JP4783202B2 - リング鍛造における工程設計方法と鍛造制御方法 - Google Patents
リング鍛造における工程設計方法と鍛造制御方法 Download PDFInfo
- Publication number
- JP4783202B2 JP4783202B2 JP2006132873A JP2006132873A JP4783202B2 JP 4783202 B2 JP4783202 B2 JP 4783202B2 JP 2006132873 A JP2006132873 A JP 2006132873A JP 2006132873 A JP2006132873 A JP 2006132873A JP 4783202 B2 JP4783202 B2 JP 4783202B2
- Authority
- JP
- Japan
- Prior art keywords
- forging
- length
- outer diameter
- large ring
- ring material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 86
- 238000005242 forging Methods 0.000 title claims description 82
- 239000000463 material Substances 0.000 claims description 61
- 239000002184 metal Substances 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 claims description 7
- 230000001186 cumulative effect Effects 0.000 claims description 6
- 238000005096 rolling process Methods 0.000 description 8
- 230000014509 gene expression Effects 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 2
- 241000255777 Lepidoptera Species 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000012938 design process Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images





Landscapes
- Forging (AREA)
Description
D2=f(D2c)-------------------------------------(1)
D2c=T2+(T1/T2)×(D1−T1)-----------(2)
L2=L1×exp(−g(εθc)−εt)--------------(3)
εθc=ln((D2−T2)/(D1−T1))----------(4)
εt=ln(T2/T1)--------------------------------(5)
ここで、D1およびT1は、鍛造開始時(素材)の外径および肉厚を、T2は変形(拡径)後の肉厚を、εθcは円周方向のひずみ(以下、円周ひずみと記す)を、εtは肉厚方向(半径方向)のひずみ(以下、肉厚ひずみと記す)をそれぞれ示し、f(D2c)およびg(εθc)は、大型リング材の材質に依存する関数である。
εt+εθ+εl=0 ----------------(6)
(6)式の肉厚ひずみεtは前記(5)式により、また、長さひずみεlは、(7)式でそれぞれ表わすことができる。
εt=ln(T2/T1)--------------(5)
εl=ln(L2/L1)--------------(7)
また、円周ひずみεθを拡径前後の平均直径(D1−T1)および(D2−T2)で表すと、(8)式のように定式化される。
εθc=ln((D2−T2)/(D1−T1))-----------(8)
拡径前後の断面積が変化しないと仮定すると、拡径後の外径D2cは、上記の(2)式のように定式化される。
D2c=T2+(T1/T2)×(D1−T1)------(2)
図1は、上記(2)式で算出した拡径後の外径D2cに対して、Cr−Mo鋼等の圧力容器用の大型リング材の実機鍛造時に測定した外径D2aをプロットした結果である。図1から、算出外径D2cと実測外径D2aとは良好な相関を示し、測定した外径D2aと算出外径D2cとの関係は(9)式で表すことができる。
D2a=0.9928×D2c+44.82=f(D2c)------------(9)
したがって、拡径後(変形後)の外径D2は、(2)式で得られる算出外径D2cを用いて、(1)式に示したように、予測することが可能である。
D2=f(D2c)-------------------------------------(1)
算出外径D2cを用いて、(9)式により求めたDaをD2として、一般には(1)式により求めたD2を上記(4)式に代入すれば、円周ひずみεθcを求めることができる。
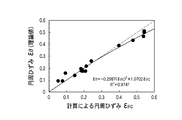
εθ=−0.2987×(εθc)2+1.0702×εθc=g(εθc)
-----(10)
したがって、円周ひずみεθは、(4)式で得られる円周ひずみεθcを用いて、一般には(11)式に示すように、予測することが可能である。
εθ=g(εθc)-----------------------------------------(11)
前記円周ひずみεθcを用いて(10)式により(一般には(11)式により)予測した円周ひずみεθおよび(5)式で算出した肉厚ひずみεtを(3)式に代入すると、鍛造開始時の大型リング材(素材)の長さL1を用いて、鍛造後の長さL2を前記(3)式の予測式で予測することができる。図3は、Cr−Mo鋼等の圧力容器用の大型リング材について、前記(3)式を用いて予測した変形後の長さL2と実測長さLaとを比較した結果を示したものである。同図からわかるように、予測長さL2は、実測長さLaと5%以内の精度で一致することが確認された。

Claims (3)
- 芯金により大型リング材の内周面を支持し、この大型リング材の外周面を金敷により加圧して大型リング材を回転させることにより圧下領域を移動させて大型リング材の全周にわたって所要の周回数だけ圧下を繰り返すことにより、所定の形状に拡径するリング鍛造における工程設計方法であって、前記大型リング材の鍛造開始時の外径D1、肉厚T1および長さL1と、目標圧下量Sと、1周回あたりの圧下量Pを設定するステップと、必要周回数Nを決定するステップと、前記大型リング材の1周回ごとの変形後の外径D2および長さL2を定式化し、この定式を実機鍛造データにより修正した予測式を用いて前記外径D2および長さL2をそれぞれ予測するステップを備えたことを特徴とするリング鍛造における工程設計方法。
- 前記変形後の外径D2を以下の(1)式および(2)式を用いて、前記変形後の長さL2を以下の(3)式、(4)式および(5)式を用いてそれぞれ予測することを特徴とする請求項1に記載のリング鍛造における工程設計方法。
D2=f(D2c)-------------------------------------(1)
D2c=T2+(T1/T2)×(D1−T1)-----------(2)
L2=L1×exp(−g(εθc)−εt)--------------(3)
εθc=ln((D2−T2)/(D1−T1))----------(4)
εt=ln(T2/T1)--------------------------------(5)
ここで、D1およびT1は、鍛造開始時(素材)の外径および肉厚を、T2は変形(拡径)後の肉厚を、εθcは円周方向のひずみを、εtは肉厚方向(半径方向)のひずみをそれぞれ示し、f(D2c)およびg(εθc)は、大型リング材の材質に依存する関数である。 - 芯金により大型リング材の内周面を支持し、この大型リング材の外周面を金敷により加圧して前記大型リング材を回転させることにより圧下領域を移動させて前記大型リング材の全周にわたって所要の周回数だけ圧下を繰り返すことにより、所定の形状に拡径するリング鍛造における鍛造制御方法であって、請求項2に記載した工程設計方法を用いて前記大型リング材の1周回ごとの変形後の外径D2および長さL2を予測し、前記1周回ごとの大型リング材の、外径D2a、長さL2aおよび肉厚T2aを計測し、この計測した外径D2aおよび長さL2aと、前記予測した外径D2およびL2をそれぞれ比較し、計測した外径D2aおよび長さL2aと予測した外径D2および長さL2との差ΔDおよびΔLが、所定の範囲にないときに、圧下量を修正し、累積圧下量が、目標圧下量Sに達したときに鍛造を終了するようにしたことを特徴とするリング鍛造における鍛造制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006132873A JP4783202B2 (ja) | 2006-05-11 | 2006-05-11 | リング鍛造における工程設計方法と鍛造制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006132873A JP4783202B2 (ja) | 2006-05-11 | 2006-05-11 | リング鍛造における工程設計方法と鍛造制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007301604A JP2007301604A (ja) | 2007-11-22 |
| JP4783202B2 true JP4783202B2 (ja) | 2011-09-28 |
Family
ID=38835995
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006132873A Expired - Fee Related JP4783202B2 (ja) | 2006-05-11 | 2006-05-11 | リング鍛造における工程設計方法と鍛造制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4783202B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI734641B (zh) * | 2020-11-06 | 2021-07-21 | 財團法人金屬工業研究發展中心 | 鍛造成形道次預估方法及使用該方法的鍛造成形設計系統 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009289018A (ja) * | 2008-05-29 | 2009-12-10 | Sanyo Special Steel Co Ltd | 円形鍛造品の据え込み形状予測方法 |
| CA2992530C (en) * | 2015-07-31 | 2018-07-17 | Otto Fuchs - Kommanditgesellschaft | Method for producing a contoured ring rolling product |
| JP7514446B2 (ja) * | 2020-12-09 | 2024-07-11 | 大同特殊鋼株式会社 | ディスク素材の製造方法 |
| CN116550917B (zh) * | 2022-01-30 | 2025-06-06 | 天津重型装备工程研究有限公司 | 一种大型复杂封头锻造成形方法及成形工装 |
| CN120853762B (zh) * | 2025-09-19 | 2025-11-28 | 杭州皓华压力容器有限公司 | 一种基于壁厚时变分析的压力容器结构变形预测方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54155977A (en) * | 1978-05-30 | 1979-12-08 | Sumitomo Metal Ind Ltd | Automatic controlling method for rolling force in ring rolling mill |
| JPS632528A (ja) * | 1986-06-20 | 1988-01-07 | Kobe Steel Ltd | リング材加工の制御方法 |
-
2006
- 2006-05-11 JP JP2006132873A patent/JP4783202B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI734641B (zh) * | 2020-11-06 | 2021-07-21 | 財團法人金屬工業研究發展中心 | 鍛造成形道次預估方法及使用該方法的鍛造成形設計系統 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007301604A (ja) | 2007-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102056687B (zh) | 用于制造大钢管的方法 | |
| JP5751687B2 (ja) | スピニング成形装置および成形方法 | |
| EP0756682B1 (en) | Method for making upset ends on metal pipe and resulting product | |
| JP4783202B2 (ja) | リング鍛造における工程設計方法と鍛造制御方法 | |
| KR101632137B1 (ko) | 금속관의 확관 제조 방법 | |
| EP1199118B1 (en) | Method and apparatus for producing a helical spring | |
| KR20230022224A (ko) | 강관의 진원도 예측 모델의 생성 방법, 강관의 진원도 예측 방법, 강관의 진원도 제어 방법, 강관의 제조 방법 및, 강관의 진원도 예측 장치 | |
| CN105312367A (zh) | 高强度钢薄壁环形锻件之矫形装置及矫形方法 | |
| KR101164538B1 (ko) | 링 압연 스케줄의 최적 설계 방법 | |
| JP5163764B2 (ja) | 金属管の拡管製造方法 | |
| JP2019141906A (ja) | 熱間鍛造材の製造方法 | |
| CN114618926A (zh) | 用于制造管构件中的内部止挡部的方法 | |
| Zuo et al. | An investigation of involute and lead deflection in hot precision forging of gears | |
| JP6303028B2 (ja) | 熱間据込み鍛造用の素材 | |
| JP4921989B2 (ja) | 矯正焼き戻しワークの製造方法 | |
| CN113857407B (zh) | 一种筒形环坯锻件及其制备方法 | |
| EP4212261B1 (en) | System and method for contouring ring component | |
| JP4571571B2 (ja) | 口絞りシェルの製造方法 | |
| JP4919556B2 (ja) | 歯車の製造方法 | |
| JP4604102B2 (ja) | ハス歯歯車の製造方法 | |
| JPH07216456A (ja) | 管状部材の焼入れ冷却方法および装置 | |
| JP2993414B2 (ja) | 熱間圧延における板プロフィル制御方法 | |
| RU2855667C1 (ru) | Способ производства бесшовных горячедеформированных толстостенных труб | |
| JP2012240105A (ja) | アプセット鍛造方法 | |
| SU1742558A1 (ru) | Сильфон и способ его изготовлени |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080926 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110228 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20110330 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20110404 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20110405 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110705 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110708 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140715 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4783202 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |