JP4703448B2 - レジンボンドワイヤソー - Google Patents
レジンボンドワイヤソー Download PDFInfo
- Publication number
- JP4703448B2 JP4703448B2 JP2006079269A JP2006079269A JP4703448B2 JP 4703448 B2 JP4703448 B2 JP 4703448B2 JP 2006079269 A JP2006079269 A JP 2006079269A JP 2006079269 A JP2006079269 A JP 2006079269A JP 4703448 B2 JP4703448 B2 JP 4703448B2
- Authority
- JP
- Japan
- Prior art keywords
- resin bond
- conductive particles
- abrasive grains
- resin
- metal layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011347 resin Substances 0.000 title claims description 72
- 229920005989 resin Polymers 0.000 title claims description 72
- 239000002245 particle Substances 0.000 claims description 78
- 239000006061 abrasive grain Substances 0.000 claims description 72
- 239000002184 metal Substances 0.000 claims description 42
- 229910052751 metal Inorganic materials 0.000 claims description 42
- 239000011248 coating agent Substances 0.000 claims 1
- 238000000576 coating method Methods 0.000 claims 1
- 238000012360 testing method Methods 0.000 description 24
- 230000007423 decrease Effects 0.000 description 10
- 239000000463 material Substances 0.000 description 9
- 230000000694 effects Effects 0.000 description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 238000009713 electroplating Methods 0.000 description 4
- 238000007747 plating Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000002923 metal particle Substances 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 238000007772 electroless plating Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229910052594 sapphire Inorganic materials 0.000 description 1
- 239000010980 sapphire Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
Images












Landscapes
- Polishing Bodies And Polishing Tools (AREA)
Description
しかし、レジンボンドワイヤソーでは、被削材が硬いと砥粒がボンド中に沈み込みやすいため,食い込みが充分でない。また、研削時に被削材と砥粒との間で発生した摩擦熱によってレジンボンドが軟化してしまい、さらに砥粒が沈み込みやすくなる。
しかし,この電着ワイヤソーは砥粒を適度に分散させて固定することが困難であり、かつ砥粒粒径の50%程度のメッキ層を形成する必要があるため製造速度が遅い。このため、品質安定が困難で、工具コストが高く、またワイヤーの柔軟性が低いために切断精度が悪く、加工時の断線発生率が高い。
砥粒の固定力を高めることを目的とした技術の一例が特許文献1、特許文献2、特許文献3、特許文献4に記載されている。
しかし、特許文献1に記載のものでは、電着により砥粒を固定するため砥粒を適度に分散させて固定することが困難であり、製造速度も上げることが困難であるという問題点がある。特許文献2、特許文献3に記載のものでは、金属粒子や無機粉末により樹脂強度を向上することはできるものの、硬質被削材切断において格段に砥粒固定力を高める効果はない。また、特許文献4に記載のものでは、金属被覆した超砥粒を用いることで砥粒と樹脂との接着強度を向上させることはできるものの、砥粒固定力を高める効果はない。
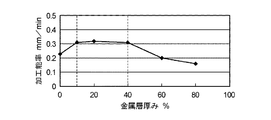
金属層の厚みが5μm以下であれば金属層を設けたことによる捻回強度の低下量が小さい。金属層の厚みが5μmを超えると、捻回強度の低下量が大きくなって切断時の断線率が高くなり好ましくない。
レジンボンド中に導電性粒子が含有されていることにより、砥粒の固定力をさらに高めることができる。導電性粒子として、銀、グラファイト、銅、ニッケル等の金属被覆を施したダイヤモンド砥粒などを用いることができる。導電性粒子を含有させることでワイヤソーが導電性を持ち、電解メッキにより金属層を形成することができる。このため、金属層と樹脂との接着強度を高めることができる。
砥粒固定力を上げるためには、導電性粒子はレジンボンド表面の砥粒周囲に存在することが重要であり、かつ、導電性粒子の存在によってレジンボンドが脆くなることを防止する必要がある。このためには、導電性粒子の含有量は30体積%以下であり、かつ導電性粒子の平均粒径が砥粒平均粒径の30%以下であることが好ましい。導電性粒子の含有量が2体積%未満であると、導電性が低く電解メッキにより均一に被覆できないため好ましくなく、30体積%を超えると砥粒数が多くなりレジンボンドが脆くなるため、ボンド強度が低下し、ワイヤソーの柔軟性を低下する。また、導電性粒子の平均粒径が粒径の平均粒径の30%を超えると、全体の砥粒数が減るため砥粒周囲に存在する粒子数が減少し、砥粒固定力効果が低下する。
これにより、金属層はレジンボンドの表面に島状に形成されることになり、レジンボンドの柔軟性が損なわれにくい。
導電性粒子の平均粒径が砥粒平均粒径の60%未満であると、レジンボンド中に埋没して好ましくなく、90%を超えると加工時に作用して抵抗が大きくなって好ましくない。
図1に、本発明の実施形態に係るレジンボンドワイヤソーを示す。
レジンボンドワイヤソー1は、ピアノ線等からなる芯線2の周囲に、砥粒3を紫外線硬化樹脂等からなるレジンボンド4で固定した砥粒層5を形成してなるものである。レジンボンド4の表面上には金属層6が無電解めっきにより形成されている。
レジンボンド4の表面からの砥粒突出し量Aは、平均砥粒粒径Dの10%以上40%以下であり、レジンボンド4の表面に被覆された金属層6の厚みBは、砥粒突出し量Aの10%以上40%以下としている。
導電性粒子11の含有率は、レジンボンド4と導電性粒子11の合計体積の2体積%以上30体積%以下であり、かつ導電性粒子11の平均粒径は砥粒3の平均粒径の30%以下としている。この例では、レジンボンド4の表面の全域に亘って金属層6が形成されている。
砥粒の突き出し量を変えて切断試験を行った。試験条件は、以下の通りである(以下、この試験条件を「切断試験条件」という)。
レジンボンドワイヤソー:芯線:φ180μm、平均砥粒径 40μm
被削材:サファイア
ワイヤー線速:350m/min
研削液:水溶性
レジンボンド表面からの砥粒突出し量が平均砥粒粒径の10%以上40%以下のときに、安定した高い加工能率を示しており、25%以上35%以下のときに特に加工能率が良好となる。これに対し、砥粒突き出し量が10%未満のときは加工能率の低下が顕著であり、また、砥粒突き出し量が40%を超えると砥粒の脱落が発生し、加工能率が低下する。
テンション20Nでワイヤソー18mm(芯線径の100倍)を捻回し、ワイヤソーが破断するまでの捻回数で評価した(以下。この試験条件を「捻回試験条件」という)。ワイヤソーの芯線の径は180μm、突き出し量は砥粒径の30%である。
図8に、上述した切断試験条件で、導電性粒子の有無による切断性能の違いを調査した結果を示す。導電性粒子を含有することにより、電解メッキにより均一な金属層を形成しやすくなり、加工能率が高くなる。
導電性粒子の平均粒径が砥粒平均粒径の30%を超えると、砥粒固定力が低下し、加工能率が低下するのに対して、30%以下のときは、加工能率が良好である。
導電性粒子の含有率については、レジンボンドと導電性粒子の合計体積の2体積%以上30体積%以下のときに加工能率が良好である。また、導電性粒子の平均粒径については、砥粒平均粒径の60%以上90%以下のときに加工能率が良好である。砥粒の平均粒径の90%を超えると、導電性粒子が抵抗として作用するため、加工効率の低下が顕著となる。また、砥粒の平均粒径の60%未満のときは島状に被覆することが困難となる。
2 芯線
3 砥粒
4 レジンボンド
5 砥粒層
6 金属層
11 導電性粒子
Claims (1)
- 砥粒を樹脂で結合した砥粒層が芯線の周囲に設けられたレジンボンドワイヤソーにおいて、レジンボンド表面からの砥粒突出し量が平均砥粒粒径の10%以上40%以下であり、前記レジンボンド中に導電性粒子が含有され、前記レジンボンド中に含有された導電性粒子の含有率が、レジンボンドと導電性粒子の合計体積の2体積%以上30体積%以下であり、かつ前記導電性粒子の平均粒径が砥粒平均粒径の60%以上90%以下であって、前記導電性粒子は前記レジンボンドの表面に露出しており、この導電性粒子に対して電解めっきにより金属層が形成されていることによって、前記レジンボンドの表面に前記金属層が島状に形成されて、レジンボンド表面に前記砥粒突出し量の10%以上40%以下の厚みで前記金属層が被覆されていることを特徴とするレジンボンドワイヤソー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006079269A JP4703448B2 (ja) | 2006-03-22 | 2006-03-22 | レジンボンドワイヤソー |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006079269A JP4703448B2 (ja) | 2006-03-22 | 2006-03-22 | レジンボンドワイヤソー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007253268A JP2007253268A (ja) | 2007-10-04 |
| JP4703448B2 true JP4703448B2 (ja) | 2011-06-15 |
Family
ID=38628005
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006079269A Expired - Fee Related JP4703448B2 (ja) | 2006-03-22 | 2006-03-22 | レジンボンドワイヤソー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4703448B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102328352A (zh) * | 2011-06-20 | 2012-01-25 | 镇江市港南电子有限公司 | 一种切割硅片的切割线 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5207444B2 (ja) * | 2007-11-22 | 2013-06-12 | 日本ミクロコーティング株式会社 | 研磨シート及び研磨シートの製造方法 |
| JP2009285791A (ja) * | 2008-05-29 | 2009-12-10 | Sumitomo Electric Ind Ltd | ワイヤソーおよびその製造方法 |
| EP2464486A2 (en) * | 2009-08-14 | 2012-06-20 | Saint-Gobain Abrasives, Inc. | Abrasive articles including abrasive particles bonded to an elongated body, and methods of forming thereof |
| EP2464485A2 (en) | 2009-08-14 | 2012-06-20 | Saint-Gobain Abrasives, Inc. | Abrasive articles including abrasive particles bonded to an elongated body |
| WO2011055692A1 (ja) | 2009-11-05 | 2011-05-12 | 株式会社中村超硬 | 超砥粒固定式ワイヤソー、及び超砥粒固定式ワイヤソーの製造方法 |
| TWI466990B (zh) | 2010-12-30 | 2015-01-01 | 聖高拜磨料有限公司 | 磨料物品及形成方法 |
| WO2013040423A2 (en) | 2011-09-16 | 2013-03-21 | Saint-Gobain Abrasives, Inc. | Abrasive article and method of forming |
| JP5869680B2 (ja) | 2011-09-29 | 2016-02-24 | サンーゴバン アブレイシブズ,インコーポレイティド | バリア層を有する細長い基板本体に結合した研磨粒子を含む研磨物品及びその形成方法 |
| TW201404527A (zh) | 2012-06-29 | 2014-02-01 | 聖高拜磨料有限公司 | 研磨物品及形成方法 |
| TWI474889B (zh) | 2012-06-29 | 2015-03-01 | 聖高拜磨料有限公司 | 研磨物品及形成方法 |
| TW201402274A (zh) | 2012-06-29 | 2014-01-16 | 聖高拜磨料有限公司 | 研磨物品及形成方法 |
| TWI477343B (zh) | 2012-06-29 | 2015-03-21 | Saint Gobain Abrasives Inc | 研磨物品及形成方法 |
| JP5792208B2 (ja) * | 2013-01-10 | 2015-10-07 | 株式会社Tkx | レジンボンドワイヤーソー |
| TW201441355A (zh) | 2013-04-19 | 2014-11-01 | 聖高拜磨料有限公司 | 研磨製品及其形成方法 |
| TWI664057B (zh) | 2015-06-29 | 2019-07-01 | 美商聖高拜磨料有限公司 | 研磨物品及形成方法 |
-
2006
- 2006-03-22 JP JP2006079269A patent/JP4703448B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102328352A (zh) * | 2011-06-20 | 2012-01-25 | 镇江市港南电子有限公司 | 一种切割硅片的切割线 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007253268A (ja) | 2007-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4703448B2 (ja) | レジンボンドワイヤソー | |
| CN102481647B (zh) | 包括粘结到长形本体上的磨料颗粒的磨料物品 | |
| TWI477356B (zh) | 磨料物品及形成方法 | |
| TWI461249B (zh) | 線鋸及其製作方法 | |
| JP4139810B2 (ja) | 電着ワイヤ工具 | |
| US10596681B2 (en) | Abrasive article and method of forming | |
| KR20150126062A (ko) | 연마 물품 및 이의 형성 방법 | |
| EP2986416A1 (en) | Abrasive article and method of forming | |
| WO2014005028A1 (en) | Abrasive article and method of forming | |
| EP2866972A1 (en) | Abrasive article and method of forming | |
| WO2014004982A1 (en) | Abrasive article and method of forming | |
| JP4083177B2 (ja) | ワイヤソー | |
| WO2014005009A1 (en) | Abrasive article and method of forming | |
| JP2000246542A (ja) | レジンボンド超砥粒ワイヤーソー | |
| WO2014005015A1 (en) | Abrasive article and method of forming | |
| JP2002331466A (ja) | レジンボンドワイヤソーおよびその製造方法 | |
| JP5066508B2 (ja) | 固定砥粒ワイヤーソー | |
| JP2007152486A (ja) | ソーワイヤの製造方法 | |
| JP2013500172A (ja) | ダイヤモンドワイヤーソー | |
| KR20170122999A (ko) | 레진 본드 다이아몬드 와이어 쏘우 | |
| JP2013043268A (ja) | 固定砥粒ワイヤおよび半導体基板の製造方法 | |
| KR20170123002A (ko) | 레진 본드 다이아몬드 와이어 쏘우 | |
| JP4111928B2 (ja) | レジンボンドワイヤソーおよびその製造方法 | |
| CN221953624U (zh) | 一种单股切割线锯和多股切割线锯 | |
| JP5950762B2 (ja) | 超砥粒ワイヤソーおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091020 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091218 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110308 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |