JP4605367B2 - 廃棄トナーの固形化及び再利用カーボン入り樹脂成形材料製造装置 - Google Patents
廃棄トナーの固形化及び再利用カーボン入り樹脂成形材料製造装置 Download PDFInfo
- Publication number
- JP4605367B2 JP4605367B2 JP2004382982A JP2004382982A JP4605367B2 JP 4605367 B2 JP4605367 B2 JP 4605367B2 JP 2004382982 A JP2004382982 A JP 2004382982A JP 2004382982 A JP2004382982 A JP 2004382982A JP 4605367 B2 JP4605367 B2 JP 4605367B2
- Authority
- JP
- Japan
- Prior art keywords
- waste toner
- water
- molding material
- manufacturing equipment
- chemical compound
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Landscapes
- Cleaning In Electrography (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Separation, Recovery Or Treatment Of Waste Materials Containing Plastics (AREA)
Description
2 ケミカルコンパウンド(水)溶液
3 計量装置
4 計量装置
5 混練装置
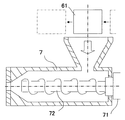
6 投入部
7 成形装置
8 スタンパーユニット
9 分割溝形成部
10 加熱乾燥部
11 冷風冷却部
12 分割ユニット
13 取出し部
14 ベルトコンベア
15 本乾燥炉
16 粉砕装置
17 梱包・出荷
18 帯状廃棄トナー(分割溝形成後)
Claims (1)
- 廃棄トナーとケミカルコンパウンド(水)溶液を混練する工程と、このケミカルコンパウンド(水)溶液と混練された廃棄トナーを投入しシート状又は棒状に成形する工程と、この成形された廃棄トナーをスタンピング・分割溝形成・加熱乾燥・冷風冷却・分割して取出しする工程と、取出された廃棄トナー固形物を本乾燥・粉砕・梱包・出荷する工程を有することを特徴とする一連の廃棄トナー再利用カーボン入り樹脂成形材料製造装置
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004382982A JP4605367B2 (ja) | 2004-12-29 | 2004-12-29 | 廃棄トナーの固形化及び再利用カーボン入り樹脂成形材料製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004382982A JP4605367B2 (ja) | 2004-12-29 | 2004-12-29 | 廃棄トナーの固形化及び再利用カーボン入り樹脂成形材料製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006187890A JP2006187890A (ja) | 2006-07-20 |
| JP4605367B2 true JP4605367B2 (ja) | 2011-01-05 |
Family
ID=36795519
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004382982A Expired - Fee Related JP4605367B2 (ja) | 2004-12-29 | 2004-12-29 | 廃棄トナーの固形化及び再利用カーボン入り樹脂成形材料製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4605367B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210013781A (ko) | 2019-07-29 | 2021-02-08 | 휴렛-팩커드 디벨롭먼트 컴퍼니, 엘.피. | 화상형성장치에 적용할 수 있는 폐토너 고형화 장치 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5462258A (en) * | 1977-10-27 | 1979-05-19 | Taiyou Jiyushi Kougiyou Kk | Method of making granules of heat curable resin |
| JPS61120626A (ja) * | 1984-11-16 | 1986-06-07 | Hatsukichi Nakajima | 転写用ドライインクのペレツト化処理方法 |
| JPH07140871A (ja) * | 1993-09-24 | 1995-06-02 | Asmo Co Ltd | 廃トナー処理装置 |
| JPH11105098A (ja) * | 1997-10-07 | 1999-04-20 | Kotobukiya Fronte Co Ltd | カーペット用バッキング樹脂の製造方法 |
| JP3919360B2 (ja) * | 1998-10-30 | 2007-05-23 | キヤノン株式会社 | 疎水性粉体の処理方法 |
| JP3908869B2 (ja) * | 1999-01-14 | 2007-04-25 | 新日本無線株式会社 | セラミック基板の製造方法 |
| JP2001179740A (ja) * | 1999-12-28 | 2001-07-03 | Kawase Sangyo Co Ltd | 使用済みトナーケースの処理方法及び同方法により取得されたプラスチック着色材料 |
| JP3688965B2 (ja) * | 2000-01-28 | 2005-08-31 | シャープ株式会社 | 樹脂成形品およびその製造方法 |
| JP4142839B2 (ja) * | 2000-03-22 | 2008-09-03 | 三井鉱山株式会社 | 微粉状廃棄物の凝集化物、その製造方法、及びその利用方法 |
| JP2002201481A (ja) * | 2000-12-28 | 2002-07-19 | Mitsubishi Materials Corp | 含炭汚泥燃料の製造方法及び含炭汚泥燃料 |
| JP2002223044A (ja) * | 2001-01-24 | 2002-08-09 | Tdk Corp | 電子部品の製造方法及び集合基板 |
| JP2003241609A (ja) * | 2002-02-20 | 2003-08-29 | Big Corp | 廃棄トナー処理方法およびその装置 |
-
2004
- 2004-12-29 JP JP2004382982A patent/JP4605367B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006187890A (ja) | 2006-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102837412B (zh) | 一种挤出模压加工塑料瓶盖的设备 | |
| US4189291A (en) | Apparatus and process for recovering scraps of thermoplastic material, even of heterogeneous shapes, by gradual melting and compression through one or more orifices | |
| CN203460352U (zh) | 难回收塑料的粉碎再生与成型设备 | |
| CN101198400A (zh) | 烟火物品的干法工艺制造及生成的烟火物品 | |
| KR20160094435A (ko) | 압출용 빌렛을 생성하기 위한 방법 및 시스템 | |
| JP4605367B2 (ja) | 廃棄トナーの固形化及び再利用カーボン入り樹脂成形材料製造装置 | |
| JP2005297507A (ja) | 廃棄物成形方法とその装置 | |
| JP3559555B2 (ja) | 金属屑塊成形装置 | |
| KR101147647B1 (ko) | 폐비닐 재생용 압출기 | |
| CN101939449B (zh) | 金属压块的制造方法 | |
| KR101544978B1 (ko) | 재생연료의 제조장치 | |
| JP2002361492A (ja) | 廃棄物の固形化押出し装置 | |
| JP2010121046A (ja) | 固形燃料の製造装置 | |
| JP5024731B2 (ja) | 造粒物の圧縮成型法および圧縮成型装置 | |
| CN104554837A (zh) | 高精度粉料灌装机构 | |
| CN110978205A (zh) | 一种陶瓷激光3d打印用废料回收装置 | |
| KR101597938B1 (ko) | 고형 연료 제조 장치 | |
| JPH11123373A (ja) | 切り屑等の再生処理装置及び再生処理方法 | |
| KR101713943B1 (ko) | 가변형 호퍼가 구비된 재생연료의 제조장치 | |
| CN221873132U (zh) | 塑料热成型机的刹车装置 | |
| CN108212309B (zh) | 编织袋原料初级破碎装置 | |
| JP4478551B2 (ja) | 熱可塑性樹脂溶融物の成形方法 | |
| JP2010125469A (ja) | 圧縮押出成形装置 | |
| JP2006123468A (ja) | 熱可塑性樹脂溶融物の成形方法 | |
| CN213388568U (zh) | 一种肥皂边角料清除再加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100701 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100713 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100726 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100914 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100921 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |