JP4580972B2 - 部品実装方法 - Google Patents
部品実装方法 Download PDFInfo
- Publication number
- JP4580972B2 JP4580972B2 JP2007282415A JP2007282415A JP4580972B2 JP 4580972 B2 JP4580972 B2 JP 4580972B2 JP 2007282415 A JP2007282415 A JP 2007282415A JP 2007282415 A JP2007282415 A JP 2007282415A JP 4580972 B2 JP4580972 B2 JP 4580972B2
- Authority
- JP
- Japan
- Prior art keywords
- mounting
- component
- mounting head
- component mounting
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
























Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0452—Mounting machines or lines comprising a plurality of tools for guiding different components to the same mounting place
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0404—Pick-and-place heads or apparatus, e.g. with jaws
- H05K13/0408—Incorporating a pick-up tool
- H05K13/0409—Sucking devices
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/085—Production planning, e.g. of allocation of products to machines, of mounting sequences at machine or facility level
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
- Y10T29/49131—Assembling to base an electrical component, e.g., capacitor, etc. by utilizing optical sighting device
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
- Y10T29/49144—Assembling to base an electrical component, e.g., capacitor, etc. by metal fusion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53174—Means to fasten electrical component to wiring board, base, or substrate
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Operations Research (AREA)
- Supply And Installment Of Electrical Components (AREA)
Description
以下、本発明の実施の形態1に係る部品実装システムについて説明する。
次に、本発明の実施の形態2に係る部品実装システムについて説明する。実施の形態2では、実施の形態1で決定した実装条件により部品実装を行なう具体的な実装動作を図13および図14に基づいて説明する。また、実施の形態2では、基板に設けられた基板マークの認識は、第2装着ヘッドにより行なう事例について説明する。
次に、本発明の実施の形態3に係る部品実装システムについて説明する。実施の形態3では、実施の形態1で決定した実装条件により部品実装を行なう具体的な実装動作を図16および図17に基づいて説明する。また、実施の形態3では、基板に設けられた基板マークの認識は、第1装着ヘッドにより行なう事例について説明する。
次に、本発明の実施の形態4に係る部品実装システムについて説明する。実施の形態4では、実施の形態1に示した実装条件を決定する方法を、デュアルレーンを備える部品実装機に適用した事例について説明する。
次に、本発明の実施の形態5に係る部品実装システムについて説明する。実施の形態5では、実施の形態1で説明した実装条件の決定方法について、ノズル交換を考慮した実装条件の決定方法と、決定された実装条件により部品実装を行なう際の具体的な実装動作とを図24及び図25に基づいて説明する。本実施の形態では、ノズル交換を第1装着ヘッドにより行なう事例について説明する。この場合、ノズル交換が行なわれない第2装着ヘッドで基板マークの認識処理を行なう。なお、第1装着ヘッドが基板マークの認識処理を行ない、第2装着ヘッドがノズル交換を行うようにしてもよい。
20 基板
120 部品実装機
120a 前サブ設備
120b 後サブ設備
121 マルチ装着ヘッド
122 ビーム
123 部品カセット
125a、125b 部品供給部
126 部品認識カメラ
128 トレイ供給部
129 レール
129a 固定レール
129b 可動レール
300 部品実装条件決定装置
301 演算制御部
302 表示部
303 入力部
304 メモリ部
305 プログラム格納部
305a 部品実装条件決定部
306 通信I/F部
307 データベース部
307a 実装点データ
307b 部品ライブラリ
307c 実装装置情報
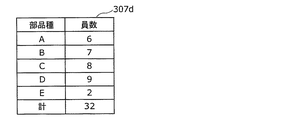
307d 実装点数情報
Claims (3)
- 1枚の基板に対して、前記基板を搬送する搬送用の一対のレールを挟んで設けられた複数の装着ヘッドが交互に部品を実装する部品実装機における部品実装方法であって、
前記搬送用の一対のレールは固定レールと可動レールからなり、前記基板の搬送方向と直交するY軸方向の長さまたは前記可動レールの前記Y軸方向の位置に基づいて、部品を供給する部品供給部と前記基板との間の装着ヘッドの移動距離を算出し、複数の装着ヘッドのうち、算出された移動距離が最短の第1装着ヘッドを特定する特定ステップと、
部品実装機に搬入されてきた前記基板に対する部品装着を、前記第1装着ヘッドから開始する部品装着ステップとを含む
ことを特徴とする部品実装方法。 - 前記特定ステップでは、さらに、前記複数の装着ヘッドのうち、前記第1装着ヘッド以外の第2装着ヘッドを特定し、
前記部品装着ステップは、
前記第2装着ヘッドに設けられたカメラが前記基板に設けられた基板マークを認識することにより、部品装着位置の補正量を求める基板マーク認識ステップと、
前記基板マークの認識後に、前記補正量を用いて、前記基板に対する部品装着を、前記第1装着ヘッドから開始する第1部品装着ステップとを含む
ことを特徴とする請求項1に記載の部品実装方法。 - 前記部品装着ステップは、
前記第1装着ヘッドに設けられたカメラが前記基板に設けられた基板マークを認識することにより、部品装着位置の補正量を求める基板マーク認識ステップと、
前記基板マークの認識後に、前記補正量を用いて、前記基板に対する部品装着を、前記第1装着ヘッドから開始する第1部品装着ステップとを含む
ことを特徴とする請求項1に記載の部品実装方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007282415A JP4580972B2 (ja) | 2006-11-09 | 2007-10-30 | 部品実装方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006304389 | 2006-11-09 | ||
| JP2007282415A JP4580972B2 (ja) | 2006-11-09 | 2007-10-30 | 部品実装方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008141183A JP2008141183A (ja) | 2008-06-19 |
| JP4580972B2 true JP4580972B2 (ja) | 2010-11-17 |
Family
ID=39059336
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007282415A Active JP4580972B2 (ja) | 2006-11-09 | 2007-10-30 | 部品実装方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7954233B2 (ja) |
| JP (1) | JP4580972B2 (ja) |
| KR (1) | KR20090086528A (ja) |
| CN (1) | CN101536626A (ja) |
| DE (1) | DE112007002637T5 (ja) |
| WO (1) | WO2008056754A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20090038856A (ko) * | 2006-07-31 | 2009-04-21 | 파나소닉 주식회사 | 부품 장착 조건 결정 방법 |
| KR20120111921A (ko) * | 2010-01-19 | 2012-10-11 | 파나소닉 주식회사 | 부품 실장 방법 및 부품 실장 장치 |
| JP2011176078A (ja) * | 2010-02-24 | 2011-09-08 | Panasonic Corp | 電子部品実装方法 |
| JP5440483B2 (ja) * | 2010-12-09 | 2014-03-12 | パナソニック株式会社 | 電子部品実装システムおよび電子部品実装方法 |
| JP6277424B2 (ja) * | 2014-09-17 | 2018-02-14 | パナソニックIpマネジメント株式会社 | 部品実装装置および部品実装方法 |
| JP5843944B2 (ja) * | 2014-11-17 | 2016-01-13 | 富士機械製造株式会社 | 電子部品装着機および電子部品装着システム |
| WO2019011412A1 (de) | 2017-07-11 | 2019-01-17 | Siemens Aktiengesellschaft | Verfahren und steuerungseinrichtung zur durchlaufzeitoptimierten produktion von leiterplatten auf einer bestückungslinie |
| JP7083057B1 (ja) * | 2021-04-14 | 2022-06-09 | 株式会社バンダイ | パーツ供給体 |
| CN117641880B (zh) * | 2024-01-23 | 2024-03-29 | 合肥安迅精密技术有限公司 | 贴片机飞达排布优化方法及系统、存储介质 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07193397A (ja) * | 1993-12-27 | 1995-07-28 | Yamaha Motor Co Ltd | 実装機の吸着ポイント補正装置 |
| US5846216A (en) * | 1995-04-06 | 1998-12-08 | G & P Technologies, Inc. | Mucous membrane infusor and method of use for dispensing medications |
| US6789310B1 (en) * | 1995-11-06 | 2004-09-14 | Matsushita Electric Industrial Co., Ltd. | Component mounting apparatus |
| JPH09130084A (ja) * | 1995-11-06 | 1997-05-16 | Matsushita Electric Ind Co Ltd | 部品実装装置および部品実装設備 |
| US7100278B2 (en) * | 1995-11-06 | 2006-09-05 | Matsushita Electric Industrial Co., Ltd. | Component mounting apparatus and method |
| KR100332525B1 (ko) * | 1997-08-29 | 2002-04-17 | 마츠시타 덴끼 산교 가부시키가이샤 | 부품 장착 방법 및 부품 장착 장치 |
| WO2000078114A1 (en) | 1999-06-16 | 2000-12-21 | Koninklijke Philips Electronics N.V. | Component placement machine |
| JP3719051B2 (ja) * | 1999-07-02 | 2005-11-24 | 松下電器産業株式会社 | 電子部品の実装装置および実装方法 |
| DE60031865T2 (de) * | 1999-09-02 | 2007-05-24 | Matsushita Electric Industrial Co., Ltd., Kadoma | Verfahren und vorrichtung zur erkennung eines werkstückes sowie verfahren und vorrichtung zur bestückung |
| JP4551599B2 (ja) * | 1999-11-05 | 2010-09-29 | パナソニック株式会社 | 部品実装装置及び方法 |
| JP2002299889A (ja) * | 2001-03-30 | 2002-10-11 | Matsushita Electric Ind Co Ltd | 電子部品実装装置および電子部品実装方法 |
| JP4278903B2 (ja) * | 2002-01-08 | 2009-06-17 | パナソニック株式会社 | 電子部品実装装置および電子部品実装方法 |
| JP4346849B2 (ja) * | 2002-01-08 | 2009-10-21 | パナソニック株式会社 | 電子部品実装装置および電子部品実装方法 |
| JP3973439B2 (ja) * | 2002-02-07 | 2007-09-12 | 松下電器産業株式会社 | 電子部品実装装置及び方法 |
| JP4134661B2 (ja) * | 2002-10-03 | 2008-08-20 | 松下電器産業株式会社 | 電子部品実装装置および電子部品実装方法 |
| JP4017972B2 (ja) | 2002-12-03 | 2007-12-05 | 株式会社日立ハイテクインスツルメンツ | 部品装着装置における同一実装サイクルでの装着部品の組み合わせ決定方法 |
| US7025244B2 (en) * | 2003-02-10 | 2006-04-11 | Matsushita Electric Industrial Co., Ltd. | Electronic component mounting apparatus and electronic component mounting method |
| JP2006253536A (ja) * | 2005-03-14 | 2006-09-21 | Yamagata Casio Co Ltd | 基板認識時間短縮方法及びその方法を用いた部品搭載装置 |
| JP2006304389A (ja) | 2005-04-15 | 2006-11-02 | Toyota Motor Corp | 車両およびその制御方法 |
-
2007
- 2007-10-30 JP JP2007282415A patent/JP4580972B2/ja active Active
- 2007-11-02 CN CNA2007800414630A patent/CN101536626A/zh active Pending
- 2007-11-02 KR KR1020097008877A patent/KR20090086528A/ko not_active Withdrawn
- 2007-11-02 DE DE112007002637T patent/DE112007002637T5/de not_active Withdrawn
- 2007-11-02 WO PCT/JP2007/071748 patent/WO2008056754A1/en not_active Ceased
- 2007-11-02 US US12/513,556 patent/US7954233B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20100064511A1 (en) | 2010-03-18 |
| KR20090086528A (ko) | 2009-08-13 |
| WO2008056754A1 (en) | 2008-05-15 |
| CN101536626A (zh) | 2009-09-16 |
| JP2008141183A (ja) | 2008-06-19 |
| DE112007002637T5 (de) | 2009-10-15 |
| US7954233B2 (en) | 2011-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4580972B2 (ja) | 部品実装方法 | |
| US7899561B2 (en) | Operating time reducing method, operating time reducing apparatus, program and component mounter | |
| JP4584960B2 (ja) | 部品実装方法 | |
| US8156642B2 (en) | Component mounting method | |
| US20060229758A1 (en) | Method for optimization of an order for component mounting and apparatus for optimization of an order for component mounting | |
| US8079140B2 (en) | Component mounting condition determining method | |
| JP4332586B2 (ja) | 部品実装順序決定方法 | |
| JP4995845B2 (ja) | 実装条件決定方法 | |
| JP5009939B2 (ja) | 実装条件決定方法 | |
| JP2008277770A (ja) | 部品実装方法 | |
| JP2008277772A (ja) | 基板製造方法 | |
| JP4551319B2 (ja) | 部品実装方法及び部品実装機 | |
| JP4242355B2 (ja) | 部品実装順序決定方法、装置、プログラム及び部品実装機 | |
| JP4643425B2 (ja) | 部品実装順序決定方法 | |
| JP4847984B2 (ja) | 実装条件決定方法 | |
| JP4869383B2 (ja) | 実装条件決定方法 | |
| JP4891196B2 (ja) | 部品実装方法 | |
| JP4387991B2 (ja) | 部品配置位置決定方法 | |
| JP4891201B2 (ja) | 部品振り分け方法 | |
| JP4741546B2 (ja) | 基板の向きの決定方法、決定装置、部品実装方法、部品実装機およびプログラム | |
| JP4278560B2 (ja) | 部品実装順序最適化方法、部品実装順序最適化装置、部品実装装置、及び部品実装順序最適化方法実行用プログラム | |
| JP4242356B2 (ja) | 部品実装順序決定方法、装置、プログラム、部品実装方法及び部品実装機 | |
| JP2008270574A (ja) | 基板の向きの決定方法 | |
| WO2009144908A1 (ja) | 実装条件決定方法、実装条件決定装置、部品実装方法及び部品実装機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100615 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100728 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100817 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100830 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130903 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4580972 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |