JP4664643B2 - プラスチック製品の成形方法 - Google Patents
プラスチック製品の成形方法 Download PDFInfo
- Publication number
- JP4664643B2 JP4664643B2 JP2004290364A JP2004290364A JP4664643B2 JP 4664643 B2 JP4664643 B2 JP 4664643B2 JP 2004290364 A JP2004290364 A JP 2004290364A JP 2004290364 A JP2004290364 A JP 2004290364A JP 4664643 B2 JP4664643 B2 JP 4664643B2
- Authority
- JP
- Japan
- Prior art keywords
- molded product
- outer edge
- corner
- molding
- weld
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Description
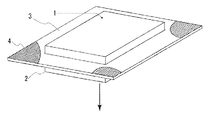
本発明の成形方法における射出成形工程では、射出ゲート4から樹脂溶融物を射出し、外縁部に角2を有する成形品1を成形する際に、当該外縁部の外縁をさらに延長して成形し、後から成形品1から削除されることになる切り取り部3を同時に成形する。図1は、本発明の成形方法において、切り取り部3を設けた成形品1を成形した様子を模式的に示した図である。外縁部を延長して設ける切り出し部は、必ずしも外縁をそのまま延長した方向に延長されている必要は無い。むしろ図1のように外縁の方向に対して垂直方向に延長されていることが好ましい。かかる方向に切り出し部を設けると、後述のスライドコアによる切り取り部3の切断が容易となり、また切り取り部3削除後の成形品1の切り取り部跡の処理も容易となるからである。
本発明の成形方法に用いる射出成形機は、コア部が移動するスライドコアを有するものであることが必要である。スライドコアの移動により、切り取り部3を削除するからである。スライドコアを有する射出成形機は、公知の機械である。スライドコアの移動による切り取り部3の削除は、成形品1成形後、型開き前或いは型開きと同時に行う。樹脂の種類後とのスライドコアが移動開始する際の成形品1の温度やスライドコアの移動速度等の条件を適宜調整することにより、成形品1の切り取り部跡を目立たなくでき、或いは後の処理が容易になる。図2は図1の状態からスライドコアが移動して、切り取り部3が成形品1から削除される途中の様子を模式的に示した図である。図2の様態では、スライドコアが下方に移動することにより、成形品1も下方に移動し、切り取り部3だけが元の位置に残されることにより、成形品1から削除されるものである。
2 成形品外縁部の角
3 切り取り部
4 ウエルド発生部
5 射出ゲート
Claims (2)
- スライドコアを有する射出成形機によって、外縁部に角を有する成形品を成形するプラスチック製品の成形方法であって、
中央上側の射出ゲートから樹脂溶融物を射出し、外縁部に角を有する成形品を成形する際に、当該外縁部の外縁を該外縁の方向に対して垂直方向に当該外縁部の角の位置よりもさらに延長して、切り取り部を成形し、
前記切り取り部にウエルドを前記角周辺から逃がして発生させる射出成形工程と、
前記射出成形工程後であって、前記成形品取出し前若しくは前記成形品取出しと同時に、前記スライドコアの移動により、前記成形品も移動し、切り取り部だけが元の位置に残されて、前記切り取り部を削除する工程とを少なくとも有するプラスチック製品の成形方法。 - 前記樹脂溶融物は金属フレーク又は金属粉を含有した請求項1記載のプラスチック製品の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004290364A JP4664643B2 (ja) | 2004-10-01 | 2004-10-01 | プラスチック製品の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004290364A JP4664643B2 (ja) | 2004-10-01 | 2004-10-01 | プラスチック製品の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006103052A JP2006103052A (ja) | 2006-04-20 |
| JP4664643B2 true JP4664643B2 (ja) | 2011-04-06 |
Family
ID=36373307
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004290364A Expired - Fee Related JP4664643B2 (ja) | 2004-10-01 | 2004-10-01 | プラスチック製品の成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4664643B2 (ja) |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59107223U (ja) * | 1983-01-10 | 1984-07-19 | トーワ株式会社 | 環状樹脂成形品の樹脂成形用金型装置 |
-
2004
- 2004-10-01 JP JP2004290364A patent/JP4664643B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006103052A (ja) | 2006-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5724574B2 (ja) | 射出成形品の製造方法 | |
| JP2000108167A (ja) | 開口穴を有する樹脂成形品及びその製造方法 | |
| JP5006881B2 (ja) | 射出成形用金型および成形品 | |
| JP2739279B2 (ja) | 基板に実装された電子部品のモールド方法 | |
| JP4664643B2 (ja) | プラスチック製品の成形方法 | |
| CN102166811B (zh) | 注射成型用模具 | |
| JP2011005743A5 (ja) | ||
| JP2008188855A (ja) | 射出成形用金型及び該射出成形用金型を用いた射出成形方法 | |
| JP6422729B2 (ja) | 樹脂成形品 | |
| JP2012017135A (ja) | 筐体及びその製造方法 | |
| CN214687680U (zh) | 一种进胶结构及包含其的模具 | |
| CN112936753A (zh) | 一种进胶结构及包含其的模具 | |
| JP6851232B2 (ja) | 樹脂射出成形品、この樹脂射出成形品を用いた電動工具用のケーシング | |
| JP6880395B2 (ja) | 射出成形体の製造方法 | |
| JPH07276410A (ja) | 射出成形方法 | |
| KR200394900Y1 (ko) | 니들 게이트를 구비한 사출 금형장치 | |
| JP2016221935A (ja) | 射出成形用金型 | |
| JP6930812B2 (ja) | 孔部を有するワークの製造方法 | |
| JP2021094716A (ja) | 樹脂成形品 | |
| JP2016055547A (ja) | 成形用金型、及び成形方法 | |
| JPS61277420A (ja) | ウエルド部付射出成形品の表面処理方法 | |
| JP6322018B2 (ja) | 射出成形用金型及びそれを用いた樹脂成形品の製造方法 | |
| JP2003053792A (ja) | 射出成形品および射出成形金型 | |
| JPH09131767A (ja) | 電子部品用樹脂ケースの成形金型 | |
| JP2001315169A (ja) | 射出成形品の製造方法および射出成形型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070907 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20071212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100601 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101213 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110107 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4664643 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140114 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |