)以内に制御できる。このようにすると、ダイスのところにおけるメルトの粘度は、品質がよく且つ均質な製品を得るのに必要な或る範囲内に厳密に制御できる。例えば、幅122cm(48.03インチ)、厚さ10.16cm(4インチ)のボードの横断面積は、約1240cm 2 (192.2平方インチ )である。気泡の潰れ、不均一な気泡構造及びプライムレベル以下の生産を回避してこの種の製品を製造するためには、約15,000,000から約30,000,000センチポアズの限界粘度範囲が望ましい。これと類似しているが、厚さが2.54cm(1インチ)であるに過ぎず、約80cm 2 (12.4平方インチ )という小さな製品については、約15,000,000から約20,000,000センチポアズの低い粘度範囲が最適なフォームの品質を生じさせる。
【0083】
このように、ミキサークーラを通るメルトの粘度は、剪断速度及び発泡温度に比例するメルトの流動学的性質の関数なので、ミキサークーラを粘度制御装置として動作させることができる。また、粘度は、メルト中の発泡剤の量及びこれより度合いは小さいが、押出し添加剤によって影響を受ける。したがって、押出量が任意所与の場合、所要限界粘度範囲の制御は、メルト温度をミキサークーラで制御することにより得られる。所与の製品に関する限界粘度は、ミキサークーラ中の全体的な圧力降下を測定して、最適製品性能を得るために利用される絶対粘度を計算することにより得ることができる。これらの範囲は、動作条件に応じて相当なばらつきがあり、いったん達成されると経験的に高精度で再現できる。
【0084】
剪断速度は、ポリマーメルトが剪断応力を受ける速度に比例し、これは通常、秒の逆数(秒-1)を単位として測定される。システムの動作にあたり、全体的な剪断速度を混合要素に起因する追加のメルト剪断を生じさせない動作範囲におさめるようミキサークーラの管及び混合要素の寸法を設定することが重要である。以下に記載する長さ及び直径の範囲での個々の管に関する剪断速度範囲は、約1〜10秒-1であることが必要である。剪断速度を温度と共に維持することにより、ポリマーメルトの粘度の適正な制御が可能となり、これは気泡の潰れ、過剰な気泡サイズ又は連続気泡を生じさせないで高い処理量で均質な気泡構造を生じさせる上で重要である。
【0085】
かかる高品質低密度のフォームボードを密封室形システムで生産できるミキサークーラに関する設計パラメータ範囲は次の通りである。
【0086】
最小概算値 最大概算値
押出速度 453.59kg/h 1360.78 kg/h
(1000.0ポンド/h) (3000.0ポンド/h)
メルト温度 123.88℃(250 °F) 135 ℃(280 °F)
メルト粘度(CP) 15,000,000 30,000,000
SC圧力降下DR 25857.45mm-mg(500.0psig) 77572.35mm-mg(1500.0psig)
管サイズ(ID) 2.54cm(1.0 インチ) 3.81cm(1.5 インチ)
管長さ 60.96 cm(24.0インチ) 152.4 cm(60.0インチ)
混合要素を備えた 96 300
管の本数
剪断速度/管 1秒 -1 10秒 -1
また、注目されることとして、ミキサーとダイスとの間でゲル管120内に設けられた静止ミキサーは、温度勾配がミキサーとダイスとの間に再び生じる傾向を無くすのに役立つ。また、静止ミキサーを図13に符号302で示す静止ミキサーの要素を備えた状態で図15に符号338で示す管の比較的短い部分内に設けると或る程度の利点がある。かかる場所に配置された静止ミキサーは、ユニット104中に生じる温度勾配を減少させ又は最小限に抑えるであろう。
【0087】
上述したように、パラメータは、或る程度までは実験により求められるが、ミキサークーラの構成及び生産されるべき種々のサイズのボード又は押出物についての適当な限界粘度範囲を達成するその性能は、密封室形システムを用いて大形及び小形の高品質製品の両方を生産する際に非常に重要である。製品を、製品がアモルファス状態にあって成長を続けている真空室から、浸漬ウォーターバッフルシール形クーラを通って大気中に移動させることは、狭い範囲の粘度制御装置を特に有利なものにする。これにより、特に真空発泡法で達成できる低密度範囲の場合、気泡の潰れ及び気泡構造の非均質性というような問題が解決される。たとえば、約0.016g/cm 3 (1ポンド/立方フィート)から0.096g/cm 3 (6ポンド/立方フィート)の範囲の低密度フォームを押出物を、ウォーターバッフルシールを通って大気中に出る際の気泡の潰れがなく、しかも一様な気泡構造を備えた状態で適正な粘度制御装置により得ることができる。
【0088】
符号70で示す貯留水部の真空室部分からの押出物を符号76のところに示した大気圧部分に通す窓又はオリフィス82が、図16〜図18に詳細に記載されている。真空室40の下流側端部は、隔壁42を有し、この隔壁は、フード74の内部と連通したかなり大きな窓342を有している。フード74は、隔壁の下流側側部から貯留水部の格納部75内へ突出している。図17に示す押出物64は、コンベヤシステム69によって案内されながら水位70の下で角度をなして下方に移動する。浮遊状態の押出物は、窓342の上方部分内に適当な傾斜をなして配置された定盤344の下を通る。定盤の下から、押出物は、密接ローラセット80のガイドローラ相互間に入る。ガイドローラセットは、上側ローラセット及び下側ローラセットを有し、それぞれフレーム345,346で支承されている。各密接ローラセットは、符号348,349のところに見える大きな端部ロールを有し、これら端部ロールは、ウレタンカバーを備えるのがよい。符号350のところに示すアイドラーロールも密に間隔を置いた又は詰め込まれたセットがかかるロール相互間に配置されている。アイドラーロールは、端部ロールの内部についての接線に対して接線方向に位置している。各セットの互いに反対側の大きな端部ロールは、始動時だけ動力駆動されるのがよい。押出物の反対側の対向したロールは駆動されて、図16に全体を符号352で示す伝動装置によって押出物を前進させる。ラインが連続方式で真空で動作しているとき、各セットのロールはすべてフリーホイール又は遊び状態にある。
【0089】
2つのフレームは、符号354,355,356,357のところに見える4つのコーナー案内支柱に取り付けられている。上側のフレームは、常態ではかかる支柱に固定されている。ただし、これは、当初の組立て中だけ、調節目的のために動かされる場合がある。上側のフレームは、水中オリフィス82の頂縁部を形成する符号359で示された固定ゲート又はシャッタを有している。オリフィスの他の縁部は全て、連続方式で調節可能である。
【0090】
オリフィスの底縁部は、シャッタ又はゲート361によって形成され、このシャッタ又はゲートは、下側の密接ガイドロールセットのためのフレーム346の前部に取り付けられている。下側のゲート又はシャッタ361の移動は、支柱を共通の方向に回転させることによって得られ、ナットフォロア要素は、支柱の適当なねじ部分が貫通したボス363内に設けられている。支柱を、符号364のところに示された駆動装置及び図19に概略的に示されたモータ365を介して回転させることができる。かくして、オイフィスの下側ゲート361が上下に移動するだけでなく、下側の密接ガイドロールセットが全体として上下に移動する。
【0091】
2つの横方向シャッタ又はゲートが、図18に符号367,368のところに示されている。これらシャッタは各々、垂直方向縁部を有し、この垂直方向縁部は、符号369,370のところに示すように適当に丸くなっている。ゲート367は、互いに平行な軌道372,373に取り付けられ、横方向ゲート368は、互いに平行な軌道374,375に取り付けられている。軌道は、約30°〜約45°の角度に傾斜していて、互いに対称である。
【0092】
ブラケット378,379がフードの外部から突出しており、かかるブラケットは、それぞれ可逆モータ380,381を収容している。モータ380,381は、それぞれハウジング384,385から突出したスクリュージャッキ382,383を駆動する。スクリューアクチュエータは、符号389,390のところでそれぞれのゲートに回動自在に連結されたリンク387,388に連結されている。ゲート369は完全引込み状態で示され、これに対しゲート368はほぼ完全伸長状態で示されていることは注目されるが、これは例示にすぎない。横方向ゲートを移動させることにより、オリフィス82の幅が制御される。下側シャッタ361を移動させることにより、オリフィスの高さ又は厚さが制御される。また、図18に示す押出物は、図17に示す押出物よりもかなり小さなものとして示されているが、これは例示に過ぎない。
【0093】
次に、さらに図19及び図20を参照すると、ゲート又はシャッタは、押出物が貯留水部を通ってフード内に移動している時に幾何学的パラメータ、例えば押出物の寸法形状又は位置に応じて連続的に移動することは理解されよう。押出物のエッジの検出ローラ393,394が、フードのすぐ上流側で隔壁42に取り付けられており、品質ローラ393,394はそれぞれスイングアーム395,396に取り付けられている。シリンダアクチュエータ組立体397,398が、ローラを互いに向かって押し又はこれらの間を通る押出物のエッジに向かって押す。垂直方向に細長いローラは、それぞれのアームの基端部側ピボットと同様に垂直方向軸線上に位置している。かかる基端側ピボットのところには、回転式符号器401,402が設けられている。ローラ393,394は軸方向に水中に位置し、これに対し支持アーム395,396は空気圧ピストン−シリンダ組立体及び回転式符号器と同様に水面の上に位置していることは注目される。
【0094】
押出物の厚さは、アームフレーム406のアームの遠方側端部相互間相互間に取り付けられた吊下げローラ405によって測定される。シリンダ組立体407が、アームフレームを回転式符号器409を含むその上側ピボット408の周りに図17で見て反時計回りの方向に押圧する。このように、押出物の上の定盤344は、ローラ405の逆転防止装置として働き、符号器の位置は、押出物の厚さのアナログ測定値である。この場合もまた、回転式符号器は、水位の上に位置し、ローラ405は水位の下に位置している。
【0095】
図19で分かるように、3つのモータ、即ち横方向ゲートのためのモータ380,381及び下側シャッタ又はゲートのためのモータ365は各々、符号412,413,414のところに見える動作制御装置によって制御される。動作制御装置は好ましくは、ディジタルPID(比例積分偏差)タイプのものであり、センサロールの位置からオリフィスまでの製品変化のプログラムファクターを考慮に入れる。図示のアームのピボットに取り付けられた回転式符号器は、それぞれのPID制御装置に接続されている。符号器402は、ライン416によって制御装置412に連結されている。符号器401は、ライン417によって制御装置413に連結され、符号器409は、ライン418によって制御装置414に接続されている。制御装置は又、ライン420により主プロセス制御装置に接続されている。
【0096】
図19は又、アームフレーム66上に支持されていて、符号器267を動作させるダンサーロール65を示している。図19の実施形態では、符号器267は、PID制御装置422を動作させ、このPID制御装置は、全体を符号425で示す真空テーブルの有孔ベルト424の駆動装置423を制御する。真空テーブルを、図1Bに示すトラクタ駆動装置に代えて用いてもよい。室427内の真空は、真空ポンプ又はブロワ428によって作られ、真空レベルは、ブロワ又はポンプの速度によって制御できる。真空レベルは、押出物64を損傷なく真空用有孔ベルトに付着保持するのに十分であり、駆動装置423は、押出物を図19で見て右側に引き寄せる。制御装置422は又、ライン420を介して中央処理制御装置から制御される。この場合も又、押出物の通るダンサーロールの位置は、ベルト駆動装置423を制御して、真空室内の付形又は校正装置から浸漬貯留水部、水中オリフィス、ブローオフ装置を通ってプロセスのテール側端部のところに位置した切断及び加工装置内へ入る押出物に加わる張力を制御する。
【0097】
スプレーノズル79も又、図19に示されている。ノズルには、1又は2以上のライン430によって供給が行われ、これらラインは貯留水部の大気圧部分76まで延びている。密封室が例えば真空ポンプ432によって配置されると、水は室内に引き入れられて押出物又はフォームボード64に吹き付けられ、その後貯留水部部分に入り、水が循環ポンプ434によって大気圧部分76に再循環されるようになる。もしそうでなければ、専用の水溜めを貯留水部の上方に設けるのがよい。
【0098】
高品質フォームを低密度で製造し、かかるフォームを高く且つ効率的な処理量で製造するための方法及び装置が提供されていることは理解できよう。
【0099】
上述の目的及び関連の目的を達成するため、本発明は、請求項に具体的に記載されている特徴を有するものであるが、これらは本発明の原理を用いることができる種々の方法のうち幾つかの例示である。
【図面の簡単な説明】
【図1A】 本発明の真空押出ラインの側面図を概略的に示す図であり、図1Bにつながった図である。
【図1B】 本発明の真空押出ラインの側面図を概略的に示す図であり、図1Aにつながった図である。
【図2】 付形機構の別のタイプを備えた一次押出機及び二次押出機を用いた開放状態の真空室システムの幾分拡大された側面図である。
【図3】 閉鎖状態で示された室を備える一軸押出機の側面図である。
【図4】 改造型コンベヤ及びウォーターバッフルシールのダンサーロールの入口を備えた側面図である。
【図5】 本発明に使用できる二軸押出機の側面図である。
【図6】 「スリンキー」付形機構及び固定隔壁及びダイスに対するその位置を示す拡大部分図である。
【図7】 押出機の横送り機構を幾分拡大した部分図である。
【図8】 ダイスキャリジと固定隔壁との間に延びるダイス調整機構の幾分拡大した部分図である。
【図9】 室ロック機構を開放位置で示す部分半径方向側面図である。
【図10】 室のトグルロック機構を閉鎖位置で示す部分半径方向側面図である。
【図11】 室のロック機構が閉鎖されているときに室を密封する環状シールの拡大断面図である。
【図12】 押出物に加わる牽引力又は引張力を制御するのに用いられるダンサーロール組立体の拡大部分図である。
【図13】 ミキサークーラ及びダイスキャリジに取り付けられたダイス支持ゲル管の部分切除部分拡大断面図である。
【図14】 図13の左側から見たミキサークーラの端面図である。
【図15】 冷却剤の流れ及び温度調節装置を示すミキサークーラの略図である。
【図16】 ウォーターバッフルシールのフード及び水中オリフィスの部分切除部分平面図である。
【図17】 オリフィスの上流側に設けられた密接ガイドローラーシステムを示すフード及びオリフィスの破断側面図である。
【図18】 側部アンケートを及びアクチュエータを示すフード及びオリフィスの端面図である。
【図19】 オリフィスのところに設けられていて、オリフィスの下縁部及び側縁部を制御するセンサーローラ及び真空テーブルトラクターを制御するダンサーロールの作動状態を示す略図である。
【図20】 図19とつながった略図であり、オリフィスのそれぞれの側部又は側縁部を制御するエッジ検出ローラを示す図である。
Claims (19)
- 押出ラインにおいて、
ポリマーのメルトを下流側に向かってメルトの冷却のためのミキサークーラに送るための押出機を備え、前記ミキサークーラは、円錐形ヘッド部分を有する入口プレナムと、円錐形ヘッド部分を有する出口プレナムとを前記ミキサークーラの端部に含んでおり、冷却剤容器が前記端部の間に設けられ、複数の混合管が、前記冷却剤容器を貫通して前記入口プレナムと前記出口プレナムとの間に延びており、ポリマーのメルトは、前記入口プレナムに受入れられ、冷却のために前記冷却剤容器を通って送られ、ポリマーのメルトを混合するために前記混合管を通って送られて、前記出口プレナムから出るようになっており、
前記押出ラインは、さらに、
前記ミキサークーラから下流側において前記ミキサークーラに隣接して配置された固定隔壁と、
前記固定隔壁から下流側に配置された密封可能な室とを備え、前記密封可能な室は、前記固定隔壁に対してロック位置に移動することができるように構成されており、
前記押出ラインは、さらに、
前記ミキサークーラから前記固定隔壁を貫通して延びるゲル管と、
前記ゲル管により支持された状態で前記固定隔壁に設けられたダイスとを備え、前記室が前記固定隔壁に対して密封されたときに、前記ダイスは前記室の内部にあるように構成され、
前記押出ラインは、さらに、
前記ダイスを包囲した状態で前記固定隔壁上に支持された押出物付形機構と、
前記押出機、前記ミキサークーラ、及び、前記ゲル管を、ユニットとして前記固定隔壁及び前記付形機構に対して軸方向に移動させることにより、前記付形機構に対する前記ダイスの位置を調整する手段と、
を備えることを特徴とする押出ライン。 - 前記ミキサークーラは、前記押出機及び前記ダイスの機械軸線と同軸であることを特徴とする請求項1に記載の押出ライン。
- 前記入口プレナム、前記出口プレナム、前記冷却剤容器、前記混合管は、各々が機械軸線に平行であることを特徴とする請求項2に記載の押出ライン。
- 前記固定隔壁と前記ゲル管との間に設けられ、かつ、前記密封可能な室の一体性を維持しながら前記移動を可能にするグランドシールを更に有することを特徴とする請求項1に記載の押出ライン。
- 前記押出機は、二軸押出機であることを特徴とする請求項1に記載の押出ライン。
- 前記押出機は、一次押出機及び二次押出機を含むことを特徴とする請求項1に記載の押出ライン。
- 前記混合管の各々は、組をなす湾曲した混合要素を備え、前記混合管の各々は、静止ミキサーであり、前記湾曲した混合要素は、前記混合管を通って移動するポリマーのメルトに前記混合管の軸線の回りに移動させ又は回転させるように構成された湾曲したブレードであり、前記ミキサークーラは、ポリマーのメルトに冷却作用及び熱的均質性をもたらすことを特徴とする請求項1に記載の押出ライン。
- 組合せ真空押出システムであって、密封された室と、前記室の上流側端部を形成する前記室の固定隔壁と、前記上流側端部のところで前記室の内側に設けられたダイスと、前記室の外側に設けられ、かつ、前記室の内部で移動可能であり、かつ、前記ダイスを支持するキャリジと、前記キャリジを移動させ、したがって、前記ダイスを移動させるための、前記キャリジのアクチュエータ手段と、前記ダイスと軸方向に整列し、かつ、前記ダイスのキャリジに設けられたミキサークーラとを備え、前記ミキサークーラは混合管を備え、前記混合管は、組をなす湾曲した混合要素を備え、前記混合管の各々は、静止ミキサーであり、前記湾曲した混合要素は、前記混合管を通って移動するポリマーのメルトに前記混合管の軸線の回りに移動させ又は回転させるように構成された湾曲したブレードである、ことを特徴とする組合せ真空押出システム。
- 前記隔壁内に設けられ、かつ、前記移動に適合したグランドシールを更に備えることを特徴とする請求項8に記載の組合せ真空押出システム。
- 前記隔壁の内部に設けられた付形機構を更に有し、前記ダイスを移動させることにより、その位置を前記付形機構に対して調整することを特徴とする請求項9に記載の組合せ真空押出システム。
- 前記ダイスは、前記キャリジから片持ち状態で支持されていることを特徴とする請求項10に記載の組合せ真空押出システム。
- 前記ミキサークーラは、前記ダイスと整列状態にあり且つ互いに軸方向に整列した入口と出口を有していることを特徴とする請求項11に記載の組合せ真空押出システム。
- 前記ミキサークーラは、各々が、前記軸方向の整列方向と平行な複数の互いに平行な混合管を有していることを特徴とする請求項12に記載の組合せ真空押出システム。
- 機械軸線をもっていて、押出機、ミキサークーラ及びダイスを有する高処理量フォーム押出システムであって、押出機、ミキサークーラ及びダイスは全て、前記機械軸線上に設けられており、前記押出機は、ポリマーメルトを高い温度で生産し、前記ミキサークーラは、前記温度を減少させて均一のメルト粘度を生じさせ、ダイスを出たメルトが均一の気泡構造を備えた大きな横断面積のフォームとなるようにし、前記ミキサークーラは混合管を有し、前記混合管は各々、前記機械軸線に平行であり、前記混合管は、前記機械軸線に関して対称であり、前記ミキサークーラは、各々が直径2.54cm(1インチ)の約90本から約300本の混合管を含んでおり、前記フォーム押出システムは、さらに、冷却剤を前記混合管の中へ循環させる手段と、前記冷却剤の温度を調節する手段とを有しており、前記混合管は、組をなす湾曲した混合要素を備え、前記混合管の各々は、静止ミキサーであり、前記湾曲した混合要素は、前記混合管を通って移動するポリマーのメルトに前記混合管の軸線の回りに移動させ又は回転させるように構成された湾曲したブレードである、ことを特徴とするフォーム押出システム。
- 前記フォーム押出システムは、約450kg/h(1000.0ポンド/h)から約1360kg/h(3000.0ポンド/h)の押出速度をもたらすことを特徴とする請求項14に記載のフォーム押出システム。
- 前記混合管のサイズは、約2.54cm(1インチ)から約3.81cm(1.5インチ)の範囲にあることを特徴とする請求項14に記載のフォーム押出システム。
- 前記束を構成する前記混合管の長さは、約6デシメートル(23.62インチ)から約15デシメートル(59.06インチ)の範囲にあることを特徴とする請求項14に記載のフォーム押出システム。
- 前記ミキサークーラから下流側において前記ミキサークーラに隣接して配置された固定隔壁から下流側に配置された密封可能な室を有し、前記ダイスは、前記室内に配置されることを特徴とする請求項14に記載のフォーム押出システム。
- 前記室は真空室であり、フォームは、前記真空室を出てからウォーターシール内に設けられた水中オリフィスを通って大気中へ出ることを特徴とする請求項18に記載のフォーム押出システム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/999,167 | 1997-12-29 | ||
| US08/999,167 US6113374A (en) | 1996-08-14 | 1997-12-29 | Foam extrusion apparatus |
| PCT/US1998/026890 WO1999033626A1 (en) | 1997-12-29 | 1998-12-17 | Foam extrusion apparatus and method with viscosity controls |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001526976A JP2001526976A (ja) | 2001-12-25 |
| JP2001526976A5 JP2001526976A5 (ja) | 2006-01-05 |
| JP4509376B2 true JP4509376B2 (ja) | 2010-07-21 |
Family
ID=25545988
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000526341A Expired - Fee Related JP4509376B2 (ja) | 1997-12-29 | 1998-12-17 | 押出ライン及びフォーム押出システム |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6113374A (ja) |
| EP (1) | EP1044092B1 (ja) |
| JP (1) | JP4509376B2 (ja) |
| KR (1) | KR100545515B1 (ja) |
| AT (1) | ATE374683T1 (ja) |
| AU (1) | AU732742B2 (ja) |
| CA (1) | CA2315217C (ja) |
| DE (1) | DE69838516T2 (ja) |
| NO (1) | NO320051B1 (ja) |
| WO (1) | WO1999033626A1 (ja) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6036468A (en) * | 1997-08-21 | 2000-03-14 | Owens Corning Fiberglas Technology, Inc. | Vacuum extrusion system |
| US6116882A (en) * | 1996-08-14 | 2000-09-12 | Owens Corning Fiberglas Technology, Inc. | Sealable chamber extrusion apparatus with seal controls |
| US6093350A (en) * | 1996-08-14 | 2000-07-25 | Owens Corning Fiberglas Technology, Inc. | Sealable chamber extrusion apparatus and method with process controls |
| ATE201032T1 (de) * | 1999-01-20 | 2001-05-15 | Poliglas Sa | Verfahren und vorrichtung für die polystyrolschaumerzeugung, sowie daraus gewonnene schaumblöcke und schaumplatten |
| US6245267B1 (en) | 1999-01-25 | 2001-06-12 | Armacell, Llc | Methods for lowering the density and increasing the flexibility of thermoplastic foams |
| IT1319507B1 (it) * | 2000-12-04 | 2003-10-20 | Bandera Luigi Mecc Spa | Attrezzatura per estrudere foglia o lastra in polimero espanso |
| KR100424409B1 (ko) * | 2001-03-26 | 2004-03-24 | (주)세화피앤씨 | 폴리올레핀계 수지의 발포성형물 제조장치 |
| US8557884B2 (en) * | 2002-05-31 | 2013-10-15 | Owens Corning Intellectual Capital, Llc | To enhance the thermal insulation of polymeric foam by reducing cell anisotropic ratio and the method for production thereof |
| US6667350B1 (en) | 2002-10-17 | 2003-12-23 | Plymouth Foam, Incorporated | Calcium borate infused foam building materials and the like and method of making same |
| US7238309B2 (en) * | 2003-10-21 | 2007-07-03 | Corning Incorporated | Extruded ceramic log transfer system |
| US7150614B2 (en) * | 2003-12-18 | 2006-12-19 | Owens Corning Fiberglas Technology, Inc. | Horizontal vacuum chamber seal control device |
| US7758797B2 (en) * | 2006-07-21 | 2010-07-20 | Quadrant Epp Ag | Production of UHMWPE sheet materials |
| US7803450B2 (en) * | 2006-07-21 | 2010-09-28 | Quadrant Epp Ag | Production of UHMWPE sheet materials |
| US7736579B2 (en) * | 2006-07-21 | 2010-06-15 | Quadrant Epp Ag | Production of UHMWPE sheet materials |
| US7758796B2 (en) * | 2006-07-21 | 2010-07-20 | Quadrant Epp Ag | Production of UHMWPE sheet materials |
| US20080190924A1 (en) * | 2007-02-13 | 2008-08-14 | Sherwood Services, Ag | Medical sharps container |
| US8647099B2 (en) | 2010-02-26 | 2014-02-11 | Corning Incorporated | Extrudate transport apparatus having a free floating roller assembly |
| US8882064B2 (en) | 2013-02-01 | 2014-11-11 | James C. Gregg, JR. | Collapsible stand assembly |
| KR101442747B1 (ko) * | 2013-02-07 | 2014-09-23 | 나리텍 주식회사 | 진공단열재의 연속 자동화 진공성형장치 및 그 방법 |
| CN104552859B (zh) * | 2014-11-21 | 2017-07-11 | 安徽耐科挤出科技股份有限公司 | 一种确保异型材成型统一的新型挤出模具 |
| CN107139376B (zh) * | 2017-07-20 | 2019-04-05 | 鄢长校 | 一种塑胶发泡自动出料机 |
| JP2022532743A (ja) * | 2019-05-15 | 2022-07-19 | エヴェリックス インコーポレイテッド | サーマルドローイング用の構造化プリフォーム |
| CN110587952B (zh) * | 2019-08-08 | 2021-10-12 | 晶锋集团股份有限公司 | 一种电缆生产中实用的降温装置 |
| US12053912B2 (en) * | 2020-07-13 | 2024-08-06 | King Steel Machinery Co., Ltd. | Extruding system and method of extruding a mixture of a polymeric material and a blowing agent |
| CN112873601A (zh) * | 2020-12-23 | 2021-06-01 | 安徽恒星世纪空调制冷设备有限公司 | 一种开炼机和密炼机自动冷却系统 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3774648A (en) * | 1967-11-13 | 1973-11-27 | Int Plastics | Porous plastic structures having apertures |
| US3751377A (en) * | 1971-08-19 | 1973-08-07 | Dow Chemical Co | Method for the preparation of plastic foam |
| US4097566A (en) * | 1977-06-01 | 1978-06-27 | Nucleonics Data Systems | Extrusion line control system |
| US4211739A (en) * | 1978-07-10 | 1980-07-08 | Condec Corporation | Foam extrusion apparatus and method |
| US4244897A (en) * | 1979-03-22 | 1981-01-13 | Measurex Corporation | Method and apparatus to control the density of products produced from an extrusion process |
| IT1165226B (it) * | 1979-08-06 | 1987-04-22 | Lavorazione Mat Plast | Dispositivo raffreddatore miscelatore per l estrusione di schiume termoplastiche |
| US4247276A (en) * | 1979-08-27 | 1981-01-27 | Condec Corporation | Vacuum extrusion apparatus for forming foamed plastic products |
| JPS6052926B2 (ja) * | 1981-05-18 | 1985-11-22 | 積水化成品工業株式会社 | 熱可塑性樹脂発泡体の製造方法及び装置 |
| US4436679A (en) * | 1981-11-09 | 1984-03-13 | Maryland Cup Corporation | Method and apparatus for generating foamed thermoplastic materials |
| US4556369A (en) * | 1982-08-13 | 1985-12-03 | Anton Braun | Bellows seal |
| US4746478A (en) * | 1985-07-24 | 1988-05-24 | Sekisui Kaseihin Kogyo Kabushiki Kaisha | Method and apparatus for production of foamed thermoplastic material |
| US4689355A (en) * | 1986-02-18 | 1987-08-25 | The Dow Chemical Company | Crosslinked silane-functional vinylidene chloride polymer and films or foams therefrom |
| US4783291A (en) * | 1987-08-03 | 1988-11-08 | U.C. Industries, Inc. | Method and apparatus for foam extrusion into a vacuum chamber having a liquid baffle with control of the liquid level |
| JP2660922B2 (ja) * | 1988-07-11 | 1997-10-08 | 東芝機械株式会社 | 成形機用スクリュおよび同スクリュを用いた成形機ならびに可塑化樹脂の移送方法 |
| US5176925A (en) * | 1992-03-25 | 1993-01-05 | Amphenol Corporation | Extrusion die with static mixer insert |
| US6036468A (en) * | 1997-08-21 | 2000-03-14 | Owens Corning Fiberglas Technology, Inc. | Vacuum extrusion system |
| US6116882A (en) * | 1996-08-14 | 2000-09-12 | Owens Corning Fiberglas Technology, Inc. | Sealable chamber extrusion apparatus with seal controls |
| US6093350A (en) * | 1996-08-14 | 2000-07-25 | Owens Corning Fiberglas Technology, Inc. | Sealable chamber extrusion apparatus and method with process controls |
-
1997
- 1997-12-29 US US08/999,167 patent/US6113374A/en not_active Expired - Lifetime
-
1998
- 1998-12-17 AT AT98966007T patent/ATE374683T1/de active
- 1998-12-17 JP JP2000526341A patent/JP4509376B2/ja not_active Expired - Fee Related
- 1998-12-17 WO PCT/US1998/026890 patent/WO1999033626A1/en not_active Ceased
- 1998-12-17 AU AU22004/99A patent/AU732742B2/en not_active Ceased
- 1998-12-17 CA CA002315217A patent/CA2315217C/en not_active Expired - Fee Related
- 1998-12-17 DE DE69838516T patent/DE69838516T2/de not_active Expired - Lifetime
- 1998-12-17 KR KR1020007007201A patent/KR100545515B1/ko not_active Expired - Fee Related
- 1998-12-17 EP EP98966007A patent/EP1044092B1/en not_active Expired - Lifetime
-
2000
- 2000-06-27 NO NO20003355A patent/NO320051B1/no not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| ATE374683T1 (de) | 2007-10-15 |
| JP2001526976A (ja) | 2001-12-25 |
| EP1044092B1 (en) | 2007-10-03 |
| CA2315217C (en) | 2007-10-09 |
| NO20003355L (no) | 2000-08-28 |
| EP1044092A1 (en) | 2000-10-18 |
| WO1999033626A1 (en) | 1999-07-08 |
| DE69838516T2 (de) | 2008-07-03 |
| EP1044092A4 (en) | 2002-03-06 |
| KR20010033679A (ko) | 2001-04-25 |
| CA2315217A1 (en) | 1999-07-08 |
| NO20003355D0 (no) | 2000-06-27 |
| US6113374A (en) | 2000-09-05 |
| NO320051B1 (no) | 2005-10-17 |
| AU2200499A (en) | 1999-07-19 |
| DE69838516D1 (de) | 2007-11-15 |
| KR100545515B1 (ko) | 2006-01-24 |
| AU732742B2 (en) | 2001-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4509376B2 (ja) | 押出ライン及びフォーム押出システム | |
| US6093350A (en) | Sealable chamber extrusion apparatus and method with process controls | |
| US6116882A (en) | Sealable chamber extrusion apparatus with seal controls | |
| CA2262690C (en) | Vacuum extrusion system and method | |
| EP0007723B1 (en) | Foam extrusion apparatus | |
| US3742105A (en) | Method for producing a seamless tubing | |
| JP4954710B2 (ja) | 水平真空室密閉制御装置 | |
| JPH02137909A (ja) | 発泡体押出装置および方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051102 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051102 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080626 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080707 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20080711 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20081007 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081015 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090330 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090630 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090707 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090930 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100329 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100428 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130514 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |