JP4680923B2 - 型締装置 - Google Patents
型締装置 Download PDFInfo
- Publication number
- JP4680923B2 JP4680923B2 JP2006537736A JP2006537736A JP4680923B2 JP 4680923 B2 JP4680923 B2 JP 4680923B2 JP 2006537736 A JP2006537736 A JP 2006537736A JP 2006537736 A JP2006537736 A JP 2006537736A JP 4680923 B2 JP4680923 B2 JP 4680923B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- movable
- mold clamping
- platen
- closing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000005540 biological transmission Effects 0.000 claims description 16
- 230000001141 propulsive effect Effects 0.000 description 22
- 230000000694 effects Effects 0.000 description 10
- 238000002347 injection Methods 0.000 description 9
- 239000007924 injection Substances 0.000 description 9
- 230000033001 locomotion Effects 0.000 description 8
- 238000001179 sorption measurement Methods 0.000 description 8
- 239000011347 resin Substances 0.000 description 7
- 229920005989 resin Polymers 0.000 description 7
- 238000006243 chemical reaction Methods 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 6
- 230000005291 magnetic effect Effects 0.000 description 5
- 229910000576 Laminated steel Inorganic materials 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000003302 ferromagnetic material Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000004043 responsiveness Effects 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
- B29C45/66—Mould opening, closing or clamping devices mechanical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C2045/1784—Component parts, details or accessories not otherwise provided for; Auxiliary operations not otherwise provided for
- B29C2045/1792—Machine parts driven by an electric motor, e.g. electric servomotor
- B29C2045/1793—Machine parts driven by an electric motor, e.g. electric servomotor by an electric linear motor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
- B29C2045/645—Mould opening, closing or clamping devices using magnetic means
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
トと連結されたクロスヘッド、該クロスヘッドと可動プラテンとの間に配設されたトグル機構等を備え、前記モータを駆動することによってクロスヘッドを前進させ、前記トグル機構を伸展させることによって型閉じ及び型締めを行うことができるようになっている。
また、前記型開閉用の駆動部によって発生させられた推力は、前記第1の可動部材に作用させられる。
また、前記型開閉用の駆動部によって発生させられた推力は、前記第1の可動部材に作用させられる。
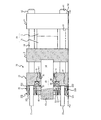
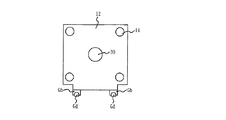
11 固定プラテン
12 可動プラテン
13 リヤプラテン
14 タイバー
21 ガイドポスト
22 吸着板
28、128、228、328 リニアモータ
31、131、231、331 可動子
37 電磁石ユニット
39 ロッド
49 電磁石
51 吸着部
Fr フレーム
として説明する。
間内の樹脂が冷却されて固化すると、型開きが行われるが、このとき、可動プラテン12の後端面に配設されたエジェクタ装置55が作動させられ、図示されないエジェクタピンが可動金型16から突き出され、成形品を取り出すことができる。
Lp>Lm+Lst
にされる。
ラテン13における吸着板22と対向する面、又は吸着板22におけるリヤプラテン13と対向する面に、図示されない接触防止用のストッパを配設し、リヤプラテン13と吸着板22とが接触してコイル48を破損させることがないようにする。
を行う場合には、前記ロッド39内にエジェクタ装置55を配設する必要はなく、ロッド39の周囲に複数のエジェクタ装置を配設することができる。
Lp>Lm+Lst
にされる。
され、該位置検出器によって可動プラテン12の位置を精度良く検出することができる。
小型化することができる。
Claims (7)
- (a)固定金型が取り付けられた第1の固定部材と、
(b)該第1の固定部材と対向させて配設され、可動金型が取り付けられた第1の可動部材と、
(c)該第1の可動部材と共に移動させられる第2の可動部材と、
(d)前記第1、2の可動部材を連結する型締力伝達部材と、
(e)前記第1の可動部材を進退させて型開閉を行う型開閉用の駆動部とを有するとともに、
(f)該型開閉用の駆動部と前記型締力伝達部材の少なくとも一部とがオーバラップさせられ、
(g)前記型開閉用の駆動部によって発生させられた推力は、前記第1の可動部材に作用させられることを特徴とする型締装置。 - (a)固定金型が取り付けられた第1の固定部材と、
(b)該第1の固定部材と対向させて配設され、可動金型が取り付けられた第1の可動部材と、
(c)該第1の可動部材と共に移動させられる第2の可動部材と、
(d)前記第1、2の可動部材を連結する型締力伝達部材と、
(e)前記第1の可動部材を進退させて型開閉を行う型開閉用の駆動部とを有するとともに、
(f)該型開閉用の駆動部と前記型締力伝達部材の少なくとも一部とがオーバラップさせられ、
(g)前記型開閉用の駆動部によって発生させられた推力は、前記第2の可動部材に作用させられることを特徴とする型締装置。 - 前記型開閉用の駆動部は、前記型締力伝達部材を中心として非対称の構造を有する請求項1又は2に記載の型締装置。
- 前記型開閉用の駆動部はリニアモータである請求項1〜3のいずれか1項に記載の型締装置。
- (a)前記第1、第2の可動部材間で型締力を発生させる型締用の駆動部を有するとともに、
(b)該型締用の駆動部は電磁石である請求項1〜4のいずれか1項に記載の型締装置。 - 前記型開閉用の駆動部は、前記第1、第2の可動部材の少なくとも一方を案内する案内部材によって案内され、進退させられる請求項1〜5のいずれか1項に記載の型締装置。
- (a)フレーム上に、前記第1、第2の可動部材の少なくとも一方を案内する案内部材とは異なる他の案内部材が配設され、
(b)前記型開閉用の駆動部は、前記他の案内部材によって案内され、進退させられる請求項1〜5のいずれか1項に記載の型締装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004279265 | 2004-09-27 | ||
| JP2004279265 | 2004-09-27 | ||
| PCT/JP2005/017699 WO2006035745A1 (ja) | 2004-09-27 | 2005-09-27 | 型締装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2006035745A1 JPWO2006035745A1 (ja) | 2008-05-15 |
| JP4680923B2 true JP4680923B2 (ja) | 2011-05-11 |
Family
ID=36118890
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006537736A Expired - Fee Related JP4680923B2 (ja) | 2004-09-27 | 2005-09-27 | 型締装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20070264382A1 (ja) |
| EP (1) | EP1795325B1 (ja) |
| JP (1) | JP4680923B2 (ja) |
| KR (1) | KR100893066B1 (ja) |
| CN (1) | CN101031405B (ja) |
| CA (1) | CA2581245A1 (ja) |
| TW (1) | TWI280911B (ja) |
| WO (1) | WO2006035745A1 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4732226B2 (ja) * | 2006-04-21 | 2011-07-27 | 住友重機械工業株式会社 | 型締装置及び型締力制御方法 |
| JP4905927B2 (ja) * | 2006-05-22 | 2012-03-28 | 住友重機械工業株式会社 | 型締装置 |
| JP5005972B2 (ja) * | 2006-06-28 | 2012-08-22 | 住友重機械工業株式会社 | 型締装置 |
| US20080042322A1 (en) * | 2006-08-15 | 2008-02-21 | Husky Injection Molding Systems Ltd. | Platen-stroke actuator of molding system, amongst other things |
| JP4531737B2 (ja) * | 2006-11-07 | 2010-08-25 | 住友重機械工業株式会社 | 型締装置 |
| JP5014823B2 (ja) * | 2007-02-08 | 2012-08-29 | 住友重機械工業株式会社 | 型締装置 |
| JP5372331B2 (ja) * | 2007-02-08 | 2013-12-18 | 住友重機械工業株式会社 | 型締装置 |
| JP4954764B2 (ja) * | 2007-03-28 | 2012-06-20 | 住友重機械工業株式会社 | 型締装置 |
| JP5179121B2 (ja) * | 2007-08-28 | 2013-04-10 | 住友重機械工業株式会社 | 型締装置 |
| JP5634899B2 (ja) * | 2011-01-31 | 2014-12-03 | 住友重機械工業株式会社 | 型締装置 |
| JP5823218B2 (ja) * | 2011-09-08 | 2015-11-25 | 住友重機械工業株式会社 | 射出成形機 |
| JP5774420B2 (ja) * | 2011-09-08 | 2015-09-09 | 住友重機械工業株式会社 | 射出成形機 |
| CN103009586B (zh) * | 2011-09-22 | 2015-09-30 | 住友重机械工业株式会社 | 注射成型机 |
| CN103009585B (zh) * | 2011-09-22 | 2015-10-14 | 住友重机械工业株式会社 | 注射成型机 |
| JP5726788B2 (ja) * | 2012-02-28 | 2015-06-03 | 住友重機械工業株式会社 | 射出成形機 |
| JP5878044B2 (ja) * | 2012-03-08 | 2016-03-08 | 住友重機械工業株式会社 | 射出成形機及び駆動装置 |
| JP5829153B2 (ja) * | 2012-03-12 | 2015-12-09 | 住友重機械工業株式会社 | 射出成形機 |
| JP5823331B2 (ja) * | 2012-03-29 | 2015-11-25 | 住友重機械工業株式会社 | 射出成形機 |
| JP5829166B2 (ja) * | 2012-03-29 | 2015-12-09 | 住友重機械工業株式会社 | 射出成形機 |
| JP2015071278A (ja) * | 2013-10-04 | 2015-04-16 | ファナック株式会社 | プラテン調整機構を有する射出成形機の型締装置 |
| KR102199859B1 (ko) * | 2018-12-04 | 2021-01-07 | 이찬 | 플라스틱 용기 성형 장치 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61154823A (ja) * | 1984-12-28 | 1986-07-14 | Sumitomo Heavy Ind Ltd | 射出成形機の型締力制御方法 |
| DE3715161A1 (de) * | 1986-05-13 | 1987-11-19 | Engel Kg L | Schliesseinheit fuer eine einrichtung zum spritzgiessen |
| JPH03190600A (ja) * | 1989-12-16 | 1991-08-20 | Daihatsu Motor Co Ltd | オルタネータの制御方法 |
| WO1992009416A1 (en) * | 1990-11-30 | 1992-06-11 | Toshiba Kikai Kabushiki Kaisha | Mold clamping device in injection molding machine |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61154822A (ja) * | 1984-12-28 | 1986-07-14 | Sumitomo Heavy Ind Ltd | 射出成形機用型締装置 |
| JPS631516A (ja) * | 1986-06-20 | 1988-01-06 | Niigata Eng Co Ltd | 射出成形機 |
| JPH03147825A (ja) | 1989-11-02 | 1991-06-24 | Toshiba Mach Co Ltd | 射出成形機の型締装置 |
| US5322430A (en) * | 1992-01-30 | 1994-06-21 | Toshiba Kikai Kabushiki Kaisha | Mold clamping device in injection molding machine |
| JP3155477B2 (ja) * | 1996-11-25 | 2001-04-09 | 住友重機械工業株式会社 | 型締装置 |
| JP3190600B2 (ja) * | 1997-07-09 | 2001-07-23 | 住友重機械工業株式会社 | 型締装置 |
| JP3240274B2 (ja) * | 1997-08-26 | 2001-12-17 | 東芝機械株式会社 | 射出成形機の型締装置 |
| JP3593672B2 (ja) * | 1998-05-01 | 2004-11-24 | 日創電機株式会社 | 成形機 |
| DE19920626C2 (de) * | 1999-05-05 | 2003-01-30 | Karl Hehl | Spritzgießmaschine zur Verarbeitung von Kunststoffen |
| JP3256853B2 (ja) * | 1999-09-22 | 2002-02-18 | 日精樹脂工業株式会社 | 射出成形機の型締装置 |
| DE19957485A1 (de) * | 1999-11-23 | 2001-05-31 | Mannesmann Ag | Spritzgiessmaschine mit Linearmotor |
| JP3938281B2 (ja) * | 2001-02-02 | 2007-06-27 | 三菱重工プラスチックテクノロジー株式会社 | 電動型開閉装置 |
| JP3582826B2 (ja) * | 2001-07-13 | 2004-10-27 | 日精樹脂工業株式会社 | 型締装置における型締連係装置 |
| EP1726427B1 (en) * | 2004-03-19 | 2013-05-15 | Sumitomo Heavy Industries, Ltd. | Mold clamping device and mold clamping method |
-
2005
- 2005-09-27 CN CN2005800327296A patent/CN101031405B/zh not_active Expired - Fee Related
- 2005-09-27 TW TW094133527A patent/TWI280911B/zh not_active IP Right Cessation
- 2005-09-27 WO PCT/JP2005/017699 patent/WO2006035745A1/ja not_active Ceased
- 2005-09-27 KR KR1020077006790A patent/KR100893066B1/ko not_active Expired - Fee Related
- 2005-09-27 JP JP2006537736A patent/JP4680923B2/ja not_active Expired - Fee Related
- 2005-09-27 CA CA002581245A patent/CA2581245A1/en not_active Abandoned
- 2005-09-27 EP EP05787721.9A patent/EP1795325B1/en not_active Not-in-force
- 2005-09-27 US US11/663,759 patent/US20070264382A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61154823A (ja) * | 1984-12-28 | 1986-07-14 | Sumitomo Heavy Ind Ltd | 射出成形機の型締力制御方法 |
| DE3715161A1 (de) * | 1986-05-13 | 1987-11-19 | Engel Kg L | Schliesseinheit fuer eine einrichtung zum spritzgiessen |
| JPH03190600A (ja) * | 1989-12-16 | 1991-08-20 | Daihatsu Motor Co Ltd | オルタネータの制御方法 |
| WO1992009416A1 (en) * | 1990-11-30 | 1992-06-11 | Toshiba Kikai Kabushiki Kaisha | Mold clamping device in injection molding machine |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101031405A (zh) | 2007-09-05 |
| CA2581245A1 (en) | 2006-04-06 |
| CN101031405B (zh) | 2010-05-05 |
| TWI280911B (en) | 2007-05-11 |
| US20070264382A1 (en) | 2007-11-15 |
| EP1795325B1 (en) | 2014-03-26 |
| HK1105919A1 (zh) | 2008-02-29 |
| KR20070055565A (ko) | 2007-05-30 |
| EP1795325A4 (en) | 2010-05-05 |
| TW200618996A (en) | 2006-06-16 |
| KR100893066B1 (ko) | 2009-04-14 |
| WO2006035745A1 (ja) | 2006-04-06 |
| EP1795325A1 (en) | 2007-06-13 |
| JPWO2006035745A1 (ja) | 2008-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4584918B2 (ja) | 型締装置及び型厚調整方法 | |
| JP4510813B2 (ja) | 型締装置及び型締方法 | |
| JP4680923B2 (ja) | 型締装置 | |
| JP4531737B2 (ja) | 型締装置 | |
| JP5000714B2 (ja) | 型締装置及び型締装置制御方法 | |
| CN101641200B (zh) | 合模装置 | |
| JP4842873B2 (ja) | 型締装置 | |
| WO2009144777A1 (ja) | 型締装置 | |
| KR100783663B1 (ko) | 형체장치 및 형 두께 조정방법 | |
| JP5372331B2 (ja) | 型締装置 | |
| JP4809126B2 (ja) | 型締装置 | |
| JP5005411B2 (ja) | 型開閉装置 | |
| JP5005972B2 (ja) | 型締装置 | |
| JP4842705B2 (ja) | 型締装置 | |
| JP4954764B2 (ja) | 型締装置 | |
| KR100896673B1 (ko) | 형체장치 | |
| JP2008093986A (ja) | 型締装置 | |
| HK1105919B (en) | Mold clamping device | |
| JP2008194850A (ja) | 型締装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110105 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110201 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110203 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4680923 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140210 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |