JP4552010B2 - 鋼の切削方法及び切削装置 - Google Patents
鋼の切削方法及び切削装置 Download PDFInfo
- Publication number
- JP4552010B2 JP4552010B2 JP2004353278A JP2004353278A JP4552010B2 JP 4552010 B2 JP4552010 B2 JP 4552010B2 JP 2004353278 A JP2004353278 A JP 2004353278A JP 2004353278 A JP2004353278 A JP 2004353278A JP 4552010 B2 JP4552010 B2 JP 4552010B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- steel
- current
- cutting tool
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- Turning (AREA)
Description
(実施例1)
実施例1−1:被削材には、表1に示すS45C−BN鋼を用い、切削工具には超硬工具P30(SNMN120408)を用いた。上述した実施形態の如く、切削工具と装置本体とを電気絶縁状態にし、切削工具から被削材に(この方向を正とする)一定の電流を流した。この状態において、切削速度200m/min、切り込み深さ0.5mm、送り速度0.1mm/rev、切削時間10分間、ドライ状態の(クーラントを使用しない)条件で、切削を行った。また電流値を0mA〜20mAの範囲で切削を行った。
比較例1−1:被削材に、表1に示すS45Cを用い、電流値を0mA〜10mAの範囲で調整した点であり、その他は、実施例1−1と同様の条件で切削を行った。
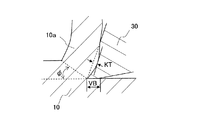
上記結果から、実施例1のように、被削材にS45C−BN鋼を用いて、被削材と切削工具との間に電流を流した場合には、電流の方向がいずれの方向であっても、切削工具の寿命が向上することがわかった。特に、電流値を5mAから10mAの範囲に調整すると、逃げ面磨耗VB及び最大クレータ深さKTが共に減少し、工具の寿命が向上することがわかった。
実施例2−1:切削工具から被削材に(正方向に)5mAの電流を流し、他の切削条件は実施例1−1と同じくし、切削速度を変えて切削を行った。
比較例2:切削工具と装置本体とを電気絶縁状態とせずに、かつ、切削工具と被削材との間に、電流を流さなかった点が実施例2−1とは異なり、他の切削条件は実施例2−1と同じくして、切削を行った。
このような結果から、実施例2は、切削工具と装置本体とを電気絶縁状態にし、被削材と切削工具との間に、電流を流すことにより、切削工具の表面のAlNの保護膜が確実に形成され、その結果、せん断角φが大きくなって切り屑厚さが小さくなると共に切削抵抗も小さくなり、被削性が向上すると考えられる。
Claims (4)
- 装置本体に取付けられた被削材を回転させて切削工具で切削する鋼の切削方法であって、
前記被削材は、B、N、及びAlを少なくとも含む快削鋼であり、
前記装置本体と前記切削工具との間を電気絶縁状態として、前記切削工具の切削面に、前記快削鋼に含有するN及びAlからAlNの保護膜が形成されるように、前記切削工具と前記快削鋼との間に所定値の電流を流して、前記快削鋼を切削することを特徴とする鋼の切削方法。 - 前記電流は、5mAから10mAの範囲であることを特徴とする請求項1に記載の鋼の切削方法。
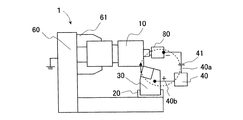
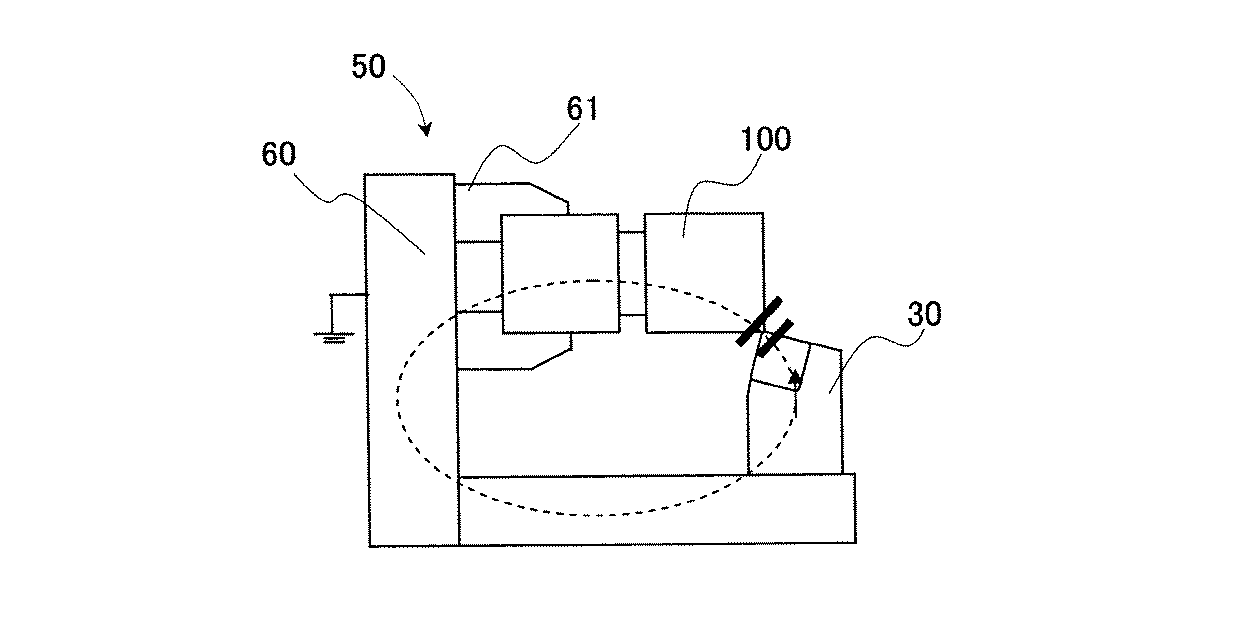
- 請求項1または2に記載の鋼の切削方法を実行する切削装置であって、
前記切削装置は、前記電流を発生させる電源と、該電源から流れる電流を、前記所定値に調整する電流調整手段と、を備えていることを特徴とする鋼の切削装置。 - 装置本体に取付けられた被削材を回転させて切削工具で切削する鋼の切削装置であって、
該切削装置は、前記装置本体と前記切削工具との間に配置した電気絶縁体と、電流を発生する電源と、該電源からの電流を調整して前記切削工具と前記被削材との間に電流を流す電流調整手段と、を備え、
該電流調整手段は、前記切削工具の切削面に、前記被削材に含有している元素により切削中に保護膜を形成するに最適な所定値の電流を流すものであることを特徴とする鋼の切削装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004353278A JP4552010B2 (ja) | 2004-12-06 | 2004-12-06 | 鋼の切削方法及び切削装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004353278A JP4552010B2 (ja) | 2004-12-06 | 2004-12-06 | 鋼の切削方法及び切削装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006159339A JP2006159339A (ja) | 2006-06-22 |
| JP4552010B2 true JP4552010B2 (ja) | 2010-09-29 |
Family
ID=36661896
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004353278A Expired - Lifetime JP4552010B2 (ja) | 2004-12-06 | 2004-12-06 | 鋼の切削方法及び切削装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4552010B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2199014B1 (de) * | 2008-12-16 | 2012-02-15 | Mikron Agie Charmilles AG | Vorrichtung zur Vermeidung von Schäden infolge von elektrischen Strömen an einem Werkzeug einer Werkzeugmaschine |
| JP7087441B2 (ja) * | 2018-02-27 | 2022-06-21 | 株式会社ジェイテクト | 切削加工方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4535216A (en) * | 1983-10-14 | 1985-08-13 | Rockwell International Corporation | Metal-working tool using electrical heating |
| TW399774U (en) * | 1989-07-03 | 2000-07-21 | Gen Electric | FET, IGBT and MCT structures to enhance operating characteristics |
| JP2946653B2 (ja) * | 1990-06-21 | 1999-09-06 | 日産自動車株式会社 | 高強度歯車の製造方法 |
| JP4250305B2 (ja) * | 2000-04-19 | 2009-04-08 | Jfe条鋼株式会社 | 軟磁性に優れたbn系快削鋼 |
-
2004
- 2004-12-06 JP JP2004353278A patent/JP4552010B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006159339A (ja) | 2006-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20100012628A1 (en) | Abrasion assisted wire electrical discharge machining process | |
| Khan et al. | Surface modification using electric discharge machining (EDM) with powder addition | |
| KR20080066590A (ko) | 용접 장치 및 용접 속도 증가 방법 | |
| US6566622B1 (en) | Wire electrode | |
| Qi et al. | Vacuum brazing diamond grits with Cu-based or Ni-based filler metal | |
| JPS6281291A (ja) | コア入り管状電極と金属の電気ア−クカツト方法 | |
| Patil et al. | Some investigations into wire electro-discharge machining performance of Al/SiCp composites | |
| JP4552010B2 (ja) | 鋼の切削方法及び切削装置 | |
| Gill et al. | A review of recent methods for tool wear reduction in electrical discharge machining | |
| Choi et al. | A study of the characteristics of the electrochemical deburring of a governor-shaft cross hole | |
| Tanaka et al. | Influence of additional electrical current on machinability of BN free-machining steel in turning | |
| Agrawal et al. | Development and experimental study of surface-electrical discharge diamond grinding of Al–10 wt% SiC composite | |
| Dutta et al. | Hybrid electric discharge machining processes for hard materials: a review | |
| Abbasov et al. | Features of ultrasound application in plasma-mechanical processing of parts made of hard-to-process materials | |
| Nair et al. | Advancements in abrasive electrical discharge grinding (AEDG): a review | |
| Prihandana et al. | The current methods for improving electrical discharge machining processes | |
| JP7491860B2 (ja) | エレクトロスラグ溶接またはエレクトロガス溶接の制御方法、制御装置、溶接システム、およびプログラム | |
| Gaikwad et al. | Multi-objective optimization of electrical discharge machining process during machining of NiTi alloy using Taguchi and utility concept | |
| Das et al. | Performance evaluation of Si–Cu-hybrid dust as a powder additive of EDM dielectrics to machine Ti6Al4V with copper electrode | |
| JP4451155B2 (ja) | 放電加工方法 | |
| Kolli et al. | Effect of additives added in dielectric fluid on electrical discharge machining of titanium alloy | |
| Das et al. | Attribute of SiC powder additive mixed EDM on machining performance and surface integrity aspects of inconel 625 | |
| Verma et al. | Creating productive conditions for electric discharge machining of non-conductive ceramics | |
| Li et al. | Study of machining performance for electrochemical grinding of difficult-to-cut alloy U71Mn | |
| Kalakonda et al. | A Specific Review on Inconel 718 Super Alloy Machining by EDM Process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100414 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100615 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4552010 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| EXPY | Cancellation because of completion of term |