JP4614318B2 - 吸音材製造方法 - Google Patents
吸音材製造方法 Download PDFInfo
- Publication number
- JP4614318B2 JP4614318B2 JP2004293684A JP2004293684A JP4614318B2 JP 4614318 B2 JP4614318 B2 JP 4614318B2 JP 2004293684 A JP2004293684 A JP 2004293684A JP 2004293684 A JP2004293684 A JP 2004293684A JP 4614318 B2 JP4614318 B2 JP 4614318B2
- Authority
- JP
- Japan
- Prior art keywords
- aluminum
- sound
- aluminum fiber
- plate
- porosity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Landscapes
- Metal Rolling (AREA)
- Powder Metallurgy (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
Description
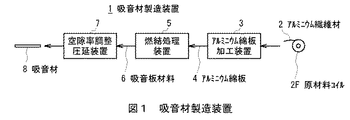
図1において、1は全体として吸音材製造装置を示し、アルミニウム繊維材2をアルミニウム綿板加工装置3において所定の長さに引きちぎることによりアルミニウム綿板4を得、このアルミニウム綿板4を焼結処理装置5において焼結処理することにより、アルミニウム綿板4を構成するアルミニウム繊維のうち、相互に接触する部分を互いに溶着することにより吸音板材料6を得る。
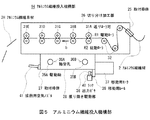
図1のアルミニウム綿板加工装置3は、図4に示すように、加工作業台11上に無端ベルト構成の加工ベルト12が設けられ、矢印aで示す搬送方向の上流側端部12A及び下流側端部12Bにおいて駆動ローラ13A及び13Bによって駆動され、アルミニウム繊維投入機構部14を介して、加工ベルト12上に加工対象として堆積されるアルミニウム繊維堆積層2Gを加工しながら搬送し、当該加工作業の結果得られるアルミニウム綿板4を、加工作業台11の下流側(左側)に配設された搬出作業台15に搬出させて行くようになされている。
焼結処理装置5は、図7に示すように、アルミニウム綿板加工装置3から供給されるアルミニウム綿板50を、20〜60〔g/cm2〕程度の所定の圧力で、加圧することにより、アルミニウム繊維素材2Hでなる繊維材同士を接触させた状態にして、これを板状に成形保持させることができる加熱温度(これを保形性が良好な加熱温度と呼ぶ)600〜650〔℃〕で当該接触部分を焼結することにより、全体として空隙率が50〜90〔%〕の吸音板材料6に形成する。ちなみに20〔g/cm2〕の圧力で空隙率が50〔%〕、60〔g/cm2〕の圧力で空隙率が90〔%〕の吸音板材料6が得られる。
空隙率調整圧延装置7は、図8に示すように、基台80上に相対向しながら上方に延長するように立設された一対の主支持板81L及び81R間に設けた上側及び下側圧延ローラ82U及び82Dを有し、この上側及び下側圧延ローラ82U及び82D間に焼結処理装置5から送出される吸音板材料6を挿通させることにより、吸音板材料6を圧延して最終製品である吸音材8を得る。
以下に空隙率に対する吸音特性及び強度についての実験結果を示す。
図1の吸音材製造装置1の空隙率調整圧延装置7から得られた吸音材8について、次式

図17(A)ないし(D)に示す第1ないし第4のタイプの試験体TP1〜TP4の吸音材について、引張試験をした結果を図18に示す。
(a)上述の実施の形態におけるアルミニウム繊維投入機構部14(図5)は、最後段の送りローラ対31Eとその前段の送りローラ対31Dをウレタン材料で構成するようにしたが、これに限らず、要は、アルミニウム繊維材2を引きちぎる際に接触する送りローラ対31E及び31Dが、アルミニウム繊維材2を構成するアルミニウム繊維より柔らかい硬度で摩擦力が大きい材料であれば良く、このようにすれば、アルミニウム繊維をつぶしたり変形させたりすることなくアルミニウム繊維材2を引きちぎってアルミニウム繊維素材2Hを確実に生成することができる。
Claims (2)
- アルミニウムコイル材の端縁をバイトによって切削して得たアルミニウム繊維の束を巻芯に巻いてなる原材料コイルを形成する原材料コイル加工ステップと、
上記原材料コイルの上記アルミニウム繊維を巻き戻して複数段の送りローラ対を通して送ると共に、上記送りローラ対の送出し部分の送り速度の違いを利用して送られて来る上記アルミニウム繊維を引きちぎることによりアルミニウム繊維素材を放出させるアルミニウム繊維素材加工ステップと、
上記複数段の送りローラ対を当該送り方向と直交する方向に繰り返し往復駆動すると共に、当該送りローラ対から放出される上記アルミニウム繊維素材に拡散用空気流を吹き付けて加工ベルト上に飛散させることにより、上記アルミニウム繊維素材を上記加工ベルト上に均一な厚味をもつ板状に堆積させてなる金属綿板を形成する金属綿板加工ステップと、
上記金属綿板を焼結することにより、上記金属綿板を構成する上記アルミニウム繊維素材同士が接触する部分を互いに溶着してなる吸音板材料を得る焼結処理ステップと、
上記吸音板材料を圧延することにより上記吸音板材料の上記アルミニウム繊維素材相互間に存在する空隙を狭くすることにより空隙率を小さい値に調整してなる吸音材を得る空隙率調整圧延ステップと
を具えることを特徴とする吸音材製造方法。 - 上記空隙率調整圧延ステップにおいて、23〜66%の空隙率の音道を有する上記吸音材に圧延する
ことを特徴とする請求項1に記載の吸音材製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004293684A JP4614318B2 (ja) | 2004-10-06 | 2004-10-06 | 吸音材製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004293684A JP4614318B2 (ja) | 2004-10-06 | 2004-10-06 | 吸音材製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006106405A JP2006106405A (ja) | 2006-04-20 |
| JP4614318B2 true JP4614318B2 (ja) | 2011-01-19 |
Family
ID=36376215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004293684A Expired - Fee Related JP4614318B2 (ja) | 2004-10-06 | 2004-10-06 | 吸音材製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4614318B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008062317A (ja) * | 2006-09-05 | 2008-03-21 | Inoac Corp | 軟質樹脂発泡体の分離方法および分離装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55110702A (en) * | 1979-02-20 | 1980-08-26 | Nippon Seisen Kk | Stainless steel fiber compressed and sintered assemblage |
| JPH02161500A (ja) * | 1988-12-15 | 1990-06-21 | Toray Monofilament Co Ltd | 鉛繊維制振材 |
| JP2736692B2 (ja) * | 1989-11-02 | 1998-04-02 | エヌデーシー株式会社 | Al系多孔質焼結吸音材 |
| JPH08190385A (ja) * | 1995-01-07 | 1996-07-23 | Wakamatsu Netsuren Kk | 吸音材と吸音構造体 |
| JP3583251B2 (ja) * | 1997-01-30 | 2004-11-04 | 中部電力株式会社 | 吸遮音パネル |
| JP4477747B2 (ja) * | 2000-06-02 | 2010-06-09 | 株式会社エーアール | 吸音材製造装置及び方法 |
| JP2003255953A (ja) * | 2002-03-04 | 2003-09-10 | Ee R:Kk | 吸音材 |
-
2004
- 2004-10-06 JP JP2004293684A patent/JP4614318B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006106405A (ja) | 2006-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101630925B1 (ko) | 절단 장치 및 절단 방법 | |
| CN112768569B (zh) | 电池串生产设备 | |
| JPWO2010021025A1 (ja) | 光学フィルムの切断方法およびこれを用いた装置 | |
| JP4614318B2 (ja) | 吸音材製造方法 | |
| CN1117640C (zh) | 制造拉伸材料的装置及方法 | |
| US20110100083A1 (en) | Magnesium hot rolling method and apparatus | |
| KR20120084717A (ko) | 와이어의 다중-코어 디버링 방법 및 연계된 장치 | |
| JP6056711B2 (ja) | 薄板ガラスの切断方法、およびガラス物品の製造方法 | |
| TW202202294A (zh) | 用於切割織造薄片材料之網狀物之設備及方法 | |
| JP4716153B2 (ja) | 平らな商品片を送る装置 | |
| WO2018147111A1 (ja) | ガラスフィルムの製造方法 | |
| JP2014514434A (ja) | 高強度高電気伝導度のナノ結晶粒多層銅合金板材及びこれの製造方法 | |
| CN103732347A (zh) | 制造用于蓄电池电极的铅栅的方法 | |
| CN119773101A (zh) | 一种低烟无卤护套料用成型装置 | |
| JP5799568B2 (ja) | ニードルパンチ加工装置 | |
| CN118618964A (zh) | 一种汽车内饰布料自动裁切送料装置 | |
| KR100344920B1 (ko) | 이형선재의 연속압연장치 | |
| US4505662A (en) | Apparatus for the flexibilization of synthetic resinous foam | |
| JP2008012450A (ja) | 積層パネルの表層材の剥離装置 | |
| JP4477747B2 (ja) | 吸音材製造装置及び方法 | |
| CN108032354B (zh) | 一种光扩散板的切边自动分离方法及自动分离装置 | |
| JPH07204723A (ja) | 搬送時のストリップの捲れ上がり抑制装置 | |
| JP3002880B1 (ja) | 金属繊維の製造方法及びその製造装置 | |
| JP4737574B2 (ja) | 帯材の製造装置及び製造方法 | |
| CN119873450B (zh) | 使蜂窝芯材粘结的输送装置及方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070514 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091029 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100419 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20100419 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20100419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100722 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100723 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101014 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101015 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4614318 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131029 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131029 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141029 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |