JP4807901B2 - 薄膜作製方法 - Google Patents
薄膜作製方法 Download PDFInfo
- Publication number
- JP4807901B2 JP4807901B2 JP2000382154A JP2000382154A JP4807901B2 JP 4807901 B2 JP4807901 B2 JP 4807901B2 JP 2000382154 A JP2000382154 A JP 2000382154A JP 2000382154 A JP2000382154 A JP 2000382154A JP 4807901 B2 JP4807901 B2 JP 4807901B2
- Authority
- JP
- Japan
- Prior art keywords
- thin film
- plasma
- evaporation
- oxygen gas
- density plasma
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Plasma Technology (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- Physical Vapour Deposition (AREA)
Description
【発明の属する技術分野】
本発明は、誘電体や半導体の薄膜を作製する圧力勾配型のアーク放電を行うイオンプレーティング法による薄膜作製方法に関するものである。又、その薄膜の一使用例は半導体である。
【0002】
【従来の技術】
図4は一般的な90度偏向圧力勾配型アーク放電イオンプレーティング装置の構成を示す模式図である。同図において、1は誘電体膜や半導体膜の成膜が行われる真空容器(真空槽)で、この真空容器1内にはプラズマガン(URガン)2によりアーク放電プラズマ3が発生される。プラズマガン(URガン)2には陰極4、中間電極5及び陽極6があり、陰極4にはキャリアガス(放電ガス)の導入管7が設けられている。8はプラズマ制御用の磁場発生源である。
【0003】
上記真空容器1内の下方には成膜材料の蒸発源9が配置され、その下側に永久磁石10が設置されている。真空容器1内の上方には蒸着(成膜)が行われる基体(基板)11が配置され、この基体11はヒータ12によって加熱されるようになっている。また、基体11の下方にシャッタ13が設けられ、基体11との間に反応ガスが導入管14から供給されるようになっている。
【0004】
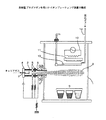
また、図5は反射型プラズマガンを用いた反射式圧力勾配型アーク放電イオンプレーティング装置の構成を示す模式図である。この装置は、複数の蒸発源9を配置して多元同時イオンプレーティングを行うものであり、図4と同一構成要素には同一符号を付して重複する詳細説明は省略する。
【0005】
圧力勾配型アーク放電イオンプレーティング法は、圧力勾配によって熱陰極をキャリアガス及び反応ガスによる物理的・化学的損傷から保護し、大電流のアーク放電プラズマ3を安定して発生させることが可能なプラズマガン(URガン)2により高密度プラズマを形成し、この高密度プラズマで蒸発源9から供給される原料原子、分子を活性化させることにより、緻密で平坦な誘電体・半導体膜を高速で堆積可能な薄膜作製法である。
【0006】
図4に示す装置では、アーク放電プラズマ3を陽極直下に配置した永久磁石10からの磁場で90度偏向させることにより、蒸発源9の加熱と雰囲気の活性化を同時に行うことができる。また、図5に示す反射型と呼ばれる装置では、陽極6を真空槽の中に配置しなくても高密度プラズマを発生させることが可能であり、プラズマガン2と独立した蒸発源9との併用により多元同時反応蒸着を効率良く実行することができる。
【0007】
上記プラズマガン2は、熱電子を発生させる円盤状の陰極4と、この陰極4と真空槽との間に圧力勾配を形成させるためのオリフィスを兼ねた中間電極(グリッド)5と、これらの対極である陽極6とから構成されている。反射型URガンの配置では、陽極6もリング状のグリッドとして作用する。そして、アーク放電発生時にはこれらのグリッドの最中心部は高温の電子電流に曝されるため、水冷された電極フランジの中心に高融点金属(Mo,W等)のグリッドオリフィスを装填した構造とすることにより、電極の融解を防止している。
【0008】
また、グロー放電よりもプラズマ密度が2〜3桁高いアーク放電プラズマ3を使用しているため、キャリアガス及び反応ガスの励起による活性種の生成効率が高く、従来のスパッタ法やMOCVD法による薄膜作製温度よりも低温で薄膜形成が可能である。更に、緻密・平坦でかつ密着力の良い薄膜を高速に堆積することができる。
【0009】
上記の特長を活かして、これまでにABO3型のいわゆるペロブスカイト構造をもつ強誘電体薄膜・誘電体薄膜の作製や、アモルファスSi及び多結晶Si薄膜等の半導体薄膜の作製にも適用されている。特に、優れた圧電性、焦電性、電気光学特性等を示す代表的な多元系酸化物強誘電体(PZT〔Pb(ZrxTi1-x)O3〕やPLZT〔(Pb1-xLax)(ZryTi1-y)1-x/4O3〕等)の薄膜形成において、従来法よりも100℃低温での成長にもかかわらず、アニール処理なしでペロブスカイト型の結晶構造が得られ、良好な強誘電特性が確認されている。
【0010】
【発明が解決しようとする課題】
ところで、上記のような圧力勾配型アーク放電イオンプレーティング装置のプラズマガン(URガン)は、オリフィスを兼ねた各中間グリッドによって陰極近傍の圧力が数Torrに保たれ、キャリアガスイオンによるスパッタ損傷や反応ガス(例えば酸素)による化学損傷から陰極を保護している。しかし、各グリッドは、高密度プラズマに直に曝されており、わずかながらガスイオンによるスパッタ損傷を受ける。そして、このスパッタによりグリッドオリフィスを構成している高融点金属が真空容器内に飛散し、薄膜中へ不純物として取り込まれることが問題になっていた。通常、この混入量は0.1%以下と微量であり、各種薄膜の特性に影響を及ぼすことは少ないが、一部の膜に対しては機能上深刻な不具合をもたらすことがある。例えば、ノンドープ半導体膜の比抵抗が低下したり、誘電体膜の透過率が減少したりする。
【0011】
最も深刻なケースは、反射型配置のアーク放電イオンプレーティング法によって、ペロブスカイト型結晶構造を有する鉛系強誘電体・誘電体薄膜を成膜する場合である。この反射型配置では、プラズマ中の電子電流がプラズマガンの最真空容器側に位置するリング状の陽極グリッドに収束する。陽極フランジは冷却水によって熱的に保護されているが、プラズマの安定化のためにインナーとして高融点金属(Mo,W等)の円筒を挿入して用いており、これらの高融点金属は鉛とともに複合酸化物を形成することが知られている。
【0012】
そして、アーク放電電流がMoの場合は15A以下、Wの場合は30A以下と、比較的プラズマ密度が低いときには上記複合酸化物の影響は見られないが、放電電流の増加に伴ってインナーの表面温度も上昇し、鉛との複合酸化物を形成するようになる。この複合酸化物が不純物として薄膜中に混入し、図6に示すようにペロブスカイト相に対する異相として薄膜の結晶品位を低下させる。また、不純物の混入量が一定量を超えると、図7に示すようにもはやペロブスカイト相そのものが得られなくなるという深刻な問題が発生する。図6,図7はそれぞれ放電電流20A,40Aのときの薄膜のX線回折結果を示す図である。
【0013】
上記不純物混入の問題を避けるために、従来では放電電流を30A以下に抑えて使用するか、あるいは高融点金属製の陽極インナーを撤去する対策がとられていた。しかしながら、前者はプラズマ密度に比例した酸素活性種量の制限、後者はプラズマ不安定化によるプラズマ電位及び電子温度の上昇による薄膜の損傷という問題も抱えている。このために、鉛系強誘電体・誘電体薄膜の堆積速度が3Å/s程度と、イオンプレーティング法としては低いレベルに留まっていた。
【0014】
本発明は、上記のような問題点に鑑みてなされたもので、薄膜中への不純物の混入を著しく抑制することができ、高密度のプラズマの発生が可能になり、また、薄膜の結晶品位が高く、成膜速度の速いイオンプレーティング法による薄膜作製方法を提供することを目的としている。
【0015】
【課題を解決するための手段】
(1)化学式ABO3で表されるペロブスカイト型構造強誘電体化合物のイオンプレーティング法による薄膜作製方法であって、
複数の蒸発源と、キャリアガス導入部と、酸素ガス導入部、および中間電極と陽極に焼結カーボンから成るグリッドオリフィスを装填した圧力勾配型プラズマガンを設置した真空槽内に、基体を設置する工程と、
その後、前記圧力勾配型プラズマガンに直流バイアス電圧を印加して30Aより大きい放電電流で制御しキャリアガスのアーク放電を発生させて生成した高密度プラズマを、磁場発生源によって真空槽内に導く高密度プラズマ生成工程と、
この状態で、前記酸素ガス導入部から導入された酸素ガスの活性種を生成し、
前記酸素ガスの活性種の存在下で、前記蒸発源から金属材料を蒸発させて、化学式ABO3で表されるペロブスカイト型構造の強誘電体化合物を基体に蒸着する蒸着工程とを有し、
前記蒸発源は少なくともPbを含み、
前記蒸着工程において、前記高密度プラズマ生成工程で発生した高密度プラズマ中に前記グリッドオリフィスの焼結カーボンが飛散した場合には、前記焼結カーボンと前記酸素ガスの活性種とが反応した気相化合物を形成させる薄膜作製方法。
(2)前記蒸発源はPb,Zr,Ti,Laの各元素とこれらの各元素の酸化物のうち何れかの組合せの複数の化合物より成る前記(1)に記載の薄膜作製方法。
(3)前記蒸発源はPb,Ti,Zrの各元素を有し、Pbの蒸発量をTiとZrを合せた蒸発量の10〜30倍とした前記(2)に記載の薄膜作製方法。
【0020】
【発明の実施の形態】
以下、本発明の実施例を図面について説明する。
【0021】
図1は本発明に係る圧力勾配型アーク放電イオンプレーティング装置の要部の構成を示す模式図であり、ここでは従来(a)の圧力勾配型アーク放電プラズマガンと比較して本発明(b)の圧力勾配型アーク放電プラズマガンの構成を示している。また、図4及び図5と同一符号は同一構成要素を示しているので、重複する詳細説明は省略する。
【0022】
従来のプラズマガン(URガン)2の中間電極5及び陽極6には、前述のように高融点金属(Mo,W等)のグリッドオリフィス5a,6aがインナーとして装填されていたが、本発明品のプラズマガン2の中間電極5と陽極6には、焼結カーボンから成るグリッドオリフィス5b,6bがインナーとして装填されている。なお、他の真空容器1内の構成は図4及び図5と同様であるので、説明は省略する。
【0023】
本発明のイオンプレーティング装置では、URプラズマガンの中間電極5及び陽極6に装填するグリッドオリフィス(インナー)5b,6bの材質を従来の高融点金属(Mo,W等)から焼結カーボンに換えることにより、薄膜への不純物混入を抑制しながら放電電流の増大を可能にしている。
【0024】
すなわち、焼結カーボン製のグリッドオリフィス(インナー)5b,6bの使用により、プラズマ中のガスイオンによってスパッタされても質量が高融点金属よりも圧倒的に小さいために、ほとんどプラズマガン2の中でのみ飛散し、真空容器1内への混入量が著しく減少する。この結果、従来の高融点金属をグリッドオリフィス(インナー)5a,6aに使用したときよりも高純度のプラズマを発生することができ、高純度かつ高品位の誘電体・半導体の薄膜を作製することができる。
【0025】
また、反射型配置のプラズマガン2を鉛系誘電体薄膜の作製に使用したときに発生する陽極インナーと鉛との複合酸化物形成の問題も、インナーの材質を焼結カーボンにすることで抑制することができる。これは、焼結カーボンが酸素雰囲気下で加熱されて酸素と反応したとしても、ほとんどがCO2等の気相化合物として容器外へ排出されてしまうからである。そのため、鉛蒸気存在下であっても不純物が混入することなく、大電流放電(〜80A)による高密度プラズマの発生が可能になる。この結果、真空容器1内の酸素活性種量は従来法の2倍以上に増大し、高品位の誘電体薄膜を高速に形成することが可能である。
【0026】
更に、焼結カーボンは高温での抵抗値が低いため、電子電流の陽極6への収束効率が高く、高融点金属を陽極インナーに用いたときよりもプラズマ電位及び電子温度が低下し、誘電体及び半導体薄膜の損傷が少ない低温プラズマを生成することができる。
【0027】
実際、酸化物誘電体へ適用したところ、焼結カーボン製のグリッドオリフィス5b,6bの使用による高密度・低温プラズマの発生によって、膜に損傷を及ぼす高エネルギー荷電粒子を抑制しつつ、薄膜成長に効果的な酸素活性種を増大させた結果、従来の2倍以上の成膜速度で、薄膜誘電体を成長させることが可能になった。その結果、緻密で発達した柱状晶構造の膜が得られ、良好な誘電特性が得られた。
【0028】
次に、上記構成のイオンプレーティング装置により実際に薄膜を作製した実施例について説明する。
【0029】
〔実施例1〕
図1及び図5に示す反射型圧力勾配型アーク放電イオンプレーティング装置を用いて、強誘電体多元系酸化物薄膜の製造を行った。まず、薄膜材料として、3元系複合酸化物強誘電体PZT〔Pb(ZrxTi1-x)O3〕の薄膜作製を行った。
【0030】
蒸発源9の材料として、Pb,Zr,Tiの各金属を用い、電子ビーム加熱により各々独立に蒸発させた。基体11は(100)面Siウエハ上にSiO2/Ti/Ptの順に各構成材料を堆積したものとし、膜組成をPb(Zr0.52Ti0.48)O3に調製した。
【0031】
そして、圧力勾配型アーク放電のプラズマガン(URガン)2に5〜15sccmのArガスをキャリアガスとして導入し、直流バイアス電圧を印加することにより、アーク放電を発生させた。放電電圧は70V、放電電流は40Aで制御した。このアーク放電で生成した高密度プラズマ(プラズマ密度>1012cm-3)を、プラズマ制御用の磁場発生源8によって生じた50〜300ガウス程度の磁場によって真空容器1内に導いた。この状態で、導入管14よりO2ガスを反応ガスとして100sccm導入することにより、真空容器1内に高密度の酸素プラズマ及び酸素の活性種を生成した。
【0032】
上記の酸素活性種の存在下で、ヒータ12により500℃程度に加熱した基体11上に薄膜作製を行った。このとき、水晶振動子式膜厚モニタにて、Pb蒸発量がZrとTiの蒸発量の合計に対して20倍の範囲になるように、かつZrとTiの蒸発量がほぼ同等になるように、蒸発源9のパワーを制御することにより、ペロブスカイト型結晶構造を有する薄膜強誘電体が形成された。図2に得られた薄膜のX線回折結果を示す。放電電流が40Aでも不純物相によるピークが観測されないことがわかる。なお、薄膜形成時の真空容器1内圧力は1〜5mTorrであり、Langmuirプローブによりプラズマ電位は約7V、電子温度は約1.5eVと測定された。これにより、焼結カーボン製の陽極インナーの効果によるプラズマの低温化が確認できた。
【0033】
この結果、薄膜強誘電体の形成としては高速な5Å/sの成膜速度が得られた。この値は放電電流40Aで、陽極インナーを使用しなかったときの2倍に相当する。得られたPZT膜にPt上部電極を形成したキャパシタセルに対して、強誘電体特性の測定を行ったところ、図2に示すような非常に良く飽和したP−E(分極−電界)ヒステリシス曲線が観測された。すなわち、実施例1の方法により、低温で高品位の強誘電体3元系酸化物薄膜が高速に形成されることがわかった。
【0034】
〔実施例2〕
次に、実施例1と同様の装置及び条件で2元系複合酸化物強誘電体PT〔PbTiO3〕の薄膜作製を行った。
【0035】
放電電流を70Aに引き上げて酸素活性種量を増大させた結果、9Å/sという高速な堆積速度にもかかわらず、基体温度500℃においてもas−depo.でペロブスカイト単相PT膜が得られた。得られたPT膜は比誘電率ε=480、損失tanδ=0.01を示し、良好な誘電特性を有していた。また、同膜のキャパシタセルに対して、強誘電特性の測定を行ったところ、図3に類似したP−Eヒステリシス曲線が観測され、残留分極Pr=22.4μC/cm2、抗電界Ec=95kV/cmという強誘電特性が得られた。このように、実施例2の方法により、PTを非常に高速に成膜できることがわかった。
【0036】
以上、本発明の各実施例について述べたが、本発明では特にP(Pb),Z(Zr),T(Ti),L(La)の各元素のうち、PTやPZTあるいはPLZTの化学式ABO3で表されるペロブスカイト型構造の強誘電体化合物の薄膜作製に対して有効であり、これらの各元素もしくはそれらの酸化物の複数種の材料を蒸発源9として用いるようにしても良い。また、Pbの蒸発量を(Ti+Zr)のそれに対して10〜30倍とすることもできる。
【0037】
また、キャリアガスとしてはHe,Ar等の希ガスを使用し、反応ガスとしてO2ガスを使用するのが有効である。蒸発源9は、EB(電子ビーム)加熱源や抵抗加熱源により個別に加熱することができる。
【0038】
また本発明は、圧電トランスあるいは圧電インバータ、微小ミラーあるいはレンズ駆動型の光スイッチ、導波路型光スイッチ、光シャッタ、光変調器等の光学部品、半導体メモリ(FRAM)用誘電体、インクジェット型プリンタヘッドの駆動部材、各種センサ(振動ジャイロ、加速度センサ、赤外線(熱)センサ、比光センサ、超音波センサ等)、光スキャナ、印画紙書き込み用微小光源ユニット等に適用することができる。
【0039】
【発明の効果】
以上のように、本発明によれば、薄膜中への不純物の混入を著しく抑制することができ、高密度のプラズマの発生が可能になり、また、薄膜の結晶品位が高く、成膜速度も速いという効果が得られる。
【0040】
すなわち、従来の方法では、プラズマガンの中間電極や陽極のインナー(グリッドオリフィス)材である高融点金属(Mo,W等)がプラズマ中のガスイオンの衝突によってスパッタされ、不純物として薄膜中へ混入する問題があったが、比重の小さい焼結カーボンをインナー材として使用することにより、スパッタによる同部材の飛散をプラズマガン内に留め、薄膜中への混入を著しく抑制することができる。カーボンそのものの混入レベルも0.1%以下と極めて小さく、高純度のプラズマを供給することができる。
【0041】
また、反射型配置のプラズマガンを鉛系誘電体薄膜の作製に使用したときに発生する陽極インナーと鉛との複合酸化物形成の問題も、インナーの材質を焼結カーボンにすることで抑制することができ、鉛蒸気存在下であっても不純物が混入することなく、大電流放電(〜80A)による高密度プラズマの発生が可能になる。この放電電流の増大により高密度のプラズマが生成でき、結果として、薄膜誘電体の成長に効果的な酸素活性種の量を増大させることが可能になる。そのため、容易に結晶品位の高い誘電体薄膜を得ることができる。
【0042】
また、カーボン製陽極インナーは高温での抵抗が低く、プラズマ中の電子電流の陽極への収束効率が向上し、プラズマ電位及び電子温度が低下したいわゆる低温プラズマ化が促進される。この結果、荷電粒子による膜の損傷や再蒸発が抑制され、成膜速度が2倍程度増大する。
【0043】
更に、高密度の酸素プラズマに曝されても表面が絶縁化することなく、安定して陽極インナーとして長期間使用できる。
【0044】
また、従来法である圧力勾配型アーク放電イオンプレーティング法の優れた成膜性能はそのまま保有している。
【図面の簡単な説明】
【図1】 本発明に係るイオンプレーティング装置の要部の構成を示す模式図
【図2】 本発明の実施例1で得られた薄膜のX線回折結果を示す図
【図3】 本発明の実施例1で得られた薄膜の分極−電界ヒステリシス曲線を示す図
【図4】 圧力勾配型アーク放電イオンプレーティング装置の構成を示す模式図
【図5】 反射型プラズマガンを用いた圧力勾配型アーク放電イオンプレーティング装置の構成を示す模式図
【図6】 不純物が混入した薄膜のX線回折結果を示す図
【図7】 不純物の混入量が多い薄膜のX線回折結果を示す図
【符号の説明】
1 真空容器(真空槽)
2 プラズマガン
3 アーク放電プラズマ
4 陰極
5 中間電極
5b グリッドオリフィス
6 陽極
6b グリッドオリフィス
7 導入管
8 磁場発生源
9 蒸発源
10 永久磁石
11 基体
12 ヒータ
13 シャッタ
14 導入管
Claims (3)
- 化学式ABO3で表されるペロブスカイト型構造強誘電体化合物のイオンプレーティング法による薄膜作製方法であって、
複数の蒸発源と、キャリアガス導入部と、酸素ガス導入部、および中間電極と陽極に焼結カーボンから成るグリッドオリフィスを装填した圧力勾配型プラズマガンを設置した真空槽内に、基体を設置する工程と、
その後、前記圧力勾配型プラズマガンに直流バイアス電圧を印加して30Aより大きい放電電流で制御しキャリアガスのアーク放電を発生させて生成した高密度プラズマを、磁場発生源によって真空槽内に導く高密度プラズマ生成工程と、
この状態で、前記酸素ガス導入部から導入された酸素ガスの活性種を生成し、
前記酸素ガスの活性種の存在下で、前記蒸発源から金属材料を蒸発させて、化学式ABO3で表されるペロブスカイト型構造の強誘電体化合物を基体に蒸着する蒸着工程とを有し、
前記蒸発源は少なくともPbを含み、
前記蒸着工程において、前記高密度プラズマ生成工程で発生した高密度プラズマ中に前記グリッドオリフィスの焼結カーボンが飛散した場合には、前記焼結カーボンと前記酸素ガスの活性種とが反応した気相化合物を形成させる、ことを特徴とする薄膜作製方法。 - 前記蒸発源はPb,Zr,Ti,Laの各元素とこれらの各元素の酸化物のうち何れかの組合せの複数の化合物より成ることを特徴とする請求項1に記載の薄膜作製方法。
- 前記蒸発源はPb,Ti,Zrの各元素を有し、Pbの蒸発量をTiとZrを合せた蒸発量の10〜30倍としたことを特徴とする請求項2に記載の薄膜作製方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000382154A JP4807901B2 (ja) | 2000-12-15 | 2000-12-15 | 薄膜作製方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000382154A JP4807901B2 (ja) | 2000-12-15 | 2000-12-15 | 薄膜作製方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002177765A JP2002177765A (ja) | 2002-06-25 |
| JP2002177765A5 JP2002177765A5 (ja) | 2008-02-07 |
| JP4807901B2 true JP4807901B2 (ja) | 2011-11-02 |
Family
ID=18850034
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000382154A Expired - Fee Related JP4807901B2 (ja) | 2000-12-15 | 2000-12-15 | 薄膜作製方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4807901B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10114214B2 (en) | 2013-12-25 | 2018-10-30 | Stanley Electric Co., Ltd. | Vehicle headlight illumination apparatus having scanning laser source |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4485831B2 (ja) * | 2004-03-30 | 2010-06-23 | スタンレー電気株式会社 | アーク放電型真空成膜装置および成膜方法 |
| JP5172364B2 (ja) | 2008-01-16 | 2013-03-27 | スタンレー電気株式会社 | 光偏向器 |
| US7605966B2 (en) | 2008-01-21 | 2009-10-20 | Stanley Electric Co., Ltd. | Optical deflector |
| JP2010045065A (ja) * | 2008-08-08 | 2010-02-25 | Stanley Electric Co Ltd | 発光装置の製造方法および発光装置 |
| JP5264463B2 (ja) * | 2008-12-18 | 2013-08-14 | スタンレー電気株式会社 | 成膜装置、および、圧電膜素子の製造方法 |
| JP5191939B2 (ja) | 2009-03-31 | 2013-05-08 | スタンレー電気株式会社 | 光偏向器用アクチュエータ装置 |
| JP5507126B2 (ja) * | 2009-06-16 | 2014-05-28 | スタンレー電気株式会社 | 成膜装置および薄膜素子の製造方法 |
| JP5816500B2 (ja) * | 2011-09-15 | 2015-11-18 | スタンレー電気株式会社 | プラズマガンおよびそれを用いた成膜装置 |
| JP6298328B2 (ja) * | 2014-03-17 | 2018-03-20 | スタンレー電気株式会社 | 成膜装置、プラズマガン、および、薄膜を備えた物品の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3032380B2 (ja) * | 1992-07-01 | 2000-04-17 | 日本電子株式会社 | プラズマ電子銃 |
| JP4299376B2 (ja) * | 1996-03-12 | 2009-07-22 | 大日本印刷株式会社 | 導電膜の形成方法および金属酸化膜の形成方法 |
| JPH10158823A (ja) * | 1996-12-06 | 1998-06-16 | Ulvac Japan Ltd | イオンプレーティング装置およびその装置による薄膜形成方法 |
| JP3717655B2 (ja) * | 1998-02-09 | 2005-11-16 | 日本電子株式会社 | プラズマ発生装置及び薄膜形成装置 |
-
2000
- 2000-12-15 JP JP2000382154A patent/JP4807901B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10114214B2 (en) | 2013-12-25 | 2018-10-30 | Stanley Electric Co., Ltd. | Vehicle headlight illumination apparatus having scanning laser source |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002177765A (ja) | 2002-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6730575B2 (en) | Methods of forming perovskite-type material and capacitor dielectric having perovskite-type crystalline structure | |
| JP4662112B2 (ja) | 強誘電体薄膜及びその製造方法 | |
| US12201025B2 (en) | Physical vapor deposition of piezoelectric films | |
| JP4807901B2 (ja) | 薄膜作製方法 | |
| TWI755922B (zh) | 具有pmnpt層的壓電裝置之製造 | |
| JP4138196B2 (ja) | 強誘電体薄膜の製造方法及びその製造装置 | |
| JP5403501B2 (ja) | 強誘電体膜の製造方法 | |
| US6853021B2 (en) | Oriented ferroelectric thin-film device and method for manufacturing the same | |
| JP2688872B2 (ja) | Pzt薄膜の作製方法及びスパッタリング装置 | |
| WO1998013300A1 (fr) | Materiau ferro-electrique, son procede de fabrication, memoire a semi-conducteurs, et son procede de fabrication | |
| JPH07109562A (ja) | Pzt薄膜の作製方法 | |
| JP6426310B2 (ja) | 圧電素子 | |
| Yasuda et al. | Preparation of lead zirconate titanate thick films by arc-discharged reactive ion-plating method | |
| JPH0797296A (ja) | 配向性薄膜形成基板およびその作製方法 | |
| US6090455A (en) | Method for forming SBT ferroelectric thin film | |
| JPH02258700A (ja) | 強誘電体薄膜及びその製造法 | |
| EP2166547B1 (fr) | Procédé de préparation d'un matériau oxyde céramique a structure pyrochlore présentant une constante diélectrique élevée et mise en oeuvre de ce procédé pour des applications de microélectronique | |
| JP2011184750A (ja) | 成膜装置 | |
| JP5421724B2 (ja) | 薄膜素子の製造方法、成膜装置、および、その運転方法 | |
| JP5264463B2 (ja) | 成膜装置、および、圧電膜素子の製造方法 | |
| JP3888400B2 (ja) | 誘電体薄膜の製造方法 | |
| JP4300765B2 (ja) | 配向性強誘電体薄膜素子 | |
| JP2007308782A (ja) | チタン酸ジルコン酸鉛膜の製造方法 | |
| JPH10275896A (ja) | メモリ素子 | |
| KR100239008B1 (ko) | N₂0 반응 가스를 이용한 산화물 박막 증착 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071213 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071213 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100223 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100419 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110308 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110523 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110719 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110816 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140826 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4807901 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |